
Abstract
Polyamide 6.10 (PA) composites, reinforced with microcrystalline cellulose fibers, were prepared separately using two types of coupling agents, Exxelor VA1803 (VA) and Bondyram 7103 (BR), using extrusion followed by an injection molding process. The fiber loading was fixed to 30 wt%, whereas the coupling agent was fixed to 5 wt%. The properties of the composites were characterized by the tensile properties, impact testing, differential scanning calorimetry, dynamic thermomechanical, thermogravimetric, and X-ray diffraction analyses. The distribution of the fibers into the PA was examined by a scanning electron microscope. It was found that the VA improved the mechanical and thermomechanical properties slightly compared to BR-based samples. Overall, the structural, morphological, and thermal properties of the composites were also improved comparatively using VA.
Keywords
Introduction
Among the major engineering plastics, polyamide (PA) is an important polymer matrix for the preparation of composites for different applications such as buildings and constructions, packaging, electronics, engineering parts, automotive, consumer goods, housing, and sporting goods. PAs can be obtained from both petroleum and bio-based resources. There are different kinds of PAs available, depending on the structural differences in their backbone chains. For example, PA 6.10 and PA 11 can be obtained by varying the unit functional groups. Recently, PAs from bio-based resources have attracted interest by industrialists and manufacturers for some valuable and innovative products. Usually, PAs, for example, PA 6 and PA 6.6, possess high mechanical strength, excellent ductility, and good resistivity to chemicals and heat exposure, which is almost similar with PA 6.10 with some other additional benefits. In contrast, the bio-based polymers like PA 11 have some limitations, for example, lower melting temperature and thermomechanical properties, which are not up to the level of petroleum-based one. Therefore, improvement of their properties and further study on them are required. Addition of different kinds of fillers and blending with other polymers have been investigated to solve this issue. 1 -3
Several kinds of fillers such as calcium carbonate, silica, mica, talc, carbon fiber, and glass fiber have been used with PAs to improve different properties. Recently, low-cost and renewable natural fibers got increasing attention as a reinforcing agent for different types of polymers. They are environmentally friendly and can replace the inorganic fillers. 4,5 The natural fibers are cellulosic materials and exhibit very good performances as a reinforcing agent to the polymer matrices. The processing temperature of the composites based on natural fibers has limitation for some thermoplastics like polyethylene terephthalate and nylon due to lower thermal stability of the fiber. 6 -8 Therefore, polymers having melting points below or around 200°C can be used mostly for composite preparation using natural fibers. 9,10 Purified cellulose fiber has higher thermal stability than natural fiber and can be sustained near about 250°C. 6 -8 In the previous study, the cellulose fiber improved the Young’s modulus of PLA-based composite. 11 These fibers were also used for the preparation of PA 6- and PA 6.10-based composites. 12 A comparative study on different kinds of PA revealed a significant difference on the properties of the composites. 12,13
Microcrystalline cellulose (MCC) is an important material for food, composites, paper, and pharmaceutical industries. This material is thermally stable up to 300°C and commercially available at a lower price than synthetic fibers. This fiber was used successfully with polystyrene and polyethylene to prepare composites. 14 -16 In a previous study, the fiber loading was optimized and found 30 wt% was the best to provide better properties for an optimum percentage of Exxelor VA1803 (VA). 17 Therefore, the major aim of this research is to find the effect of incorporation of two types of coupling agent, namely VA and Bondyram7103 (BR) for the preparation of MCC fiber-based PA 6.10 composites in terms of mechanical, thermal, structural, and thermomechanical properties.
Experiment
Materials
PA 6.10 was used as the polymer matrix in this study. Both amorphous ethylene copolymer (VA) and olefin elastomer (BR) are functionalized with maleic anhydride and were used separately as a coupling agent. The MCC fiber, FD600/30, was kindly supplied by Rettenmeier, Germany. The used MCC was in the form of powder and white in color. It was a native cellulose fiber, processed from the softwood. The mean fiber length and diameter were 45 µm and 25 µm, respectively. The bulk density of the fiber was 222 g l−1. The chemical composition of the fiber includes alpha cellulose of 73.1%, hemicellulose of 9.1%, and lignin of 7.2%.
