
Abstract
In the first step of this study, purpose was to obtain and characterize cellulose nanocrystal (CNC) particles by applying sulfuric acid hydrolysis method to the starting material of microcrystalline cellulose (MCC) fibrils. After obtaining CNC particles via acid hydrolysis procedure, various analyses (SEM, DLS, FTIR, XRD, TGA) conducted revealed that average size of round shaped CNC particles was 38 nm with −30.4 mV Zeta potential value. They had monoclinic Cellulose-I crystal structure with Crystallinity Index of 80.6% and Crystallite Size of 3.39 nm. Their maximum thermal degradation temperature was 307°C with 23 wt% residue at 800°C. In the second step, the main aim was to investigate contribution of these obtained CNC particles when they were used as nano-reinforcement in polylactide (PLA) matrix biocomposites produced by industrially compatible melt mixing and shaping techniques. Mechanical tests revealed that when only 1 wt% CNC particles were incorporated into PLA matrix, increases in flexural strength and modulus were 29% and 51%; while increases in K IC and G IC fracture toughness values were 42% and 105%, respectively. Because, high degree of hydroxyl groups and presence of sulfate half-ester groups on the surfaces of CNC particles improved the interfacial interactions between the matrix and nano-reinforcement phase, leading to efficiency in strengthening and toughening mechanisms.
Keywords
Introduction
Cellulose, being the main building block of all plants, is the most abundant natural polymer structure. Due to its many particular properties including mechanical performance and biocompatibility, it is used for various purposes in many sectors. Although cellulose has been used in the form of macro-sized fibers or micron-sized fibrils for various applications, today there are many technological expectations if cellulose could be obtained as the nano-sized structure efficiently and economically.
There have been a tremendous number of investigations to obtain nano-sized cellulose structures by using various combinations of mechanical, chemical and biological techniques. Depending on the structure, morphology and production technique, these nano-sized structures are classified as “Cellulose Nanocrystals” (CNC) or “Cellulose Nanofibrils” (CNF) and sometimes as “Bacterial Nanocellulose” (BNC).1–3
Generally, as shown in Figure 1, cellulose nanocrystal (CNC) particles were isolated from certain micron-sized cellulosic resources by concentrated “acid hydrolysis” procedure. When process parameters are carefully determined during acid hydrolysis method, not only reduction in size take place; but also, amorphous and paracrystalline domains are eliminated. Schematic of the sulfuric acid hydrolysis method to obtain cellulose nanocrystal (CNC) particles.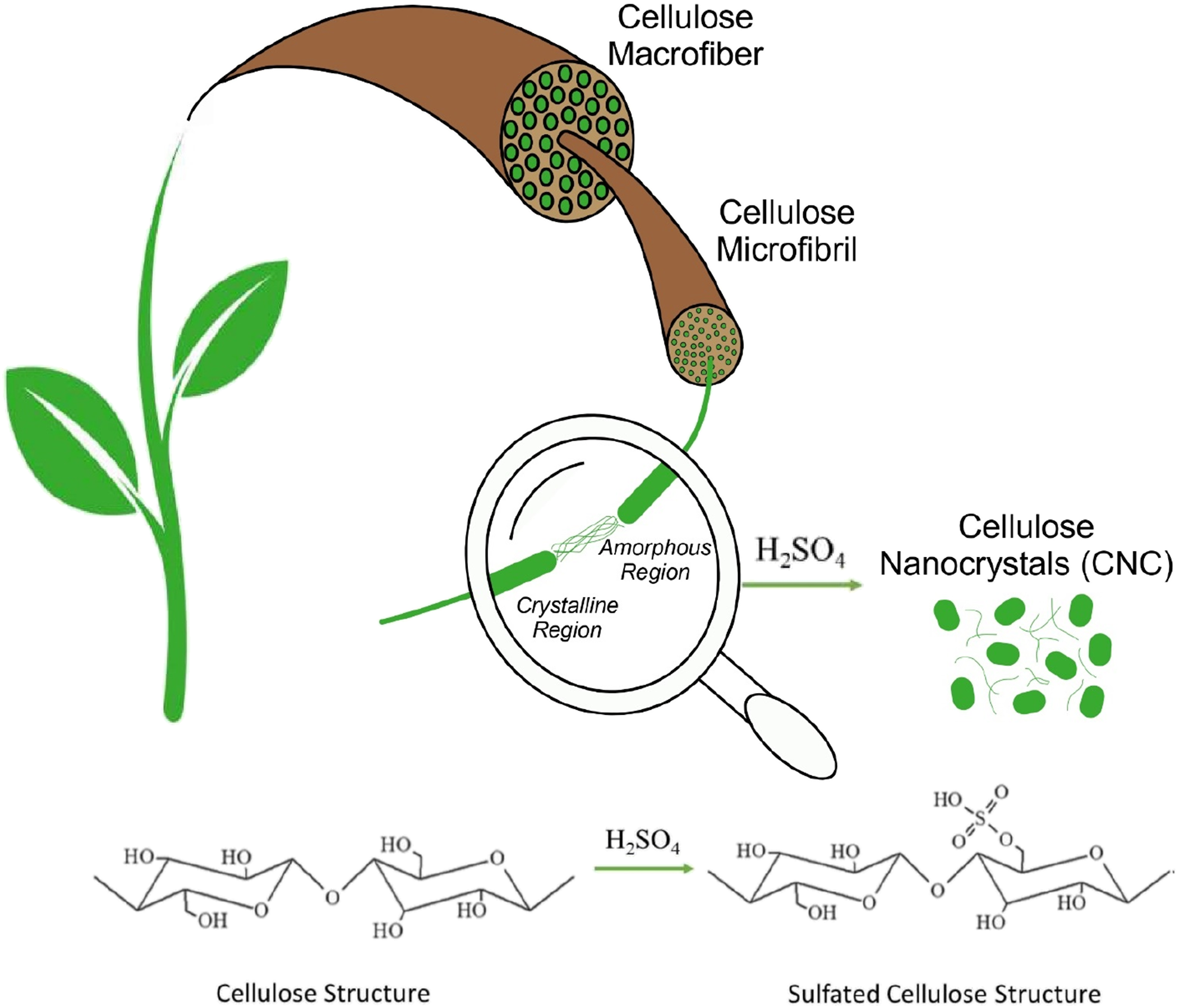
Although various strong acids have been used for the production of CNC particles including hydrochloric acid, 4 phosphoric acid, 5 hydrobromic acid, 6 and maleic acid; 7 the most effective one is reported as sulfuric acid.8–17 Because, when CNC particles were obtained via sulfuric acid hydrolysis, there would be formation of negatively charged sulfate groups (such as R–OSO3-) on their surfaces leading to homogeneous and more stable suspensions due to enhanced electrostatic repulsion.11–13
In the literature, to obtain CNC particles, various studies were reported in which their starting materials were macro-sized cellulose resources, such as cotton, 8 bamboo, 9 sugarcane, 10 jute, 11 hemp, 12 kenaf, 13 tunicates 14 and so on. On the other hand, before obtaining nano-sized cellulose structures, it was generally required to conduct many further processes to obtain micron-sized structures first. Consequently, starting from macro-sized resources takes much longer periods and lower degree of repeatability.
Thus, for practical reasons and much higher repeatability, to obtain CNC particles via acid hydrolysis method, many researchers15–18 used microcrystalline cellulose (MCC) fibrils as the starting material. Since MCC fibrils are available commercially, they have been chosen as the starting material in this study, too.
After obtaining CNC particles, although they might be used for many other purposes, they have been generally considered as the filler material in the production of biocomposites. For this purpose, as the matrix material, various biopolymers including poly (hydroxybutyrate) (PHB),19,20 poly (butylene succinate) (PBS),21,22 poly (epsilon-caprolactone) (PCL)23,24 have been used. Of course, due to its higher mechanical performance, and its commercial mass production, poly (lactic acid) also named as polylactide (PLA) is the most preferable biopolymer matrix material.
Literature survey on PLA/CNC biocomposites25–34 revealed that, in many of them biocomposites were generally evaluated in terms of thermal and biomedical behaviors including tensile and flexural mechanical properties, but not fracture toughness performance.
Fracture toughness is the most significant toughness value in engineering applications. Because, in these applications components have usually complicated geometries having notches, surface irregularities, etc., making them very prone to crack initiation and growth leading to failure of the components. Thus, fracture toughness values in terms of K IC or G IC represent resistance of the components against crack initiation and crack growth rate.
Therefore, after obtaining CNC particles from MCC fibrils by sulfuric acid hydrolysis method, and producing PLA/CNC biocomposites by industrially compatible melt mixing and shaping techniques; the main contribution of this study would be to reveal effects of CNC particles on the mechanical performance including fracture toughness of PLA biocomposites, which is considered as the most dominant property required in structural components, such as automotive parts.
