
Abstract
The unique properties of nanocelluloses (NCs), including nanodimension, renewability, low toxicity, biocompatibility, biodegradability, easy availability, and low cost, render them the ideal nanomaterials for diverse applications. Composite material consists of matrix material with low volume fraction and self-assembled NC fibers with a high volume fraction of reinforcing domain. These two-phase components are often combined to promote stiffness and improve toughness (by dissipating materials fracture energy). The challenge, however, is to control the alignment and distribution of NC within the matrix. Recent research has been focusing on the production of composites using different methodologies such as electrospun cellulose nanofibers, polymer-grafted NC, nanoparticle binding on NCs, assembly of NCs at the air/water and oil/water interfaces, protein-mediated interactions on NCs, and atomic layer deposition on NCs. In this case, NC serves as an appropriate candidate for composites preparation in comparison to the non-biodegradable nanofillers (e.g. carbon nanoclay and nanotube).
Keywords
Introduction
Recent advancements in nanotechnology applications for the forestry industry have raised the attention on the use of cellulose as one the most reliable natural resources in fulfilling the continuous demand for renewable, eco-friendly, and sustainable materials. Nanocellulose (NC), a term referring to cellulose nanomaterials, demonstrated strong commercialization drives, with market value worth USD $54.19 million in 2014 and projected to reach a valuation of USD $699 million by 2023. 1 The market value signified the importance of nanomaterials in the emerging development of bio-based economy. The superb mechanical material properties, such as high tensile strength and low density, as well as tunable surface functionalities led to rapid scientific research advancements on wood and nonwood materials (agriculture biomass, tunicate marine animal, and algae- and fungi-derived NC). 2 A substantial rise in the number of publications and patents focusing on the production and use of cellulosic nanoparticles, with publications average at over 2000 documents annually since 2010, was particularly notable. 3, 4
The NC manufacturing industry is mainly being classified based on the volume and applications of the cellulose nanomaterial. The high volume manufacturing industry involves the production of cement, automotive, packaging, coatings, filler, film, absorbent products (diapers), textile, and precast concrete. Low volume production, on the other hand, includes the making of wallboard, insulator, aerogels, and paint. The other novel/emerging applications may include air and water filtration, viscosity modifier, sensors, cosmetics, drug delivery, electronics, additive manufacturing, bone and tissue scaffolding, and thermoset adhesive. 5, 6 It is postulated that the markets for NC will continue to grow exponentially while market demand is likely to evolve with the innovation of game-changing products. For example, incorporation of merely 0.5% NC into cement may offer a huge market capitalization from the 3.3 billion metric ton of global cement market. NC application on packaging and automotive has also been reported to, respectively, account for 1.7 and 0.43 million metric tons of production per year. 5, 7
The challenges underlying the use of NC, particularly in the industry, relate to homogeneous dispersion of NC within a polymeric matrix, low moisture resistance, and a large volume of acid used in the manufacturing process. 8 Notably, the synthesis of hydrophobic NC has reached a remarkable success that is vital in addressing the common hydrophilic nature of NC. 9 To avoid hazardous impact of NC waste into the environment, the environmental approach is a must. These could be achieved by limiting the use of radical initiators and/or chlorine-based oxidants as well as avoiding the use of highly concentrated acid with extensive mechanical refinement. 10
This review article aims to provide a comprehensive review on nanostructured cellulose, including cellulose nanofiber (CNF), cellulose nanocrystals (CNCs), and bacterial nanocellulose (BNC). Generally being referred to as “NCs,” their remarkable physical, mechanical, and chemical features are first discussed. These are followed by the potential fabrication and functionalization effect of cellulose nanocomposite. Finally, the roles of NC on recent emerging advanced technologies are emphasized.
