
Abstract
Natural fibre-reinforced biopolymer composites are of special interest because they are entirely bioresourced, recyclable and biodegradable. Poly(lactic acid) (PLA), poly(hydroxybutyrate-co-hydroxyvalerate) (PHBV) and poly(butylene succinate) (PBS) are among the most known environment-friendly biodegradable thermoplastics. Unfortunately, they present unbalanced mechanical characteristics when they are taken separately. The aim of this work is to overcome this problem using a blending process accompanied with fibre reinforcement. For this purpose, entirely biodegradable composite materials were fabricated and characterized. These biocomposites are based on two different ternary PLA/PHBV/PBS blends reinforced with twill flax fabrics and fabricated using extrusion and film-stacking techniques. Monotonic and cyclic load–unload tensile tests followed by acoustic emission and scanning electron microscopy observations were performed. In particular, the obtained biocomposites present interesting mechanical properties with a tensile modulus of 20 GPa and an ultimate tensile strength of 110 MPa.
Introduction
The growing use of synthetic and petroleum-based polymer materials during the last decades has woken up the human consciousness towards the environment, the limited fossil resources, pollution, climate change and greenhouse effect. This has led to provide more effort to look for alternatives to synthetic materials that are biobased and eco-friendly. One of the solutions is the use of sustainable materials derived from renewable resources which have recycling capability and triggered biodegradability with commercial viability and environmental acceptability. 1
Poly(lactic acid) (PLA), poly(hydroxybutyrate-co-hydroxyvalerate) (PHBV) and poly(butylene succinate) (PBS) are among the most known environment-friendly and biodegradable thermoplastics. Owing to its raw material (lactic acid) produced by bacterial fermentation from corn starch or sugar cane, the PLA is considered as a renewable polymer. 2 Another widely studied bioresourced polymer is polyhydroxyalkanoates (PHAs) encompassing mainly PHBV and polyhydroxybutyrate (PHB) which are biodegradable thermoplastic resins. The biopolyester PBS is also a recyclable and biodegradable polymer. Generally, when taken separately, these biopolymers have poor mechanical and thermal properties which inhibit their widespread use in industrial applications. This problem can be overcome by several manners like blending and reinforcement. 3
Instead of trying to synthesize new polymers which are very expensive, the blending concept of polymers is an economical and alternate way of achieving new plastics with balanced properties. In terms of physical and mechanical properties, the polymer blends can furnish advantage over each polymer used separately. To this end, several studies have focused on the study of miscibility of PLA/PHB blends. 4,5 The effect of molecular weight on the miscibility 6,7 and the crystallinity 8 of PHB was also studied. It was found that blends miscibility increases when the molecular weight of one of the two partners is low. 9,10 The preparing method of this kind of blend also influences the miscibility. 11 The mechanical properties of PLA/PHB blends, and even their ability to be stretched, 12 have been studied without treatment 11,13 and using the polyethylene glycol 14 and the Lapol 108 15 as plasticizers. Other blends of PLA with other copolymers of PHA such as PHBHHx (copolymer comprised of 3HB and 3-hydroxyhexanoate 3HHx units), 16 -19 P(3HB-co-4HB) 20 and even ternary blends (PLA/PHBV/PBS) 21 were performed and studied. The obtained results show that the mechanical properties of the blends are balanced and comprised between those of their components.
The mechanical behaviour of flax fibre as reinforcement of biopolymers was extensively studied in the literature. Several works dealt with short flax fibre-reinforced biocomposites 22 -34 contrary to biocomposites reinforced with long flax fibre. For example, Lee et al. 35 investigated the effect of fibre treatment with acetic anhydride and ethylene plasma on the thermal resistance of plain flax fabric-reinforced PHB. It was found that, with plasma treatment, the flax/PHB biocomposites have better thermal resistance and higher interfacial adhesion strength compared to the chemical treatment with acetylation. Romhány et al. 36 performed tensile tests on Materbi/flax laminates. Flax fibres were arranged in unidirectional and cross-ply forms with various weight contents (20%, 40% and 60%). It was reported that the tensile strength increases until 40% of flax fibre content and remains almost constant above this value. It was three times greater than that of the pure starch matrix in the case of unidirectional fibre reinforcement. Shibata et al. 37 investigated the effect of fibre content on the tensile modulus and strength of biodegradable polyester/lyocell fabric composites. They found that the tensile properties increased with the fibre content.
In this work, we focus on developing biodegradable composites to overcome the problem of weak mechanical characteristics of the biopolymers PLA, PHBV and PBS by blending process accompanied with fibre reinforcement. These biocomposites are based on two different ternary blends of PLA/PHBV/PBS reinforced with twill flax fabrics and fabricated using extrusion and film-stacking techniques. The obtained biocomposites were subjected to monotonic and cyclic load–unload tensile tests to determine their mechanical properties. The acoustic emission (AE) technique and scanning electron microscopy (SEM) observations were also considered to identify microstructural damage events leading to the final failure of the studied biocomposites.
Experimental procedure
Materials
In this study, 2/2 twill flax fabrics were bought from Depestele group. These fibres have 330 g/cm2 as areal density and 1450 kg/m3 as density.
