
Abstract
Rising environmental concerns and depletion of petrochemical resources have resulted in an increased interest in biodegradable natural fiber-reinforced polymer composites. In this research work, jute fiber has been used as a reinforcement and polylactic acid (PLA) as the matrix material to develop jute/PLA green composites with the help of compression molding technique. The effect of fiber volume fraction ranging from 25% to 50% and curing temperature ranging from 160°C to 180°C on different samples were investigated for mechanical properties and water absorption. Results obtained from various tests indicate that with an increase in the fiber volume fraction, tensile and flexural strength increases till 30% fiber fraction, thereafter decreases with further increase in fiber content. Maximum tensile and flexural strength of jute/PLA composites was obtained with 30% fiber volume fraction at 160°C curing temperature. The trend obtained from mechanical properties is further justified through the study of surface morphology using scanning electron microscopy.
Keywords
Introduction
Composite materials are extensively used in numerous applications in the area of structural, automotive, aerospace, and other households because of their advantages of being lightweight and cost-effective, but conventional fiber-reinforced plastics often have problems to the environment during the recycling process. These issues force the research to develop biodegradable composites which can degrade easily. These composites are advantageous over the conventional glass fiber composites because of their lightweight and environment-friendly nature. 1 Green composites are biodegradable composites consisting of natural fibers that act as the reinforcing material and the natural polymer that acts as the matrix material. They are broadly classified into two categories such as completely biodegradable composites and partially biodegradable composites. Both the constituents of completely biodegradable green composites are derived from the natural resources like jute/polylactic acid (PLA) composite and in partially biodegradable composites, one of the constituents are derived from a natural resource like jute/epoxy composites. 2
A lot of researchers have developed the natural fiber-reinforced plastics composites and investigated the mechanical properties. One study stated the enhancement in the mechanical characterization results by incorporating coconut coir in comparison to other fillers in glass/epoxy composites. 3 Improvement in the wear behavior has also been reported 4 after the addition of sisal, Grewia optiva, and nettle fibers in the PLA matrix. Mechanical properties of polymer composite depend on different factors such as fiber volume fraction, curing temperature, and type of fiber. Study on the influence of different curing temperature ranges on mechanical properties of jute/epoxy composites reported that 100°C is the optimum temperature to develop the composites with higher tensile and flexural strength in comparison to other temperature ranges. 5
The rise in the tensile strength depends upon the temperature in the heating stage. 6 Researchers also revealed that properties such as tensile and flexural strength increases with increase in fiber volume fraction in polymer-reinforced composites. Best mechanical properties have been recorded at 30% fiber content in the polymer composites. 7 Nam and Netravali 8 investigated the mechanical and thermal properties of ramie fiber and observed the average tensile strength of 627 MPa with Young’s modulus of 31.8 GPa. The optimum temperature for the application of ramie fiber as reinforcement is 160°C. After investigating the mechanical properties of ramie fiber, green composites were developed with the help of soy protein concentrate resin and investigate their mechanical properties and found that optimum properties were recorded at 120°C curing temperature. 9 Among all the natural fibers, jute fiber is having the maximum tensile strength of 393 MPa 10 and easily available and cheaper in cost. A lot of researchers develop the green composites with the use of jute fiber as reinforcement. Masoodi and Pillai 11 studied the compared the moisture absorption and swelling of composites developed by bio epoxy and ordinary epoxy and found that maximum water absorption of 17.5% and 26%, respectively, for the epoxy and bio epoxy with 40% jute fibers composites.
After the development of jute/PLA composites, efforts have been made to improve the mechanical properties with the help of different surface treatment of fibers. 12 The researcher reported that leaching out of non-cellulosic material and removal of lignin layer from the fibers after alkali treatment improves the interfacial bonding between the fiber and the matrix and hence shows the improvement in the tensile and flexural strength of jute/PLA composite. 13 -18
There are various possible applications of jute/PLA composite such as the construction sector, automotive industry, medical sector, and food packaging sector. These composites should be used in construction materials that need high tensile strength and stiffness such as ceiling floor, window, and wall partition. A rich applications of jute/PLA composites are in the automobile sector, especially applied in most of the parts of the car such as center console and trim, various damping and insulating parts, seat cushion parts, and door trim panels.
This article describes the research in which composites were developed with the use of woven jute fibers and PLA. Effect of fiber volume fraction ranging from 25% to 50% and curing temperature ranging from 160°C to 180°C on mechanical properties was investigated. Water absorption was assessed by measuring the amount of increase in weight after water uptake at the selected time. Scanning electron microscopy (SEM) analysis of tensile fractured specimens was carried out to understand the interfacial adhesion between fibers and matrix.
Experimental
Tensile strength of jute fibers
The properties of jute fibers such as tensile strength, Young’s modulus, and % elongation were measured using tensile test. The testing was carried out according to ASTM standard D3882. 19
Each fiber cut for 50 mm length was selected for this test. The test samples were prepared as shown in Figure 1(a). Each fiber was glued to the paper window with the help of epoxy resin. After getting dried, the samples were carefully clamped between the two jaws. Before the start of the test, the lateral part of the paper was cut as shown in Figure 1(b). The test was conducted on 40 fibers, and the average reading of tensile properties was taken. The gauge length and the crosshead speed were kept constant measuring 25 mm and 5 mm/min, respectively. The density of the jute fiber (1.3 g/cm3) was measured using a gas pycnometer. The observed tensile properties of jute fibers are presented in Table 1 and similar with the published data by the researchers. 8,20