Moreover, to the best of our knowledge, in none of these PLA/CNC biocomposite studies, CNC particles were obtained not from MCC fibrils; their CNC particles were either supplied commercially, or their starting materials used during acid hydrolysis method were other cellulose resources. Thus, another contribution of this study would be from this point of view.
Experimental Work
After obtaining and characterizing CNC particles, they were used as the reinforcement material in PLA matrix biocomposites. Experimental procedures conducted for these steps were as follows.
Obtaining Cellulose Nanocrystal Particles by Sulfuric Acid Hydrolysis
In this study, the starting material used during acid hydrolysis procedure was “micron-sized crystalline cellulose fibrils” (purchased from Sigma-Aldrich, USA). That kind of cellulose structure is generally named as “microcrystalline cellulose”, and designated with MCC. Following steps applied to obtain CNC particles via sulfuric acid hydrolysis were based on the related studies cited in the literature:35,36
Acid Hydrolysis
In this step, the strong acid used was 97% purity sulfuric acid (H2SO4) (Fluka, Germany). The suspensions of distilled water with micron-sized crystalline cellulose (MCC) fibrils were continuously stirred at 45°C for 120 minutes (Figure 2(a)). During stirring, sulfuric acid concentration was arranged as 64%. Then, acid-to-cellulose ratio was 8.75 mL/g. Images of the set-ups of each step to obtain CNC particles; (a) sulfuric acid hydrolysis, (b, c) dilution and washing, (d, e) dialysis, (f, g) sonication and filtering, (h) freeze drying and (i) agglomerated solid particles of CNC.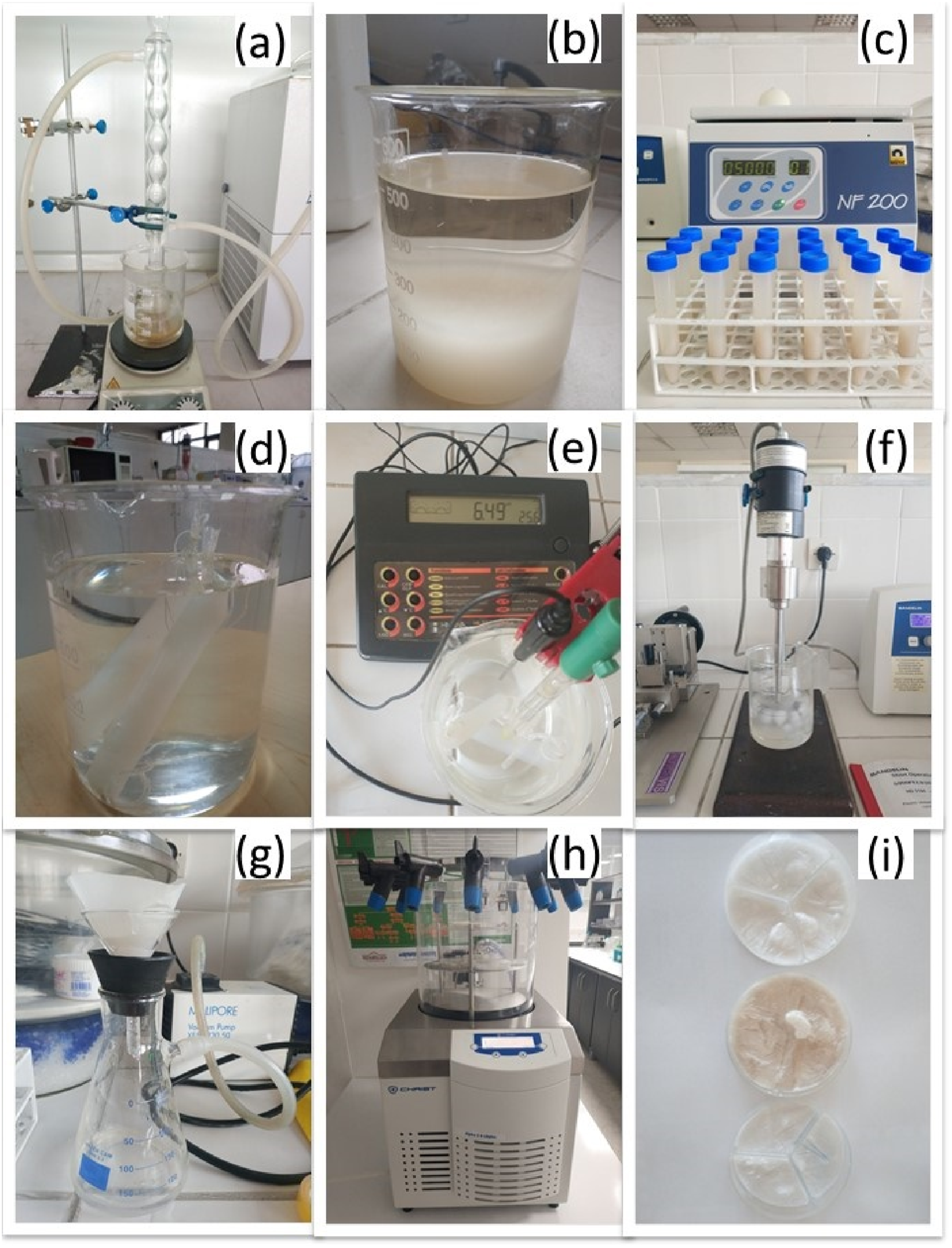
Dilution and Washing
In order to stop acid hydrolysis, suspensions were diluted with 10-fold distilled water and left overnight for decantation (Figure 2(b)). Then, repeated washing steps were applied in centrifuge (Nüve NF 200, Turkey) at 5000 rpm for 5 min (Figure 2(c)).
Dialysis
For the removal of free acid molecules (i.e., sulfate ions) and to neutralize suspensions; dialysis with distilled water was applied for one week (Figure 2(d)). A special dialysis membrane (14 kDA, Viskase Membra-Cel, USA) was used, and the procedure was continued until obtaining a constant value of pH, measured by using a digital pH meter (Hanna, HI 211, USA) (Figure 2(e)).
Sonication and Filtering
To achieve stable and homogenous colloidal suspensions with cellulose particles, sonication was applied by using an ultrasonic homogenizer (Bandelin Sonopuls HD3200, Germany) for 15 minutes at 75 W. In order to prevent overheating, sonication was performed in an ice bath (Figure 2(f)). Then, larger cellulose particles and other impurities that might left in suspensions were filtered through a special filtering medium (Macherey-Nagel, MN640m-125 mm, Germany) with the help of a vacuum pump (Millipore, 230 V, Germany) (Figure 2(g)).
Freeze Drying
Freeze drying also known as “lyophilization” was the last step for the complete removal of water molecules by sublimation so that a pile of solid particles of nanocellulose crystals could be obtained. It was applied by using a freeze dryer (Christ, Alpha 2-4 LDplus, Germany) under 0.05 mbar for two days (Figure 2(h)). After freeze drying, a mild degree of grinding of agglomerated structure was necessary to get CNC particles in the form of fine powders (Figure 2(i)).
Characterization of CNC Particles
After obtaining CNC particles via sulfuric acid hydrolysis, their structure was investigated by using the following analyses. For comparison, these characterization techniques were also applied to MCC fibrils.
Scanning Electron Microscopy
The first analysis to investigate size range and morphology of CNC particles was SEM analysis (FEI, Nova Nano 430, Japan). For this purpose, particles were adhered to conductive two-sided carbon tape.
Dynamic Light Scattering
The second analysis conducted to determine size distribution and Zeta potential of CNC particles obtained was DLS analysis (Malvern, Zetasizer Nano ZS, UK). All measurements were carried out in triplicate, at room temperature, by using 633 nm red laser. Samples of the CNC water solutions were prepared with 0.1 mg/mL concentration. During size distribution calculations, the values of refractive index and absorption coefficient used for the nanocellulose particles were 1.49 and 0.01, respectively.
Fourier-Transform Infrared Spectroscopy
Chemistry of the CNC particles obtained was evaluated by FTIR spectroscopy (Bruker, Alpha 25, USA). For this purpose, attenuated total reflectance (ATR) unit of the equipment was utilized in the wavenumber range from 4000 cm−1 to 500 cm−1.
X-Ray Diffraction
Crystal structure of CNC particles was observed by XRD analysis (Bruker, D8 Advance A25, USA). For this purpose, CuKα radiation was utilized in the 2Ɵ range from 5° to 40°.
Thermogravimetric Analysis
Moreover, thermal degradation behavior of CNC particles was determined by TGA investigation (SII TG/DTA 7300, Exstar, Japan) under 10°C/min heating rate between 30o-800°.
Production and Analyses of PLA/CNC Biocomposites
In this study, CNC particles obtained by acid hydrolysis technique were evaluated as the potential reinforcement for the production of “fully green composites”. For this purpose, the biopolymer matrix phase chosen was commercially available polylactide (PLA) with L-type lactic acid macromolecules (NaturePlast, PLE 001, France) having weight average molecular weight of 105 g/mol. In order to reveal effects of CNC amount in the biocomposites, four different loading levels (0.5, 1, 2, 3 wt%) were used. Production techniques and the analyses used for these PLA/CNC biocomposites were as follows.
