
Abstract
Effects of fungal decay period on the technological properties of polypropylene/rice straw composites reinforced with different amount of carbon nanotubes (CNTs) were evaluated in this research work. The composite specimens were prepared using an internal mixer followed by compression molding. The specimens were then subjected to the fungal decay using white-rot fungus (Coriolus versicolor) for 1, 2, 3, and 4 months. The degree of fungal attack was recorded by determining the weight loss of the specimens. The physical and mechanical properties including water uptake, flexural strength, and impact strength (IS) were investigated. The results indicated that the weight loss of the specimens was significantly reduced by increasing the CNT loading levels. The weight loss ratio of the specimens with the CNT was lower than that of the specimens without the CNT. The modulus of rupture, modulus of elasticity, and IS of the specimens exposed to the fungal degradation increased in the presence of CNT. Furthermore, the decayed specimens without CNT had higher water uptake than those of the specimens with CNT. This was attributed to the decrease in the number of cavities on the surface of the composites containing CNT. Based on the findings obtained from the present study, it was concluded that the amount of the CNT should be considered according to the severity and duration of the fungal exposure.
Introduction
Lignocellulosics have rapidly emerged as favored reinforcing filler in the thermoplastic composite industry such as automotive indoor applications and nonstructural building applications including garden decking, fencing, and exterior window and door profiles, siding, and railings. This was because lignocellulosic materials have low cost, are abundant, are renewable, have low density, have high modulus, and are nontoxic. In particular, wood material is the most widely used filler among the lignocellulosics. However, many countries face the problem of shortage and so increased price of the wood material. 1 -3 At this point, utilization of agricultural waste is of great significance. Rice straw is a rice by-product produced when harvesting paddy and is a major waste product of the agricultural industry. Wood–plastic composite (WPC) industry has increased rapidly in many countries in the last two decades because of increasing polymer prices and environmental pollution concerns. Growing demand for WPCs in building industry has led to continuous efforts to find new lignocellulosic resources. As compared to the wood flour, rice straw flour has significant advantages such as biological durability, fire resistance, and water resistance. This was because rice straw contains very high amounts of silica, which was about 15% of its dry matter. 4
Inorganic nanofillers such as nanoclay, carbon nanotubes (CNTs), and silicon dioxide nanoparticles are presently considered as high-potential filler materials for the improvement of mechanical and physical properties of polymer composites. 5 Among the nanofillers, CNTs have raised much interest during the recent years owing to their extraordinary specific properties in the thermoplastic composite industry. 6,7 Incorporation of CNTs into the polymer matrices demonstrated synergistic improvements in composite properties even at very low amounts. 8,9 The positive effects of CNTs on the physical, mechanical, and thermal properties of the thermoplastic composites filled with the lignocellulosics were reported in previous research studies. 10 -19
Many studies reported that rice straw could be efficiently used in the production of thermoplastic composites. 20 -25 However, the fungal degradation of the lignocellulosic/thermoplastic composites reinforced with the CNTs has not been extensively studied. In the present study, the effect of fungal degradation duration on the technological properties of the polypropylene (PP)/rice straw composites reinforced with different amounts of the single-walled CNTs (SWCNTs) was investigated.
Experimental
Materials
The raw rice straws used as natural fiber reinforcement were obtained from local farmers in Iran. The fibers were hand-chopped to an average length of 25 mm. Consequently, the fibrous material was ground into flour form with a particle size of 60 mesh using a Thomas-Wiley mill (Thomas Scientific Company, Swedesboro, NJ, USA). The rice straw flour (RSF) was dried in the oven at 70°C for 24 h to ensure that the moisture content is less than 3 wt%, stored in sealed plastic bags before processing. PP, with the trade name of Moplen HP554P, an injection molding grade was supplied by Arak Petrochemical Co. (Iran), in the form of pellets. Its melting flow index (MFI) was 18 g/10 min (230°C/2.16 kg), with a density of 0.90 g/cm3. Maleic anhydride-grafted polypropylene (MAPP), in the form of powder (grade PPG-101), with a density of 0.91 g/cm3, and an MFI of 64 g/10 min, was obtained from Kimia Javid Sepahan Co., Iran. SWCNTs were supplied from the Research Institute of Petroleum Industry, Iran. The outer diameter and length of the SWCNTs were about 1–2 nm and 10 µm, respectively. A petri dish containing the purified white-rot fungus (Coriolus versicolor) was provided by Alborz Research Institute in Karaj, Iran. Malt extract agar was used at a concentration of 48 g/L as the culture medium. The medium was supplied by Merck (Darmstadt, Germany).