Preparation of composites
The composites were fabricated by extrusion and injection molding. The PA and coupling agents were dried (moisture content below 0.1 wt%) by an air dryer (TORO Systems, TR—Dry Jet Easy 15, Igensdorf, Germany), whereas the MCC was dried up to a moisture content below 1.0 wt% in an oven before extrusion. The nomenclature of different samples is presented in Table 1. The ingredients were extruded by a twin-screw extruder (model: ZSE 18 HPE, Leistritz, Nürnberg, Germany) at 240°C (screw diameter: 18 mm, screw speed: 200 r min−1, and process length: 40 days). The extruded samples were pelletized by a pelletizer (Scheer SGS 25-E, Progress Blvd, Kent, OH, USA) to a pellet size of 3 mm. The pelletized samples were processed with an injection molding machine (Klöckner Ferromatik FM85, Punjab, India) at 240°C (temperature: feeding zone = 50°C, compression zone = 190°C, metering zone = 240°C, nozzle = 235°C, and mold = 35°C; injection pressure: 600 bar; screw speed: 200 r min−1; injection time: 0.5 s; and cooling time: 30 s). The test specimen was prepared according to DIN EN ISO 527-1A.
The sample code and their respective formulation.

PA: polyamide; F: fiber; VA: Exxelor VA1803; BR: Bondyram 7103.
Tensile testing
The tensile testing was carried out at a speed of 5 mm min−1, according to EN ISO 527, using a Zwick Z 010 testing machine (Kennesaw, GA, USA). At least six specimens were tested, and an average value of the results was considered. The Young’s modulus, tensile strength, and elongation at break were evaluated.
Impact testing
An instrumented notched Charpy impact testing was carried out according to EN ISO 179-2. The specimens were notched using a CEAST notching machine (Instron, Singapore). The impact strength (IS) was determined using an instrumented Charpy impact pendulum (Zwick).
Dynamic thermomechanical analysis
The dynamic thermomechanical analysis was conducted by a dynamical mechanical analyzer (DMA 2980/Q800, TA Instruments, New Castle, England). The samples were analyzed in the dual cantilever clamped bending mode. The measurements were performed in different temperature ranges (50–150°C). The testing was conducted over a wide range of frequency (1, 3, and 10 Hz), with a constant heating rate (3°C min−1) and a constant oscillating amplitude. The heat deflection temperature (HDT) analysis was conducted by the DMA analyzer according to DIN EN ISO 75. The samples were analyzed with 1.8 MPa bending force and a heating rate of 2 C min−1. The HDT was measured at a fixed elongation of 2 mm.
Scanning electron microscopy
The surface morphology of the fractured samples of the composites was examined by a scanning electron microscope (SEM), Zeiss Ultra 55 plus (Munich, Germany). The fractured notched Charpy specimens were coated with gold, and the images were captured with a low level of magnification to obtain an overview of the fiber distribution and the fiber pullouts. To gain a closer look on the microlevel, the images with a higher magnification were selected.
X-Ray diffraction analysis
The structural property of the samples was measured by X-ray diffraction (XRD) analysis. For this purpose, a Rigaku Mini Flex II (Japan) was used with a tube current of 15 mA and operating voltage of 30 kV. The samples were scanned stepwise from 5° to 40° with scattering angle (2θ) using copper Kα radiation wavelength of 1.541 Å.
Thermogravimetric analysis
A thermogravimetric analyzer (TGA), TA Instrument (model-TA-Q500), was used to determine the thermal decomposition behaviur of the composites. The weight of the sample was 5 mg. The heating rate was 20°C min−1 for the temperature range of 30–600°C. The sample was put in a platinum pan for testing.
