
Abstract
This study emphasizes on closed-loop recycling of wood flour/poly (vinyl chloride) composites, since there is normally a considerable amount of material waste in wood plastic production lines. Composite materials were produced and subjected to four times reprocessing cycles under industrial conditions. Detailed analytical methods including bending strength, modulus of elasticity, impact strength, scanning electron microscopy, fiber length, water absorption, contact angle, Fourier transform infrared, and dynamic mechanical thermal analysis (DMTA) were conducted to evaluate the effects of recycling on the mentioned composites. Results demonstrated that the recycled composites, except for the four-time recycled ones, had lower bending strength, modulus of elasticity, and impact strength due to fiber-chain scission/fracture resulting from shear stress during reprocessing; however, impact strength remained almost unchanged after the first recycling cycle. Results also revealed that generally the reprocessed composites showed lower water absorption rates due to better fiber wetting and encapsulation. There was also a reduction in hemicellulose hydroxyl groups, rendering the recycled composites less hydrophilic. DMTA results showed an increase in mechanical loss factor (tan δ) for all the reprocessed composites showing a more viscous than elastic nature. The glass transition temperature of Rec4 composites increased due to polymer dehydrochlorination and the resulting cross-linking, which restricted the molecular mobility of the polymer chains.
Introduction
There are three approaches for the management of plastic waste, each of which has still some constraints. Disposal of plastic waste through landfills leads to environmental and space problems. Incineration of plastic waste brings about air pollution and global warming. Recycling, however, helps conserving materials, but it is known to change the overall properties of the recycled plastics.1,2 Thus, communities often consider recycled plastics as a material of low quality and value. Many industries avoid using recycled plastic scraps due to their functional deficiencies.2,3 Nonetheless, recycling is still contemplated as a cost-competitive means to conserve and utilize oil-based polymers across the world. Biocomposites own advantages such as superior quality and long-life span, higher strength, lower weight, and less maintenance providing many engineering applications,4–8 among which the capability to recycle the product either during production (internal recycling) or at the end of service life (external recycling) has recently gained added attention. Several researchers have reported that reprocessing cycles lead to polymer chain scission due to thermal oxidation during recycling cycles in both neat and reinforced polyolefin composites.9–12 Thermal degradation can bring about cross-linking and chain scission of the polymer matrix as well as structural and chemical degradation of wood flour.13–18 Although the trend is generally a reduction of mechanical strengths,19–26 multiple extrusions can also increase strength and stiffness properties due to better dispersion of fibers within the polymer matrix.20,21,24,27–29 The existing publications evidence that water absorption of repeatedly recycled wood plastic composites (WPCs) depends on many variables such as interface quality, chemical composition, fiber length and distribution, density, and wood extractives.30–33 The results confirm that globally recycling process reduces water absorption rates, thus boosting dimensional stability in WPCs. This is mainly due to better fiber dispersion, higher density, fewer and smaller voids, better fiber/polymer interfacial adhesion, and enhanced hydrophobicity in reprocessed polypropylene and polyethylene WPCs. 10 However, there is still a lack of documented information on water absorption behavior of natural fiber poly(vinyl chloride) (PVC) composites.
Augier et al. 34 and Petchwattana et al. 35 indicated that natural fibers influence on the thermomechanical degradation of natural fiber composites. The reduction of degradation temperature was due to the decrease in polymer chain length by chain scission. 34
Hammiche et al. studied the effects of sequential recycling (up to four times) on Alfa fiber PVC composites. They denoted that generally after four cycles, the recycled composites had remarkably higher modulus compared to the original counterparts. This was attributed to the molecular chain cross-linking due to degradation. Furthermore, recycling cycles increased glass transition temperature (Tg) of Alfa biocomposites. 36
Among different wood polymer composites, the market for PVC-based WPCs is the most promising, with a growth rate of 200% from 2002 to 2010. 9 The given composites are used to manufacture window/door profiles, decking, railing, and siding. PVC/wood composite materials hold the potential to be cut, sawed, nailed, screwed, and processed by the conventional wood machineries. Furthermore, several options are available at the end of the service life of PVC/natural fiber composites, of which the most value-added one is recycling. The problem associated with the above solution is the number of extrusion cycles that incur limited physicomechanical and thermal damages on PVCs. 36
The existing archival publications demonstrate that information on recyclability of PVC-based WPCs is almost rare. Investigations have, however, been conducted on composites based on polypropylene,12,18,19 polyethylene,11,13,15,21,22 and other thermoplastic composite materials.1,3 There are also some publications that have considered hybrid bio-based composites produced with recycled postconsumer polymers and/or municipal wastes. 23
To the best of the authors’ knowledge, there is very little documented information on the internal recycling of PVC-based natural fiber composites. Therefore, the present study was conducted under industrial conditions to provide some practical information to the WPC industry through investigating the effects of multiple extrusions on physical, mechanical, chemical, microstructural, and thermodynamic properties of wood flour/PVC composites.
Materials and methods
Materials
Extrusion grade PVC commercially known as S6558, holding a value and volume density of 65, 600 g l−1 and 105 cm3 g−1, respectively, was provided from Bandar Emam petrochemical company, Iran. Wood flour (poplar) was obtained from grinding wood mill wastes in an industrial pulverizer (Zouping Hanlong machinery manufacturing Co., Ltd., Shandong, China). It was then screened via an industrial shaker and wood flour fractions between 20 and 80 mesh were collected and dried in an industrial air-circulating vertical drier (140°C, 5 min) (Guangzhou Binyi plastics machinery Co., Ltd., Guangzhou, China) and kept in plastic sealed bags prior to fabrication.
Methods
Composites preparation and recycling process
The studied wood flour-reinforced/PVC composite formulations (wood flour 65 wt%, PVC 30 wt%, and additives 5 wt%) were produced and then reprocessed up to four cycles. Throughout this article, the suffix Orig. refers to the original and suffixes Rec1, Rec2, Rec3, and Rec4 refer to the composite formulations recycled for one, two, three, and four times, respectively. Composites materials consisting of 65 wt% wood flour, 30 wt% PVC, and 5 wt% additives were mixed at 140°C in an industrial turbo mixer (Suzhou DYUN recycling machinery Co., Ltd., Jiangsu, China) at 200 r min−1 for 10 min and stored in vacuum plastic bags for further use. The fully mixed materials were then transferred into a counter rotating twin-screw extruder (Shanghai JWELL extrusion machinery Co. Ltd., Shanghai, China) under the conditions presented in Table 1.
Extrusion parameters for wood flour/PVC composites.
PVC: poly (vinyl chloride).Composite manufacture involved at least five 1-m replications for each formulation. Recycling was performed in the following stages: first the composite profiles were ground into chips using an industrial crusher and then the chips were pulverized and transferred again into the extruder after drying. Reprocessing was carried out in the same mixer under the same mixing conditions. Test specimens were then cutout of these 12-mm thick composite profiles. The recycling process was repeated four times with at least five replications for each composite formulation.
Characterization
After the first, second, third, and fourth cycles, the samples were removed from the extrusion stream and then characterized. The original samples (nonrecycled ones) were also tested in the same way.
Fiber length measurement
A small fraction of composite materials prior to and after each recycling cycle was solubilized in boiling P-xylene (%99.9) and then the fibers were extracted from the viscous solution by acetone washing. Fiber length was measured using Nikon optical microscope (100×) (Nikon optical microscope Co., Ltd. Tokyo, Japan), and a total of 100 fibers were measured per composite formulation.
