
Abstract
In this study, the effect of selected submicron metal oxide (zinc oxide, titanium oxide) or non-metal oxide (silicon dioxide) particles on mechanical and thermo-mechanical properties of epoxy/glass composites was investigated. The applied epoxy resin was a diglycidyl ether of bisphenol-A cured with triethylenetetramine. As a reinforcement twill weave E-glass fabric was used. Hybrid composites (contained particulate and fibrous filler) were fabricated by using the hand lay-up method and the average content of glass fibres was 39–41 wt%. Flexural properties, thermo-mechanical properties, abrasion resistance and hardness were determined for each group of the prepared hybrid epoxy/glass composites. The obtained results were compared with control samples (without submicron particles). Investigations showed that the addition of 2 wt% SiO2, 4 wt% TiO2 or 4 wt% ZnO to epoxy resin improved the flexural strength and the flexural modulus of composites. Dynamic mechanical analysis showed that the addition of the mentioned particles enhanced storage and loss modulus. It can be attributed to the good dispersion and good interaction between submicron-mentioned particles and the epoxy matrix.
Introduction
Epoxy resins are one of the most applied thermosetting resins used in the structural applications. It is resulted from, for example, high mechanical (particularly strength and stiffness) and thermal properties as well as good water and chemical resistance. Improvement of mechanical properties can be achieved by preparing composites with glass and carbon fibres. Epoxy/fibre composites are commonly used materials in many sectors, for example, naval, automotive, aerospace, military and building engineering. 1
Development in the area of epoxy and its fibre composites is connected with applying nanoadditives (e.g. silane-modified 2,3 or amino-modified 4,5 carbon nanotubes, halloysite nanotubes, 6 montmorillonite 7,8 or layered silicates 9 ) for improvement of mechanical properties, using renewable and environmental friendly natural fibres (e.g. flax, 10 hemp, 11 jute, 12 sisal, 13 kenaf, 14 bamboo 15 and banana 16 fibres) and also using bio-based substances (e.g. vegetable oils, 17 -19 rosin 20 and gallic acid 21 ) during the synthesis of epoxy resin. Some of the mentioned trends can be connected together. According to the literature, there are known epoxy composites, which contained synthetic and natural fibres – for example, sisal–jute–glass 22 or abaca–jute–glass/epoxy composites. 23 On the other hand, nanoadditives are an effective way of improvement of epoxy composites with natural fibres – for example, epoxy/flax composites with enhanced tensile strength resulted from the addition of montmorillonite. Moreover, an epoxy matrix of the mentioned composites was obtained, in part, from epoxidized soybean oil. 24
In the case of using nanoadditives as additional filler, silane-modified multi-walled carbon nanotubes were found as an effective way to enhance the tensile 2 and the flexural properties 3 of epoxy/carbon composites. Flexural properties can also be improved by the addition of amino-functionalized double-walled carbon nanotubes 4 or montmorillonite. 7 Addition of organo-modified montmorillonite enhanced tensile strength and abrasion resistance. 8 It was also found that halloysite nanotubes 6 enhanced interlaminar shear strength of epoxy/carbon composites. Amino-functionalized multi-walled carbon nanotubes 5 and fluorohectorite 9 improved the flexural properties of epoxy/glass composites.
Nanoadditives are an effective way to improve mechanical properties due to the high-specific area. However, it increases both the costs of materials and polymer system viscosity, which caused some difficulties in the manufacturing of composites. There are numerous research works that have focused on investigating the influence of particle size on mechanical properties of polymer matrix composites. 25,26 Submicron-sized particles can be defined as particulate fillers, which has an average diameter below 1 µm but higher than 0.1 µm (100 nm). Submircon particles are compromised in the cost between micro- and nano-particles, but it is important to investigate the effect of these particulate fillers on properties (e.g. tensile, flexural properties and wear properties) of composites. On the other hand, it is important to develop the suitable methods for obtaining fine incorporation of particles in the polymer matrix and also good adhesion between the particles’ surface and polymer chains.