The used PLA, PHBV and PBS, whose trade names are PLI005, PHI003 and PBI003, have melting temperatures of 170–180°C, 145–150°C and 110–120°C, respectively. Their densities are, respectively, 1250, 1250 and 1260 kg/m3. These biopolymers were provided by NaturePlast. For comparison, the studied biocomposites properties are compared with an epoxy-based composite reinforced with the same flax fabrics. The used thermoset resin is the Epoxy SR8100 with a density ρEpoxy = 1158 kg/m3. This resin and its hardener SD8822 were provided by Sicomin.
Preparation of the blends
Before blending, all biopolymers were dried at 70°C in an oven for at least 4 h. Two blends of PLA/PHBV/PBS30/60/10% (blend A) and 60/10/30% (blend B) were compounded in a mono screw extruderBX18. Then, the obtained compounds went through a second plate extruderBX25 and finally come out from the extruder die under sheet shape of 250–300 mm width and an average thickness of 0.5 mm. Note that the machine was previously purged with more than 10 kg of low-density polyethylene in order to clean the extruder and eliminate any trace of the previous materials. The extrusion parameters were temperature profile from the hopper to the extrusion die (11 zones) = 180–180–180–185–185–185–185–185–190–190–190°C, screw speed = 150 r/min and the stretching setting = 17 Hz.
It is important to note that the choice of both used ternary blends was decided based on a literature review which showed that the mechanical characteristics of these blends are more interesting with respect to other binary blends (PLA-PHB, PLA-PHBV, PLA-PHBHHx, PLA-PBS and etc.). In addition, the matrix proportion of both selected ternary blends was decided based on the study conducted by Zhang et al. 21 Indeed, the authors showed that these two blends, compared to their basic constituents and other mixtures with other matrix proportions, have an excellent performance balance in terms of tensile properties (tensile modulus, tensile strength and failure strain), flexural properties (flexural modulus and flexural strength), impact strength, dynamic mechanical analysis (storage modulus and loss modulus), morphological, thermal and crystallization behaviours.
Fabrication of the composites
As explained previously, two composite materials constituted of twill flax fabrics reinforced blend A and blend B matrices were fabricated using the film-stacking technique (Figure 1). This method is a hot compression process which consists in stacking biopolymer blends and flax fabrics of dimensions 250 × 250 mm2 under adequate heating and compressing settings during a limited period of time (Figure 2).

Film-stacking process.
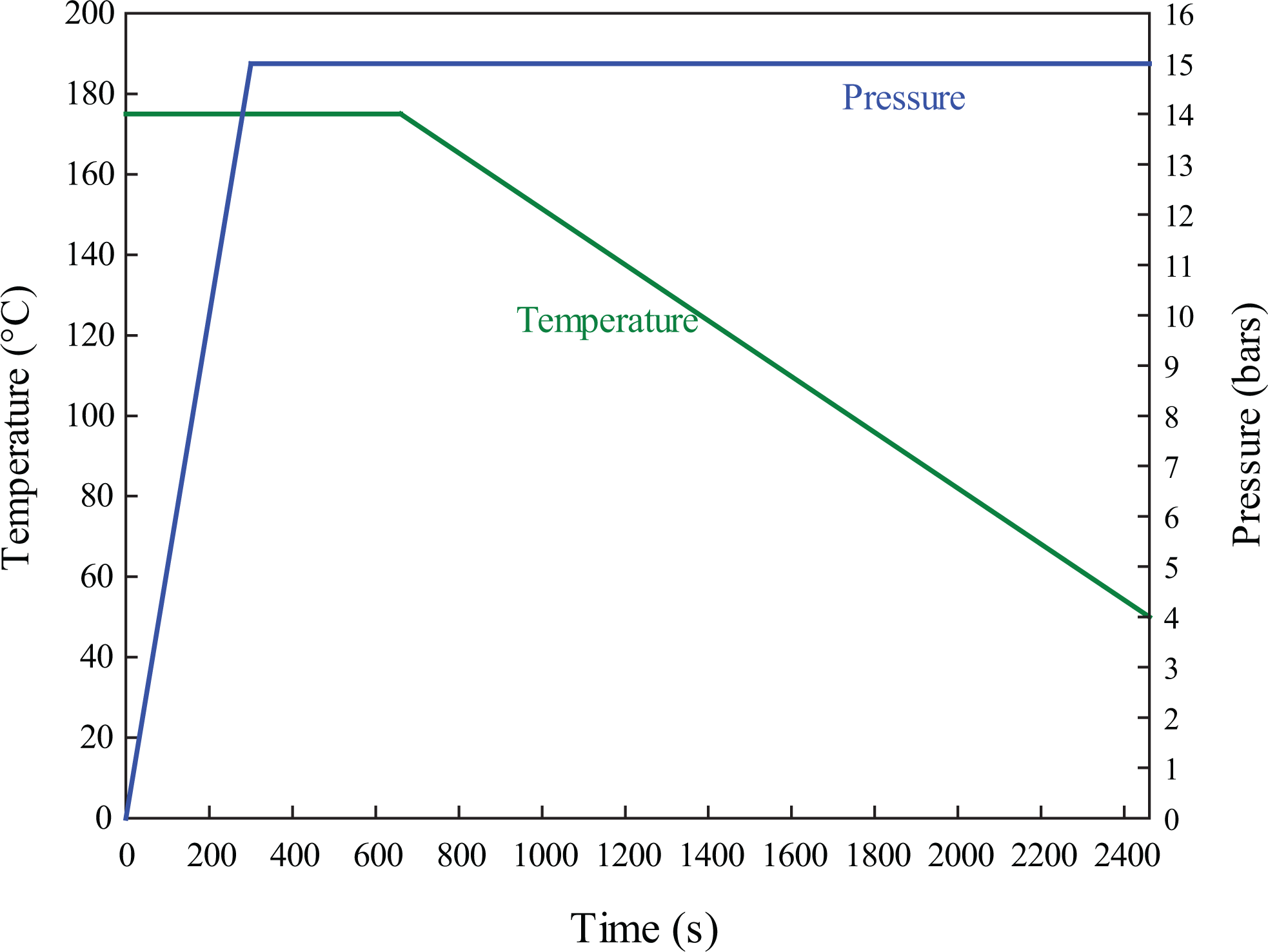
Processing cycle (temperature, pressure and time) of flax-reinforced blend A and blend B composite materials.