(a) Schematic representation of the paper frame. (b) Jute fiber clamped in the jaws for the single-fiber tensile test.
Mechanical properties of jute fiber.

Materials and processing
The PLA used in this work was a commercial grade of 3052D in the granular form and purchased from Natur Tec India Pvt Ltd. Jute fibers were used in the form of the woven mat and purchased from the local market. Table 2 shows the properties of PLA. Jute fibers were composed of alpha-cellulose (60%), hemicellulose (21%), lignin (12%), fats and waxes (0.4%), pectin (0.2%), proteins/nitrogenous matter (0.80%), and ash (0.7%). 10
Properties of polylactic acid.
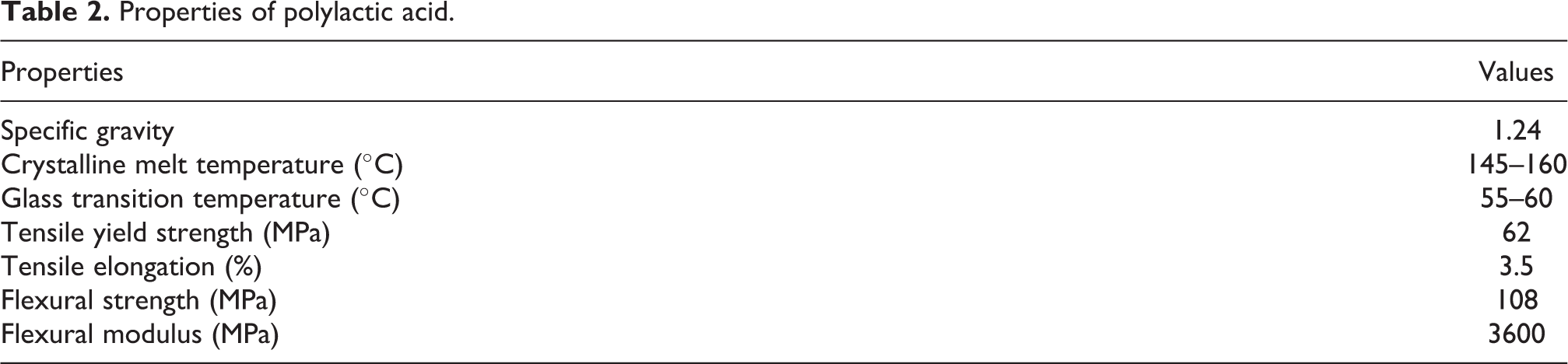
Figure 2(a) and (b) shows the PLA and jute fiber used in the study. The PLA granulates were used as received for the development of jute/PLA composites. Composites were developed with the help of compression molding technique.

(a) Woven jute mat. (b) Optical view of PLA in granular form.
The experimental setup consists of a metallic die with heating elements to heat the die at the required temperature, thermocouples used to calculate the die temperature, control units used to control the temperature of die and compression machine. The metallic die was designed in such a way to produce a sheet of 320 × 120 × 4 mm3 dimensions. Initially woven jute mats were cut as per the required size of the die cavity and were kept in the oven along with the defined quantity of PLA by weight to remove the moisture for 4 h at 80°C. Meanwhile, metallic die was set to heat at the specified temperature, which was further controlled by the thermocouples and control units. To avoid the sticking of PLA with a metallic die, Teflon sheet was used which act as a releasing agent.
The fiber content in terms of volume has been calculated as equation (1). 21