Static tests
Three-point bending test was conducted according to ASTM D-790. The nominal dimensions of specimens were 300 × 30 × 12 mm. The span was 20 cm, and the crosshead speed was 5 mm min−1. The tests were performed with an Instron testing machine model 5566 (Jinan Chenda testing machine manufacturing Co., Ltd. Jinan, China) equipped with data acquisition system and a load cell of 10 kN. Five specimens were tested from each composite formulation.
Unnotched Izod impact tests were carried out according to ASTM D-256. The tests were performed using a Ceast impact testing machine, model 6958 (Nanjing Keya plastics machinery Co., Ltd. Nanjing, China). Five specimens (65 × 13 × 12 mm) were tested from each composite formulation.
Physical tests
Water absorption
Water absorption was measured according to ASTM D-570, and five specimens were tested from each composite formulation. The specimens were first placed in an oven at 100°C for 24 h. The initial dry weights of the specimens were then measured to the nearest 0.001 g. The specimens were then immersed in water absorption dishes at room temperature for 2, 4, 6, 8, 24, and 48 h and longer to reach a constant weight. After the given time spans, the specimens were taken out of water to measure their corresponding wet weights. The water absorption of all the formulations was calculated according to the following equation.

Contact angle measurement
The contact angles of distilled water drops on wood flour/PVC composite surfaces were measured with a Drop Master (Kyowa, Japan) device. Measurements were carried out at 3 s intervals for 30 s, and after reaching equilibrium, the average values of contact angles (five points on each specimen) were recorded.
FTIR test
One milligram of well-ground samples of each composite formulation was mixed with 200 mg of KBr and dried in an air-circulating oven at 100 ± 2°C for 24 h. They were then pressed into transparent KBr disks for transmission Fourier transform infrared (FTIR) analysis. The FTIR spectra were obtained using a Nicolet MAGNA-IR 860 Spectrometer (Spectralab scientific Inc., Ontario, Canada) over a spectral range of 4000–400 cm−1.
Scanning electron microscopy
The scanning electron microscopy (SEM) specimens were frozen by liquid nitrogen and then fractured. The fresh fractured surfaces of each composite formulation were coated using a Spotter coater model K450X (Emich Co., England) and imaged via a TESCAN model WEGA II SEM (Czech Republic). The SEMs were then prepared at a voltage of 20 Kv.
Dynamic mechanical thermal analysis
Dynamic mechanical thermal analysis (DMTA) was performed using a Rheometric Scientific DMTA analyzer model triton tritec 2000 BMA (England) at flexural mode and a constant oscillation frequency of 1 Hz. The wood flour PVC composite specimens (30 × 10 × 2 mm) were scanned over a temperature range of −10 to 220°C. The heating rate was 5°C min−1 for all temperature scan tests. The mechanical loss factor (tan δ) of the mentioned specimens was registered during the test and plotted versus temperature.
Statistical analysis
The test results were assessed through factorial experiments in a completely randomized design using five replications for each wood flour/PVC formulation. To analyze the data, one-way analysis of variance (ANOVA) was employed, and Duncan’s multiple range test was used to group the means (at 95% confidence level).
Results and discussion
Fiber length measurement
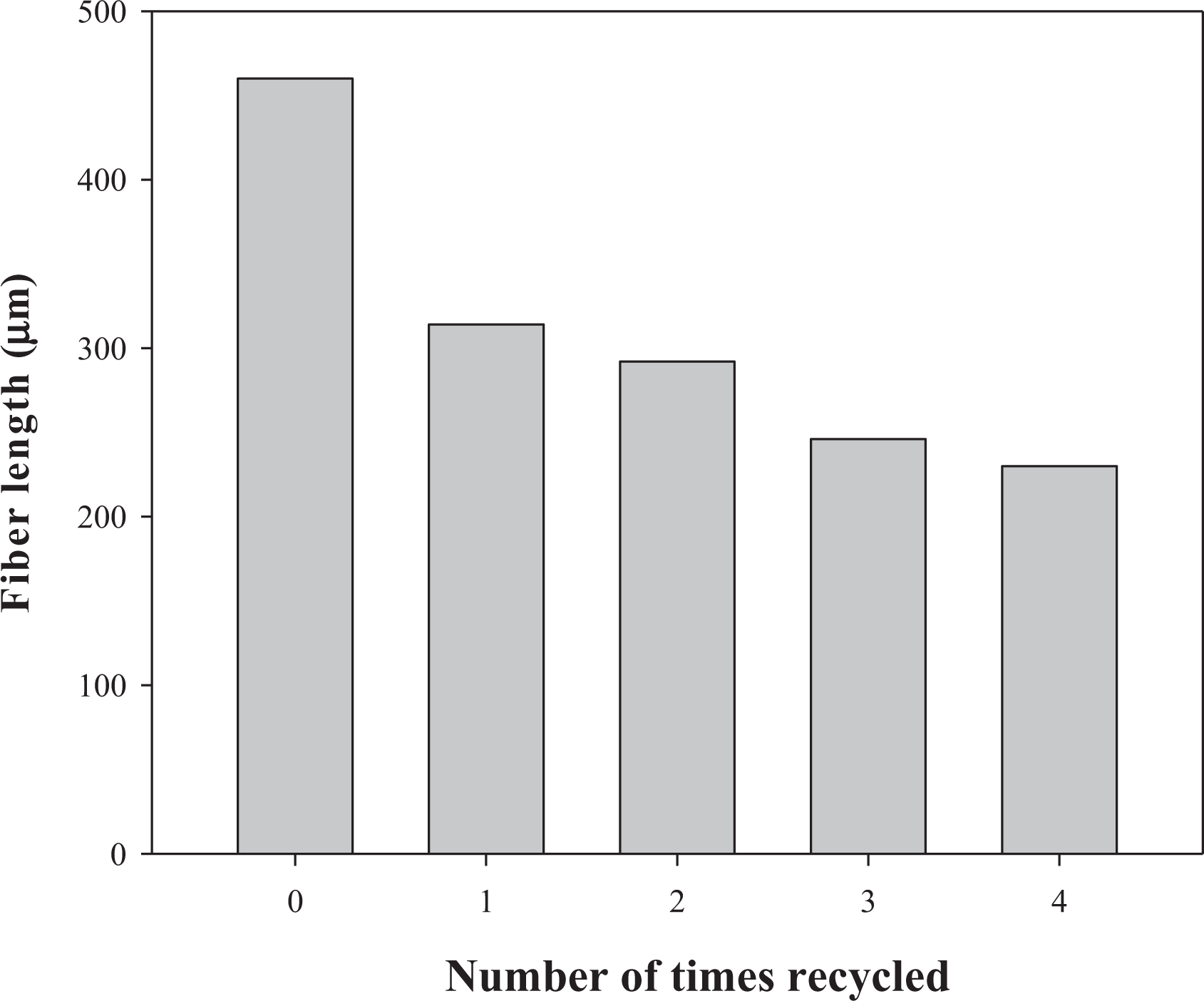
As presented in Figure 1, there is a falling trend in fibers length from the nonrecycled composite formulation to the four-time recycled one. The results show that Rec1 fibers undergo a marked length reduction as a result of the compression and shear stresses exerted in different zones of the counter rotating twin-screw extruder; the length of wood fibers in the original wood flour/PVC composites was 460 µm, which decreased to 314 µm after the first recycling (Table 2). Similar results (i.e. fiber length reduction due to mechanical attrition during multiple extrusions) have also been reported in the literature.10,34–36 Table 2 also presents that the trend of fiber length reduction is much slower from Rec1 composites to Rec4 ones, being 230 µm.