Nanocellulose
Cellulose particles with at least one dimension in nanometric size (1–100 nm) are referred to as NC. The different cellulose nanostructure may comprise of the same biopolymer. Nevertheless, the properties and specific applications of NC are largely depended on the production conditions and the type or source of raw materials. By using different starting materials and customized production processes, material can be engineered to produce tailor-made NC to address specific needs. At present, CNFs and CNCs remain the primary form of NC isolation since the early reports in late 1940s. 11 Other emerging cellulose nanoparticles that could be grouped under the NC family are the BNC, electrospun cellulose nanofibers (ECNF), and regenerated NC. In aggregate, CNCs and CNFs are produced by a top–down process whereby cellulose fibers were disintegrated into nanosized particles. Contrarily, BNC and ECNF are generated from a bottom–up process by which nanofibers were either built up by bacteria using low molecular weight sugars or generated through dissolved cellulose employing electrospinning technique. 12
NC functionalization
Electrospun cellulose nanofibers
Electrospinning is one of the most effective techniques for polymer nanofibers fabrication (also known as nanofabric) for specific functional applications. The technology involves fabrication of polymeric fibers, ranging from a few microns to hundreds nanometer in diameter, by employing high voltage to produce a rapidly whipping fluid jet via electrostatic forces (Figure 1). 13, 14 Such nanofibers appear to exhibit several superior features. The prominent characteristics include large surface area-to-volume ratio, controllable porosity, flexible surface functionalities, and enhanced performance in mechanical (tensile strength and stiffness) properties. 15

Electrospinning assembly: (a) aligned fibers on rotating drum on flat aluminum collector and (b) collector random fibers.
Different parameters may affect nanofibers formation during the electrospinning process. These include (a) properties of the polymer solution such as elasticity, viscosity, conductivity, and surface tension, (b) machine variables such as hydrostatic pressure in the capillary tube, electric potential at the capillary tip, and distance between the tip and the collecting plate, and (c) ambient factors such as solution temperature, humidity, and air velocity in the chamber. 15 Reduced diameter length of injection needle leads to increase electrostatically charged cellulose. This subsequently affects the diameters’ uniformity of the electrospun composite fibers. Additionally, the distribution and alignment of NC inside the composite fibers were discovered to possess acceptable mechanical performances. 16, 17
Surface modification of cellulose nanoparticles
Celluloses are intrinsically hydrophilic. They have poor interfacial compatibility and adhesion with most of the hydrophobic polymer matrices. Thus, surface chemical modification using different coupling agents has been applied to lower the interfacial associative tensions for better interfacial adhesion and higher resistance toward moisture. 18 The method represents an ultimate prerequisite in the development of composite material with improved mechanical properties and environmentally application. 19 Surface chemical modification techniques, as presented in Table 1, include acetylation, silylation, esterification, cationization, graft polymerization and copolymerization, pickering emulsification, protein fusion, and atomic layer deposition (ALD). 20 The section below summarizes present progress on the use of other techniques for NC surface modification.
Different chemical surface modification techniques used on microcellulose and NC extracted from different sources of cellulose.

NC: nanocellulose; MFC: microbial fuel cells; IPDMSiCl: isopropyl dimethyl-cholorosilane; APTESiGPTM: 3-aminopropyl triethoxysilane and 3-glycidoxypropyltrimethoxysilane; CNC: cellulose nanocrystal; THF: tetrahydrofuran; PLA: poly(lactic acid); GAP: glycidyl azide polymer; PTPB: propargyl-terminated polybutadiene; EPTC: 2,3-epoxypropyltrimethylammonium chloride.
Polymer-grafted NC
The functionality of the cellulose nanoparticle can also be enhanced through the creation of branches (grafts) of synthetic polymers toward the surface of the polysaccharide. 30 Polymer grafting imparts specific properties (hydrophobicity) toward the cellulose substrate without destroying its intrinsic properties. 31, 32 The method can be accomplished via two approaches, namely: “grafting-to” and “grafting-from.” In the “grafting-to” approach, the covalent attachment of the polymers occurs directly onto the surface of NC. On the contrary, the “grafting-from” approach polymerizes the graft monomer (instead of polymer) directly onto the surface of NC. NC can be grafted with high molecular weight polymer and grafting density by employing the latter approach. 33 In general, a graft polymer comprises of a long sequence of one monomer, which refers as the backbone polymer (acts as the main chain) with one or more branches (grafts) of long sequences of different monomers. 30
Among the polymers grafted on cellulose are polylactide, polyhydroxyl alkanoate, poly(ε-caprolactone) (PCL), polyurethane, polymethyl acrylate, polymethyl methacrylate, and maleated polypropylene.