where V f is fiber volume fraction, W f is the weight of the fiber in composite, W is the weight of the developed composite, V is the volume of the developed composite, and p m is the density of matrix material.
Initially, fibers were weighed with the help of weighing machine and the weight of fibers was recorded to calculate the fiber volume fraction. In this study, three layers of jute fibers were used to develop the composites with different fiber volume fraction. After that Teflon sheet was placed in the cavity and the layer of PLA granules were spread over it. Distribution of PLA granules should be uniform in the complete cavity. Then, three layers of woven jute fibers were kept above the PLA layer and again defined amount of PLA granules was spread over the jute fibers, then the complete sandwich like structure was covered with Teflon sheet, and finally the die was closed with the help of an upper metallic die. The complete die was placed under the press, and 4 MPa of pressure was functional for 4 min, thereafter pressure was amplified to 6 MPa for 2 min at constant temperature and kept the die under the load for 15 min curing. The composites were cooled under the load. The developed composite was kept out from the die when the temperature reaches 80°C for further testing.
The same procedure was adopted to develop the jute fiber-reinforced polymer composites with different fiber volume fraction ranging from (25%, 30%, 35%, 40%, 45%, and 50%), with different curing temperatures having the range from (160°C, 170°C, and 180°C). Selection of the temperature range was decided on the basis of trail runs, and differential scanning calorimetry test was conducted which found that the melting temperature of PLA was 160°C, the upper range of the temperature was finalized based on the trials conducted which found that the fibers lose its strength because of burning at a higher temperature of 190°C. Figure 3 shows the method of developing fiber-reinforced polymer composites using compression molding.

Procedure for the development of green composites.
The weight of the developed laminates was recorded to find out the fiber volume fraction with the help of equation (1). Laminates are further cut according to the ASTM standards for further testing. Figure 4 shows the developed jute fiber-reinforced PLA composites.

Optical view of jute/PLA composite.
Tensile test
The tensile test was accomplished on the universal testing machine according to the ASTM standard D3039. 22 Specimens were cut according to the required dimensions of 250 × 25 × 4 mm3. All tensile tests were performed with the crosshead speed of 2 mm/min.
Figure 5(a) and (b) shows the fractured specimens of tensile and flexural test, respectively. Young’s modulus, tensile strength, yield load, and percentage elongation are the values recorded during the test.

Fractured (a) tensile and (b) flexural specimens.
Flexural test
Flexural strength of the developed jute/PLA composites was recorded using the three-point bend test which was executed on a universal testing machine (UTM) machine in accordance with the ASTM standard D790-02 23 with the dimensions as 120 × 15 × 4 mm3. Flexural strength of jute/PLA composites in comparison with neat PLA material was recorded and analyzed.
Hardness test
The hardness of the developed composites was calculated using a Barcol hardness tester and followed according to the ASTM standard D2583 24 procedure. Hardness is mainly used to record the degree of cure.
Water absorption test
The test was conducted in accordance with the ASTM D570-98 standard. 25 The developed specimens were cut according to the standard dimensions and were dried in the oven before the start of the test. Before the immersion of samples in water, the actual weight of the samples was taken and recorded. The samples were allowed to remain in water for 24 h and thereafter, all surface moisture was wiped out with a clean, dry cloth or tissue paper. All the specimens were again weighted with the help of weighing machine and recorded. Amount of moisture M (%), absorbed by each specimen was determined as mentioned in equation (2). 26

where M (%) is the moisture content in percentage, M 1 (g) is the weight of the wet sample, and M 0 (g) the initial weight of the sample.
Scanning electron microscopy
Morphological analysis was carried out to understand the interfacial adhesion between the matrix and the fibers and also figure out the mechanism of tensile failure of composites. The selection of the samples for the analysis was based on the lowest and highest value of tensile test results.
Results and discussion
Mechanical characterization of the composites
Tensile strength
Figure 6 shows the influence of fiber loading and curing temperature on the tensile strength of jute/PLA composites. The result shows that with the incorporation of woven jute fibers, the tensile strength of jute/PLA composites increased as compared to that of neat PLA. The tensile strength of pure PLA was noted as 40.55, 36.709, and 32.732 MPa which were developed at 160°C, 170°C, and 180°C, respectively.