Mixing and Shaping of PLA/CNC Biocomposites
Biocomposites were produced by using the “melt mixing” method in a laboratory scale “twin-screw extruder” (Rondol, Microlab 300, UK). Typical temperature profile used in the extruder zones were 120°-170°-180°-175°-145°C, while the screw speed was 60 rpm. Before melt mixing, CNC particles and PLA granules were pre-dried in a vacuum oven at certain temperatures for certain periods.
In order to shape mechanical test specimens of PLA/CNC biocomposites, conventional “compression molding” method was used. Before filling the molds prepared according to the related ISO standards with 2-3 mm pellets obtained from the cutter of the twin-screw extruder, these pellets were first dried in an oven at 60°C for 12 hours. Then, test specimens were shaped by using a laboratory-scale hot press (MSE, LP_M2SH05, Turkey) at around 165°C, under 25 kN for 10 minutes.
Testing and Analyses of PLA/CNC Biocomposites
First of all, the degree of CNC distribution in the PLA matrix was observed by the same SEM equipment explained above. This time, fracture surfaces of the broken fracture toughness test specimens to be examined were gold sputtered. Thermal degradation behavior of the biocomposite specimens was also analyzed by using the same TGA equipment mentioned above, this time between 30° and 550°C.
Mechanical tests were carried out to determine significant mechanical properties of all specimens. Flexural tests were conducted by using a 5 kN universal testing machine (Instron 5565A, USA) at a crosshead speed of 1 mm/min according to ISO 178 standard. Dimensions of the bar type 3-point bending test specimens were 80 × 10 × 4 mm3 with a span-to-depth ratio of 64/4.
K
IC
and G
IC
fracture toughness tests were performed on the same machine at a crosshead speed of 10 mm/min according to ISO 13586 standard by using single-edge-notched-bending (SENB) specimens. On these SENB specimens having the initial dimensions of 80 × 10 × 4 mm3, required notches and initial pre-cracks were formed by a notching-precracking system (Ceast Notchvis) as described in the related standard. During pre-cracking, plane-strain conditions were achieved with the requirement of the width (w) and crack length (a) as
Results and Discussion
Since this study was basically composed of two steps, (i) obtaining cellulose nanocrystals by sulfuric acid hydrolysis, and (ii) using them as reinforcements in polylactide matrix biocomposites; results obtained were discussed in the following two main sections.
Characteristics of CNC Particles Obtained
In order to characterize and reveal the possible differences in the size, morphology, chemical structure, crystallinity and thermal degradation of cellulose nanocrystal (CNC) particles compared to the starting material microcrystalline cellulose (MCC) fibrils; results of all analyses were evaluated for each cellulose structure.
Size Range and Morphology of CNC Particles
It was stated in the data sheet of commercially available MCC fibrils that their average size was 20 μm. As shown in Figure 3, SEM analysis conducted to reveal details of size range and morphology of MCC fibrils indicated that their diameter range was 10–15 μm, while their length range was 20–50 μm. That is, they have fibrillar morphology with an approximate aspect ratio of three. SEM images showing size range and morphology of MCC fibrils and CNC particles.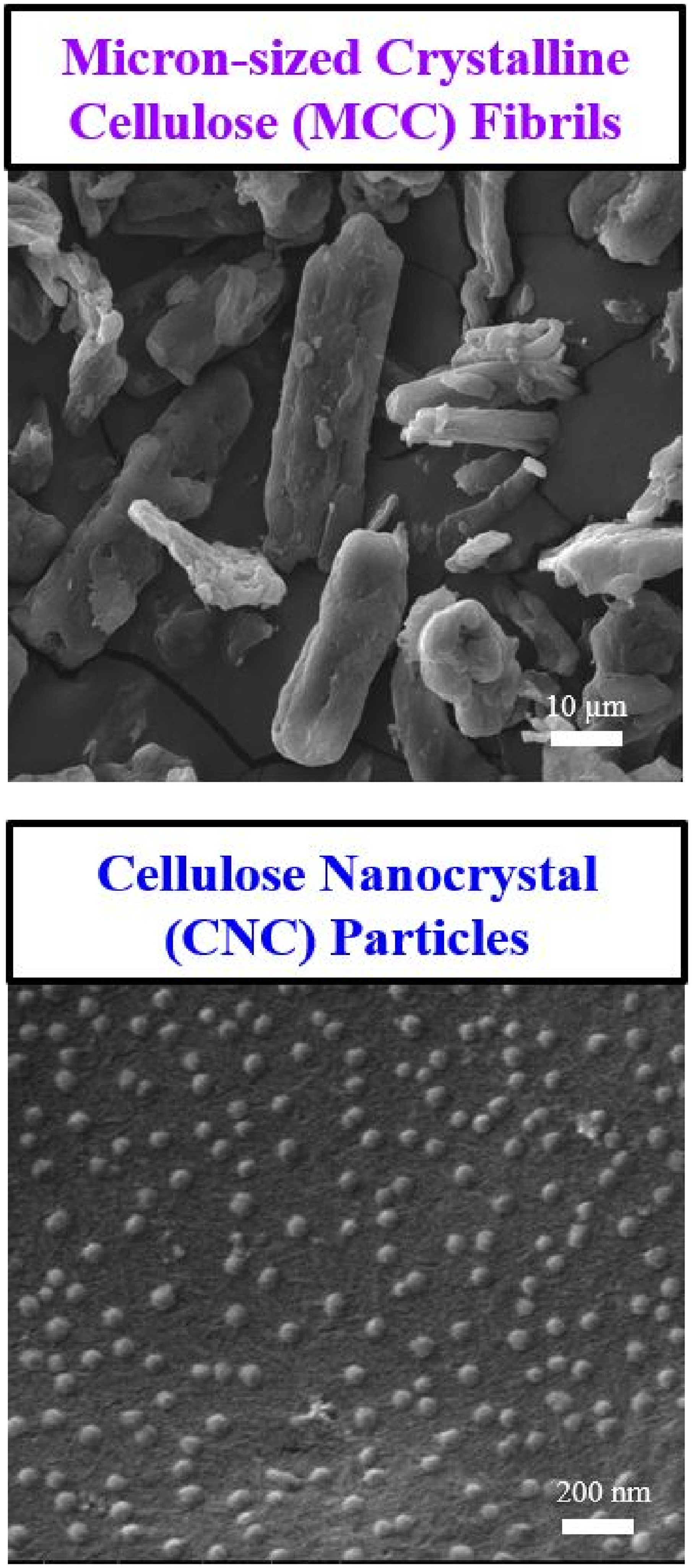
On the other hand, Figure 3 clearly revealed that when CNC particles were obtained from MCC fibrils by sulfuric acid hydrolysis method, morphology changed from “fibrillar” geometry into rather “round” geometry, that is they had no apparent aspect ratio. It was discussed in the literature37–40 that rod-like and round morphology of CNC particles especially depends on the degree of “ultrasonication” and “acid-to-cellulose” ratio used during acid hydrolysis method.
SEM analysis also indicated that diameter range of these round shaped CNC particles was 15–55 nm. Thus, it could be stated that sulfuric acid hydrolysis method used in this study was successful in achieving nano-sized cellulose particles, so that, due to their very high surface area/volume ratio, they could be considered as a reinforcement phase for the production of polymer matrix biocomposites.