Preparation of hybrid composites, containing fibrous and particulate fillers, is the way to modify the performance of polymer/fibre composites. The properties of hybrid polymer composites differed depending on the amount, kind (chemical composition), surface characteristic and size of the applied particulate filler. The main objective of this work was to investigate the effect of submicron metal (ZnO, TiO2) and non-metal oxide particles (SiO2) on mechanical and thermo-mechanical properties of epoxy/glass composites. The presented research is a continuation of our previous work, 27 where we focused on determining the effect of the above-mentioned submicron particles on the properties of unsaturated polyester/glass composites. The influence of different chemical structure of thermosetting polymer matrix (epoxy resin and unsaturated polyester resin) was investigated. Some similar trends were observed in the case described in this article epoxy matrix composites. In the present research, hardness and abrasion resistance of the prepared composites were additionally measured.
Experimental
Materials
The epoxy resin used was a diglycidyl ether of bisphenol-A EPIDIAN®5 (Z.Ch. Organika-Sarzyna S.A., Poland) with average molecular weight equals 400 g mol−1 and epoxy number 0.5 mol/100 g, which was confirmed by HCl/dioxane method. As a curing agent triethylenetetramine Z-1 (Z.Ch. Organika-Sarzyna S.A., Poland) was used. Three different submicron particles were used: zinc oxide (ANSER, Warsaw, Poland) with a diameter of 0.22 ± 0.3 µm and density 5.61 g cm−3, titanium dioxide (ANSER, Poland) with a diameter of 0.21 ± 0.3 µm and density 4.26 g cm−3 and silicon dioxide FRANSIL® 251 (Fransol, Paris, France) with a diameter of 0.19 ± 0.3 µm and density 2.20 g cm−3. Twill weave E-glass fabric STR-010-300-125 (Krosglass S.A., Krosno, Poland) with an areal weight 300 g m−2 was used as reinforcement. The average diameter of single fibre was 15 µm (determined by the Scanning Electron Microscopy (SEM) method).
Manufacturing
Submicron metal or non-metal oxide particles were dispersed into epoxy resin per calculated weight ratio (2 wt% or 4 wt%) using mechanical stirrer for 15 min. After homogenization curing agent was added in the calculated amount and the mixture was carefully mixed. The chemical reaction between epoxy resin and amine hardener is shown in Figure 3. Triethylenetramine has two primary and two secondary amine groups, so one molecule has six active hydrogens, which can react with epoxy groups. Formation of a three-dimensional cross-linked network is the result of the reaction between diglycidyl ether of bisphenol-A and polyamine triethylenetetramine (TETA). Composites were prepared using a hand lay-up method and consisted of six layers of glass fabric. The average content of glass fibres was in the range from 39 wt% to 41 wt%. Composites were cured at room temperature for 7 days and then mechanically cut. Reference samples (without submicron particles) were also prepared.
Samples were coded as ER-A-MF and EC-A-MF, where ER indicates liquid mixtures of submicron particles with epoxy resin and EC indicates epoxy/glass composites. The digit, denoted in general code by A, describes the amount of particles in the mixture with epoxy resin. Applied inorganic submicron particles are described by molecular formula (MF). Reference samples (without submicron particles) were coded as REF.
Testing
Viscosity of submicron particles mixtures with epoxy resin was measured using Brookfield R/S Plus cone/plate rheometer with the cone angle of 2°. The gap between the rotated cone and bottom plate was equal to 0.45 mm. Measurements took place at a temperature of 25°C and with shear rate 1 rad s−1. Selected temperature of measurement is a temperature of the composites manufacturing. Obtained results are average from 10 readings.
The analysis of composites cross-sections was carried out using a Quanta FEG Scanning Electron Microscope at 5 kV accelerating voltage. The investigations were conducted to determine the incorporation of submicron particles in prepared epoxy/glass composites.