Tensile strength of jute/PLA composites.
It is evident that neat PLA loses its tensile strength with a rise in the curing temperature. It is further observed that the tensile strength increases with the addition of fiber volume fraction in the composite till 30% thereafter reduced with a further increase in fiber loading in jute/PLA composites. The results also reveal that the maximum tensile strength of 64.133 MPa was recorded at 30% fiber volume fraction and at a 160°C curing temperature among all fiber loadings and curing temperature ranges. The maximum tensile strength of jute/PLA composites recorded as 64.133 MPa is much higher as compared to the strength mentioned by Hu et al. 27 for jute/PLA composite.
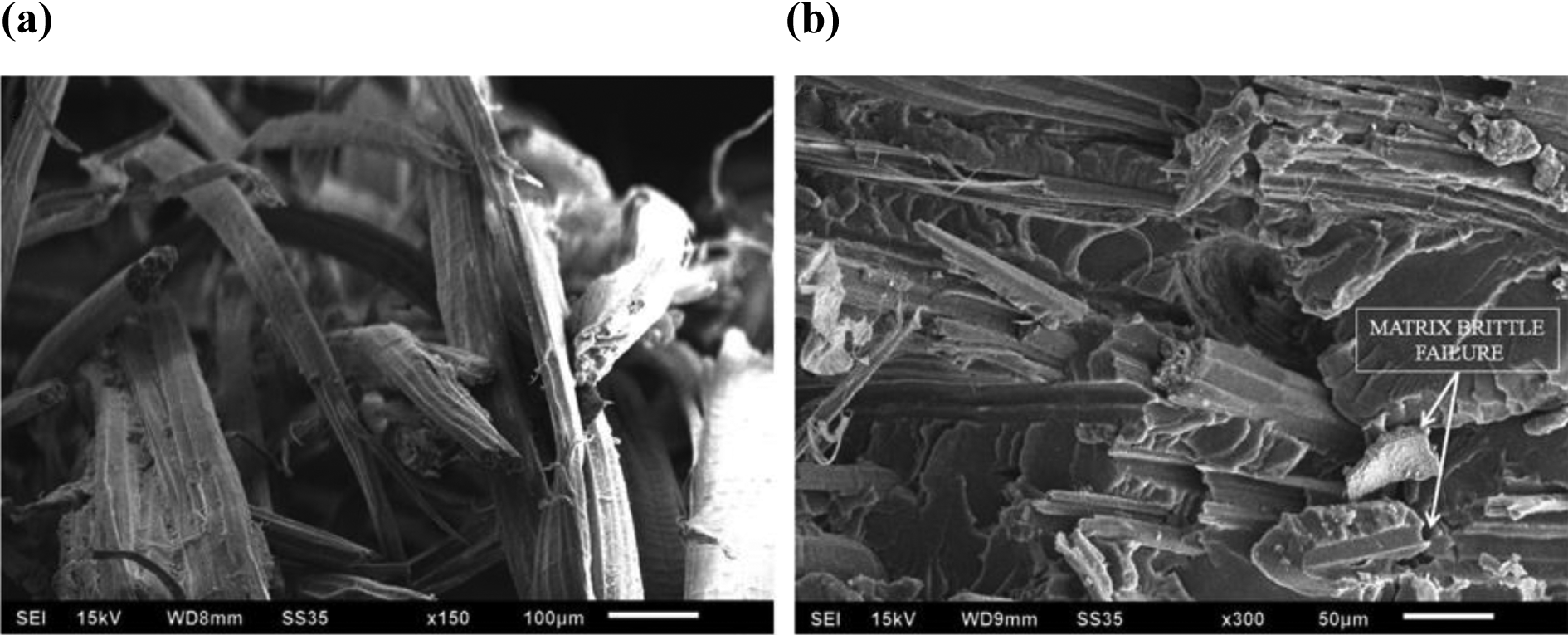
Figure 7 shows the SEM images of fractured tensile specimens of jute/PLA composites with 30% fiber volume fraction developed at 160°C curing temperature, and Figure 8 shows the SEM images of fractured tensile specimens of jute/PLA composites with 50% fiber volume fraction developed at 160°C curing temperature. From Figure 7(a), it is clearly observed that the PLA matrix shows the brittle failure as some cracks were developed during the tensile failure. Figures 7(b) and 8(b) clearly show the comparison of interfacial bonding between the fiber and the matrix at 30% and 50% fiber volume fraction. Poor interfacial bonding has been observed at 50% fiber volume fraction composite with a lower tensile strength of 23.588 MPa. The major reason is that of less wettability of fibers and high fiber volume fraction in the developed composite.
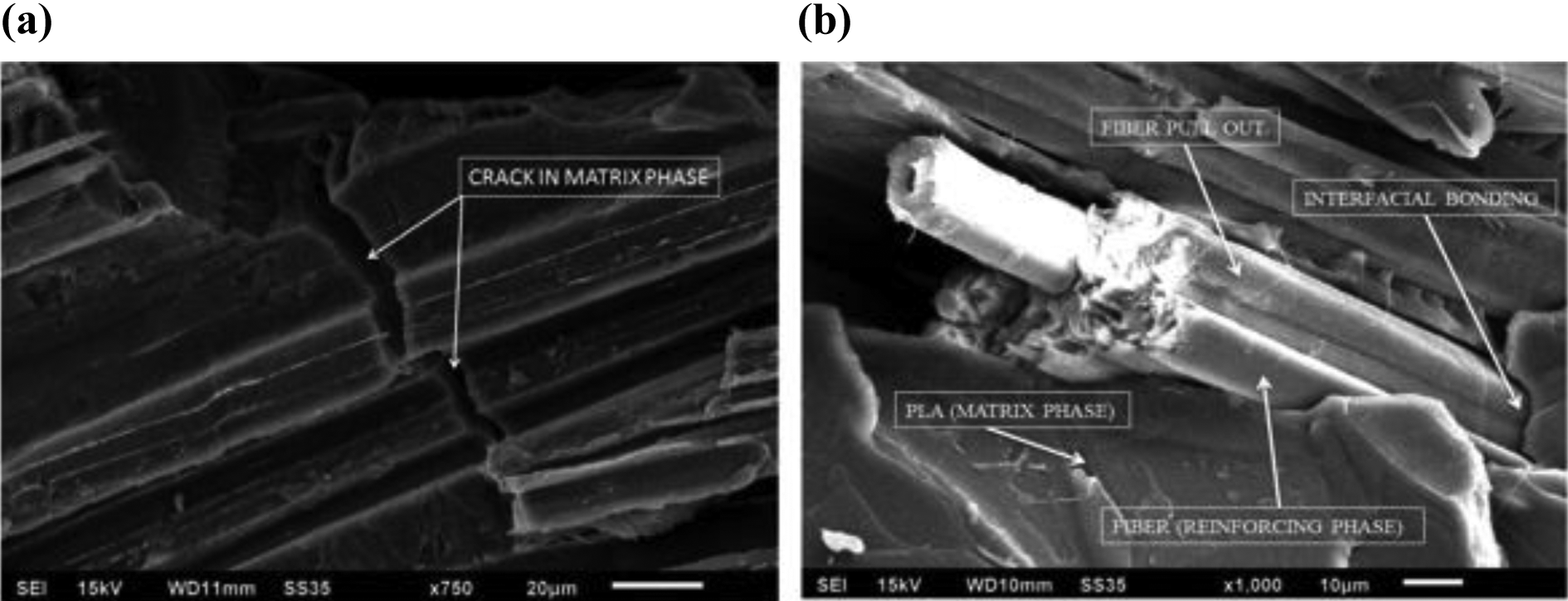
(a) and (b) SEM images of tensile fractured specimen developed at 160°C with 30% fiber volume fraction.