Preparation of composites
Various blending formulations and their mass ratios are listed in Table 1. The raw materials were melt-blended at a temperature of 180°C at 60 r/min using a Haake internal mixer (Rheomix 3000 OS, Karlsruhe, Germany). First, PP was fed to the mixing chamber. After PP melting, MAPP and SWCNTs were added into the mixing chamber. The RSF was fed at the 7th min, and the total mixing time was 12 min. The compounded materials were pelletized using a pilot-scale grinder (Wieser, Model WGLS 200/200, Boston, MA, USA). The resulting granules were dried at 105°C for 8 h. Test specimens were prepared by injection molding (Imen Machine Co, Iran). Molding conditions were press temperature of 180°C and pressure during heating at 10 MPa. Finally, the specimens were conditioned at a temperature of 23°C and a relative humidity of 50% until they reached constant weight according to ASTM D618 standards prior to testing.
Formulations of the used composites.

PP: polypropylene; RSF: rice straw flour; MAPP: maleic anhydride grafted polypropylene; SWCNTs: single-walled carbon nanotubes.
Fungal treatment
The purified fungus was transferred to petri dishes containing malt extract agar under sterile hood using sterile pincers. The dishes were then kept at 25°C for 14 days until the culture medium was fully covered by the fungus. The cultured fungus was then transferred into Kolle flasks containing the culture medium that was incubated for 14 days at 25°C. To prevent direct contact of the specimens with the culture medium, the specimens were mounted over two 3-mm platforms and were placed in the Kolle flasks. The flasks containing the fungus and the specimens were stored in an incubator for 1, 2, 3, and 4 months at 25°C and 75% relative humidity.
Property testing
Weight loss
The degree of fungal attack was estimated by determining the weight loss after 1, 2, 3, and 4 months of fungal exposure. The weight loss due to decay was calculated and expressed in percent as follows:

where the initial weight (W i) is the weight of the conditioned specimens prior to fungal exposure and the final weight (W f) is the weight of conditioned specimens after fungal exposure. At least five replications for each formulation were made.
Mechanical property
Three-point flexural tests in terms of modulus of rupture (MOR) and modulus of elasticity (MOE) were carried out according to the ASTM D790 standard. The tests were performed using an Instron 4486 testing machine (Instron Ltd, Buckinghamshire, UK) at a rate of 2 mm/min crosshead speed. The dimensions of the test specimens were 100 × 13 × 5 mm3. Izod impact strength (IS) test was done according to the ASTM D256 standard using a Zwick impact tester (Model 5102, Germany). Five specimens were tested for the flexural and impact properties of each composite formulation.
Physical property
The water absorption (WA) and thickness swelling (TS) tests were conducted in accordance with the ASTM D570 standard. Before testing, the weight and thickness of each specimen were measured. The conditioned specimens of each type of composite were soaked in distilled water at room temperature for 30 days. The specimens were removed from water, patted dry, and then measured again. Each value obtained represented the average of five specimens.
Morphological characterization
Field-emission scanning electron microscope (FESEM, model TESCAN MIRA 3 XMU, Czech Republic) was used to characterize the distribution of CNT particles in the matrix system. Fractured surface of the test specimens was attached to an aluminum stub and sputtered with gold to eliminate the electron charging effects. All images were taken at an accelerating voltage of 10 kV.
Statistical analysis
To analyze the data, one-way analysis of variance (ANOVA) was employed using SPSS statistical package program (version 16). Significant differences among the average values of the specimen types were determined using Duncan’s multiple range test at the 99% confidence level.