Three-point bending tests were performed according to ISO 14125 using universal testing machine Zwick-Roell Z020 with a cross-head speed of 5 mm min−1. Span length of samples was 80 mm and the width was maintained at 25 mm. For all types of prepared composites, five samples were tested. Flexural strength, modulus and strain to failure were investigated.
Abrasion resistance was determined by using a Schopper–Schlobach instrument with an APGi circulating roller and abrasive cloth no. 60. The contact force of the sample to the surface of the cylinder was 10 N. The distance travelled by the sample was 40 m. Abrasion resistance is connected with the volume loss of the sample, and three specimens of each composite were tested. Shore hardness of composite samples was also measured using HPE Shore D Durometer (Zwick/Roell, Ulm, Germany). Ten readings at different points were taken.
Dynamic mechanical analysis was performed using the DMA Q800 analyser (TA Instruments[Please provide missing manufacturer location details for ‘TA Instruments’.]). Tests were conducted with a frequency of 1 Hz and at a heating rate of 5°C min−1 in the temperature range from 30°C to 200°C. Samples were cut to the dimensions of 40 × 10 × 4 mm3. Storage modulus, loss modulus and glass transition temperature were determined from the tests to evaluate the viscoelastic and damping properties of prepared hybrid epoxy/glass composites.
Results and discussion
The results of viscosity measurement for the prepared mixtures of epoxy resin EPIDIAN®5 and different submicron particles are given in Table 1. An increasing trend in viscosity was observed with increasing weight per cent of submicron particles in the mixture with epoxy resin. The growth of viscosity for the mixtures with 2 wt% of submicron particles was more visible in the case of both metal oxide particles (ZnO and TiO2). Higher concentration of the mentioned submicron particles resulted in a higher viscosity of the system. The analysing of results for mixtures with silicon dioxide showed that a higher content of particles caused significant growth of system viscosity. The highest viscosity was observed for the mixtures with 4 wt% of the mentioned non-metal oxide particles. The viscosity of prepared mixtures was determined, and a very low standard deviation for each mixture was observed, which can be a proof of good homogenization. If particles are improperly homogenized or agglomerates are formed, the standard deviation of viscosity measurement is high. The increasing of viscosity can result from good dispersion of the applied particulate fillers and its good interaction with polymer chains. Interaction between submicron particles and epoxy resin is probably connected with the high-specific surface area and the formation of hydrogen bonds.
Viscosity of epoxy resin mixtures with different submicron particles.
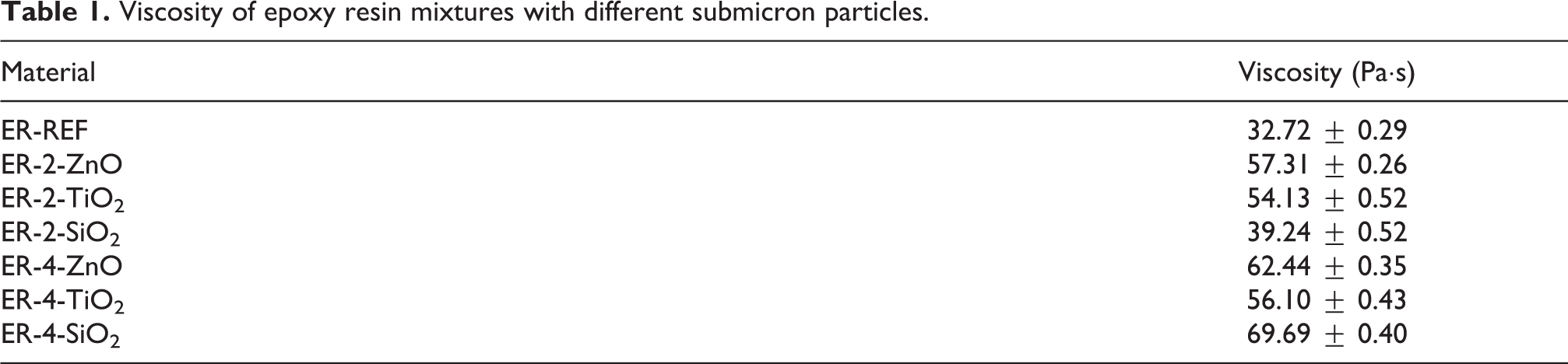
Figure 1 shows the scanning electron microphotographs of control samples (without a particulate filler). Cross-sections of composites with metal and non-metal oxide submicron particles are shown in Figures 2 and 3, respectively. The analysis of cross-sections of the prepared epoxy/glass composites showed good dispersion of the applied inorganic submicron-scaled particles in the epoxy matrix, that is, fillers are generally uniformly dispersed and aggregates of fillers are absent. Moreover, voids in the prepared cross-section are absent. Good adhesion of glass fibres to the polymer matrix is evident from Figure 1(a).