34
These polymers offer an attractive and versatile mean of imparting a variety of functional groups to the cellulose. Polylactide and PCL are the most commonly used polymer in cografting to the surface of NC.
35
-37
This reaction can be performed easily by ring-opening polymerization of its monomer,
Among the important criteria in choosing the right polymeric materials for graft polymerization with cellulose includes the type of the polymer, degree of polymerization, polydispersities of the main chain and the side chains, distribution of the grafts (graft uniformity), as well as the graft density (average spacing in between the side chains). 38 The estimated molecular weight of grafted PCL on CNF varies between 700 g mol−1 and 2200 g mol−1, depending on the ratio between ∊-caprolactone and benzyl alcohol. The grafted polymer chain length also varies with the introduction of co-initiator like benzyl alcohol. 39 Graft copolymerization, on the other hand, permits grafting of two or more polymers with the best properties on one physical unit.
Depending on the polymer grafted onto the cellulose, it is possible to attain properties such as water resistance, dimensional stability, abrasion and wear resistance, wrinkle recovery, elasticity, oil repellence, sorbancy, ion exchange capabilities, thermal resistance and responsiveness, and antimicrobial properties. 40
NC-stabilized pickering emulsion
NC-stabilized pickering emulsion facilitates the assembly of NC at either air/water or oil/water interfaces and creates a solid particle with highly stabilized system. 41 It can be performed by coupling the NC with an amphiphilic molecule or by coupling the NC to a readily assembled monolayer of the amphiphilic molecules at the interface. 34 By means of successive region selective periodate oxidation and reductive amination, amphiphilic CNCs can be obtained by adsorption of lipophilic groups to the reducing end of the CNCs where solid particles at the liquid/liquid (e.g. water/oil) interface provide stabilization against coalescence of the liquid droplets.
In a typical experiment, the surfactant layer will initially be formed at the air/water interface in a Langmuir trough. Addition of cellulose from the subphase will spontaneously be assembled near the vicinity of surfactant layer. CNFs were also used to induce depletion stabilization of oil-in-water pickering emulsions produced by interfacial adsorption of CNCs. 42 Owing to its unique nanosizes and amphiphilicity, individual CNCs will not show any sign of clustering upon drying, therefore, favorable to a wide range of potential applications. Besides, pickering emulsification relies largely on Gibbs energy reduction. The process is affected by the particle dimensions, media surface tension, and particle contact angle. 43 Besides, the assembly can only be stabilized by strong long-range interaction, such as electrostatic interaction between the surfactant and the cellulose, guiding toward a structure as the NC forms a layer below the surface-active molecules. 44
Protein-mediated interactions on NCs
Proteins, which are par excellent macromolecules, have been widely used to facilitate the interaction and self-assembly properties of NC. The protein-mediated interactions are largely attributable to their definite structures and supramolecular interactions. 45 Proteins play a crucial role in the development of cellulose nanocomposite aiming to integrate the unique qualities of each component in a synergistic manner. 20
The two broad approaches to the science of protein-mediated interaction on cellulose include specific molecular recognition and nonspecific interactions with cellulose. In the specific approach, it allows tunable and specific protein folding-based interactions with cellulose. The nonspecific approach, however, renders molecules interaction by either charge interactions, some weak interactions (hydrogen bonding andπ-stacking), or van der Waals interactions. 20
The former approach takes place using carbohydrate-binding modules (CBMs) linker. The adsorption of CBMs is spontaneous, fast, specific, and largely dependent on a molecular recognition event. Thus, it is a precisely defined interaction. 46 Nevertheless, modification of CNC can be challenging as charged groups of the CBM lies on the cellulose surface and hence prevents the docking. Nonspecific electrostatic interactions are needed to improve the molecular bonding. 47