Results and discussion
Weight loss
The average weight losses of the composite specimens with different CNT loadings due to fungal degradation are shown in Figure 1. It is clearly seen that by increasing the fungal exposure duration, the weight losses of the specimens increased considerably. This is expectable because the more fungal exposure time increased the more degradation of lignocellulosic materials in compounds occurred. 26 -32 According to Figure 1, the weight loss of the composites decreased with the increase of CNT loadings. Statistical analysis showed that the addition of the CNT significantly affected the weight loss of the composites (p < 0.01). The average weight loss of the control specimen after 4 months was 13.17%, which was declined to 10.95, 8.83, and 7.31% for the additions of the CNT at 2, 4, and 6 wt%, respectively. In the light of previous research, 33,34 it is well established that the growth of microorganisms on wood or wood-based composites surface depends on adequate amount of moisture in the specimens. Moisture content around the fiber saturation point (25–30%) is often adequate for the proliferation of microorganisms and subsequent decay of wood-based materials. In other words, the availability of moisture is a prerequisite for biological decay in a material. 19 The results showed that by the incorporation of CNT into the compound, the susceptibility of the composite specimens to microbial degradation reduced. This is because of more durable for moisture content by nanoparticles, which caused the composites less accessible for the fungal activities, and consequently reduced the susceptibility of WPC to microbial degradation. This result is consistent with previous studies. 19,35 -38
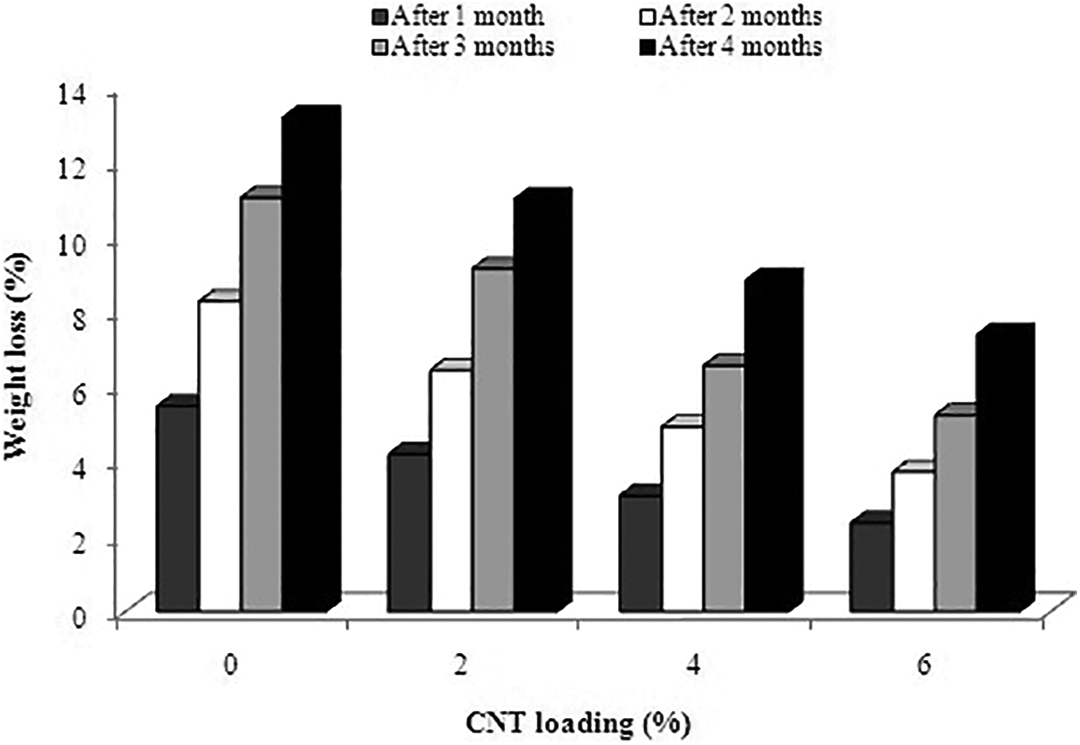
Effect of CNT on the weight loss of PP/RSF composites exposed to fungal attack during 4 months.