SEM microphotograph of epoxy/glass composites without submicron particles (reference samples). Both pictures presents the same material - different places of cross-section.
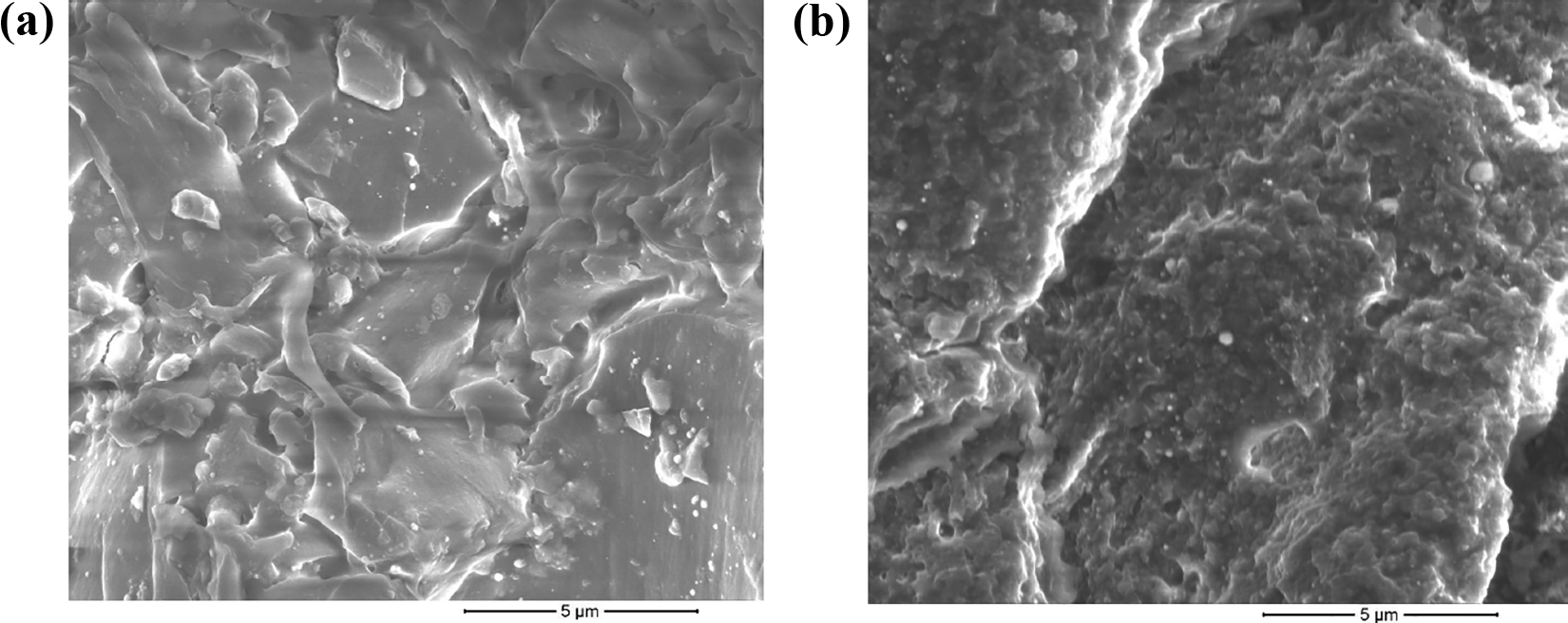
SEM microphotograph of epoxy/glass composites with: (a) 4 wt% ZnO and (b) 4 wt% TiO2.