Size Distribution and Zeta Potential of CNC Particles
Results of DLS analysis in the form of normal (Gaussian) type size distribution histograms given in Figure 4 revealed that the average size of CNC particles obtained was 38 nm, which was consistent with the size range observed under SEM analysis. DLS analysis also indicated that CNC particles obtained by sulfuric acid hydrolysis method had average Zeta potential value of −30.4 ± 1.4 mV, that might be considered as a sufficient value to obtain stable dispersion in water. Size distribution of CNC particles determined by DLS analyses.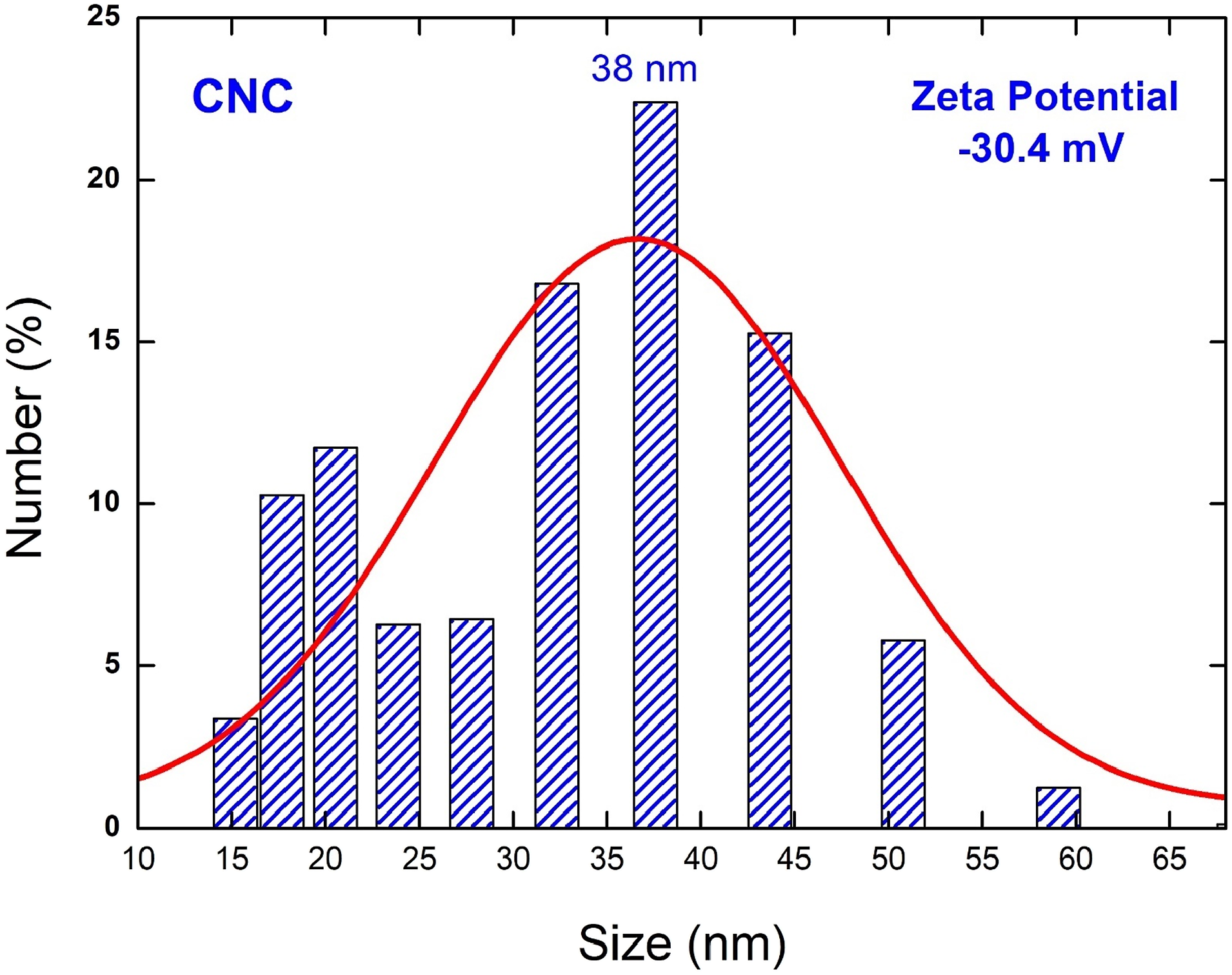
It was discussed that39–41 this rather sufficient value of Zeta potential could be due to the formation of anionic sulfate ester groups on the surfaces of CNC particles during sulfuric acid hydrolysis. They indicated that when Zeta potential value was less than −30 mV, CNC particles would have sufficient surface charges to repel each other, hence preventing agglomeration in water.
Chemical Structure of CNC Particles
It is known that42–46 typical IR bands observed in the cellulose structure were –OH free stretching of CH2–OH vibration at around 3279 cm−1 which corresponds to intra and intermolecular hydrogen bonds present;–CH stretching at around 2875 cm−1 corresponding to symmetric and asymmetric vibration of CH2 in the aliphatic glucose unit; bending vibrations of the –OH groups at around 1595 cm−1 due to absorbed water; –CH cellulose mainchain bands between 1415 cm−1 and 1317 cm−1; C-O-C elongations of the characteristic β (1→4) glycosidic ether linkage bands at 1052, 1027 and 892 cm−1.
As shown in Figure 5, these typical IR bands appeared in the structure of MCC fibrils and CNC particles. On the other hand, compared to the –OH peaks of MCC fibrils at around 3279 and 1595 cm−1, the first one was broader while the second one had very high intensity in the spectrum of CNC particles. FTIR spectrums of MCC fibrils and CNC particles.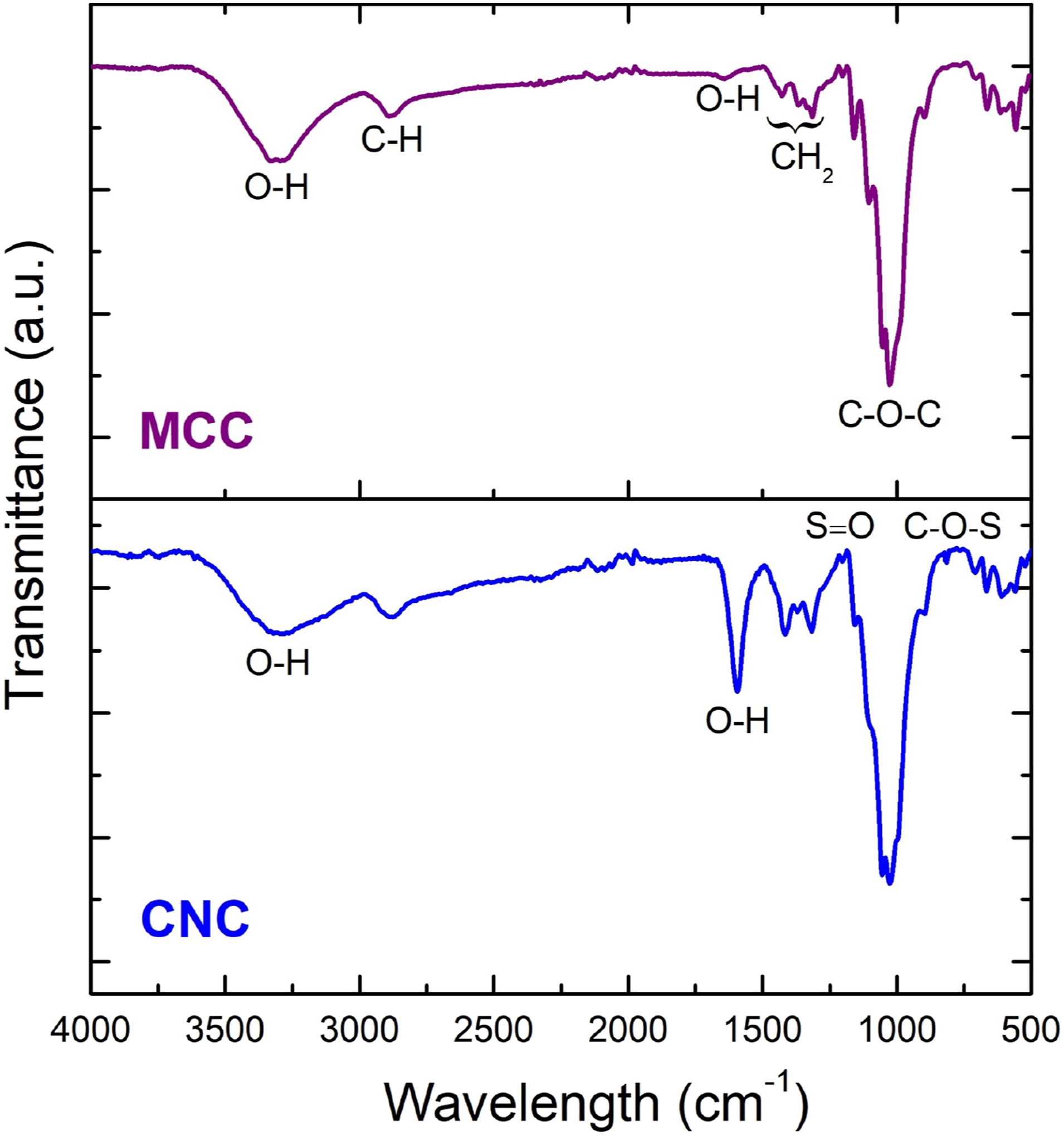
It is known that46–48 after sulfuric acid hydrolysis, new IR peaks at around 815 and 1250 cm−1 would appear due to the presence of sulfate half-ester S = O and C–O–S in O−SO3− groups, respectively. In this study, these tiny peaks were overlapped by the other dominant larger peaks.
Thus, it could be stated that these hydroxyl and sulfate ester groups might play a significant role in the polar interactions between the polymer matrix and CNC particles when used as reinforcement phase.