Differential scanning calorimetry
A differential scanning calorimeter (DSC), TA Instrument (model TA-Q1000), was used in a nitrogen atmosphere to evaluate the melting behavior of the composites. An aluminum pan was used for the testing with a heating rate of 10°C min−1 and temperature range of 30–410°C. The percentage of crystallinity (X dsc) was obtained using the following equation 18,19 :

where ΔH is the heat of fusion of sample, ΔH m represents the heat of fusion for 100% crystalline PA, and W is the mass fraction of the matrix. The heat of fusion was considered 190 J g−1 for the 100% crystalline PA. 20
Results and discussion
Mechanical property analysis
The tensile strength (TS) and tensile modulus (TM) of the samples are presented in Figures 1 and 2, respectively. The TS of the PA was 61.9 MPa, whereas that of PA30%F was 62.3 MPa. It was found that the TS of the composites changes slightly due to the incorporation of 30 wt% of MCC. The TS was decreased to 58.2 and 58.8 MPa for PA30%F 5%VA and PA30%F 5%BR, respectively. The properties are believed to be varied due to the grafting level of maleic anhydride with the coupling agent VA and BR. As for the high grafting level of maleic anhydride, the uses of both coupling agents can combine with more MCC, which can create a stress concentration and therefore, the resulted TS get reduced. On the other hand, significant changes were observed for the case of TM of the composites. The PA showed TM of 2516 MPa, which was improved by 51% for loading of 30 wt% of the fiber. The TM of the composite was 3802 MPa at 30 wt% of fiber loading. The TM was decreased to 3601 MPa due to the uses of VA, whereas it was decreased more to 3530 MPa due to the presence of BR. The level of grafting of VA and BR was basically responsible for the outcomes of the mechanical properties. The similar reason as mentioned for the TS. The elongation at break percentages of the sample during tensile testing was recorded. Table 2 represents the elongation at break percentages of the samples. The highest elongation percentage was 28% for PA. The incorporation of 30 wt% fiber reduced the value to 2.6%. The MCC-based composites in the presence of 5 wt% of VA and the same amount of BR showed the elongation at break percentage of 3.68% and 3.84%, respectively. This lower value indicates the higher stiffness and reduction of the elastic property.
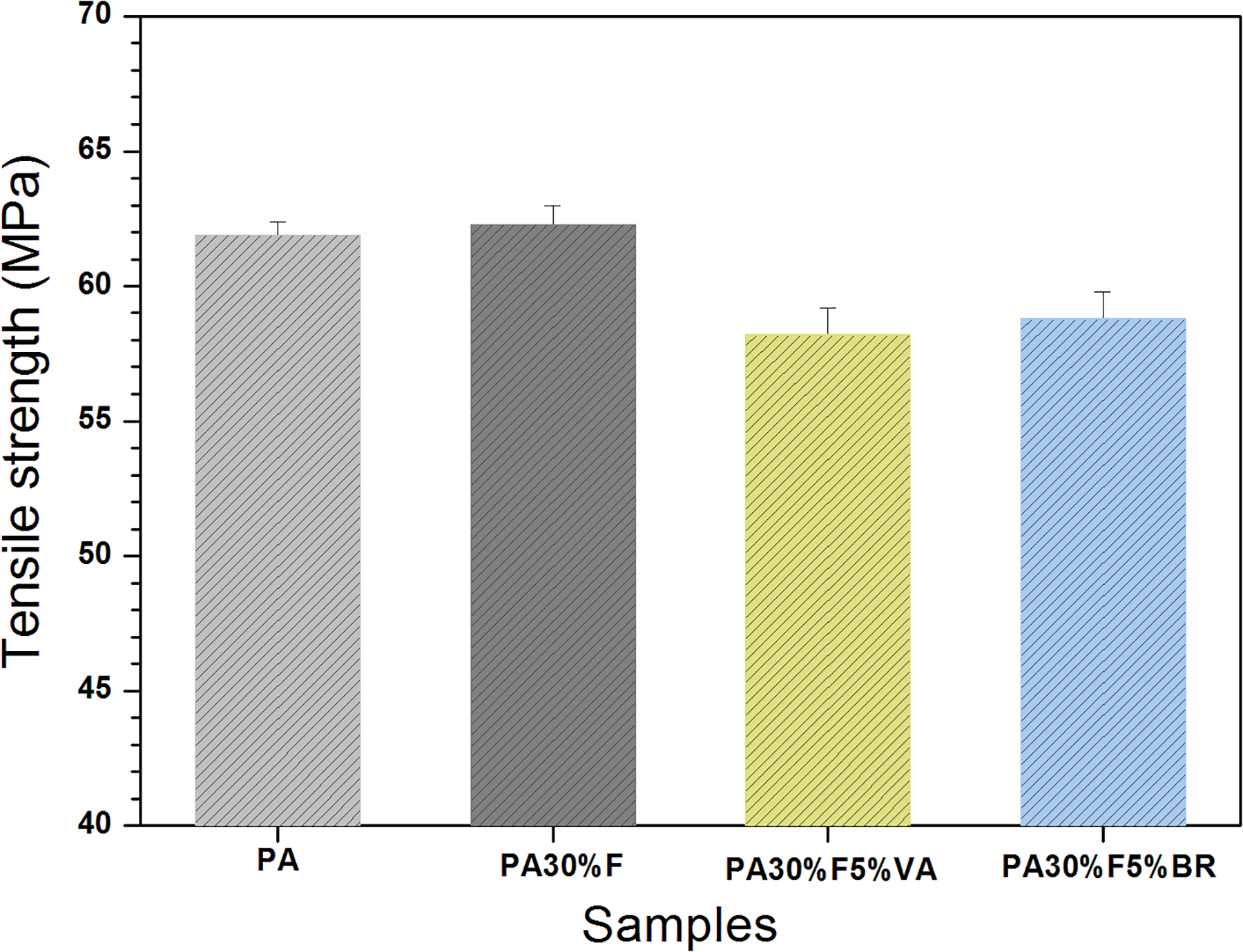
Tensile strength (MPa) of the samples.