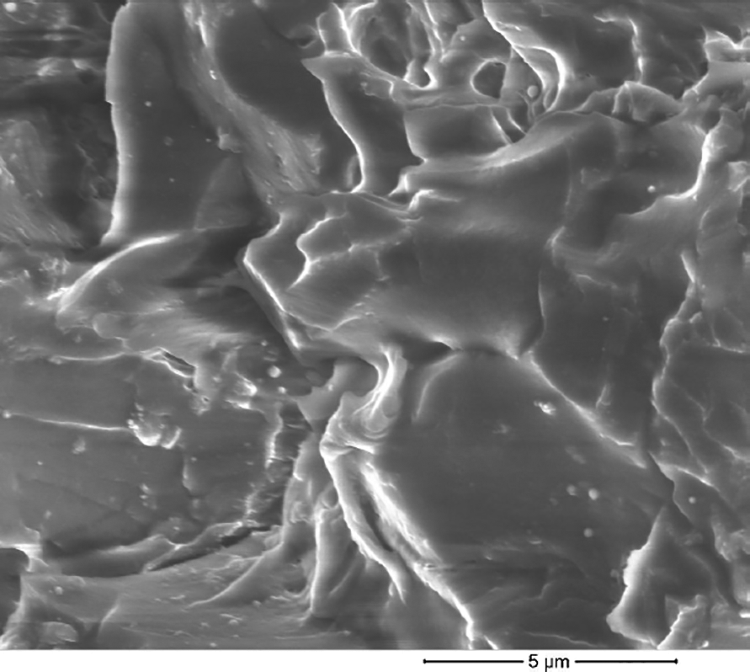
SEM microphotograph of epoxy/glass composites with 2 wt% SiO2.
The summary of the results from three-point bending tests is shown in Figures 4, 5 and 6. Composites with 2 wt% of ZnO or TiO2 exhibited comparable flexural strength to reference samples, but the flexural modulus was more than 15% higher in both fillers. Addition of 4 wt% of the mentioned particles to the epoxy matrix caused an increase in the flexural strength – 10.3% and 14.9%, respectively. Flexural modulus was also enhanced, but strain to break was reduced. In the case of composites with 2 wt% of SiO2, flexural strength and flexural modulus were improved – properly 23.3% and 23.7% in comparison with control samples. Higher addition of SiO2 resulted in decreased flexural properties. Improvement of flexural properties can be attributed to good dispersions of the particulate filler in epoxy resin and good bonding between polymer chains and the surface of particles. The other factor, which can be connected with the observed trend is a high surface area of submicron particles, which resulted in higher surface adhesion between the filler and polymer matrix. The improvement of the mechanical properties is straightly related to filler-dependent factors, that is, size, density, surface area, mechanical characteristic, and interaction between the particle surface and polymer chains, so the obtained results are connected with the specific chemical, physical and mechanical interaction between filler and polymer matrix.

Effect of different particles content on the flexural strength of epoxy/glass composites.

Effect of different particles content on the flexural modulus of epoxy/glass composites.

Effect of different particles content on the flexural strain of epoxy/glass composites.