Crystal Structure of CNC Particles
Cellulose is a semicrystalline material composed of amorphous and crystalline regions. Depending on the processing conditions different crystal structures could be formed designated as Cellulose I, Cellulose II, Cellulose III, Cellulose IV and Cellulose V. The most native one having monoclinic structure is Cellulose I with X-ray diffractions at 2θ = 14.8°, 16.5°, 22.6° and 34.5°; which corresponds to crystal planes of (1-10), (110), (200) and (004), respectively.43–46
X-ray diffractograms shown in Figure 6 indicated that all these characteristic peaks of Cellulose I crystal structure appeared for MCC fibrils and CNC particles obtained. The very broad amorphous reflection at 2θ≈18° was completely overlapped by the peaks of crystalline planes. X-ray diffractograms showing Cellulose I crystal structure of MCC fibrils and CNC particles.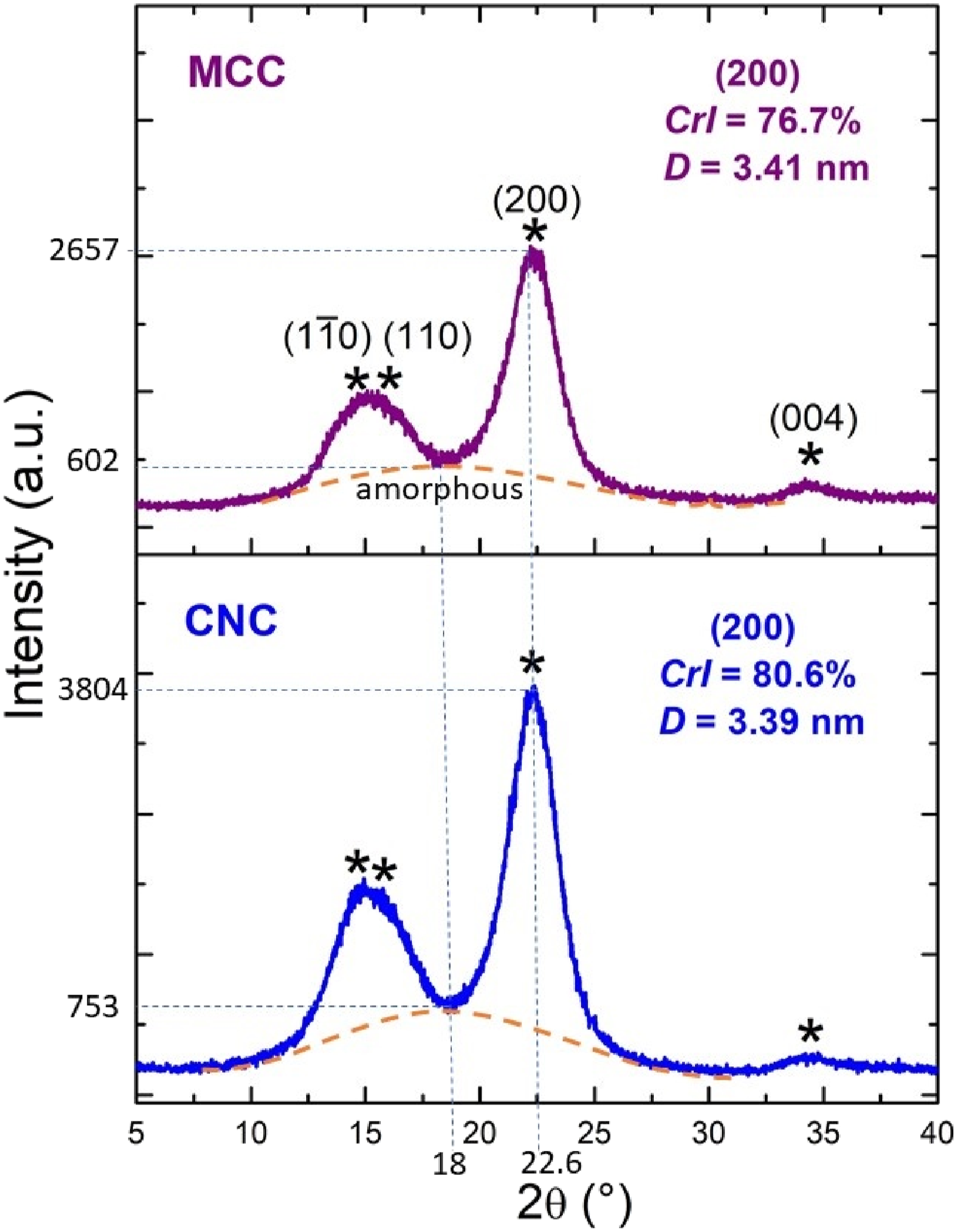
In the cellulose related studies,43,45,47 the degree of crystallinity was measured by using “Segal’s Equation”; and the parameter is named as “Crystallinity Index” (CrI):
By using these peak intensities in Figure 6, CrI of MCC fibrils and CNC particles were determined as 76.7% and 80.6%, respectively. Thus, higher crystallinity index of CNC particles could be interpreted as stronger structure compared to MCC fibrils. Then, it would be an advantage to use CNC particles as the reinforcement phase in polymer matrix biocomposites.
Moreover, in the cellulose related studies,47,48 size of the crystallites was determined by using “Scherrer’s Equation”:
For instance, in order to determine “D 200 Crystallite Size” of (200) plane in nm; k (Scherrer’s constant) was taken as 0.94, λ (X-ray wavelength used) was taken as 0.15418 nm, θ (Bragg’s angle) was taken as 22.6°/2 = 11.3°, and β (full width at half maximum of the 200 plane diffraction peak) was the value in terms of radian for MCC and CNC. Then, crystallite size for MCC fibrils was determined as 3.41 nm, while it was 3.39 nm for CNC particles.
Thermal Degradation of CNC Particles
It is known that37,39,40,44,46 mass loss in cellulose structure starts below 100°C due to removal of adsorbed moisture; while depolymerization, dehydration and decomposition of strong glycosic linkages of cellulose chains take place between 200 and 400°C. Finally, release of gaseous products and char residues form between 400 and 800°C. Thermogravimetric (TG) and differential thermogravimetric (DTG) curves given in Figure 7 revealed that all these thermal degradation steps occurred both in MCC fibrils and CNC particles. TG and DTG curves for MCC fibrils and CNC particles.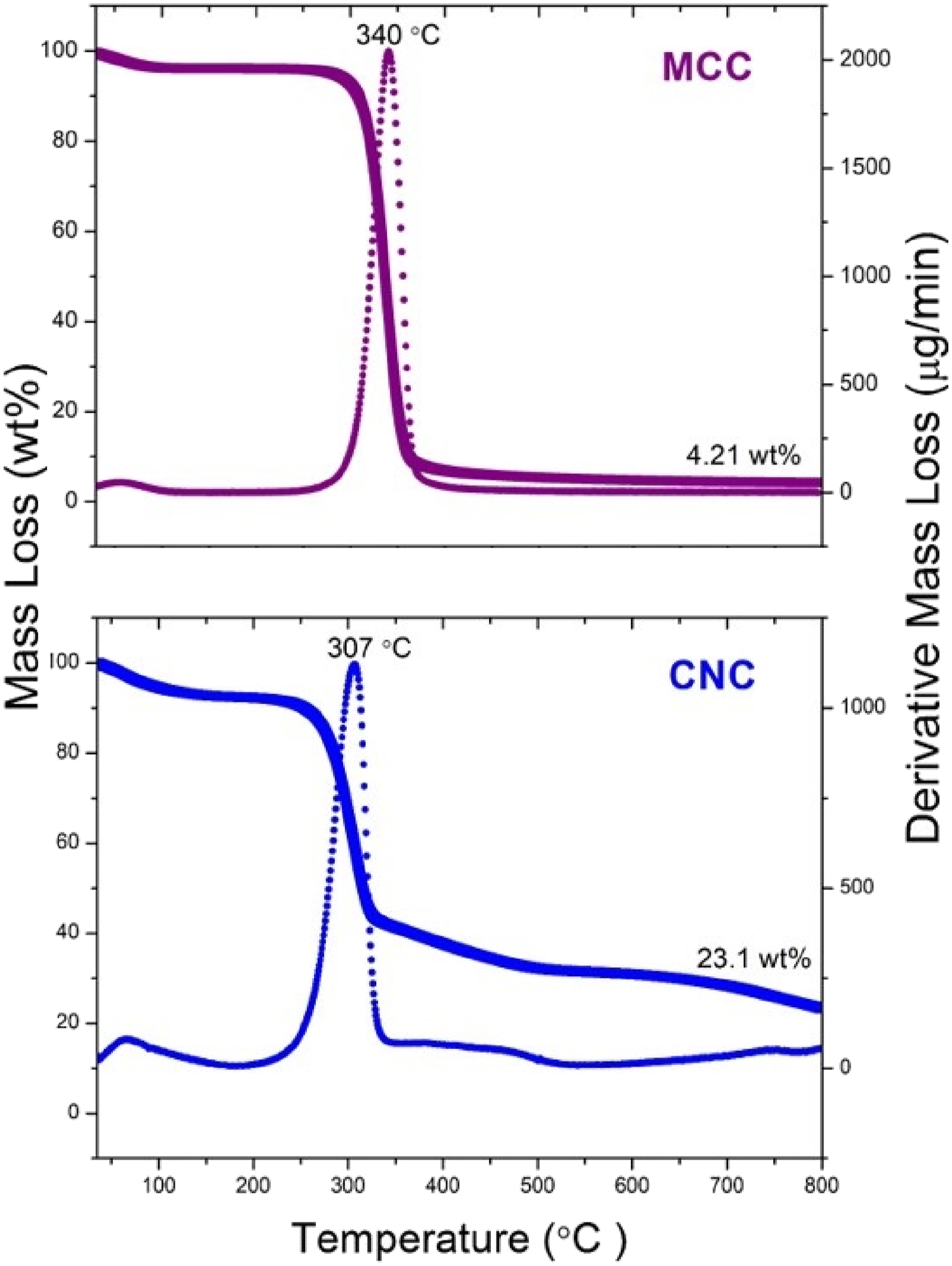
The main difference in their TG curves was the %Residue at 800°C; which was 4.21 wt% for MCC fibrils while it was 23.1 wt% for CNC particles. Because, acid hydrolysis technique used for CNC particles resulted in higher crystallinity leading to higher char residue.