(a) and (b) SEM images of tensile fractured specimen developed at 160°C with 50% fiber volume fraction.
Figures 9 and 10 indicate the SEM micrographs of the fractured tensile specimens of the composite with 30% and 50% fiber volume fraction, respectively, developed at 170°C curing temperature. It is analyzed that weak fiber and matrix bonding leads to less tensile strength at 50% fiber volume fraction. Figure 10(a) clearly shows the weak interface between the fiber and the matrix as compared to bonding shown in Figure 9(a). It clearly shows that the interfacial bonding is one of the major factors affecting the mechanical strength of the composites. Curing temperature also plays a vital role in interfacial adhesion between the fiber and the matrix. 5

(a) and (b) SEM images of tensile fractured specimens developed at 170°C with 30% fiber volume fraction.

(a) and (b) SEM images of tensile fractured specimens developed at 170°C with 50% fiber volume fraction.
During the comparison of Figures 7(b) and 9(a), both these SEM micrographs are of the composites, developed at 30% fiber volume fraction at 160°C and 170°C curing temperature, respectively. It is observed that with the rise in the curing temperature, interfacial bonding between the fibers and the matrix reduces which leads to decrease in the tensile strength of the jute/PLA composites.
The tensile test result shows that jute/PLA composites show the brittle failure. As the concern of fracture mechanics, it was observed that initially the matrix fails, followed by fiber failure and fiber pullout. 1
The tensile strength of jute/PLA composites developed at 180°C was recorded as 50.495 MPa and 27.724 MPa. Figures 11 and 12 show the SEM micrographs of fractured tensile specimens of the composite with 30% and 50% fiber volume fraction, respectively, developed at 180°C curing temperature. From the SEM micrographs, it was observed that the fibers were completely pulled out from the matrix during the tensile load. Fiber pullout happened because of poor interfacial bonding between the fiber and the matrix.