Fiber length of wood flour/PVC composites prior to and after reprocessing.
Fiber length, contact angle, and hydroxyl group concentration of wood flour/PVC composite formulations.
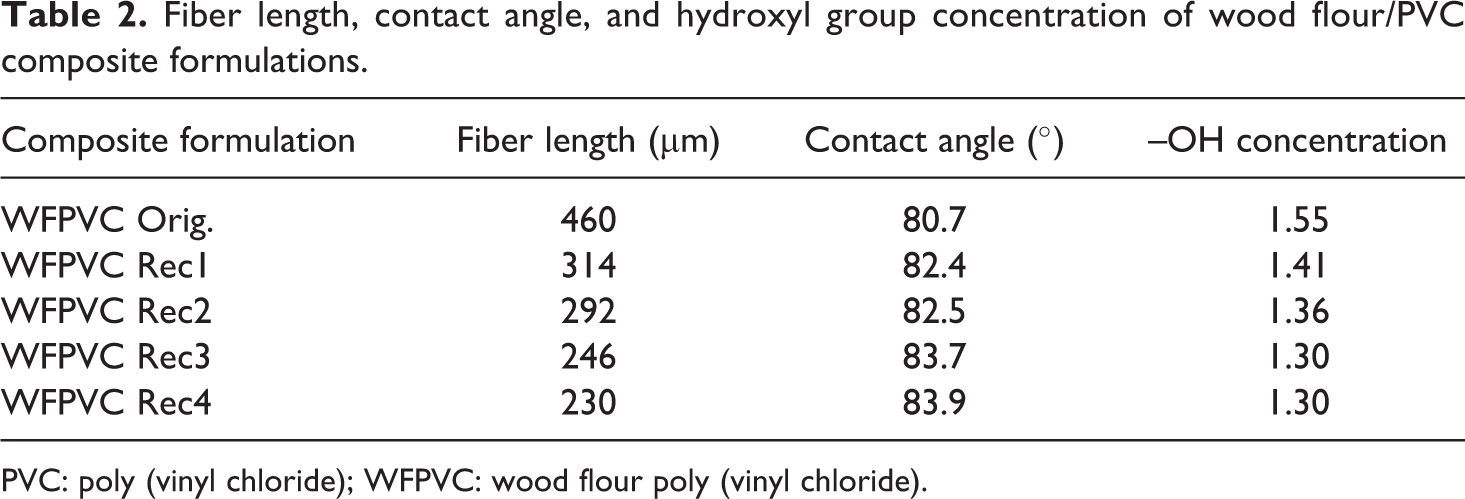
PVC: poly (vinyl chloride); WFPVC: wood flour poly (vinyl chloride).
Static tests
As seen in Figure 2, the bending strength of wood flour/PVC composites dramatically reduced after reprocessing. Such a result has also been reported by Beg and Pickering (2008)24,26 as well as the authors of this paper elsewhere. 10 The results of ANOVA indicated that there was a significant difference between the bending strength values of the studied composites prior to and after reprocessing at 95% confidence level. There were, as well, significant differences between the bending strength values of Rec1 and Rec4 samples and those of Rec2 and Rec3, whereas a nonsignificant difference was observed between Rec1 and Rec4 values. The bending strength of wood flour/PVC composites was 86.82 MPa prior to recycling, which decreased to 61.02 MPa after the first recycling. This is possibly due to fiber fracture during Rec1, leading to reduced fiber length, and thus decreased bending strength. Similar results have also been reported.10,34,35 The given property underwent very slight diminutions in the second (57.43 MPa) and third (55.29 MPa) times of recycling, which can be attributed to the trace of fiber length reductions in the mentioned recycling times. Fiber length results (Figure 1) confirm the authors’ assumption showing that fiber length experienced a remarkable reduction after the first reprocessing but was very slightly reduced after the other times. As indicated in Figure 2, there is a downward trend from the original samples to Rec3 ones indicating that recycling (except for Rec4 samples showing a slight increase) brought about reduced bending strength values. The increase in bending strength value of the studied composites after Rec4, which was almost similar to that of the Rec1 samples (62.47 MPa), is probably due to cross-linking within PVC chains, which occur in repeatedly recycled composites. Fiber fractures in Rec4 samples lead to the reduction of hydrogen bonds and thus chemical affinity between the fibers. This, in turn, brings about better polymer penetration through the disintegrated fibers and hence improved fiber/polymer entanglement. The hydroxyl moieties of cellulose, also, bond with PVC chains, thus increasing the bending strength of Rec4 composite formulations. Augier et al. reported that in repeatedly recycled composites, the polymer matrix undergoes dehydrochlorination, formation of unsaturated bonds, and thus cross-linking. They stated that the degradation of PVC composites is a complex chain dehydrochlorination that consists of an initiation process to form an active intermediate and a series of chain reactions that create additional active intermediates with progressively increased numbers of double bonds. The elimination of hydrogen chloride is one of the fundamental aspects of PVC decomposition. In the first stage, this reaction starts by the formation of one double bond followed by a very fast unzipping reaction, which leads to polyene sequences in the backbone. If the levels of degradation are high, secondary processes are also observed during degradation; the polyene sequences can react with one another, leading to a cross-linked network. As a consequence, the polymer chain length increases, and the matrix shows better mechanical properties, enhancing the entire mechanical performance of the composites. 34
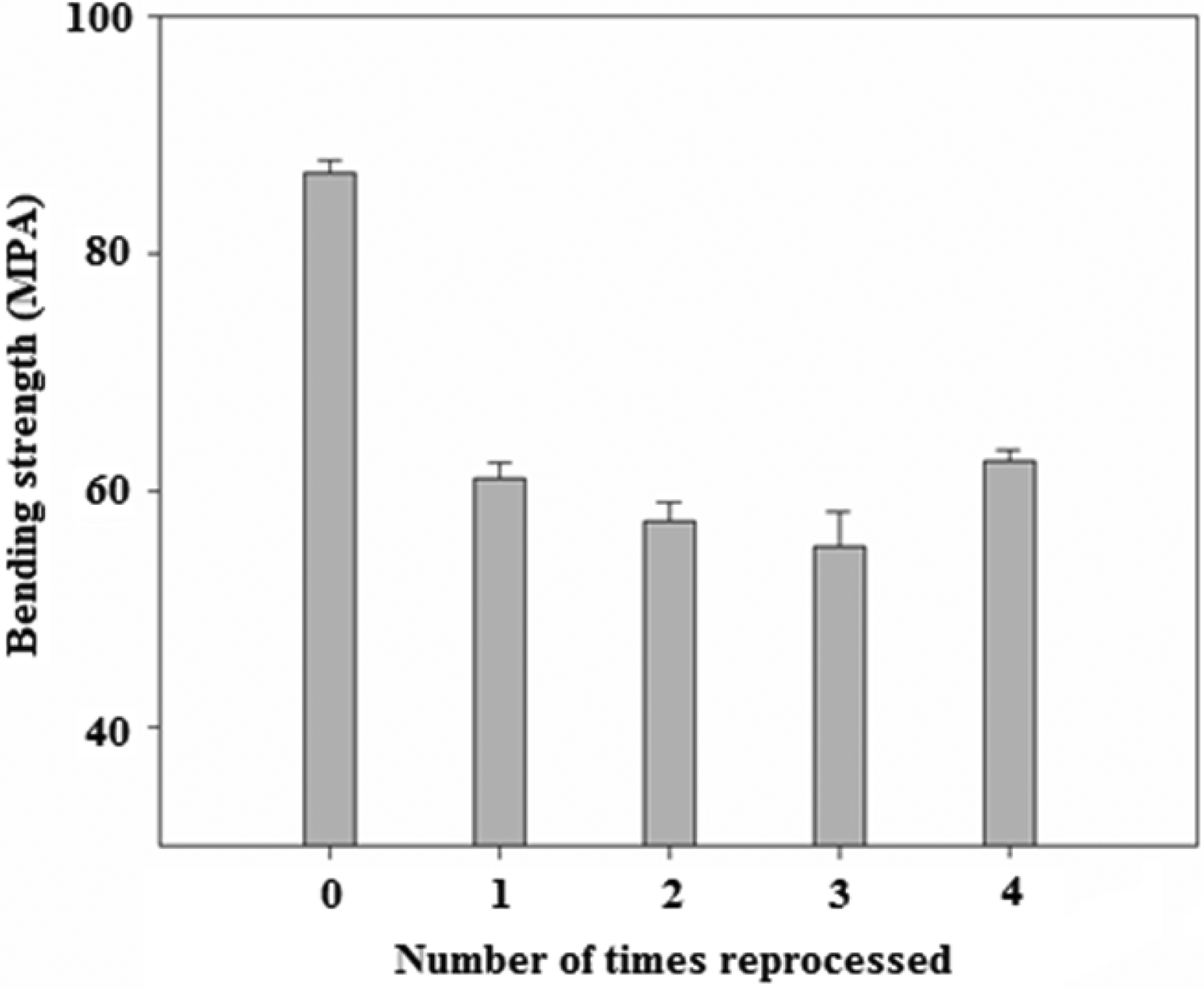
Bending strength of wood flour/PVC composites prior to and after reprocessing.