Another promising and attractive approach involves combined functions of structural or recombinant proteins to bind within a scaffold of NC via elastic interconnection between the components. 48 Resilin, a protein found in insects, releases stored energy by elastic deformation in a very efficient manner. 49 In the process of producing dry films, cross-linking was evident to be the determining factor for increased stiffness. Cross-linking produces a stiffer but more brittle material with reduced overall strain. 50 Another use of resilin-CBM-CNC fusion is to mechanically reinforce the hydrophobic epoxy resin. In this context, the protein serves as a surface modifier that permits the binding of aqueous CNC into the epoxy resin without any solvent exchange. 51
ALD on NCs
ALD is one of the most important technologies in the semiconductor manufacturing industry for the production of precisely controlled oxide layers. The cyclic chemical vapor deposition methodology allows uniformity and control of the deposited thickness through temporal separation and self-limiting reactions of the precursors. 20 The technique, initially called atomic layer epitaxy, was first introduced by Suntola in 1970s based on sequential deposition of mutually reacting chemical vapors. 52 Specifically, each cycle is separated into two half-reactions where monolayer coverage is pursued and followed by purging of the unreacted reagents in between each of the steps toward complete chemical conversion. By means of ALD, these nanoscopic skeletons are functionalized with different inorganic oxides such as Al2O3, ZnO, or TiO2. 53 -55 Some of the hybrid materials appear to be tunable and seem very promising to be utilized on various applications, ranging from switchable adsorption, selective organic spill recovery to optically active coatings. For instances, the NC films with ALD oxide coating demonstrated lower thermal conductivity. 56 The ALD approach has also been adapted toward the discovery and enhancement of NC aerogels with hollow inorganic nanotubes that were synthesized through degradation of template CNF. 57
Fabrication of reinforced cellulose nanocomposite
In most cases, NC is being employed as a reinforcement material for composite fabrication. This is mainly due to the fact that NC is more feasible to improve mechanical properties of fiber in comparison to synthetic fiber. 2 In fact, it is almost impossible to obtain these unique mechanical, barrier, and thermal properties with a single type of polymer. 58 These features, which are discussed below, are now achievable with the fabrication of a composite containing NC or so-called cellulose nanocomposite.
Mechanical property
Different processing techniques are the main factors in affecting the final mechanical properties of NC and/ or other related materials. NC composite processing relies on particle organization, degradation, as well as interaction with the matrix to enhance the mechanical properties. 59 Particularly, tensile strength is one of the major criteria in mechanical testing for polymer composite materials. Tensile test is determined by analyzing information on modulus elasticity, elastic limit, elongation, tensile strength, and other reactions of the materials to withstand the tension forces applied. 58 Owing to its high protective ability, NC has become a promising candidate toward development of protective attire. Table 2 displays some recent studies on development of cellulose nanocomposites for body protective applications.
Recent studies on development of reinforced cellulose nanocomposites for body protective applications.

PAMPS: poly(2-acryloylamido-2-methylpropanesulfonic acid); GO: graphene oxide; PPTA: poly(p-phenyleneterephthalamide; PVA: poly(vinyl alcohol); MN6C: MgO/Nylon 6; PSI: pound-force per square inch.
Poly(lactic acid)–cellulose nanocrystals
Poly(lactic acid) (PLA) is a linear thermoplastic aliphatic biopolyester derived from renewable sources such as cellulose, starch, and other polysaccharides. PLA biopolymer has been extensively studied for its superior mechanical and biodegradable properties. Combining NCs and PLA extends potential advantage toward development of sustainable PLA. 64 It was previously reported that CNCs improved mechanical resistance in PLA-poly(hydroxybutyrate (PHB) blends. Briefly, PLA was blended with PHB to produce bead-less fibers. Subsequently, the mixture was plasticized with acetyl(tributyl citrate) (ATBNC) to increase flexibility and loaded with CNC to improve mechanical properties. CNC supplementation increased the elongation at break (230 ± 10 MPa) and tensile modulus (16.0 ± 20 MPa) of electrospun bionanocomposite (PLA-PHB-ATBNC-CNC1).