In our previous study 27 concerning unsaturated polyester/glass composites, the highest value of flexural strength and modulus were also observed in the case of applying titanium dioxide as an additional particulate filler. On the other hand, in the present work, the results showed that the optimal concentration of TiO2 in the mixture with epoxy resin is 4 wt%, not 2 wt% as in the case of unsaturated polyester/glass composites. It can result from the better affinity of the applied metal oxide submicron particles to unsaturated polyester resin (unsaturated orthophthalic polyester resin in styrene monomer) than in case of epoxy resin. Moreover, the current study also suggests better interaction of silicon dioxide with epoxy resin, because the improvement of flexural strength and modulus was achieved. Addition of submicron SiO2 to polyester/glass composites resulted in decreased flexural properties. 27
The results from the dynamic mechanical analysis are shown in Figures 7, 8 and 9. Materials for this investigation were selected on the basis of the results of flexural test. The main criterion was the highest value of flexural strength in each group of the prepared composites. Reference composites were also tested. Composites with 4 wt% of TiO2 exhibited the greatest improvement of storage modulus in comparison with reference samples. For the composites with 4 wt% of ZnO enhancement of storage modulus was also observed. Good incorporation of the particulate filler and interaction between the surface of particles and polymer chains resulted in an increase in composite stiffness. The obtained results also confirmed good affinity of the applied metal oxide particles to the epoxy matrix. It should be pointed out that the affinity between matrix and filler varies between fillers probably due to characteristics of filler surface, including, for example, presence of hydroxyl groups, surface roughness and mechanical performance. Similar trends were also observed in our previous study concerning unsaturated polyester/glass composites. 27 The main difference is connected with composites which contained silica as an additional filler. In the present study, an increase in storage modulus was observed, which can suggest a better affinity of the applied silica to the epoxy matrix than in the case of unsaturated polyester resin.