For comparison purposes, another composite material constituted of twill flax fabric-reinforced thermoset (epoxy) matrix was fabricated using the vacuum infusion process. This technique involves driving the resin through a dry laminate thickness. The resin flow was generated by a vacuum pump. The reinforcing fabrics were draped over a vacuum-sealed glass support. Above them was placed a peel ply, perforated release films, resin distribution mesh and a bagging film which creates a vacuum bag by bonding it to a sealant tape placed around the mould. The infusion was carried out under a vacuum pressure of −0.6 bar at room temperature. The infused plates have dimensions of 300 × 400 mm2. In the next sections, the flax fibre reinforced epoxy, blend A and blend B composites will be designated by FFR-epoxy, FFR-blend A and FFR-blend B.
All the laminate plates were fabricated with four layers in such a way to obtain approximately the same thickness (2 mm). In order to determine the volume fractions of flax fibres, square shape samples of 20 × 20 mm2 were cut from the composite plates. Knowing the mass of the composite samples Mc, the mass of dry fibres Mf, the mass density of dry fibres ρf and that of matrix ρm, the volume fraction of the fibres is obtained by

Table 1 summarizes the flax fibres volume fractions.
Flax fibre volume fractions of the three studied composites (FFR: Flax Fibre Reinforced).

Mechanical testing
In order to characterize the studied materials, tensile tests were conducted with a universal mechanical testing machine Instron (Omega Parc, 3 Boulevard Jean Moulin, Élancourt, France) at room temperature. All tensile tests were conducted using a clip-on extensometer with 50 mm gauge length to measure the longitudinal strain. The laminate plates were cut and shaped in rectangular form (20 × 250 mm2) according to the ASTM D3039-76 standard by using a diamond saw blade. For pure matrices, dumbbell-shaped specimens (150 × 20 mm2) with gauge dimensions 60 × 10 × 2 mm3 were used. For each material, the results are presented as the average of at least five tested samples.
Scanning electron microscopy
In order to characterize the morphology of the fibre/matrix interface and the fracture surfaces, SEM observations were performed using a Zeiss Gemini apparatus (Germany). Each specimen was coated with a thin layer of gold.
Acoustic emission
The AE technique is widely used to detect the elastic waves which originate from progressive mechanical damage during mechanical tests. It allows to analyse the degradation processes associated with damage mechanisms. Tensile tests were coupled with AE recording equipment constituted of two piezoelectric sensors with a frequency range of 100 kHz–1 MHz, a 40 dB pre-amplifier and a 32 dB detection threshold.
Results and discussion
Mechanical characterization
Tensile properties of the pure matrices
Figure 3(a) shows typical tensile stress–strain curves of epoxy, PLA, PHBV, PBS and ternary blends A and B. The mechanical behaviour of PLA shows characteristics of a brittle material with low strain at break. The same behaviour is observed for PHBV with a lower tensile strength and a slightly higher tensile modulus. However, the mechanical behaviour of PBS shows characteristics of a ductile material. The ternary blends of PLA, PHBV and PBS present a different behaviour. Indeed, compared to the pure biopolymers, the blend A shows balanced tensile modulus and tensile strength while the failure strain (around 28%) exceeds that of PBS. The blend B shows an interesting balance in all tensile properties when compared to the pure biopolymers.

Stress–strain curves under monotonic tensile tests of (a) pure resins and (b) composite materials loaded in the warp direction.
Tensile modulus, tensile strength and strain at failure of PLA, PHBV, PBS and PLA/PHBV/PBS-based blends are presented in Table 2. Tensile properties of the epoxy resin, taken as reference, are also presented.
Mechanical properties of the pure matrices.

E: tensile modulus; σmax: ultimate tensile strength; εr: strain at failure; PLA: poly(lactic acid); PHBV: poly(hydroxybutyrate-co-hydroxyvalerate); PBS: poly(butylene succinate).
We can remark from Table 2 that, for the blend B where PLA is the main matrix, blending 30% of PBS and a small amount of PHBV leads to an increase in the ductility of PLA and PHBV with approximately 10% as failure strain increases by approximately 10 times over that of PLA and PHBV. The tensile strength was found slightly lower than that of PLA and higher than that of PHBV and PBS. Except for the strain at failure, blend A shows a tensile property lower than that of blend B, which is expected because of the presence of PLA in a minor phase. Besides, the mechanical properties of the ternary blend B are found to be close to those of the epoxy.