The study by Arao et al. 65 demonstrated improved mechanical performance of jute-PLA composites. The composites exhibited exceptional performance with higher compounding intensity. The NC mixture, in the form of long and short jute fiber pellets, demonstrated high mechanical tensile strength, tensile modulus, and tensile percentage. Sukmawan et al. 66 showed that PLA reinforced with bamboo fiber possesses superior mechanical tensile strength and modulus in comparison to some common NC fibers. 58 Reinforcement of PLA matrix with NC not only enhances the mechanical toughness of PLA but is also cost-effective and heat resistant. 67
Poly(vinyl alcohol)–nanocellulose
Poly(vinyl alcohol) (PVA) is a water-soluble and biodegradable film-forming polymer. PVA is now widely being used in combination with other natural renewable polymers, including NC, starch, chitosan, and lignocellulosic fillers, in attempts to produce a substitute material replacing synthetic material that is often associated with negative environmental impacts. 68 Interestingly, the amalgamation of PVA with cellulose fibers forms eco-friendly composites. This may relate to the compatibility of PVA/NC reinforcement matrix in affecting the dispersion and mechanical properties of the polymer composites. 68 The distinctive microstructure properties of PVA have since gained popular demands around the world.
Jahan et al. 69 reported that adding CNC within the PVA nanocomposite membrane effectively improved the elastic modulus, particularly for biogas separation application with high relative humidity (RH). The PVA-CNC polymer matrix enhanced the mechanical strength of elastic modulus by 25 times at 93% RH in comparison to bare PVA membranes. Meanwhile, the tensile strength had also increased by 2-fold following CNC integration. An ascending trend up to 10,600 MPa of storage modulus can also be observed using the dynamic mechanical analysis. Adding low amount of CNC (approximately 0.5–2% wt/wt of PVA) in the matrix produces elevated elastic modulus and higher crystallinity as shown from the X-ray diffraction (XRD) findings. The favorable data represent huge potential to be utilized for gas separations under different temperature and humidity conditions. 69
Aramide-NC
The electrospun aramide-NC composite is prepared by engaging the properties of NC to act as the polymer matrix and aramide as the reinforcement material. Scanning electron microscopy analysis shows that the aramide fibers are well distributed and clung on to the matrix. 70 The approach is feasible to cut down the production cost of Kevlar from petroleum products. The mechanical strength of Kevlar and Epoxy with cellulose (KEC) had been studied by Toha et al. 71 The study indicated improved mechanical strength and tensile behavior of KEC. The KEC with 0.46 mm of thickness reported 559.34 MPa, significantly higher than the ordinary Kevlar-epoxy composite with only 316.51 MPa. The minimum proportion of the laminated composite was 80% fiber with 1% of cellulose micro–nano fibrils powder loading in an epoxy resin. Table 3 summarized the mechanical characteristics of the samples reviewed in this article.
Summary of mechanical characteristic of reviewed samples.

PLA: poly(lactic acid); PHB: poly(hydroxybutyrate; CNC: cellulose nanocrystal; NC: nanocellulose; PVA: polyvinyl alcohol; CNF: cellulose nanofiber; BNC: bacterial nanocellulose; KEC: Kevlar and Epoxy with cellulose; SP: soy protein; SPI: soy protein isolate.
Barrier properties
Barrier properties refer to the quality of packaging against external detrimental factors. In general, the packaging materials necessitate mechanical resistance and barrier properties. Effective packaging materials have the tendency to block the permeation of moisture, gaseous, grease, and oil as the permeation will give a major impact on the quality of medicines and food products.