The main difference in their DTG curves was the maximum thermal degradation peak T max ; which was 340°C for MCC fibrils while it was 307°C for CNC particles. One reason for this lower T max value of CNC particles would be their nano-sized structure leading to higher surface area to volume ratio, i.e. higher surface area exposed to heat.
Another reason for the lower T max of CNC particles was attributed to the sulfuric acid hydrolysis method used. It was stated that37,40,46 sulfate half-ester groups introduced to the cellulose chains could catalyze the thermal degradation reactions.
Use of CNC Particles as Reinforcement in PLA Biocomposites
After obtaining and characterizing CNC particles, they were used as nano-reinforcement phase in PLA matrix with four different amounts of 0.5, 1, 2 and 3 wt%. Then, effects of these CNC contents on the mechanical and thermal degradation behaviors of PLA biocomposites were investigated.
Effects of CNC Content on the Mechanical Properties
The first mechanical test conducted to reveal effects of CNC content was three-point bending test to compare “Flexural Strength, σ
Flex
” and “Flexural Modulus, E
Flex
” values of all specimens. Figure 8 indicates flexural stress-strain curves obtained, while effects of CNC content was illustrated in Figure 9 and tabulated in Table 1. Flexural stress-strain curves of PLA/CNC biocomposites. Effects of CNC content on the flexural strength and modulus of PLA biocomposites. Flexural strength (σ
Flex
), flexural modulus (E
Flex
) and fracture toughness (K
IC
and G
IC
) values of PLA/CNC biocomposites.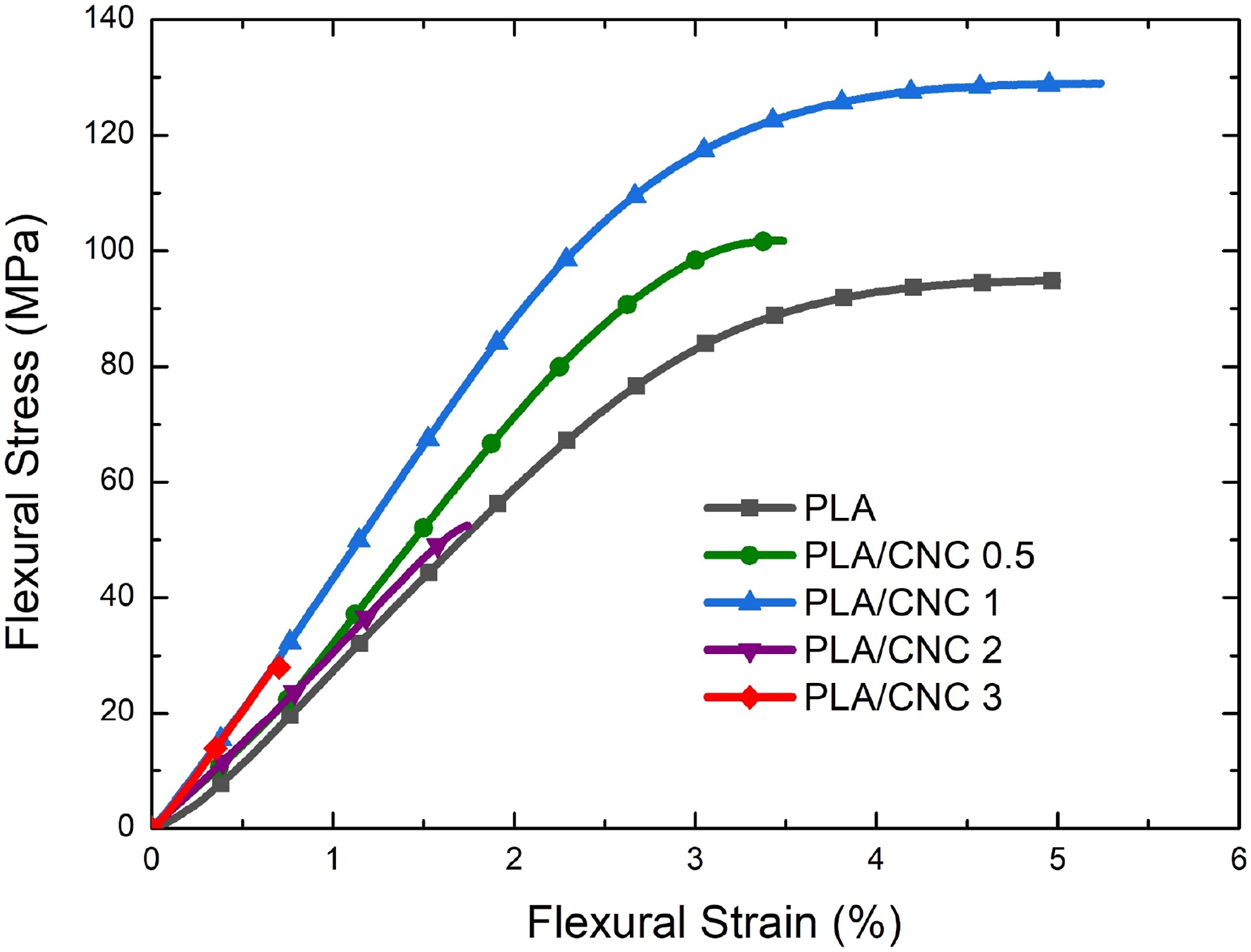
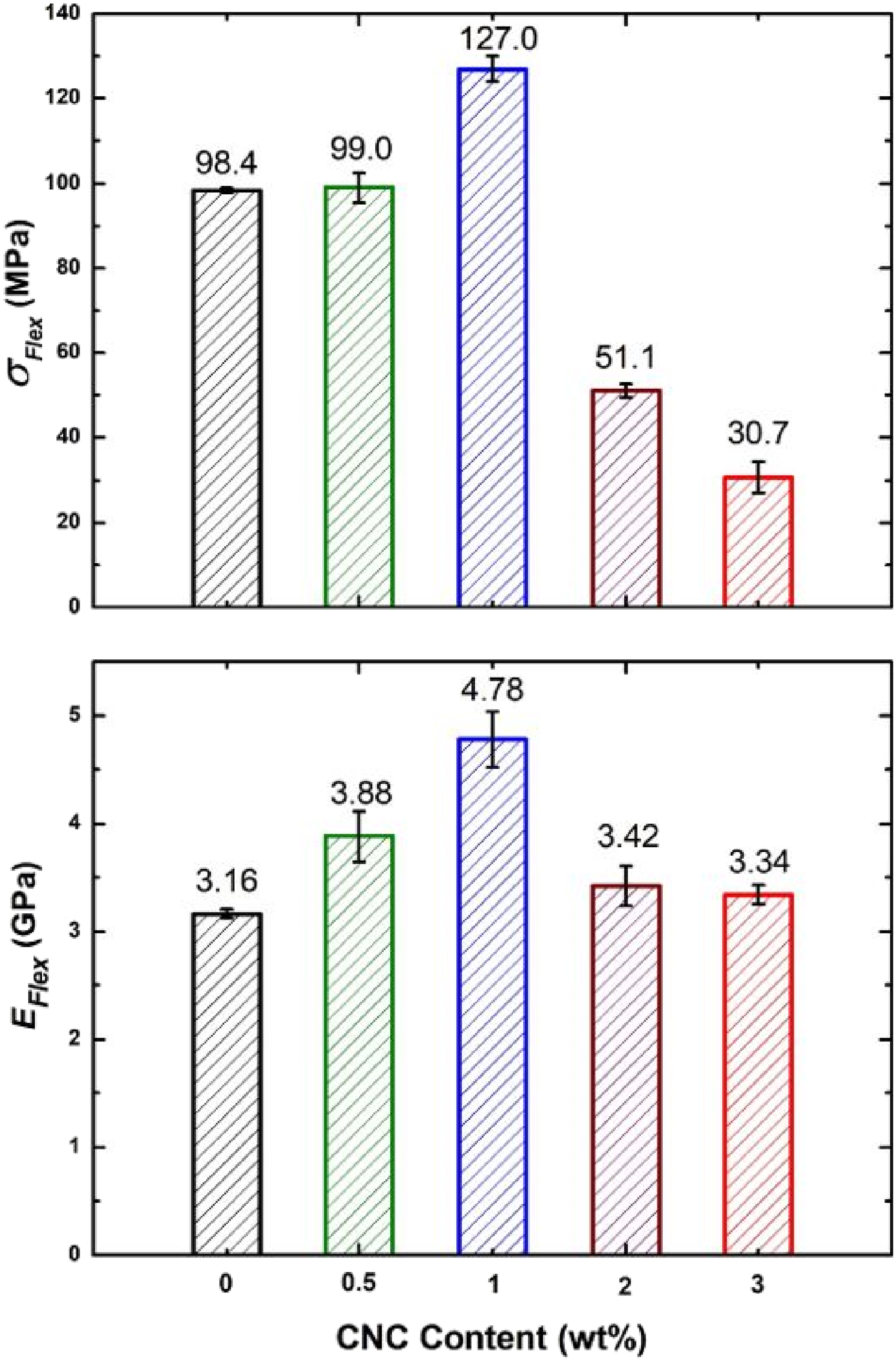
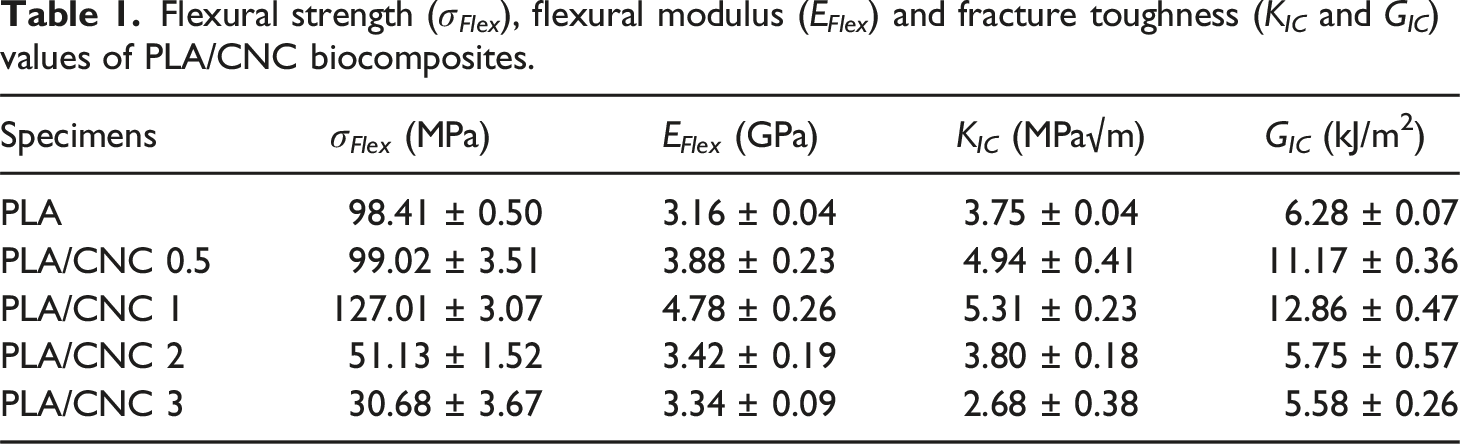
Figure 9 revealed that the highest improvement in the strength and modulus values was obtained when CNC content was 1 wt%. The improvement compared to neat PLA matrix was as much as 29% in σ Flex and 51% in E Flex values.