The difference between the two ternary blends mechanical properties may be due to several factors such as the nature and the weight ratio of each blend component, the morphology and the miscibility of blends. The choice of the matrix in which the other phases are incorporated, in other words, the distribution of phases, can also influence the mechanical behaviour of blends.
Tensile properties of the composite materials
Biocomposites and epoxy-based composite were subjected to tensile tests to obtain their tensile properties. Typical tensile stress–strain curves are depicted in Figure 3(b). On the whole, the behaviour of all the composite materials is found to be nonlinear. This type of behaviour is well-known in the scientific community in the case of natural fibre-reinforced composites. 38 This nonlinearity of stress–strain curves has often been explained by the combination of micro-damage, viscoelasticity and viscoplasticity. 39 It can also be attributed to matrix damage 40 and the reorientation of the microfibrils within flax fibre. 41
It is worthy to note that the bio-based composites (FFR-blend A and FFR-blend B) present tensile moduli higher than that of the FFR-epoxy composite, thanks to a higher fibre content. For high loading, the tangent modulus decreases quickly leading to a tensile strength which does not exceed that of FFR-epoxy. This result is an indication of poor adhesion and compatibility between flax fabrics and the blend matrices. The stress was probably not well transferred or was insufficient from the matrix to the flax fibres. More explanations based on the AE events and microscopic observations are given in sections ‘Acoustic emission analysis’ and ‘Scanning electron microscopy’.
The measured tensile strength and modulus are compared in Figure 4(a). We remark that the tensile moduli of FFR-blend A and FFR-blend B reach 20 GPa which represent more than five times those of the pure blend resins. These moduli exceed that of the flax-epoxy composite (14 GPa). The ultimate tensile strength (UTS) of FFR-blend B is close to that of FFR-epoxy with a mean value of 109 MPa, contrary to FFR-blend A where the UTS is around 66 MPa.

(a) Tensile properties and (b) shear properties of the studied composite materials.
The shear properties of the studied materials were also investigated. For this purpose, additional tensile tests were carried out at the same conditions in the 45° direction. The shear modulus and the ultimate shear strength are determined knowing the tensile strength and modulus in the 45° direction. 42 In Figure 4(a), the shear moduli and ultimate shear strengths of FFR-blend A and FFR-blend B are compared to those of FFR-epoxy. The bio-based composites present better shear moduli and lower shear strengths than the FFR-epoxy composite.
Load–unload tensile tests
Despite the numerous works investigating the mechanical properties of natural fibre-reinforced biopolymer composite materials, few researchers have been interested in the cyclic load–unload behaviour of this kind of composites. For instance, Le Duigou et al. 43 studied the short flax fibre-reinforced PLA biocomposite cycling behaviour as a function of strain and immersion time in the marine environment. The authors found that mechanical damage increases more and more with deformation and immersion time. This damage was explained by fibre bundles division which may be due to washing out of soluble components and by debonding of fibre bundles.
The main objective of this part is to assess the evolution of damage and residual strains within the studied materials. To this end, cyclic load–unload tensile tests were conducted for all composite materials in the warp and 45° directions at room temperature and with a crosshead speed of 2 mm/min (Figures 5 and 6). Each specimen was loaded until a certain stress, and then the loading was removed. After that, the material was subjected to a higher stress level. We depict in Figure 7 the evolution of residual strains during load–unload cycles in the warp and 45° directions.