The SEM micrographs clearly displayed the position of nanoparticles in the composites with different treatments (Figure 2). As can be seen, the number of cavities on the surface of the specimens decreased the increasing amount of CNT. The presence of these voids showed that the fungus consumed a part of the lignin and made the cellulose content more accessible. These results were consistent with the observed mass losses.

SEM surface images of composite specimens with different loading of CNT: (a) 2 wt%, (b) 4 wt%, and (c) 6 wt%.
Mechanical properties
The results of MOR and MOE tests performed on the composite specimens with different treatments are shown in Figures 3 and 4, respectively. The MOR and MOE of the specimens reduced with increasing the fungal exposure time. This was mainly attributed to the weak interface interaction between the filler and the polymer matrix, which is caused by the degradation of lignocellulosic components during the fungal attack. 27 -31,34 For example, Ashori and Nourbakhsh 39 reported that the strength of WPCs depended on the properties of constituents and the interface interaction.

Effect of CNT on the flexural strength of PP/RSF composites exposed to fungal attack during 4 months.

Effect of CNT on the flexural modulus of PP/RSF composites exposed to fungal attack during 4 months.
Another interesting result shown in Figures 3 and 4 was that the incorporation of CNT into rice straw/PP composites increased both MOR and MOE of the composite. According to the ANOVA test, the addition of CNT had a significant influence (p < 0.01) on the flexural properties of the composites. After 4 months, the MOR of the control specimen was found to be 21.23 MPa, with an MOE of 1488.50 MPa. The addition of nanoparticles up to 2% loading levels leads to the enhancement of tensile properties, but they began to drop at 4% loading. After 4 months, the maximum tensile strength and modulus values were found to be 26.81 and 1973.42 MPa for composites filled with 2% CNT.
This significant improvement in the flexural properties was related to the reinforcing effect of CNT with high aspect ratio. 9-10 It was expected that strong interfacial adhesion between the polymer matrix and the nanoparticles could perfectly transfer the stress from the polymer matrix to the filler, which efficiently improved the mechanical properties. 10 -12 Similar findings were reported in previous studies. 13 -19 The reduction of the tensile values by further addition of CNT (from 4% to 6%) can be generally explained by agglomeration or poor dispersion of nanoparticles in the polymer matrix. 13 -15 It could be ascribed to aggregation phenomenon which caused to the debonding of particles from polymer matrix and/or stress concentration during the mechanical loading. This hypothesis was confirmed by FESEM micrographs (Figure 2).
Figure 5 shows the values of the IS after fungal degradation of the composites, which vary depending upon the CNT loadings. There was a clear increasing trend of IS with the increase of CNT content, similar to the flexural properties data. Statistical analysis showed that the addition of the CNT significantly affected the IS of the composites (p < 0.01). As shown in Figure 5, the IS of the control specimen without CNT after 4 months was found to be 18.25 J/m. The incorporation of 2% CNT to the compound increased the IS to about 43%. The decrease in the IS at higher levels of the CNT was probably due to the formation of CNT agglomeration, 13 -17 and the presence of stress concentration points, thereby providing sites for crack initiation. 10 -12

Effect of CNT on the IS of PP/RSF composites exposed to fungal attack during 4 months.