Tensile modulus (MPa) of the samples.
Elongation at break (%), heat distortion temperature (°C), and crystallinity (%) of different samples.

PA: polyamide; F: fiber; VA: Exxelor VA1803; BR: Bondyram 7103; HDT: heat deflection temperature.
The IS of the samples is presented in Figure 3. The PA showed IS of 1.5 J m−2, which was increased by almost 53% (2.3 J m−2) due to 30 wt% of fiber loading. Further, 5 wt% of VA enhanced it to the maximum value of 3.8 J m−2, whereas 5 wt% of BR improved the IS to 3.0 J m−2. The improvement was reported, respectively, by 153% and 100%. Basically, these two coupling agents were used to improve the stiffness of the composites as the results seen that the TM and IS were improved significantly. Both the coupling agents are well-known as an impact modifier. Therefore, the purpose of using them was served. As the stiffness of the samples increased as seen from the higher TM values, which also reflects with their IS values. From the results, it is obvious that the maximum tolerable stress was not improved using MCC and both the coupling agents, but within the elastic region, they showed higher sustainability at a given applied load.

Impact strength (kJ m−2) of different samples.
Surface morphology
The distribution of the fibers in the polymer was examined by the SEM. The surface of PA, PA30%F, PA30%F 5%VA, and PA30%F 5%BR is presented in Figure 4(a), (b), (c), and (d), respectively. The PA showed an unremarkable surface in Figure 4(a), whereas the composites showed relatively uneven surface in Figure (b) to (d). In Figure 4(b) at 30 wt% fiber loading, a microfibrillar structure was created by the whisker-like MCC fibers. In the surface, some voids are visible, and the structure of the composites resembles like a 3-D structure, which is usually from a melt-casting manufacturing technique of polymer composites. 21 On the other hand, for the case of 5 wt% VA, the wettability of the fibers is increased, but the void was found due to high wettability and high flow of materials (Figure 4(c)). For the case of 5 wt% BR (Figure 4(d)), an improved interfacial adhesion between the matrix and the fibers was observed, resulting in a homogeneous distribution of the fiber with minimum or less void inside the matrix compared to 5 wt% VA-based sample (Figure 4(c)). In addition, compared to VA, the MA grafting level of BR is lower; therefore, the presence of that can show better interaction. Both coupling agents have the polar functional group in their backbone chain, for example, maleic anhydride. This polar functional group can easily make bond, at least, a hydrogen bond with the cellulose fiber, which contains a few hydroxyl groups. This assumption was supported by previously published articles. 19,22 The presence of amino groups in the polymer chain is another reason for better interaction between the fiber and the matrix in the presence of the coupling agent. The fiber and matrix ratio has an important role for void formation. If the fibers are distributed uniformly through the polymer, the chances for void formation are less.

SEM images of the samples: (a) PA, (b) PA30%F, (c) PA30%F VA, and (d) PA30%F BR.
Dynamic thermomechanical property analysis
The dynamic thermomechanical property analysis was performed using a dual cantilever method. The presence of VA and BR was evaluated in terms of storage modulus (E′), loss modulus (E″), and tan δ at elevated temperature. The behavior of E′, E″, and tan δ of the composites against temperature are illustrated in Figures 5, 6, and 7, respectively. Most of the polymeric samples do not exhibit the same property at different temperatures. Therefore, the mechanical properties of the composites were evaluated at an elevated temperature. From Figure 5, the HDT was more than 150°C for the case of all the composites including neat PA, observed at 0.45 MPa. On the other hand, at 1.8 MPa, the PA showed HDT of 58°C, which was increased to 113°C due to the loading of 30 wt% MCC fiber. This property interestingly increased for 30 wt% fiber-loaded composite probably due to homogenous distribution of the fibers into the PA. On further analysis with VA 1803-based composites, the HDT decreased to 89°C and 89.5° C. This is probably due to the lower HDT of VA.