Storage modulus versus temperature response of epoxy/glass composites with different inorganic particles.
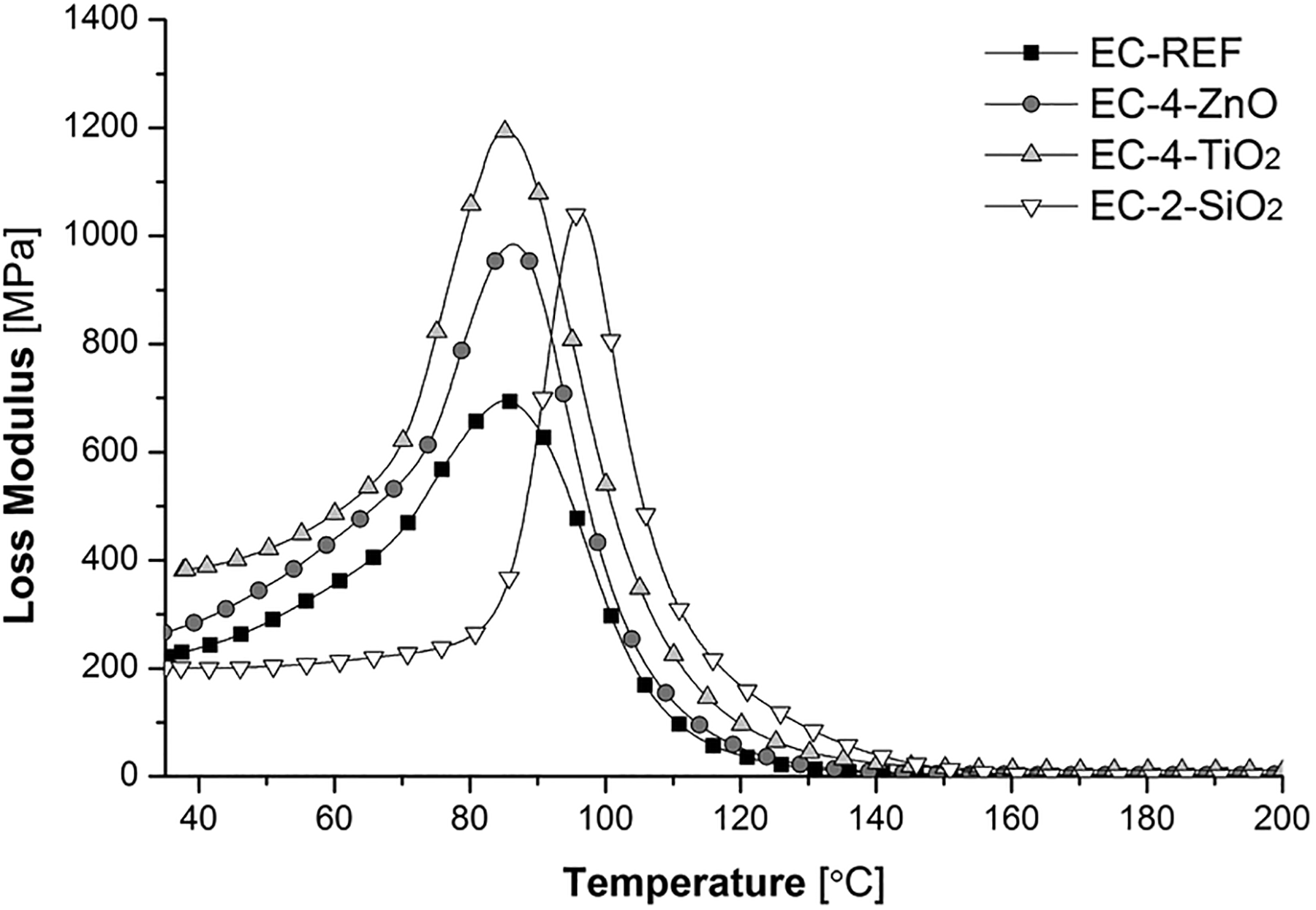
Loss modulus versus temperature response of epoxy/glass composites with different inorganic particles.

Tan δ versus temperature response of epoxy/glass composites with different inorganic particles.
Fine dispersion of particles resulted in a higher amount of energy which is dissipated as heat by the composite, and this energy is indicated by loss modulus. As shown in Figure 8, the improvement of loss modulus was obtained in all investigated samples, and the highest value was obtained in the case of titanium dioxide. This trend can be attributed to fine incorporation of the applied submicron particles in epoxy and also to proper interaction between the filler and the polymer matrix. The mentioned facts are related to an effective load transfer from the epoxy matrix to submicron-scaled particles. In comparison with the previous study, 27 it was also found that ZnO and TiO2 possess a better affinity to the applied thermosetting resins, which resulted in a higher loss modulus than observed for control samples.
The glass transition temperature of the composite is determined by the maximum tangent δ peak. In the case of metal oxide particles, a negligible influence was observed. Addition of 2 wt% SiO2 to the epoxy matrix resulted in higher T g, which can be attributed to a reduction in the mobility of polymer chains. The applied submicron silica particles possess the lowest average diameter and density, which resulted in a higher contact area between the polymer chains and the filler. Similar behaviour was observed in the case of unsaturated polyester/glass composites, which were the object of our earlier study. 27
Addition of powder fillers to epoxy resin resulted in a higher glass transition temperature of epoxy/glass composites. The greatest shift of T g was observed for the composites with 2 wt% of SiO2. Increased T g probably results from good bonding of the particulate fillers with epoxy matrix, which reduces the polymer chain motions.