Figure 3 exhibits the modulus of elasticity of the wood flour/PVC composites prior to and after reprocessing, being 11810 MPa prior to recycling, which decreased to 10410 MPa after the first recycling cycle. From the literature, natural fibers serve as reinforcing agents in natural fiber polymer composites, and fibers’ aspect ratio plays a crucial role in their reinforcing performance; thus, the reduced fiber aspect ratio, resulting from fiber fracture in the course of Rec1, may be the reason behind the mentioned reduction in the studied composites’ modulus of elasticity after Rec1.37,38 The given property showed very slight reductions in the second and third times of recycling, which can be attributed to the trace of fiber length reductions in the mentioned recycling times. Considering modulus of elasticity, there was, as well, a decreasing trend from the original samples to Rec3 ones showing that recycling, except for Rec4 samples, resulted in decreased modulus of elasticity values in all the other recycled composites.24,26 The increase in modulus of elasticity value of the studied composites after Rec4 is not in agreement with the abovementioned researches. In Rec4 composites, physical stress, and thermal history affect the chemical structure of the materials. The stress exerted on the polymer backbone leads to the movement of polymer chains, thereby weakening the hydrogen bonds of cellulose, once very strongly and rigidly aligned. This, in turn, reduces the hydrogen bond between the fibers and engenders the penetration of PVC polymer into such fibers. Therefore, the superficial adhesion between the mentioned composite materials is significantly enhanced due to the chemical reaction and/or bond between cellulose hydroxyl groups and PVC backbone in the course of the fourth cycle, thus increasing composites’ modulus of elasticity after Rec4. However, studying the effect of multiple extrusions on Alfa fiber/PVC composites, Hammiche et al. reported that the given composites’ modulus of elasticity increased after the first recycling, and this trend continued up to the fourth recycling cycle. They attributed this phenomenon to better fiber distribution in the polymer matrix due to reduced fiber length brought about by reprocessing cycles. 36
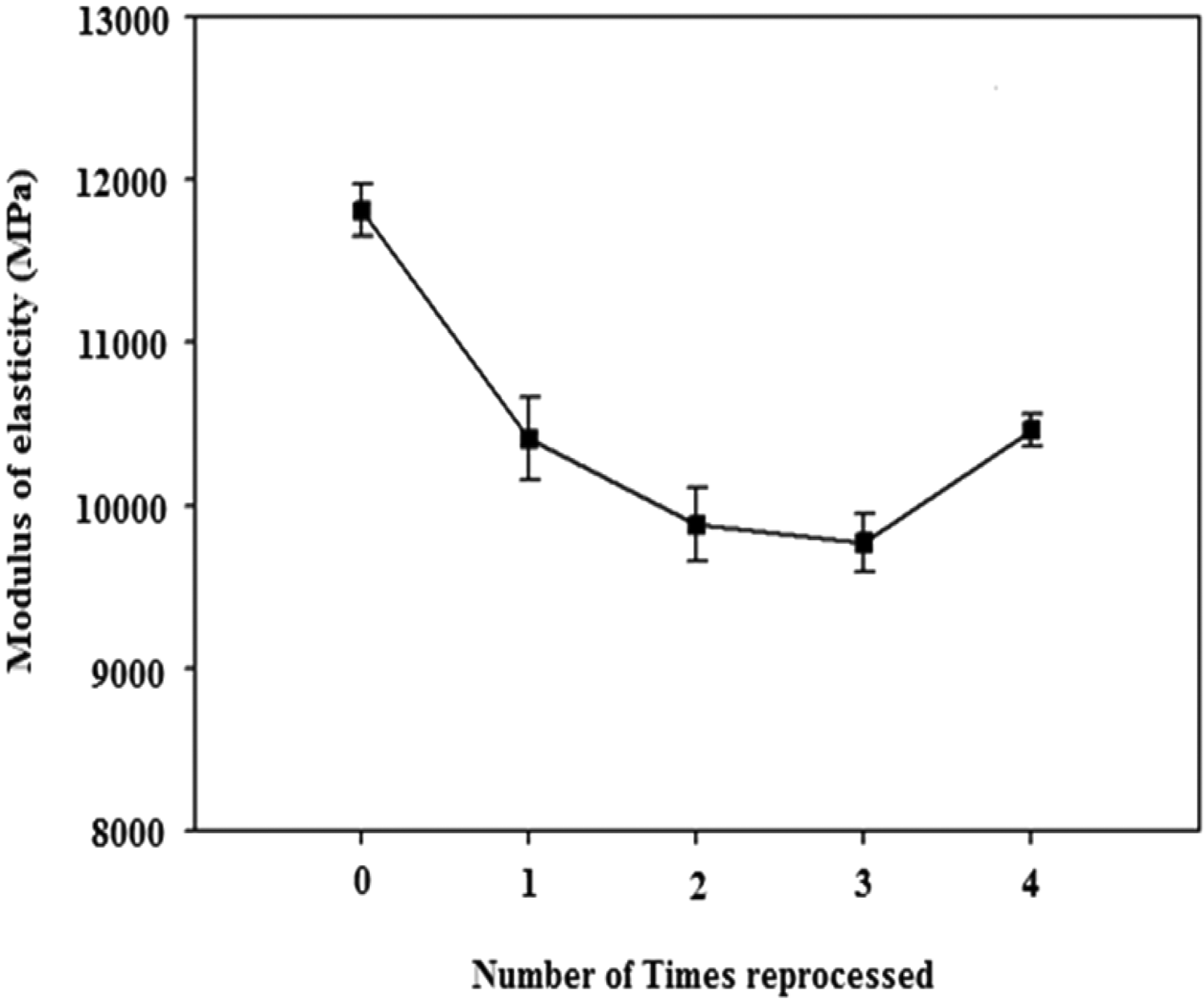
Modulus of elasticity of wood flour/PVC composites prior to and after reprocessing.