(a) and (b) SEM images of tensile fractured specimens developed at 180°C with 30% fiber volume fraction.
(a) and (b) SEM images of tensile fractured specimens developed at 180°C with 50% fiber volume fraction.
Figure 12(a) and (b) shows fiber debonding and crack in the matrix which was reported by other researchers also. 20
Figure 13 shows the influence of fiber volume fraction and curing temperature on Young’s modulus of jute/PLA composites.
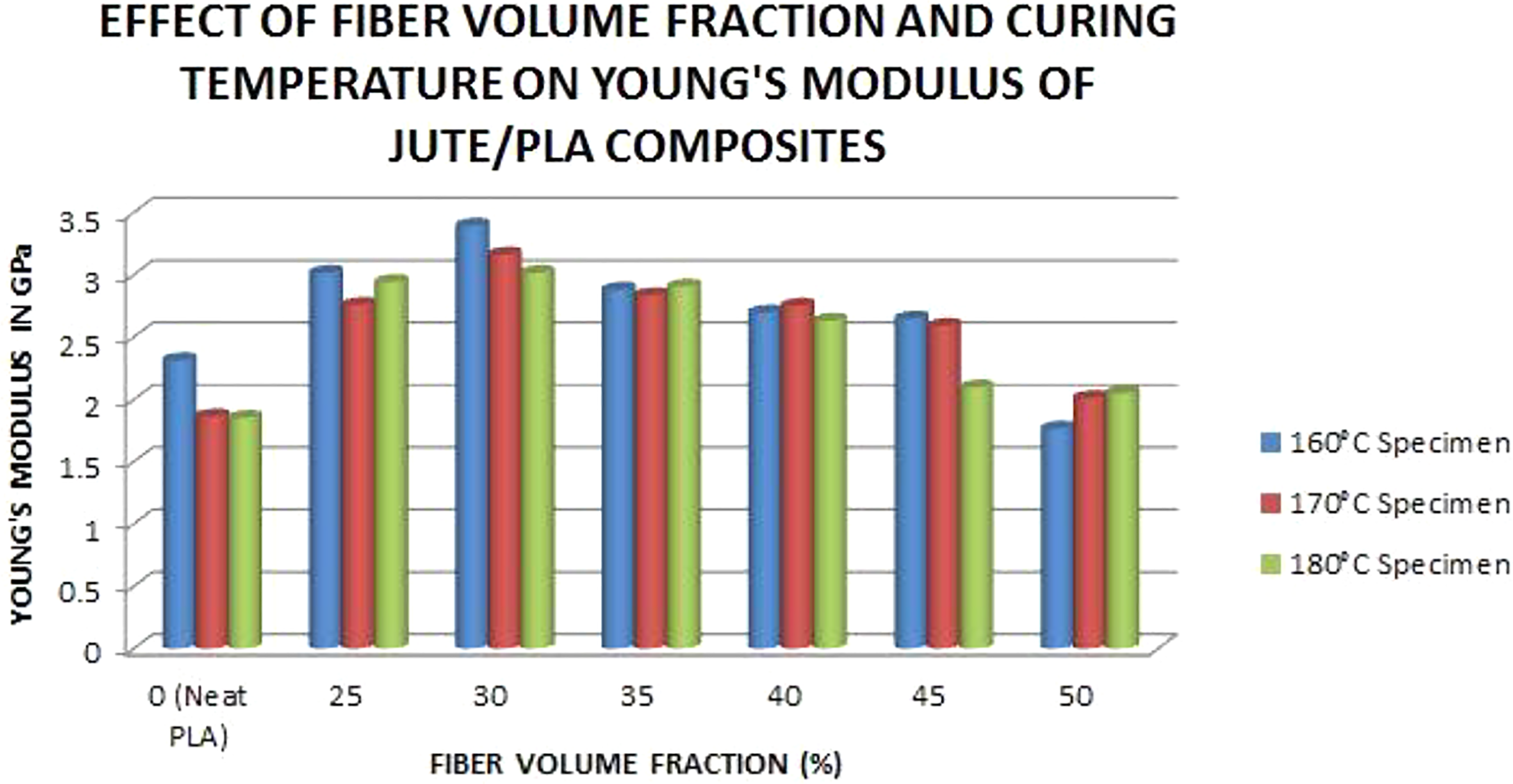
Young’s modulus of jute/PLA composites.
It was observed that with the increase in the fiber volume fraction, Young’s modulus increases till 30% volume fraction, thereafter decreases with further increase in fiber loading in jute/PLA composites. Maximum Young’s modulus of 3.393 GPa was recorded for 30% fiber volume fraction at 160°C as compared to other fiber loadings and curing temperature ranges.
Flexural strength
Flexural strength of the developed composites was calculated using the three-point bend test with the help of UTM machine. The result reveals that with an increase in the fiber content, flexural strength