Poly(vinyl alcohol)–nanocellulose
Gonzalez et al. 77 reported improved barrier properties of PVA-CNC solution cast composites. This was attributable to the well-dispersed and uniformly distributed CNC in PVA that formed a strong adhesion in between. Furthermore, the 3% CNC concentration in the study demonstrated optimal condition as barrier against bacterial infiltration. The water transmission rate of the neat PVA increased by approximately 15%, 52%, and 27% with the addition of 1%, 3%, and 5% dry weight of cellulose nanowhisker (CNW), respectively. The daily bacterial investigation demonstrated that no bacteria were able to pass through the nanocomposite hydrogels film with thickness of 3 mm after 15 days .It could thus act as a promising material for wound dressing, via concomitant inhibition of infections and facilitation of skin wound repair.
Additionally, cross-linked and plasticized PVA/NC from Rambutan skin waste flour blends showed relatively high water resistance and moisture barrier properties with water absorption in a range of 131.4–145.6%. In fact, the function of cross-linking agents to improve the composites can be acquired by tailoring the molar ratio of polymer/cross-linker to acquire the desired cross-linking density. The number of hydroxyl groups of PVA and cellulose decreased with increasing cross-linkers loading. 68
Moreover, oral intake of PVA is considered safe and suitable to be used for pharmaceutical, medical, food, and cosmetic applications. For instance, PVA-cellulose fibers material produced by Cerpakovska and Kalnins 78 successfully met the packaging requirements in the Handbook of Green Chemicals. 79
Whey protein isolate–nanocellulose)
Whey protein isolate (WPI), the by-product of cheese making industry, comprises of more than 90% protein content. 80 Owing to its sustainable attributes, it has been extensively studied for food packaging and film coating applications. In comparison to the other protein-, pectin-, and/or polysaccharide-based by-products, WPIs exhibited improved barrier properties. 81 In addition, due to its hydrophilic properties, WPI also depicted high water vapor penetrability. 82 Loading quantity of CNC, ranging from 0% to 8%, had previously been investigated for films production. The result indicated that oxygen permeability decreases with the addition of 5–8% of CNCs. However, adding 2% CNC to WPI film improved oxygen permeability, likely due to self-assembled dispersion and uneven distribution of CNCs in the protein matrix. 82
Poly(lactic acid)–nanocellulose
PLA is generally considered safe. Its usage in food packaging is approved by the USA Food and Drug Administration. The barrier properties for PLA, however, are largely dependent on the control of different parameters. The factors include amorphous to crystalline ratio, different proportion of
Thermal stability
Poly(lactic acid)–nanocellulose
The thermal properties of PLA-bamboo cellulose nanowhiskers (BNCNWs) biocomposites had been extensively studied. The glass transition temperature (Tg), cold crystallization temperature (Tcc), and melting temperature (Tm) of PLA improved with the incorporation of BNCNWs as they restrict the macromolecular motion of the PLA. 85 On the other hand, thermal properties of hybrid PLA-organo-modified clay and stearic acid-modified calcium carbonate nanoparticles–cellulose fibers were studied by Piekarska et al. 86 The study showed that temperatures at 5% weight loss (T5%) raises with increasing incorporation of cellulose fibers.
The bleached extruder chemi-mechanical pulp fiber/PLA composites and wood flour/PLA biocomposites have also been analyzed for thermal stability. The differential scanning calorimetery (DSC) and XRD data indicated acceleration of the cold crystallization rate and enhanced relative crystallinity of PLA, respectively, after adding pulp fiber or wood flour. Additionally, Kenaf fiber/multiwalled carbon nanotube/PLA composites demonstrated that crystalline growth and crystalline content of PLA increases in DSC analysis. 87
Poly(vinyl alcohol)–cellulose nanofibril
As reported by Castro et al. 76 , PVA-bacterial cellulose (BNC) composite films exhibited high thermal stability. Homogeneous mixing of the materials and simultaneous glyoxal cross-linking produced composites with improved mechanical and optical properties. PVA modified and reinforced the bacteria culture medium with cross-linker to form the matrix composite. BNC was subsequently synthesized and assembled in the presence of polymer matrix. Cross-linker acted as the adhesion agent for PVA against the matrix, thereby enduring PVA loss during the washing and purification process. Reinforcing PVA with BNC showed excellent dimensional properties and high moisture resistance. Incorporation of BNCs enhanced both the modulus and the tensile strength in comparison to the BNC-free composites. The BNC network restricted the mobility of PVA chains and thus offered increased crystallinity of the matrix composites. 76
On the other hand, Ludueña et al. 88 prepared PVA-CNF using long filamentous NC fibrils of pinewood pulps via solution casting. The chemical–thermomechanical treatment produced CNFs with fiber diameter around 50–120 nm. The material was presented with high thermal stability and improved optical properties with 73.7% visible light transmittance.