The results, also, revealed that there were significant differences between the modulus of elasticity of composite formulations prior to and after the first time of recycling at 95% confidence level; however, no significant difference was observed between the different times of reprocessing.
Figure 4 displays the effects of the number of reprocessing cycles on the impact strength of wood flour/PVC composites prior to and after recycling. The statistical analysis indicated that there were significant differences between the impact strength of the studied composites prior to and after recycling at 95% confidence level; however, no significant difference was observed between the different times of recycling. The impact strength value of the original composites was 7.76 KJ m−2, which decreased to 5.14 KJ m−2 after the first cycle. Thereafter, there was no statistically significant difference between the impact strength values of Rec1 to Rec4 composites. During the first recycling, the length of particles is reduced as a result of mechanical attrition, leading to weaker stress transfer and hence, reduction of impact strength; however, the trace fiber length reductions in Rec2–Rec 4 samples (Figure 1) did not show any specific change in their corresponding impact strength values. Furthermore, no statistically significant differences were observed between the impact strength values of Rec1–Rec4 samples. Petchwattana et al. reported that the impact energy of all the reprocessed polyolefin composites was found to also remain relatively unchanged. The mild deterioration of the mechanical properties and the impact energy upon each recycling cycle suggested that close-loop recycling of the 30:70 of scrap: WPC freshfeed formulation hold a good potential for several reprocessing cycles. 35 Augier et al. proffered that the impact strength of wood fiber/PVC composites was constant up to the fifth recycling cycle. 34 However, Bourmaud et al. reported an increase in impact strength value resulting from reprocessing. 39 The variability of impact data for WPCs is well known, and Sobczak et al. pointed out a number of apparently contradictory trends in impact strength, studying the effect of modifications on the fiber–polymer interface in natural fiber composites. 40 Yet, the documented impact data on reprocessed natural fiber/PVC are almost nonexisting, which calls for further researches.
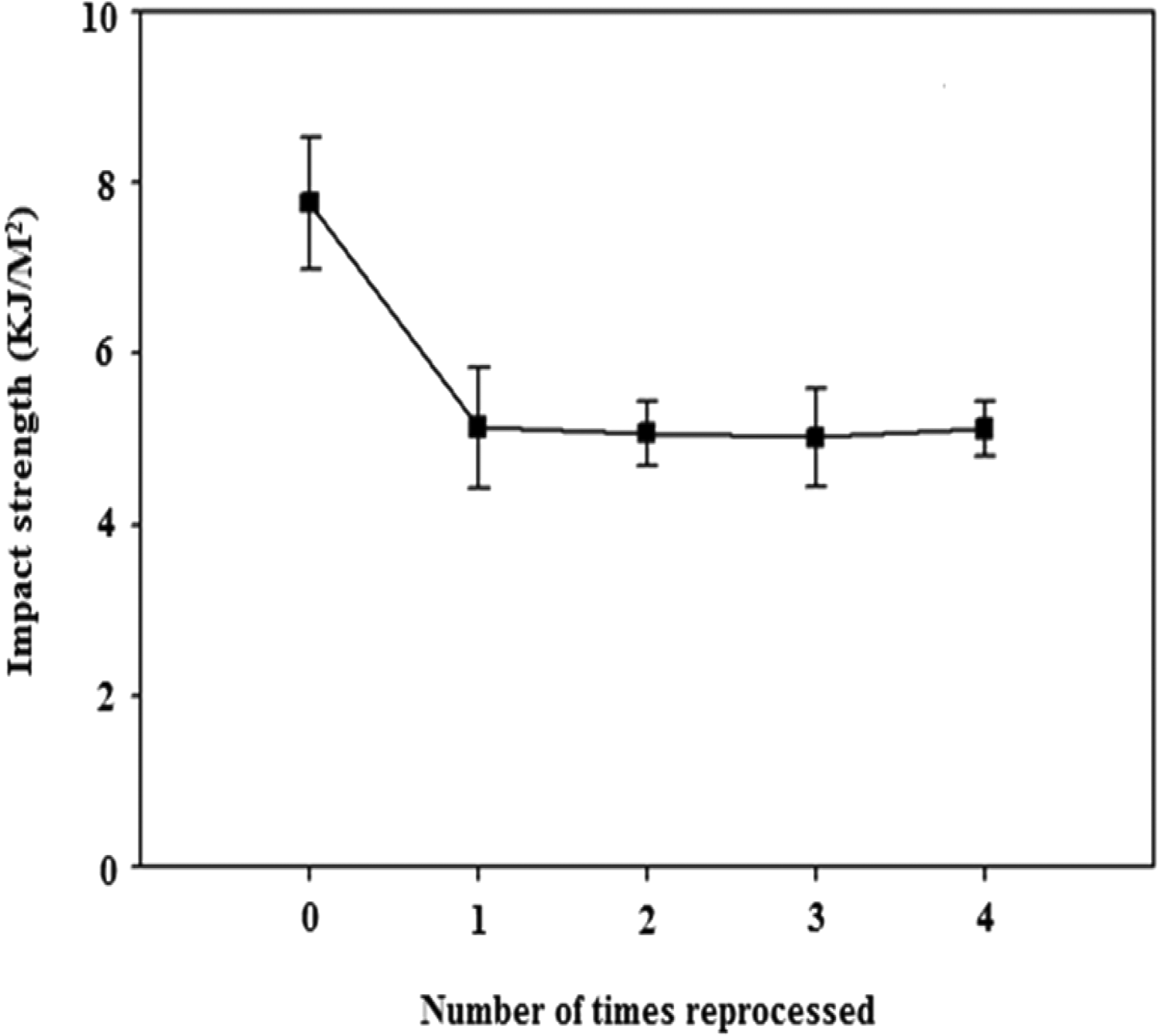
Impact strength of wood flour/PVC composites prior to and after reprocessing.
Water absorption and FTIR tests
As observed in Figure 5, the maximal and minimal water absorption rates were relative to the original and four-time reprocessed wood flour/PVC composites, respectively. The longer the studied samples were immersed in water, the higher their water absorption percentages rose; however, the increase in water absorption was terminated as the samples reached saturation point. The studied composites, which were recycled more, showed lower water absorption percentages and, thus, were saturated sooner than their lesser recycled or original counterparts. The nonrecycled (original) composites had a larger fraction of voids and neat fibers, compared to the recycled ones, leading to their higher water absorption percentages. As a result of recycling, polymer ingresses and fills the pits existing in the cell walls and likewise the lumens of wood fibers, thereby decreasing water absorption percentage in recycled samples. Moreover, it can be assumed that the fibers, wetted and encapsulated well by the molten polymer, show lower water absorption; this is why Rec4 samples exhibited the lowest water absorption percentages, compared to the other composite formulations.