increases linearly and then decreases after achieving the maximum strength of 97.741 MPa at 30% fiber volume fraction. Maximum flexural strength of neat PLA was recorded as 65.531 MPa at 160°C. The results clearly show that with the reinforcement of fibers in the matrix, flexural strength increases. Figure 14 shows the variation in the flexural strength of jute/PLA composites with a variation of fiber content and curing temperature.
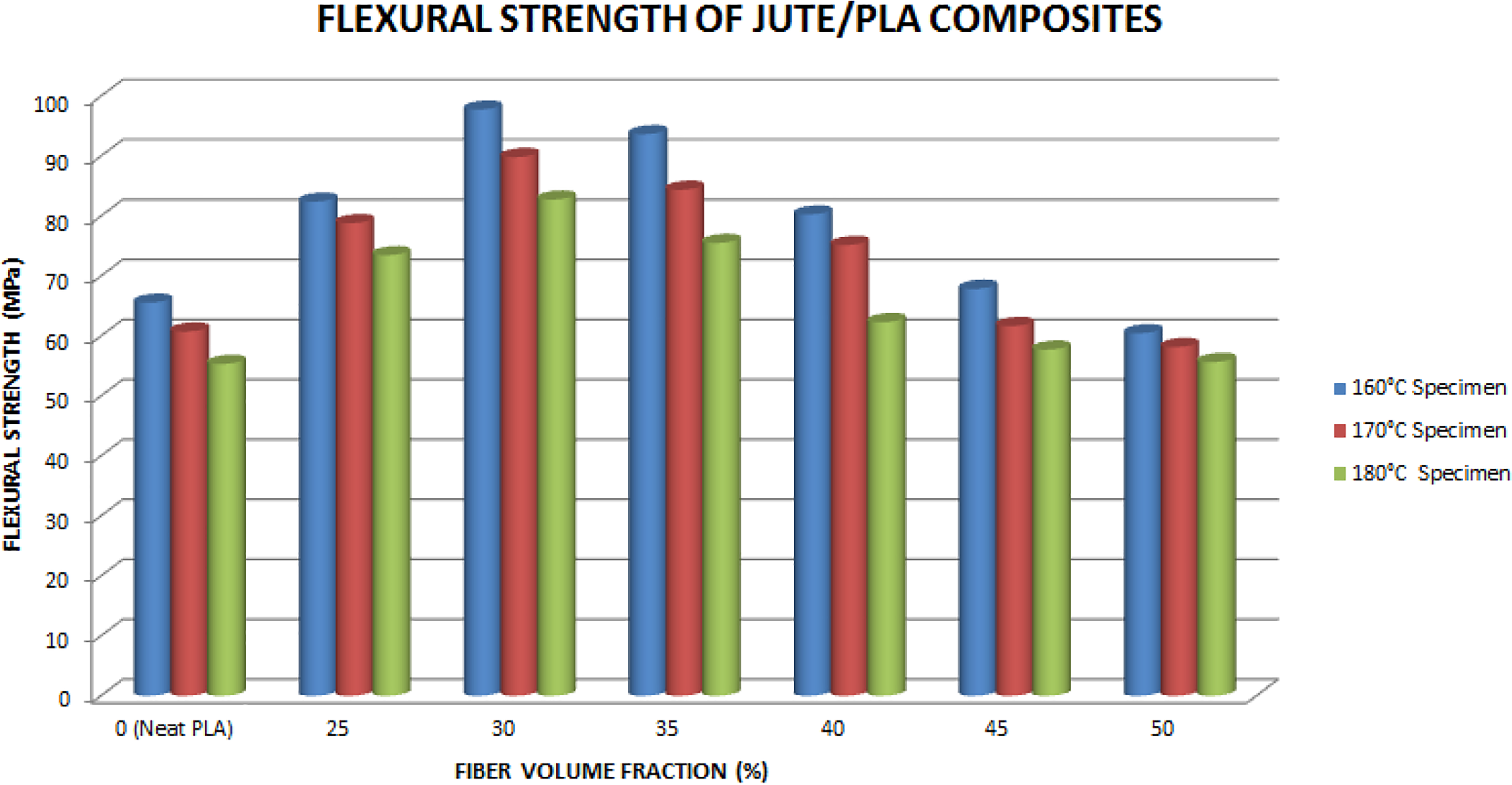
Effect of fiber volume fraction and curing temperature on flexural strength of jute/PLA composite.
Figure 15 shows the flexural modulus of jute/PLA composites. It was observed that flexural modulus increases with reinforcement of jute fibers. Maximum flexural modulus was recorded as 7.36 GPa at 30% fiber volume fraction and at 160°C curing temperature. A similar type of trend of flexural modulus and strength has been reported by other researchers also. The flexural strength mainly depends upon the percentage of reinforcement, 28 type of surface treatment of fibers, 29 and processing techniques used to develop these green composites.