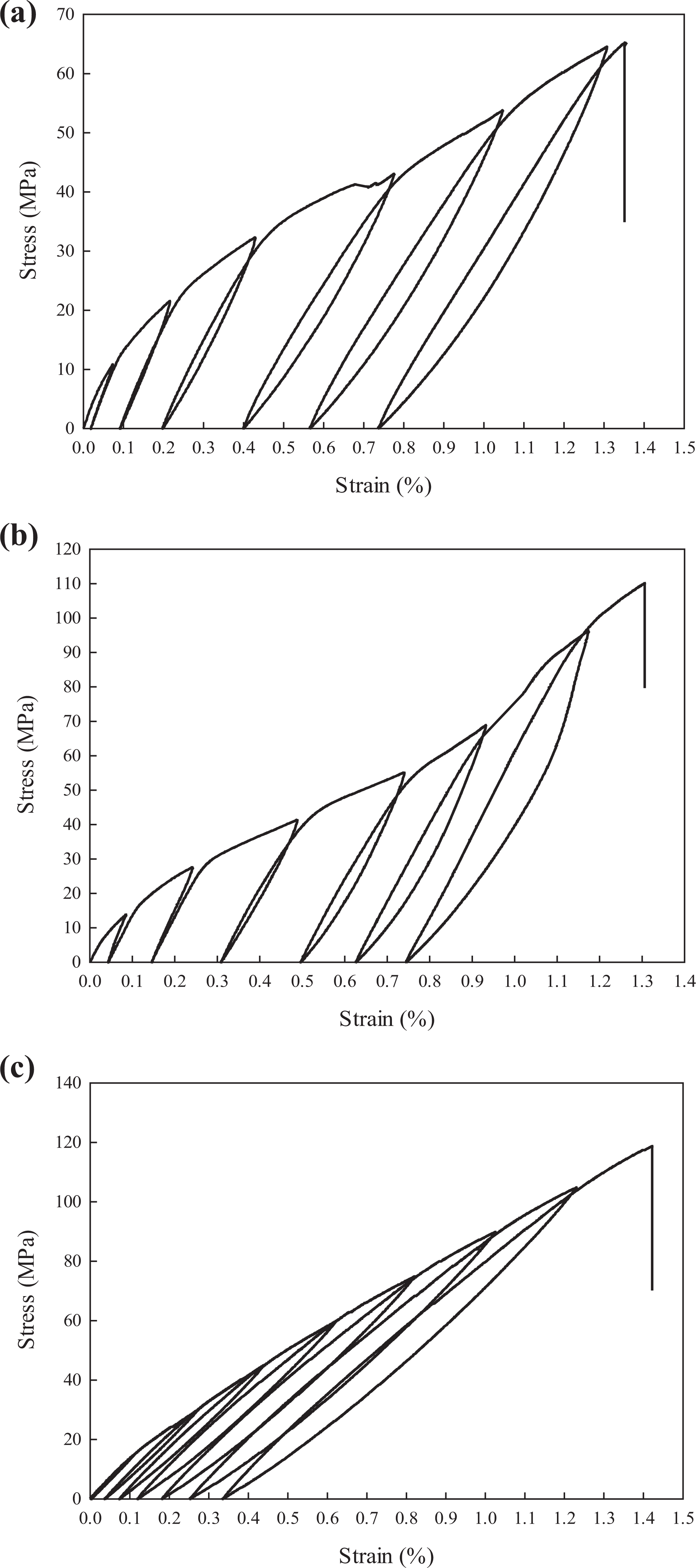
Load–unload tensile curves of (a) FFR-blend A, (b) FFR-blend B and (c) FFR-epoxy loaded in the warp direction.

Load–unload tensile curves of (a) FFR-blend A, (b) FFR-blend B and (c) FFR-epoxy loaded in the 45° direction.

Residual strain versus strain of the studied materials loaded in (a) the warp direction and (b) the 45° direction.
As shown in Figures 5 and 6, the hysteresis loops are found to be opened when increasing the imposed load for all composites. When the loading is removed, a progressive occurrence of residual strain is observed. Besides, we remark from Figure 7(a) that the residual strain in the warp direction varies linearly until the final failure with more residual strain for FFR-blend A (∼0.5%) and FFR-blend B (∼0.7%) than the FFR-epoxy composite (∼0.3%). This may be explained by the higher volume fraction of fibres of blends A and B bio-based composites (Table 1) and the thermoplastic nature of both ternary blends. The same remark holds for the cyclic load–unload tensile tests performed in the 45° direction with higher residual strain for the FFR-blend B composite (Figure 7(b)).
Figure 8 shows the evolution of the mechanical damage, calculated from the degradation of the tensile modulus, as a function of the total strain in the warp and 45° directions. For the FFR-blend A composite, we remark that damage appears at low strains indicating an early damage threshold, contrary to the FFR-epoxy and FFR-blend B composites where damage thresholds are higher. Furthermore, the damage increases more quickly for the FFR-blend A composite and exceeds 0.40 revealing high damage kinetic. However, in the case of the FFR-blend B and the FFR-epoxy composites, the damage increases slowly and do not exceed 0.12 and 0.18 at higher strains, respectively. The earlier damage threshold and the higher damage kinetic of the FFR-blend A composite may probably be attributed to early appearance and propagation of microcracking in the blend A matrix. The cyclic load–unload tensile tests performed in the 45° direction (Figure 8(b)) reveal approximately a linear evolution of the mechanical damage reaching a maximum value of 0.5 for the FFR-blend B composite. This is possibly due to a reduced interfacial adhesion between the flax fibres and the blend matrices, especially the blend B matrix.

Mechanical damage versus total strain of the studied materials loaded in (a) the warp direction and (b) the 45° direction.
Analysis of damage mechanisms
AE analysis
The AE technique was used to assess and characterize microstructural damage events leading to the final failure of the studied composite materials. To this end, the performed tensile tests were accompanied by AE technique and the recorded signals were analysed according to their amplitudes.
Figure 9(a) shows the cumulative of hits number of the AE signals versus time during tensile tests performed in the warp direction. The obtained results show the earlier damage threshold of the FFR-blend A composite. Indeed, just a few seconds after the beginning of the tensile test, the material starts to emit acoustic signals. After that, the evolution of the curve suddenly becomes exponential until the final failure which occurs after 13 s with cumulative hits of 340. This may partly explain the earlier failure and the limited tensile strength of the FFR-blend A composite. For FFR-blend B and FFR-epoxy composites, no acoustic activity was recorded at the beginning of tensile tests reflecting the linear elastic and even viscoelastic phases. The onset of the first recorded AE events appears at approximately the same time (∼40 s). Then, the cumulative hits number increases exponentially before reaching failure at 110 and 200 for the FFR-blend B and the FFR-epoxy, respectively.