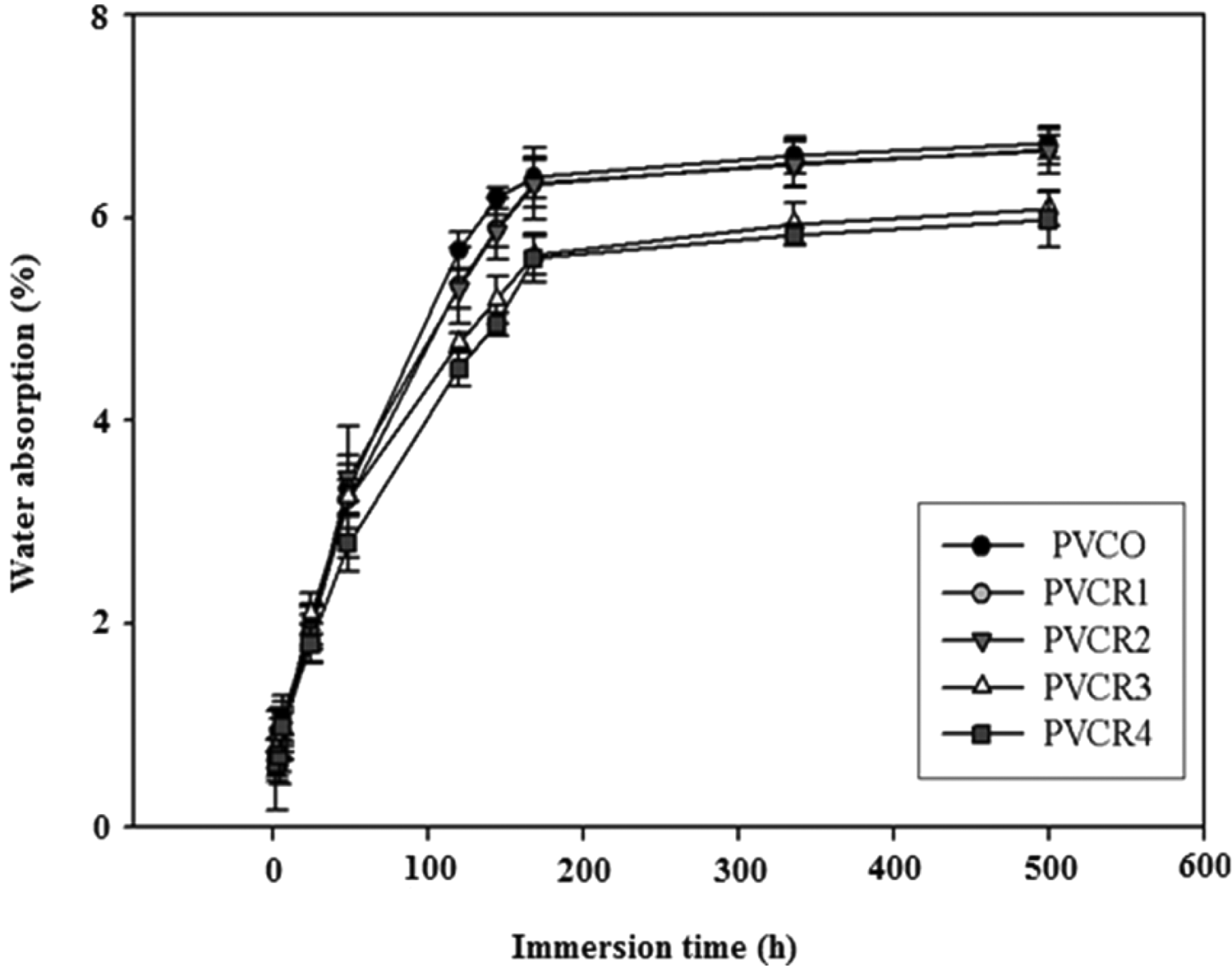
Water absorption of wood flour/PVC composites prior to and after reprocessing.
On the other hand, hemicelluloses, present in natural fibers, are the most hydrophilic constituents in natural fiber plastic composites due to their abundance of hydroxyl groups and amorphous nature. 41 However, these materials are also the most sensitive ones to thermal degradation. 42 The materials become more hydrophobic as they are recycled due to the loss of parts of the hemicelluloses. Table 2 also presents the relative hydroxyl group contents in composite formulations as determined by normalizing absorbance at 3500 cm−1 (–OH) to that of 2917 cm−1 (C–H). As it can be seen, OH concentration decreased at more reprocessing cycles indicating the less hydrophilic nature of recycled products. Tajvidi and Takemura also reported that the concentration of hydroxyl groups and, in turn, the hemicellulose fraction decreased as the number of recycling times increased. During this process, several reactions such as dehydration, decarboxylation, and decarbonylation may take place. It may also involve the breaking of C–H, C–O, and C–C bonds. 11 Thus, it is concluded that the chemical changes resulting from recycling can play a role in the water absorption rate of wood flour/polymer composites.
Furthermore, lower fiber length brought about by reprocessing cycles causes better dispersion and uniformity of the fiber distribution, which, in turn, leads to reduced water absorption. This stands as proof indicating why the water absorption of the studied composites reduced as the number of recycling cycles increased. It seems that the water absorption of wood flour PVC composites does not present as much of a problem when recycling is an issue.
Contact angle measurements
As observed in Figure 6, the more the composites are recycled, the higher their contact angle values are, such that Rec4 samples showed the highest contact angle values (83.9°) compared to all the other composite formulations (Table 2). It can be concluded that the chemical changes (e.g. loss of hemicellulose hydroxyl groups) induced by recycling process can influence water absorption rates in multiple extruded composites and, in turn, increase contact angle due to the resulting higher hydrophobicity. Similar results have also been reported in the literature for recycled natural fiber/HDPE as well as HDPP composites.10,11 However, there is, thus far, no documented data on water absorption, FTIR, and contact angle of multiple extruded wood flour/PVC composites, which are thoroughly studied in this article.
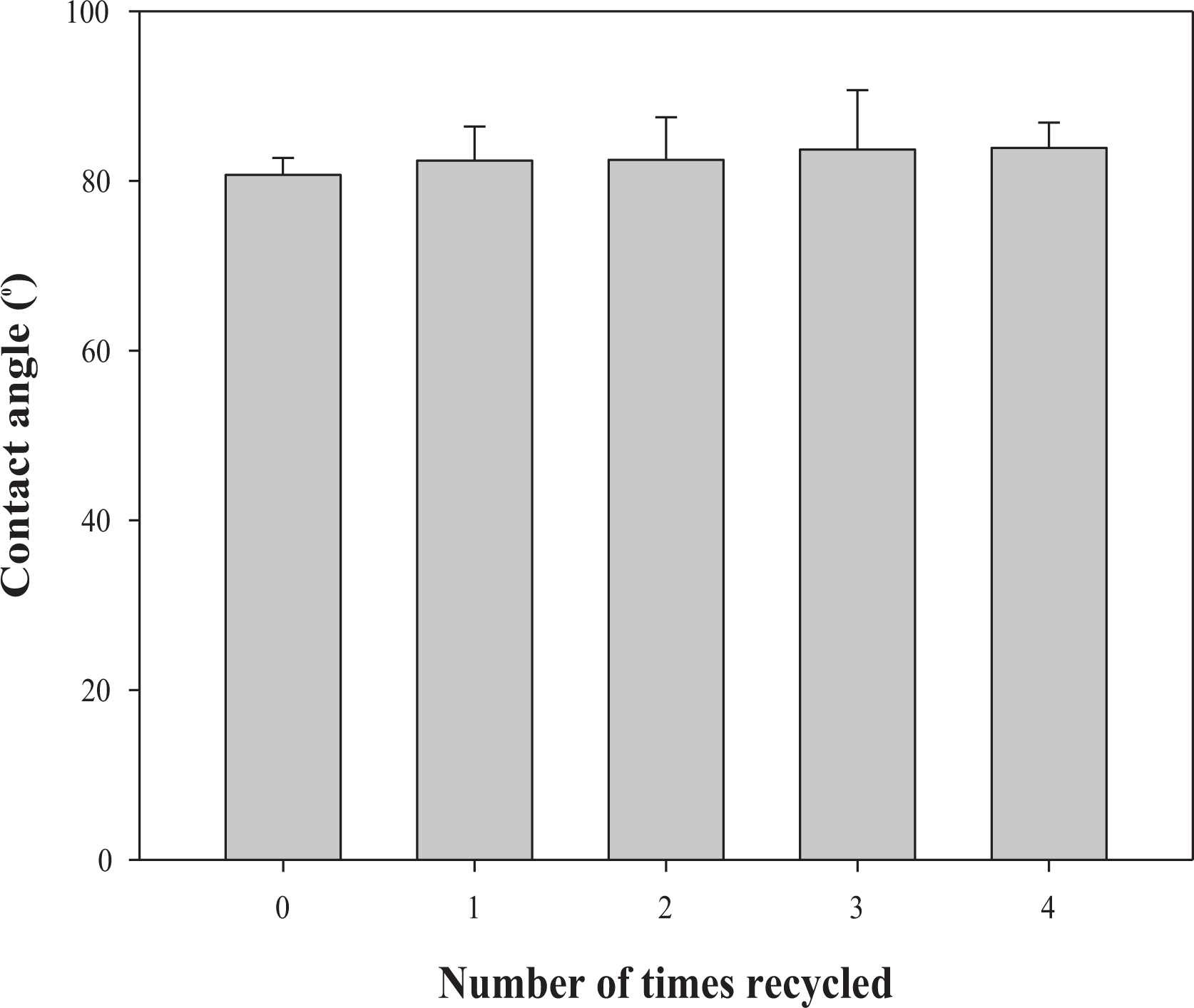
Contact angle of wood flour/PVC composites prior to and after reprocessing.