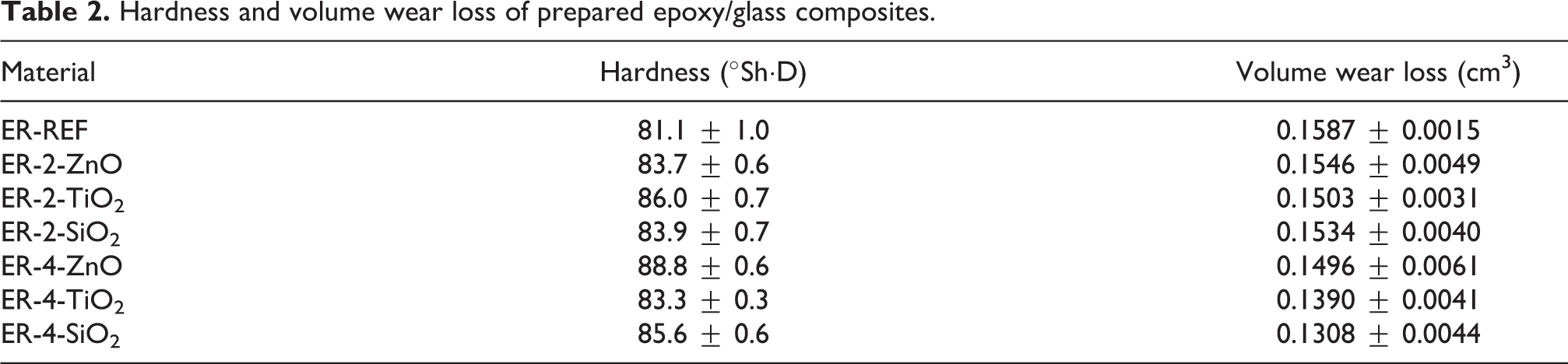
Hardness and volume wear loss of the obtained epoxy/glass composites are summarized in Table 2. Analysis of the obtained results showed that hardness of composites increasing and volume wear loss decreasing with a growing content of submicron particles. The decreasing of volume wear loss is connected with increasing abrasion resistance. Higher values of hardness were obtained for the composites with metal oxide submicron particles. Decreased mobility of polymer chains due to the presence of hard ceramic resulted in the increased hardness of the composites. Moreover, the high surface area of the applied submicron particles and its good adhesion to the epoxy matrix can also cause enhancement of hardness and abrasion resistance. The highest improvement in abrasion resistance was obtained for the composites with silicon dioxide, especially in the case of 4 wt% of the mentioned filler, which was expected due to the high hardness of silica.
Hardness and volume wear loss of prepared epoxy/glass composites.
Conclusions
In this research, the effect of different submicron metal and non-metal oxide particles on mechanical and thermo-mechanical properties of epoxy/glass composites was investigated. The composites were prepared using the hand lay-up method and contained ca. 39–41 wt% of glass fibres (in the form of twill weave E-glass fabric). The content of the applied particulate fillers was calculated to obtain 2 wt% or 4 wt% of submicron particles in the epoxy matrix. The obtained results indicate that applied metal oxide particles (ZnO and TiO2) improved the flexural strength of modulus of the prepared composites – especially in the case of 4 wt% TiO2 in the epoxy matrix. It was also found that storage and loss modulus were also improved. The observed trends are connected with a good incorporation of the mentioned submicron particles in the epoxy matrix, which was confirmed by SEM analysis. On the other hand, the obtained results are probably related to the good affinity of the applied metal oxide particles to the epoxy matrix. Similar results were observed for unsaturated polyester/glass composites, described in our previous work. 27 The main difference is connected with the amount of particles, which caused an improvement of mechanical and thermo-mechanical properties – in the present study, the highest values were observed for 4 wt% of particles in the polymer matrix. Moreover, applying the mentioned particles also resulted in the enhancement of hardness and abrasion resistance of epoxy/glass composites.
In the case of silica submicron particles, improvement in mechanical and thermo-mechanical properties was observed for 2 wt% of the particulate filler in the polymer matrix. The lowest average diameter and density of SiO2 particles, in comparison with other applied particles, enlarged the contact area of the filler with the polymer matrix. Presence of hard inorganic particles resulted in a reduction of polymer chains mobility, which can cause a significant improvement of abrasion resistance. An increase in glass transition temperature is also related to the above-mentioned fact. The present study showed that the applied silica particles probably possess a better affinity to epoxy resin than to unsaturated polyester resin, which was the object of our earlier study. 27
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.