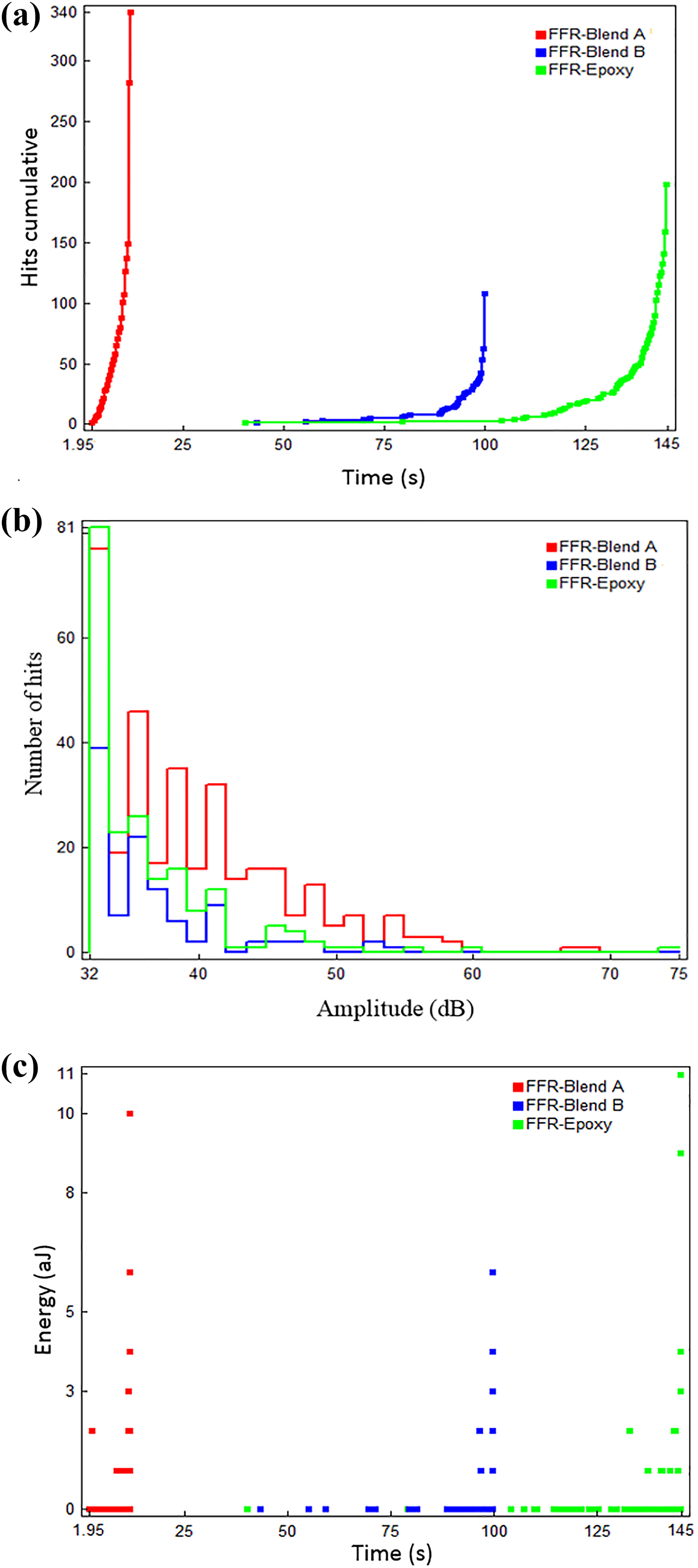
(a) Cumulative hits number versus time, (b) number of hits versus amplitude and (c) energy versus time of the AE signals. AE: acoustic emission.
Figure 9(b) illustrates the amplitude distributions of the AE events. The obtained results show that the number of recorded signals is higher in the case of FFR-blend A composite compared to FFR-blend B and FFR-epoxy composites. Besides, signals with a range of amplitude between 32 and 45 dB resulting from matrix cracking, 44 and 45–60 dB resulting from fibre–matrix debonding 45 are more present for the FFR-blend A composite. Beyond 60 dB, this material reveals some AE signals synonym of fibre breakage. 45 This further explains the weak mechanical properties obtained for this biocomposite material. For the FFR-blend B composite, we remark that the number of signals is lower than the first biocomposite with less matrix cracking and fibre–matrix debonding. This may explain the better tensile strength of this material compared to the FFR-blend A composite. It is also important to note that almost no AE signals corresponding to fibre breakage were recorded for the FFR-blend B composite. This is further confirmed by the low energy released by damage events in the FFR-blend B samples (Figure 9(c)). The poor adhesion between fibres and matrix may be the main cause of delamination which affects negatively the mechanical properties of the FFR-blend B composite for high loading levels.
Scanning electron microscopy
The objective of this part is to characterize and analyse the morphology and micrograph of untested sample cross-sections and the fracture surfaces of tested samples in order to corroborate the obtained results from tensile tests and AE analysis. Figure 10 depicts some SEM pictures taken from the untested sample cross-sections. From Figure 10(a), we remark that the blend A (30/60/10% of PLA/PHBV/PBS) shows a multiphasic-dispersed morphology caused by phase separation which indicates that the PLA, PHBV and PBS miscibility is very difficult. Besides, we remark the presence of many cracks because of the weak compatibility between the three phases which results in premature fracture and low tensile strength of FFR-blend A composite. In the case of the blend B (60/10/30% of PLA/PHBV/PBS), the use of PLA as matrix enhances compatibility of phases with significantly less cracks (Figure 10(b)). For the FFR-epoxy composite (Figure 10(c)), no matrix cracks were observed which explains in part the better tensile strength of this material compared to the bio-based composites.