Scanning electron microscopy
Figure 7 shows the SEM images of wood flour PVC polymer composites prior to and after reprocessing cycles. As observed, fiber pullout and voids from the polymer matrix can be seen in recycled composites, except for Rec4 formulations; the fibers are easily pulled out of the fractured surfaces of the studied composites, resulting in the appearance of voids in the mentioned surfaces. After the third recycling cycle, several and by far larger voids are observed in the fractured surfaces of the given composites brought about by fiber pullout due to poor interfacial adhesion; this resulted in the loss of mechanical properties of Rec3 composites to a higher extent as compared to the other recycled composites. The results confirmed that generally Rec4 composites had improved mechanical properties versus other composite formulations. This is mainly due to better fiber dispersion, lower amounts of voids, and better interface quality. These are clearly revealed through SEM images. After fourth reprocessing cycle, the morphology of the composite materials indicates that the natural fiber particles are uniformly dispersed and embedded in the polymer matrix. The bundles have nearly disappeared after the four cycles.
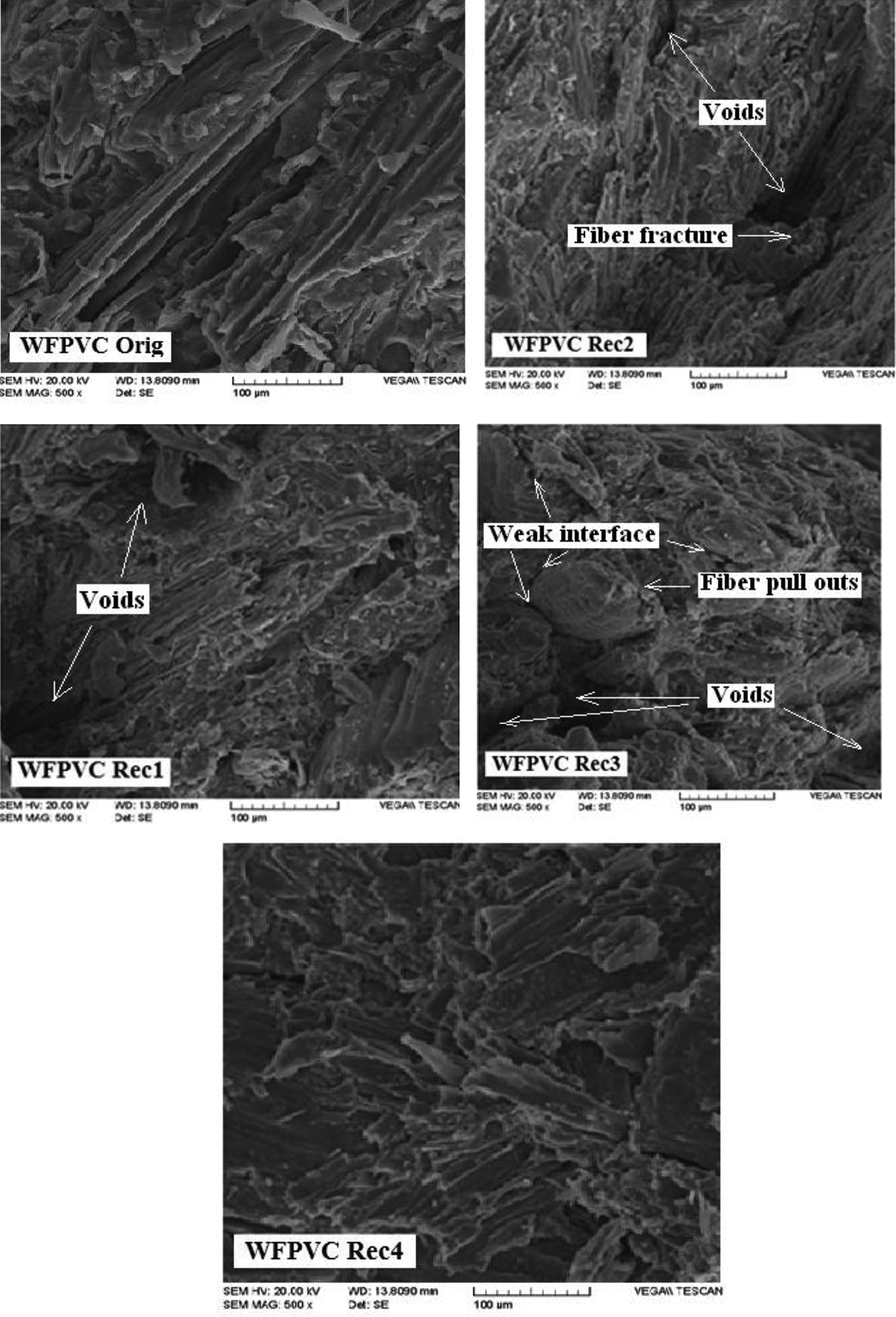
SEM of fractured surfaces of wood flour/PVC composites at 500× prior to and after reprocessing.