Storage modulus (MPa) of the samples.
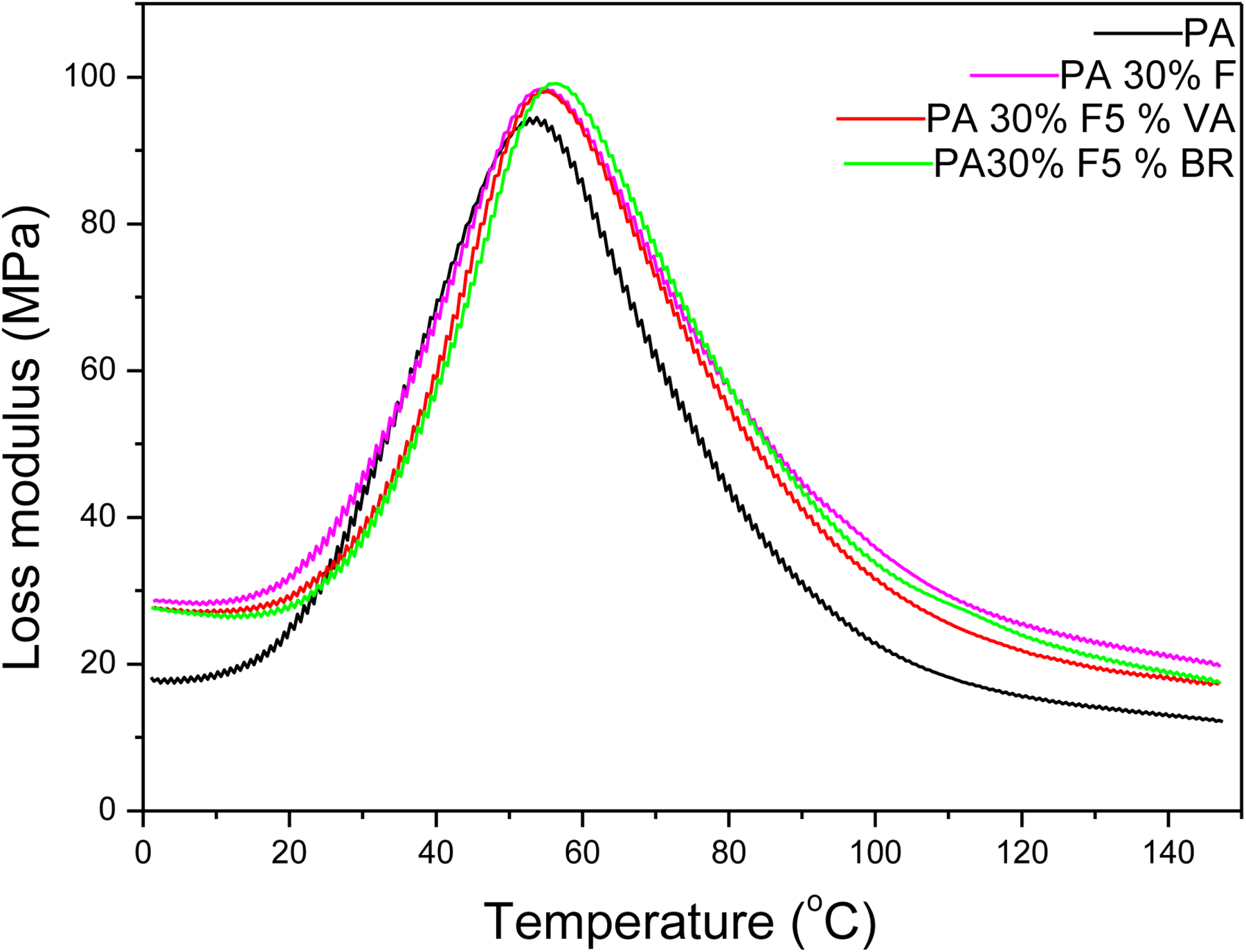
Loss modulus (MPa) of the samples.

Tan δ of the samples.