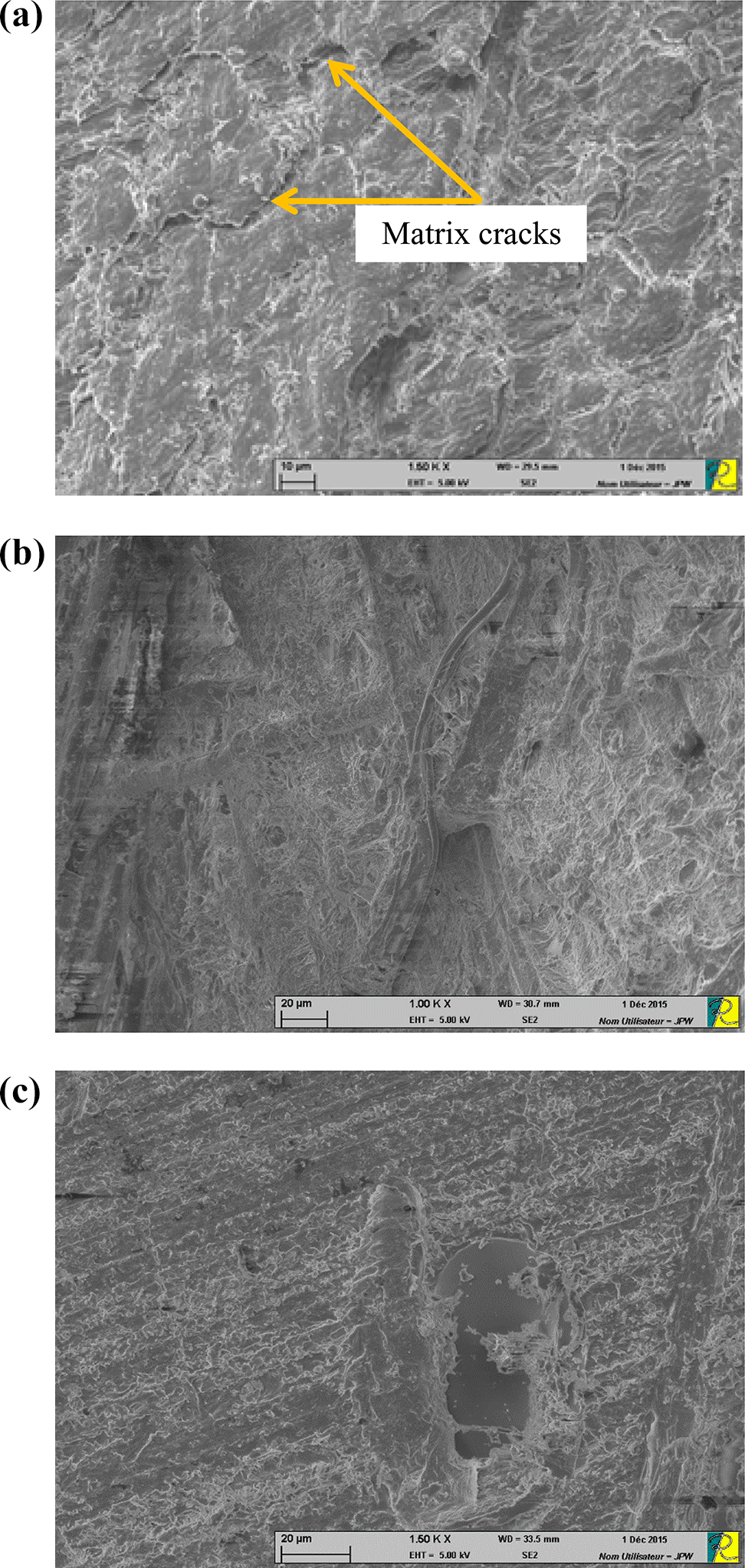
SEM pictures taken from untested sample cross-sections of (a) FFR-blend A, (b) FFR-blend B and (c) FFR-epoxy composites. SEM: scanning electron microscopy.
Figure 11 shows some SEM pictures taken from the fracture surfaces of tested composite materials. In the case of the bio-based composites (Figure 11(a) and (b)), fracture surfaces are rough which indicates the ductile failure mode of these composites contrary to the brittle failure manner of the FFR-epoxy composite. SEM observations reveal also in the case of the FFR-blend A composite (Figure 11(a)) matrix cracks, fibre pull-out and fibre failure damage mechanisms. The same damage mechanisms were also observed for the FFR-epoxy composite (Figure 11(c)) with fibres whose lateral surfaces are rough indicating better impregnation of fibres and accordingly a better adhesion between fibres and the epoxy matrix. In the case of the FFR-blend B composite, the final failure seems to be principally resulted from fibre-matrix debonding and delamination between the composite layers (Figure 11(b)). The poor adhesion between fibres and matrix may be the main cause of delamination which affects negatively its UTS.