Dynamic mechanical thermal analysis
Figure 8 displays the spectra of mechanical loss factor (tan δ) in wood flour/PVC composites prior to and after recycling. There is a similar trend for the original and recycled composites, but the location and intensity of the transitions differ. As can be observed in Figure 8, the spectra of mechanical loss factor prior to and after recycling revealed an increase for all composites subjected to recycling except for Rec1 and Rec4 samples being very close to that of the original counterparts. During the first recycling, the length of particles is reduced as a result of mechanical attrition, leading to the enhanced polymer–fiber entanglement and mixture. Thus, the fibers surfaces are, to a higher degree, encapsulated by the molten PVC polymer bringing about improved interfacial adhesion. Therefore, polymer molecular motions are restricted, and thus tan δ of Rec1 samples (like Rec 4 samples) is close to that of the original sample and lesser than those of Rec2 and Rec3 composite formulations. Higher tan δ values of the recycled composite formulations clearly indicated that these formulations exhibited more viscous (dashpot-like) than elastic (spring-like) nature, as compared to the original composites. 43
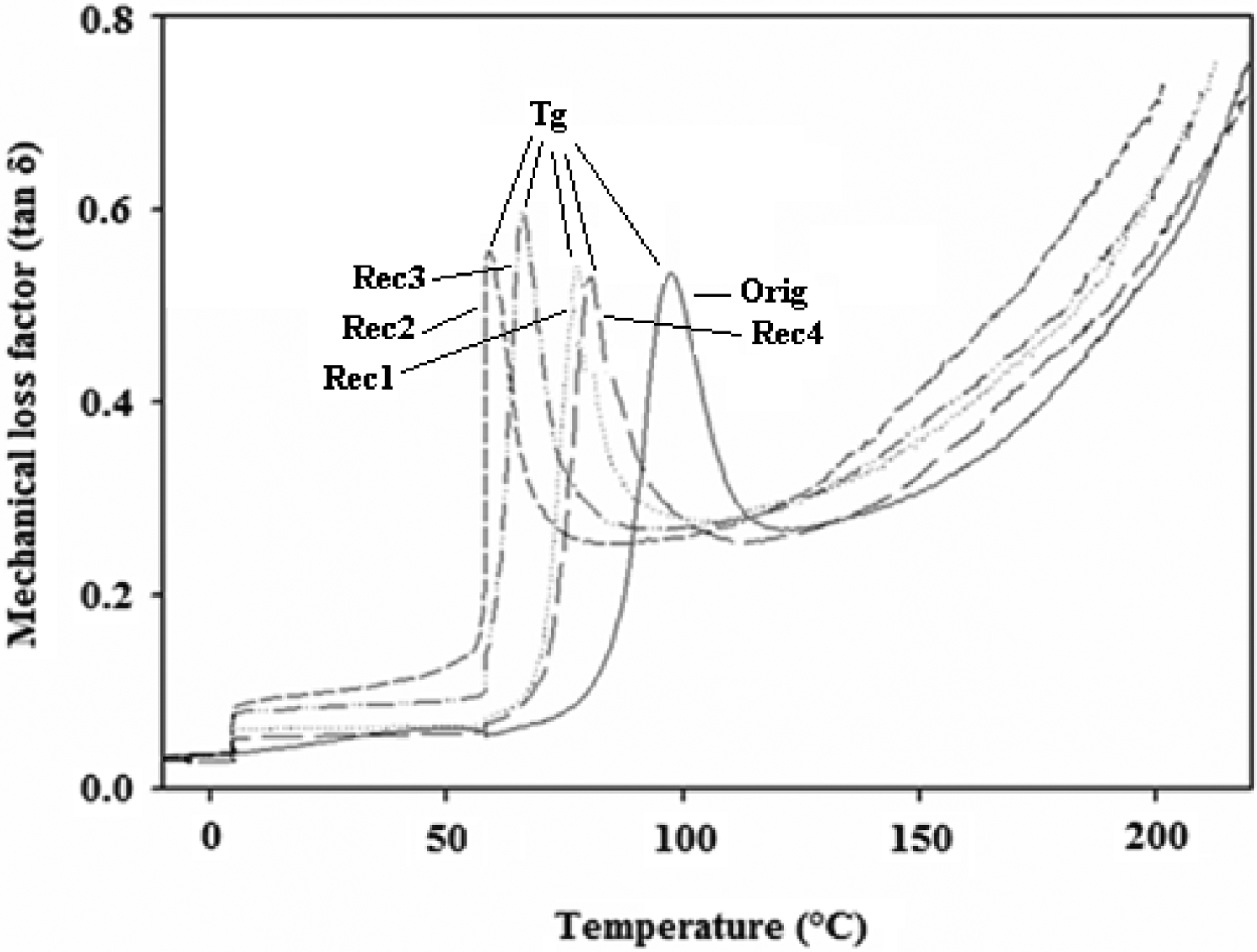
Mechanical loss factor (tan δ) of wood flour/PVC composites prior to and after reprocessing.
The peaks of the spectra observed in Figure 8 show the Tg of the studied composite materials; the glass transition of all the recycled composites formulations shifted to lower temperatures, as compared to the reference, being about 100°C. The reduced fiber aspect ratio, resulting from fiber fracture brought about by reprocessing, was possibly the dominant phenomenon accounting for the reduced reinforcing performance of fibers; this led to easier polymer molecular motions, and hence reduced Tg in the multiple extruded composites. The given property showed very slight diminutions in the second and third times of recycling, which can be attributed to the slightly reduced fiber lengths in the mentioned recycling times. The glass transition of Rec4 composites was the nearest to that of the original sample, occurring at higher temperatures, as compared to those of Rec1, Rec2, and Rec3 counterparts. This can be attributed to the cross-linking phenomenon, which restricted the molecular mobility of the polymer chains leading to increased Tg temperature and the resultant delay in the melting point of Rec4 composites. Soccalingame et al. conducted a research on reprocessing of artificial UV-weatherd wood flour-reinforced polypropylene and proffered that the static mechanical properties measured by tensile and impact tests underwent a “regeneration” phenomenon, and reprocessing induced a recovering of their initial strength properties. They attributed this phenomenon to the competition between chain scission and recombination/cross-linking mechanisms as well as a transfer of the degraded chains from amorphous phases to crystalline phases. 12 Moreover, dynamic mechanical spectrometry using DMTA rendered the same “regeneration” trend regarding the Tg, which shifted to higher temperatures after reprocessing. This is in line with the results reported by Jansson et al. 44 and Luzuriaga et al.. 45 Saini et al. stated that the presence of rigid filler together with an excellent adhesion between the filler and the matrix resulted in the restriction of molecular mobility of the polymer, thereby resulting in enhancement of Tg and thus improvement of tan δ. The shift in the tan δ peak position (to lower amounts) and the corresponding increase in Tg evidence the restriction of molecular motions in the recycled composite formulations. 46 This confirms the strong interaction between wood fiber and PVC matrix due to cross-linking after the fourth reprocessing cycle in this research and the resulting enhanced mechanical performance of Rec4 composites previously discussed.
Conclusions
In this research, wood flour/PVC composites were manufactured and then reprocessed up to four times. The bending strength and modulus of elasticity of the composites exhibited a falling trend after recycling. It was concluded that this was possibly due to fiber fracture during recycling, resulting in reduced fiber length. The increases in bending strength and modulus of elasticity of Rec4 samples were due to the molecular chain cross-linking resulting from degradation and the corresponding growth of polymer crystalline sections. The impact strength of the given composites decreased after recycling. This can be attributed to the reduction of particle size due to mechanical processing leading to weaker stress transfer and thus reduced impact strength values after recycling cycles. The more the composited were recycled, the lower water absorption potential they owned. The molten polymer ingresses the voids existing within the composite matrix during recycling, thereby reducing its water absorption percentage. Rec4 samples showed the lowest water absorption percentages due to better fiber wetting and encapsulation. It was also proffered that recycling could lead to the degradation of hemicellulose in WPCs, leaving them less hydrophilic. This was confirmed through contact angle measurement and FTIR tests. Higher tan δ of the recycled composite clearly indicated that these formulations exhibited more viscous than elastic nature. The Tg of Rec4 composites were the closest, among all the recycled samples, to the original samples. This was attributed to the cross-linking phenomenon, which restricted the molecular mobility of the polymer chains, leading to increased Tg and the resultant delay in the melting point of Rec4 composites. In brief, it can be safely concluded that wood flour/PVC composites can hold a good potential for utilization after multiple extrusions.
Footnotes
Acknowledgements
The authors would like to express their appreciation to the Petrochemical Research and Technology Company (NPC-rt), National Petrochemical Company (NPC) for the kind supports of this project.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the authors, and no other organization was involved in this respect.