It is known that main mechanisms responsible for the improvement of strength and modulus values are “load transfer from the weak polymer matrix to the stronger reinforcement material”, plus “decrease of the mobility of macromolecular chain structure of polymer matrix by the reinforcement phases”. Compared to the rather amorphous macromolecular chain structure of PLA matrix, highly-crystalline cellulose macromolecules in CNC particles are much stronger and stiffer. Thus, nano-sized CNC particles having extremely high “surface area to volume ratio” were very effective in these strengthening and stiffening mechanisms via intensive molecular interactions.
The second mechanical test conducted to reveal effects of CNC content was fracture toughness test to compare “Critical Stress Intensity Factor, K
IC
” and “Critical Strain Energy Release Rate, G
IC
” values of all specimens, as illustrated in Figure 10 and tabulated in Table 1. Effects of CNC content on the fracture toughness of PLA biocomposites.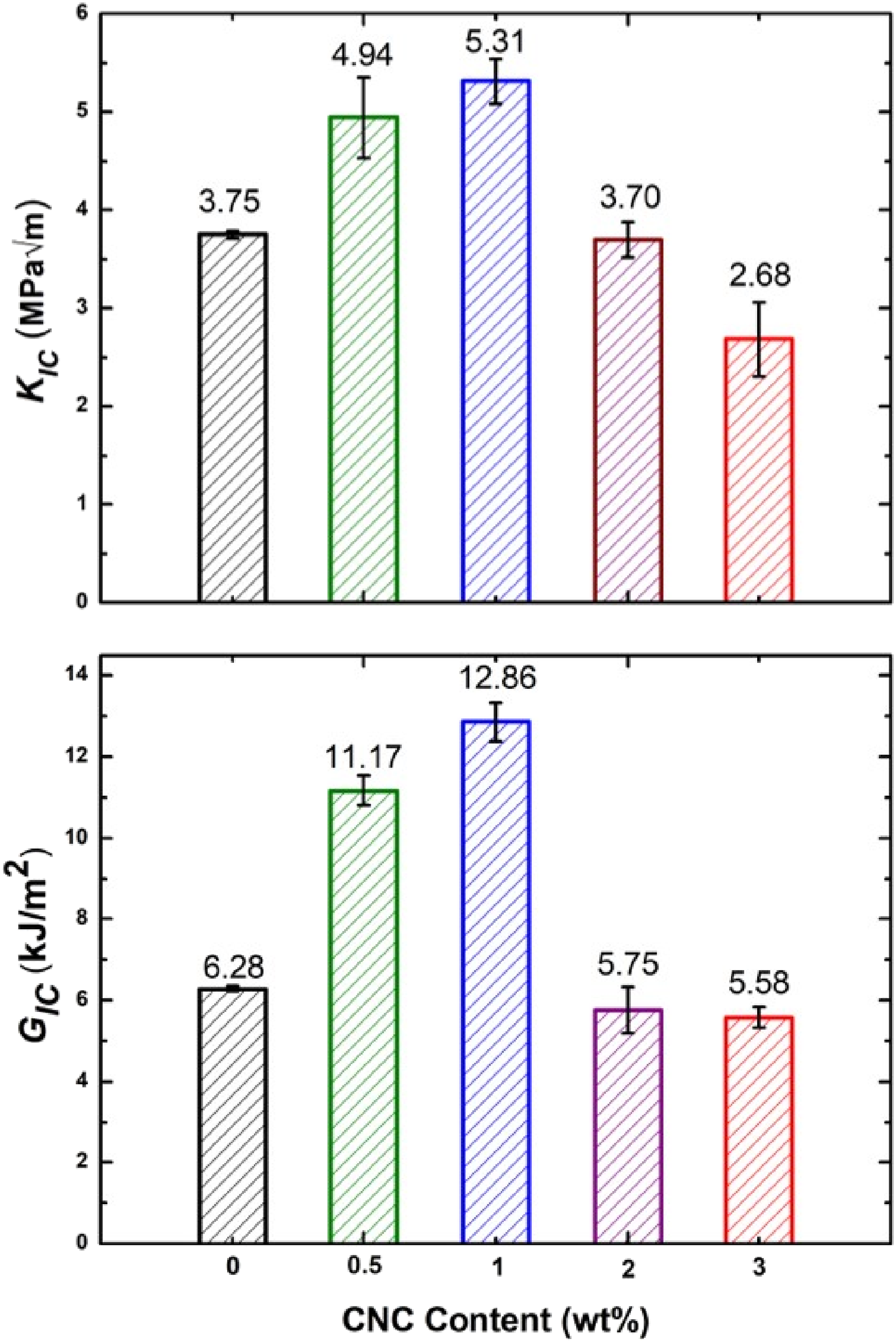
It was again observed that the highest improvement in the fracture toughness values was obtained when CNC content was 1 wt%. The improvement compared to neat PLA matrix was as high as 42% in K IC and 105% in G IC values.
It is also known that main mechanism responsible for the improvement of fracture toughness values is “to decrease propagation rate of cracks formed in the polymer matrix by the stronger and tougher reinforcement material”. Consequently, nano-sized CNC particles were also very efficient in this toughening mechanism by acting as “crack pinning” and “crack deflection” sites in the rather brittle PLA matrix. Moreover, highly-crystalline cellulose structure in CNC particles were also very efficient to absorb the energy required for the crack growth. Thus, nano-sized CNC particles having extremely high “surface area to volume ratio” were also very effective in the main toughening mechanisms of “decreased crack growth rate” again via intensive molecular interactions.