Effect of fiber volume fraction and curing temperature on flexural modulus of jute/PLA composite.
Hardness
Figure 16 shows the hardness of jute/PLA composites with different fiber volume fraction and at the different curing temperature. The results show that Barcol hardness increases linearly with an increase in the fiber volume fraction and then drastically decreases after attaining the maximum value of 34.69 Barcol hardness number.

Effect of fiber volume fraction and curing temperature on hardness of jute/PLA composites.
A minimum of 12.1 Barcol hardness number has been recorded at 50% fiber volume fraction and at 180°C. Barcol hardness number 30 shows the degree of curing of the composite. Barcol hardness of neat PLA was recorded as 21.66 hardness number.
Water absorption
Percentage of water absorption was measured for all the composites fabricated with different fiber volume fraction and at different curing temperatures. Figure 17 shows the percentage variation of water absorption of all the composites, and it was observed that the percentage of water absorbed increases with an increase in the fiber volume fraction.
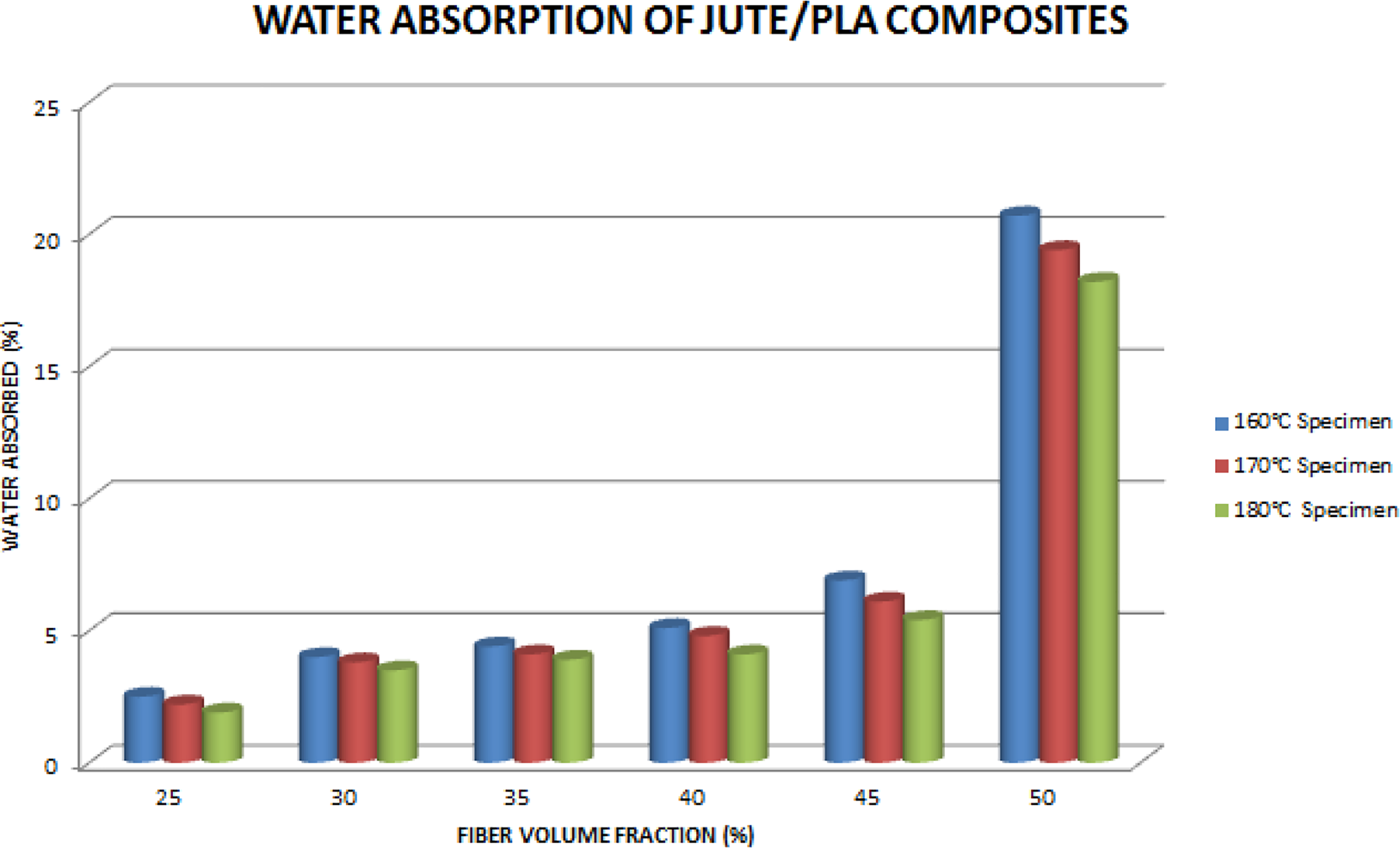
Effect of fiber volume fraction on water absorption of jute/PLA composites.
Maximum of 20.7% water was absorbed by the composite with 50% fiber volume fraction and which was cured at 160°C temperature. The water uptake may affect the mechanical properties of fabricated composites. Some of the researchers reported that water uptake affects the mechanical properties of green composites. 31
Conclusion
The following conclusions have been drawn from this research: Results revealed that mechanical properties have improved due to the reinforcement of jute fibers in the PLA matrix. Testing results show that with an increase in the fiber volume fraction, tensile strength, flexural strength, and hardness increases linearly till 30% fiber volume fraction and then drastically decreases with further increase in the fiber content. Maximum tensile strength of 64.133 MPa was recorded at 160°C curing temperature. Maximum flexural strength of 97.741 MPa was obtained with 30% fiber volume fraction of jute/PLA composite developed at 160°C curing temperature. SEM of samples shows the brittle failure of jute/PLA composites and interfacial bonding between the fiber and the matrix decreases with increase in curing temperature from 160°C to 180°C. The decrease in the interfacial bonding may be because of thermal degradation of fibers at the higher temperature. The jute fiber-PLA composites are hydrophilic. Water uptake percentage increases as fiber content increases. Maximum of 20.7% water absorption was recorded for the developed composite with 50% fiber volume fraction at 160°C curing temperature. It clearly signifies that green composites are the future materials for industry and are eco-friendly in nature.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.