In addition, as for the high grafting level of maleic anhydride, the mechanical properties deteriorate slightly compared to MCC-based composites without coupling agent, which indicating lower fiber orientation and comparatively weaker interaction. Therefore, the HDT at 1.8 MPa became reduced. Almost similar results were observed for the case of BR-based samples. These values are higher than neat PA, but lower than MCC fiber-loaded (30 wt%) composite. This result implies that the incorporation of fillers into the PA influences HDT under loading.
The combination of glassy, glass transition, and rubbery properties was found in PA in Figures 5 and 6. In the glassy state, below temperature 20°C, the E′ did not change much for all the composites. After that, the property was decreasing due to a high percentage of crystallinity. The trend became strong because of polymeric chain mobility and high viscosity. 23,24 The behavior was consistent till the rubbery region at 120°C. Overall, the E′ was increased for all the samples. 25 At 30 wt% of fiber loading, the E′ decreased. The low thermal stability of VA is probably a reason for this behavior. After 100°C, the E′ was enhanced for all the composites.
The mechanical loss factor of different samples is illustrated in Figure 7. Table 3 presents the peak temperature (tan δ max) of all the samples. The glass transition temperature (T g) and energy dissipation behavior of the samples are highlighted. The neat PA showed the highest value of tan δ max as 11.36 × 10−2. At 30 wt% fiber loading, the highest value was 8.63 × 10−2. The dispersion of fiber strengthened the effect by showing the higher value of tan δ max. The increased contact area at higher loading improved the properties of the composites. On the other hand, 5 wt% VA containing samples showed the tan δ max value of 9.37 × 10−2 and 5 wt% BR containing sample showed a value of 9.08 × 10−2. These values may help to determine the imperfection in the elasticity. It can be predicted that the T g value of the composites shifted to a higher temperature, pointing the slower molecular mobility. Thus, for slower or reduced molecular mobility, the internal friction becomes less.
The peak temperatures of E″ and tan δ.

E″: loss modulus; PA: polyamide; F: fiber; VA: Exxelor VA1803; BR: Bondyram 7103.