Natural rubber–cellulose nanofibril
The popularity of elastomeric natural rubber (NR) material usage is very much attributable to the properties of natural amorphous polymer matrix which can readily be reinforced and cross-linked with nanoparticles. NR with high molecular weight of isoprene (2-methyl 1,3-butadiene) represents the oldest recognized rubber. Briefly, fresh field latex is available in the form of rubber particles aqueous dispersion. 89 Without the need of any chemical solvent, incorporation of rubber cream obtained from rubber tree Heveabrasilensis (HB) into cellulose acetate (CA) electrospinning solution produced fibers with the average diameters of 415–585 nm. A consistent HB-CA fiber mats texture was obtained in the solutions containing 1–3% HB extract. 90 Fabrication of the ultra-fine electrospun HB-CA nanocomposite fibers eliminated the common odor issue and appeared to be a promising material. 90
NC obtained from jute fiber had also demonstrated potential usage as a reinforcement material for NR-based nanocomposite. The thermal stability of NR-1% NC nanocomposite showed significant increment and no reduced value compared to pristine NR matrix, jute NC, NR-2%NC, and NR-3%NC. Interestingly, the decomposition temperature of NR-1% NC nanocomposite was comparatively higher than that of other samples. 91
The sedimentation of nanoparticles in the presence of a concentration gradient was a normal observation encountered in a solution-casted experiment. Processing methodology that involved solution casting and mill-mixing is feasible to be used for the homogeneous distribution of NC, thereby increasing thermal stability. 92
Emerging NC applications
NC had gained much industrial attention in recent years. It has a wide potential to span a wide array of industries including medical (Table 4), dental technology (Table 5), and electronic (Table 6). Research on cellulose, particularly on designing nanosized materials like CNC, CNF, and BNC, had increased extensively. Although cellulose itself has limited functionalities in the field of advanced materials, the nanoscale three-dimensional (3-D) hierarchical structure with excellent surface chemistry had broadened its opportunities.
Recent applications of NC materials in medicine and drug discovery.

CNF: cellulose nanofiber; BNC: bacterial nanocellulose; NC: nanocellulose; 3-D: three-dimensional.
Recent applications of NC materials in dental technology.