The effects of CNT on the WA and TS of the composite specimens during the fungal treatment are shown in Figures 6 and 7, respectively. The results indicated that the highest WA and TS corresponded to the composite specimens after 4-month fungal exposure, while the lowest WA and TS were observed for the control specimen (prior to decay). In fact, the specimens exposed longer to the fungus degradation (more decayed specimens) had higher water uptake. Fungal exposure of the composite specimens lead to the increase in WA and TS compared to specimens prior to decay. This could due to the fact that the degradation of lignocellulosic materials by fungus, which resulted in the pores and increases in the cavities of specimens and consequently caused the increase in their water uptake. This result was consistent with previous studies. 26,28,31,40
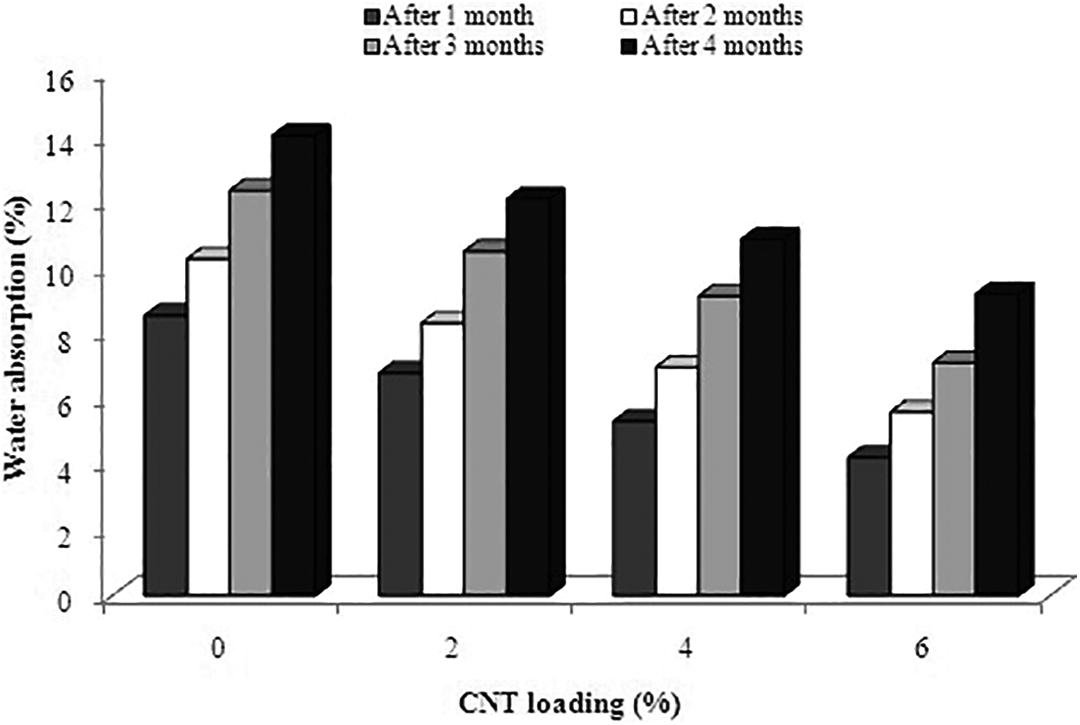
Effect of CNT on the WA of PP/RSF composites exposed to fungal attack during 4 months.

Effect of CNT on the TS of PP/RSF composites exposed to fungal attack during 4 months.
The addition of CNT into the composites significantly decreased the WA and TS. It seems that the barrier properties of nanoparticles inhibit the water penetration into the composite system. Two mechanisms have been reported for this phenomenon. First is based on the hydrophobic nature of the CNTs surface that tends to immobilize some of the moisture. 13 Second, the CNTs prevent the penetration of water into the deeper parts of composite by filling the voids and gaps. 14,15 Therefore, the both mentioned mechanisms make water penetration much more difficult. This hypothesis was confirmed by the FESEM micrographs (Figure 2). Similar studies were presented by other research studies. 17 -19
Conclusions
The results presented that the weight loss of the specimens with and without CNT significantly increased with increasing the fungal exposure duration. However, the weight loss ratio of the specimens with the CNT was lower than that of the specimens without the CNT. In addition, the weight loss of the composites decreased with increasing loadings of the CNT. The number of cavities on the surface of the specimens decreased with the addition of CNT. As for the mechanical properties, the MOR, MOE, and IS of the specimens without the CNT significantly reduced with increasing the fungal exposure duration. This was attributed to the weak interface interaction between the filler and the polymer matrix from degradation of the lignocellulosic components during the fungal attack. However, as the CNT was incorporated into the specimens, the mechanical properties of the specimens exposed to the fungal degradation from 1 month to 4 months were found to be higher than those of the specimens without the CNT. The high specific surface area of the CNT and its uniform dispersion in the composites decreased the amount of the cavities and improved fungal resistance and mechanical properties. Based on the findings obtained from the present study, it was concluded that the amount of the CNT should be considered according to the severity and duration of the fungal exposure.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.