Structural properties
The XRD diffractograms of the composites are presented in Figure 8. It is clearly seen that two major peaks are present in PA and PA30%F at around 20.8° and 22.45° due to the presence of both α and γ phase crystallites. The d-spacing was 0.39 and 0.44 nm, respectively, for these peaks. Two additional peaks at around 27.8° and 29.84° were observed due to fiber loading. The peak at 22.45° was shifted to 23.89° for 5 wt% of VA loading. On the other hand, the presence of 5 wt% of BR shifted the peak to 23.22°. As the orientation of the cellulose crystals into the polymer matrix depends on the uses or application of VA and BR, it may possible to vary the crystallinity index, which may result in shifting of the peaks slightly.
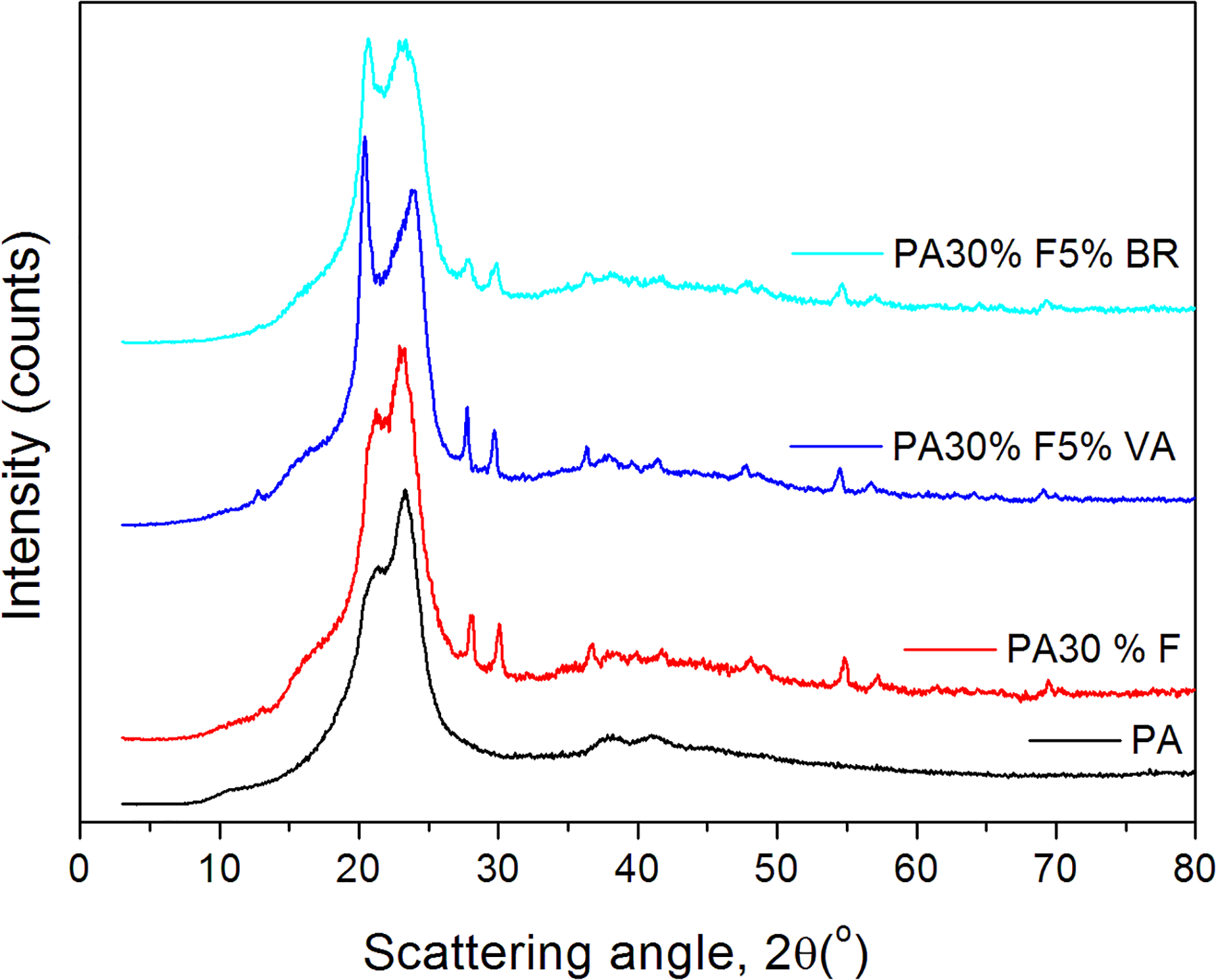
XRD diffractrograms of different samples.
Thermal properties
The TGA and derivative thermogravimetry thermograms of different samples are presented in Figures 9 and 10, respectively. The weight (%) versus temperature (°C) curve of PA is shown in Figure 9, which reveals that the onset degradation temperature was 410°C. The incorporation of fiber showed a double-stage degradation including onset degradation temperature at 300°C and 391°C, respectively. From the figure, no changes were observed due to the incorporation of both coupling agents. Around 50% mass loss occurred near the temperature of 450°C. The residues were 1.8% and 11.6% for the case of PA and 30 wt% fiber-based composite, respectively. Figure 10 shows the derivative weight (% °C−1) versus temperature (°C) of the samples. The T max1 was 447°C, which was reduced to around 443°C for all the composites. On the other hand, T max2 was 341°C for all the composites. The melting behavior of the samples was investigated via DSC analysis and is illustrated in Figure 11. The melting point of PA was 226°C, which was decreased to 224°C after incorporation of fibers. Further, the addition of 5 wt% of VA lowers the melting point to 221°C, whereas 5 wt% BR-based sample showed a value of 222°C. The crystallinity of PA was 26.7%, which was decreased to 19.0% with the inclusion of fiber. 18 Further, the crystallinity remains the same upon the inclusion of different coupling agents, VA and BR.