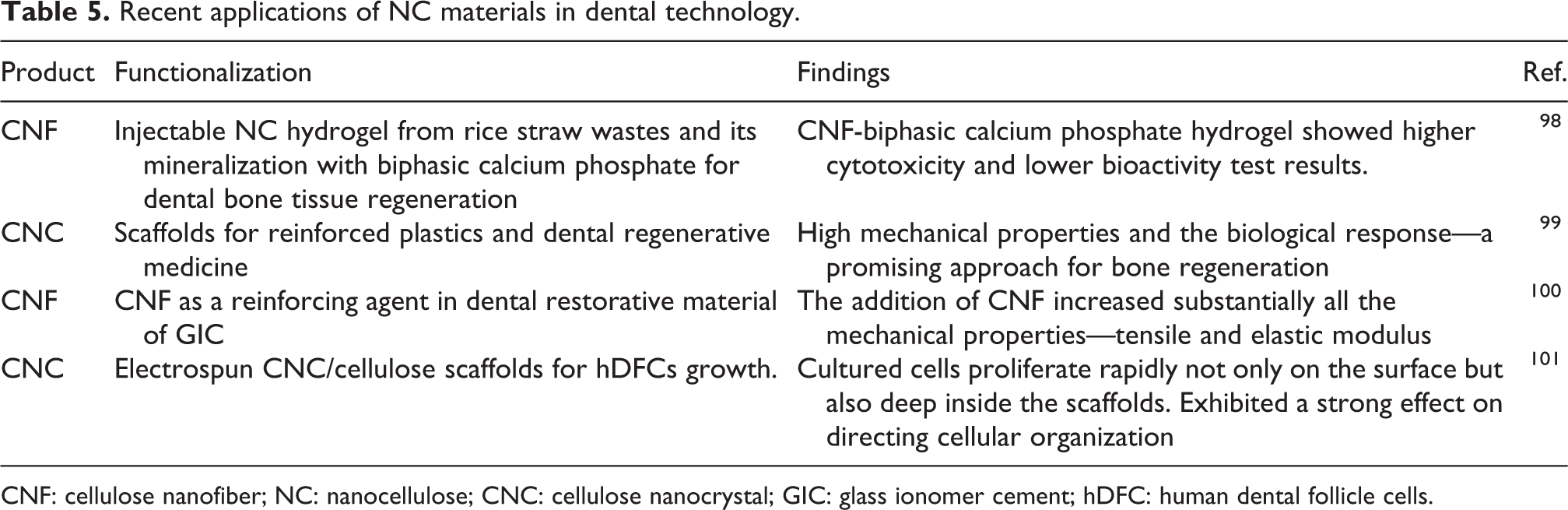
CNF: cellulose nanofiber; NC: nanocellulose; CNC: cellulose nanocrystal; GIC: glass ionomer cement; hDFC: human dental follicle cells.
Recent applications of NC materials in electronics

CNF: cellulose nanofiber; NC: nanocellulose; CNC: cellulose nanocrystal; TEMPO: 2,2,6,6-tetramethylpiperidine 1-oxyl; HNE: human neutrophil elastase.
Following growing demand, different strategies to engineer and design the novel functional material have been proposed. NC-based smart materials, in particular, represent as an emerging application that exhibits astounding intelligent behavior in response to environmental stimuli such as light, pH, electrical input, and magnetic forces. 105
The material is favorable for many applications. Temperature-responsive cellulose, for example, demonstrated great potential in electro-stimulated targeted drug delivery systems owing to its biocompatibility and biodegradable nature. 106 Photo-responsive nature of cellulose enabled production of an adaptive filler in a soft polymer matrix and photo-switchable aerogel. 107 Considering NC being a material with high aspect ratio and mechanically stiff fibers that could potentially handle additional stimuli responsiveness such as pH, organic vapors, ions, and humidity, NC had also become an important component in biosensor developments. 108
Other than the aforementioned characteristics, its biodegradability had also advanced the use of cellulose as actuator for smart drug delivery system. 109 3-D bio-printing could potentially revolutionize the regenerative medicine and tissue engineering fields. 110 Although some glimpses of NC product development had been reported, at large, such turnabilities remain a huge challenge. Several subtle technical and economic concerns on the usage of nanomaterials should be properly addressed.
Conclusions
NCs have received much research attention following demonstration of its strength, elasticity, biodegradability, and flexibility to be fabricated for a wide range of tailor-made applications. Being conceived as a promising “green” replacement of synthetic nanocomposite material, NCs have been experimented with various well-designed processing techniques to improve the mechanical, barrier, and thermal properties. While the different research experiments demonstrated great potential, customized fabrication of NC for different industrial applications remains a challenging task. Processing and preparation of “all natural” NCs are often costly and time-consuming. Limited industrial successes in processing the environmentally nanocomposite materials may hinder industrial involvement for large-scale manufacturing. To conclude, there is still a long way ahead toward custom fabrication of NC-based materials. Regardless of the restrictions, however, the use of eco-friendly and biocompatible NC-based materials persist as one of the major research focus traversing across different fields of application.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.