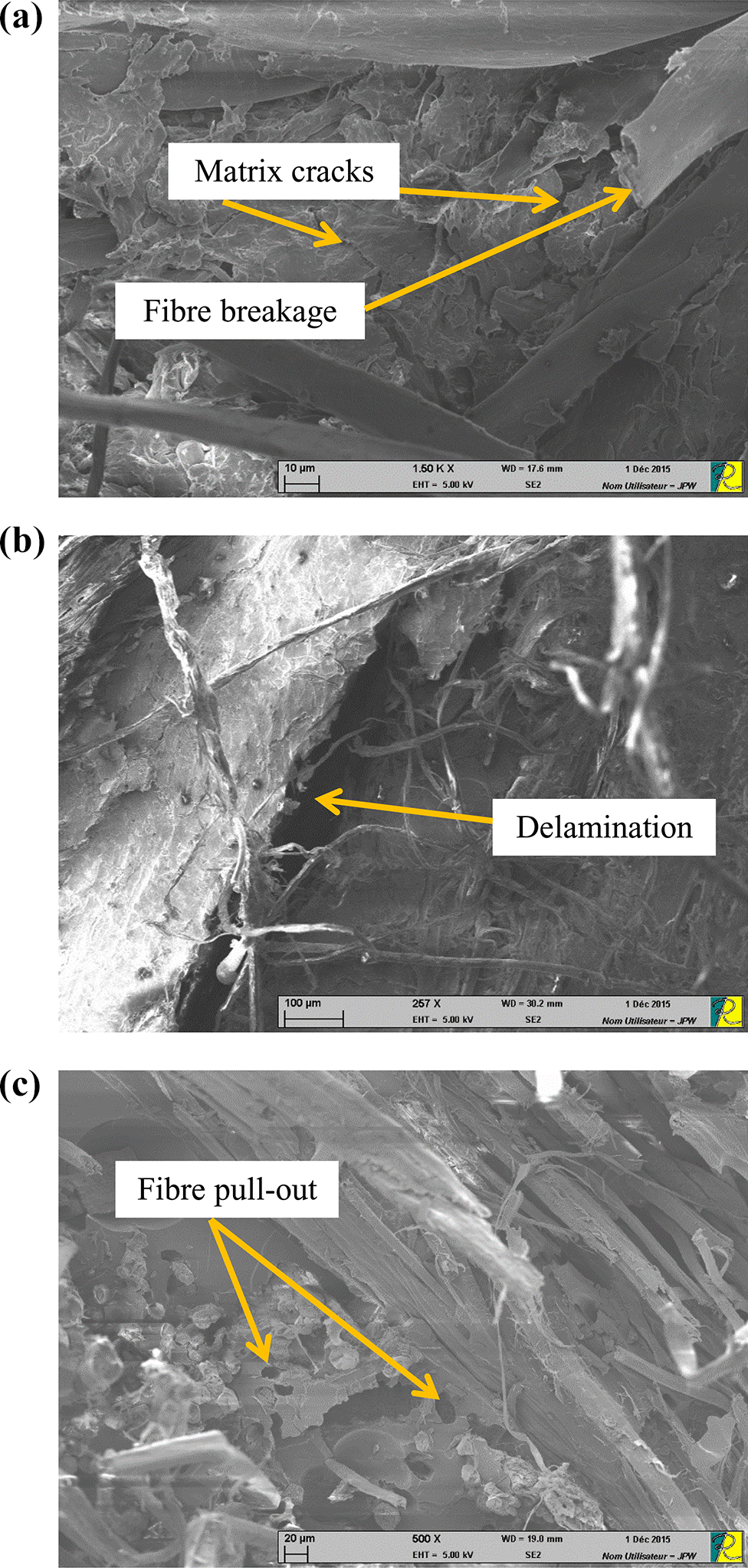
SEM pictures taken from the fracture surfaces of tested (a) FFR-blend A, (b) FFR-blend B and (c) FFR-epoxy composites. SEM: scanning electron microscopy.
Conclusion
In this work, we presented the mechanical properties of two entirely biodegradable composites constituted of two PLA-, PHBV- and PBS-based ternary blends reinforced with flax fibres. The following conclusions can be drawn: The mechanical properties of the ternary blend B (60/10/30% of PLA/PHBV/PBS) were found to be close to those of epoxy showing an interesting balance between all tensile properties. The tensile and shear moduli of both bio-based composite materials were found to be higher than those of the FFR-epoxy composite. Nevertheless, their tensile strengths were found to be lower than those of the FFR-epoxy composite indicating the poor adhesion and compatibility between flax fabrics and the blend matrices. The mechanical damage appeared at low strains for the bio-based composite materials, especially for the FFR-blend A composite, indicating an early damage threshold. This issue was confirmed by AE events and microscopic observations.
For future works, it would be interesting to look for treatments to improve firstly the miscibility between PLA, PHBV and PBS and secondly, the interface between the flax fibre and the obtained blend matrices.
Supplemental material
Supplemental Material, Experimental_results_proof - Mechanical characterization and damage events of flax fabric-reinforced biopolymer composites
Supplemental Material, Experimental_results_proof for Mechanical characterization and damage events of flax fabric-reinforced biopolymer composites by Abderrazak Chilali, Mustapha Assarar, Wajdi Zouari, Hocine Kebir and Rezak Ayad in Polymers and Polymer Composites
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.