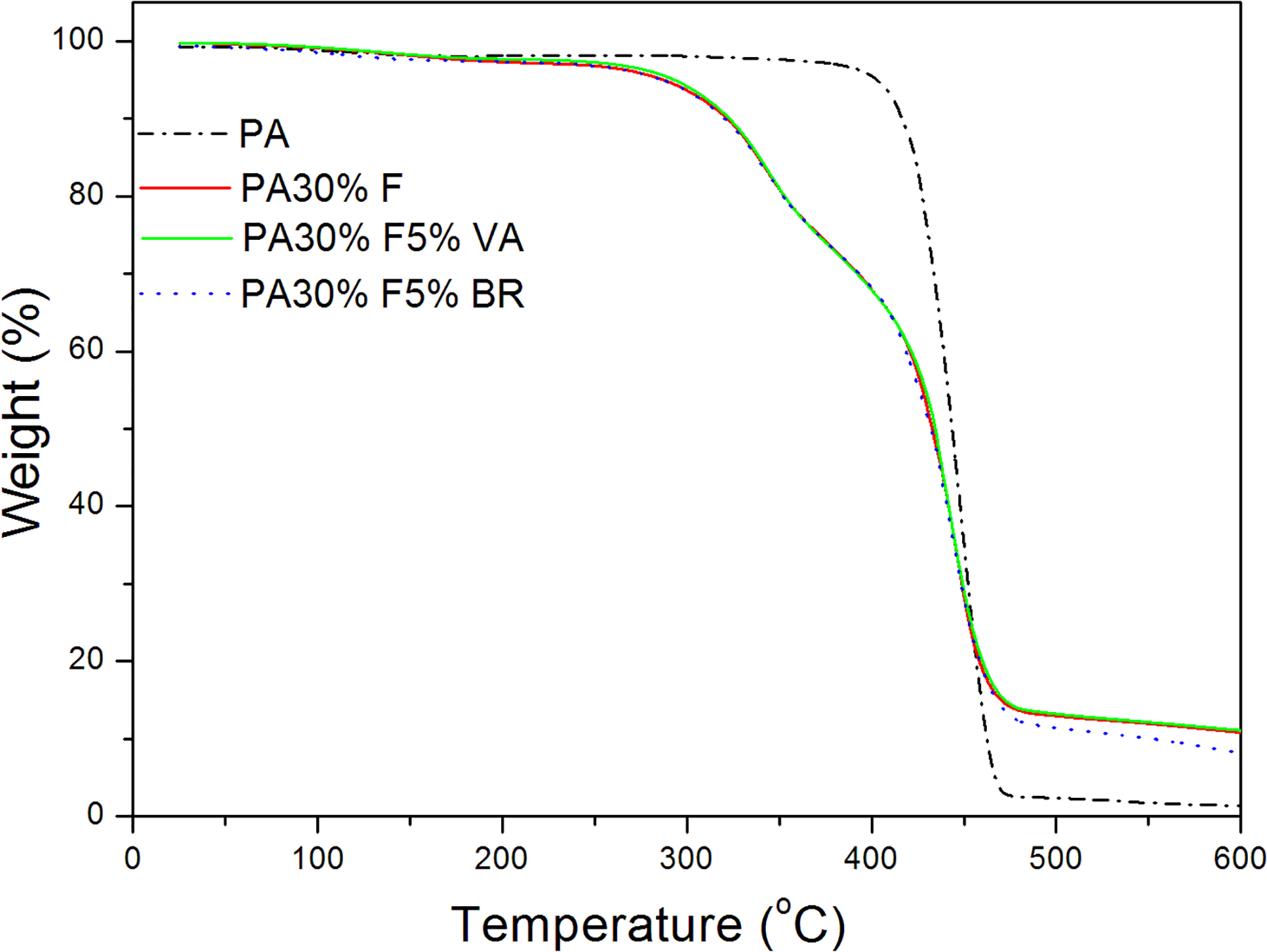
TGA thermograms of different samples: weight (%) versus temperature (°C).

DTG thermograms of different samples: derivative weight (% °C−1) versus temperature (°C).

DSC thermograms of different samples.
Conclusion
In this research, composites were prepared from PA 6.10, MCC, and different coupling agents, VA and BR, by extrusion and injection molding techniques. Fiber loading and coupling agent were fixed to 30 and 5 wt%, respectively. The effects of incorporation of MCC and different types of coupling agents were analyzed in terms of morphological, dynamic mechanical analysis, mechanical, structural, and thermal properties. It was found that the inclusion of VA was more effective compared to BR in terms of mechanical and thermomechanical properties of the composites, whereas the variation of coupling agent did not change the structural, morphological, crystalline, and thermal properties much. The comparative performance of the coupling agents can be predicted by their degree of grafting level through maleic anhydride.
Footnotes
Acknowledgments
The authors would like to thank the Hessen State Ministry of Higher Education, Research and the Arts-Initiative for the Development of Scientific and Economic Excellence (LOEWE) for the financial support of the special research project “Safer Materials.” Furthermore, the authors would like to thank the companies EVONIK industries and J. RETTENMAIER & SOHNE GmbH & Co. KG for providing materials for this investigation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.