On the other hand, Figures 9 and 10 revealed that when CNC content was beyond 1 wt%, then all the mechanical properties of PLA/CNC biocomposites started to decline. Since, the main reason for this behavior could be non-uniform distribution and certain degree of agglomeration of nano-sized CNC particles, it was necessary to conduct SEM analysis.
Fracture Surface Morphology of PLA/CNC Biocomposites
In order to observe morphological features of PLA/CNC biocomposites, SEM analysis was conducted on the fracture surfaces of the broken specimens after their fracture toughness tests. Figure 11 simply showed that due to the inherently brittle nature of PLA matrix, fracture surfaces appeared very smooth without any sign of shear yielding. SEM images showing fracture surface morphology of PLA/CNC biocomposites.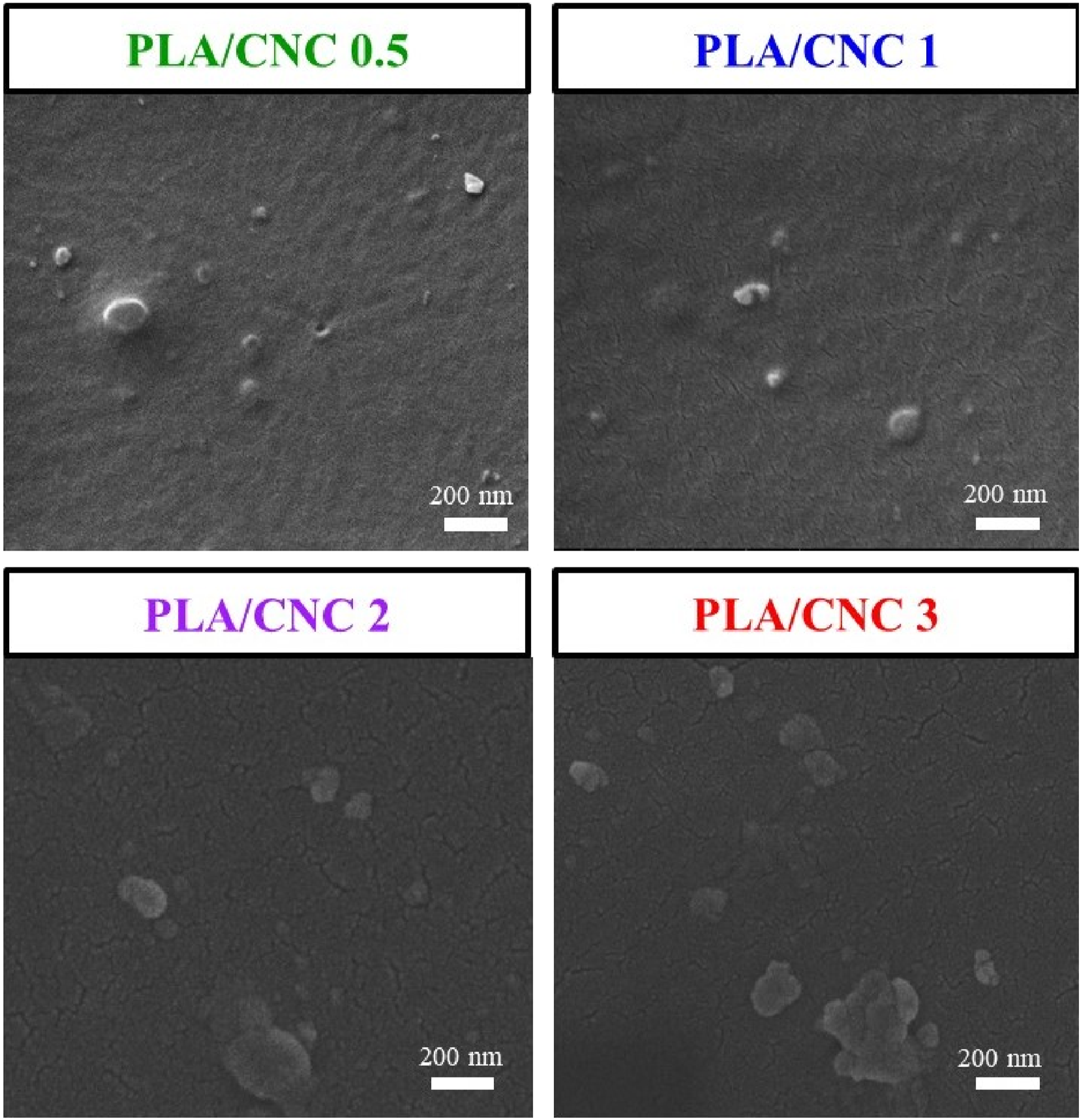
SEM fractographs in Figure 11 also revealed that there was almost no debonding or separation between the CNC particles and PLA matrix. This could be interpreted that the degree of interfacial adhesion between CNC and PLA was sufficient for the operation of strengthening and toughening mechanisms discussed in the previous section.
Because, as evidenced in the FTIR spectrum of Figure 5, there were plenty of hydroxyl groups and negatively charged sulfate groups formed on the surfaces of CNC particles. It is known that49–51 interfacial polar interactions were possible between the hydroxyl and sulfate groups on the cellulose structure and the functional groups of PLA structure, such as carbonyl groups of PLA backbone and/or hydroxyl and carboxyl groups of PLA chain ends.
On the other hand, as seen in Figure 11, there was certain degree of agglomeration problem when CNC particles were incorporated into PLA matrix when more than 1 wt%. This could be the main reason for the decline of all mechanical properties of PLA/CNC 2 and PLA/CNC 3 specimens, as discussed in the previous section. Similar observations on the agglomeration of cellulose nanoparticles primarily via Van der Waals forces, during melt mixing of biocomposites, were also reported in the literature.33,34
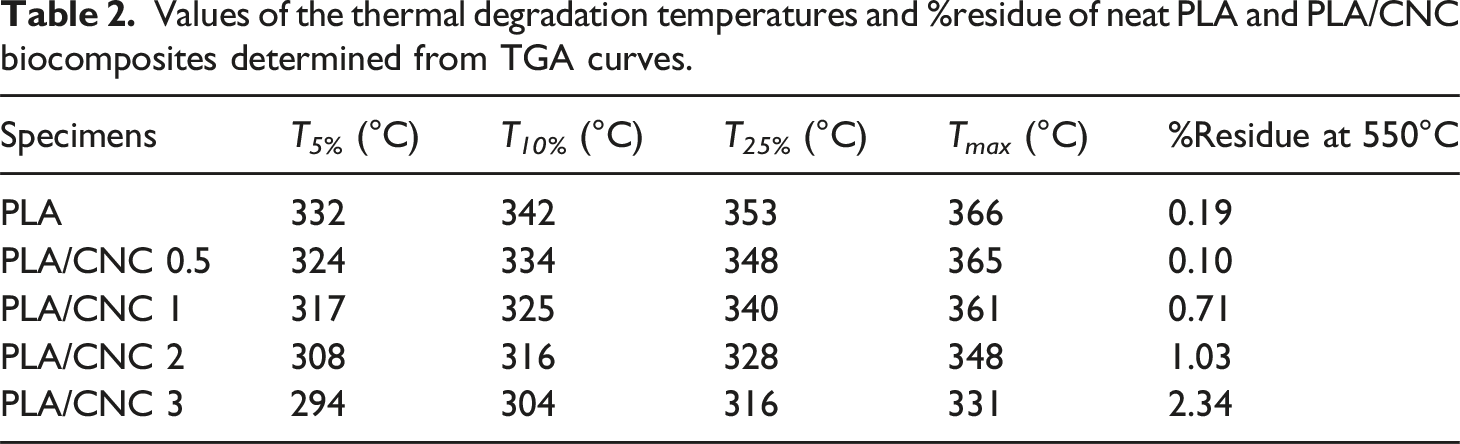
Thermal Degradation Behavior of PLA/CNC Biocomposites
TGA curves obtained for neat PLA and PLA/CNC biocomposites were shown in Figure 12; while the thermal degradation temperatures at 5 wt%, 10 wt%, 25 wt%, and maximum wt% losses ( T
5%
, T
10%,
T
25%,
T
max
) determined were tabulated in Table 2, including the %residue at 550°C data. It was observed that incorporation of CNC particles into PLA matrix resulted in no improvements in the thermal degradation temperatures of the biocomposite specimens. Because, as evidenced in Figure 7 before, CNC particles had lower thermal degradation temperatures compared to PLA matrix. Similar observations were cited in the literature.32,34 Thermogravimetric curves of PLA/CNC biocomposites. Values of the thermal degradation temperatures and %residue of neat PLA and PLA/CNC biocomposites determined from TGA curves.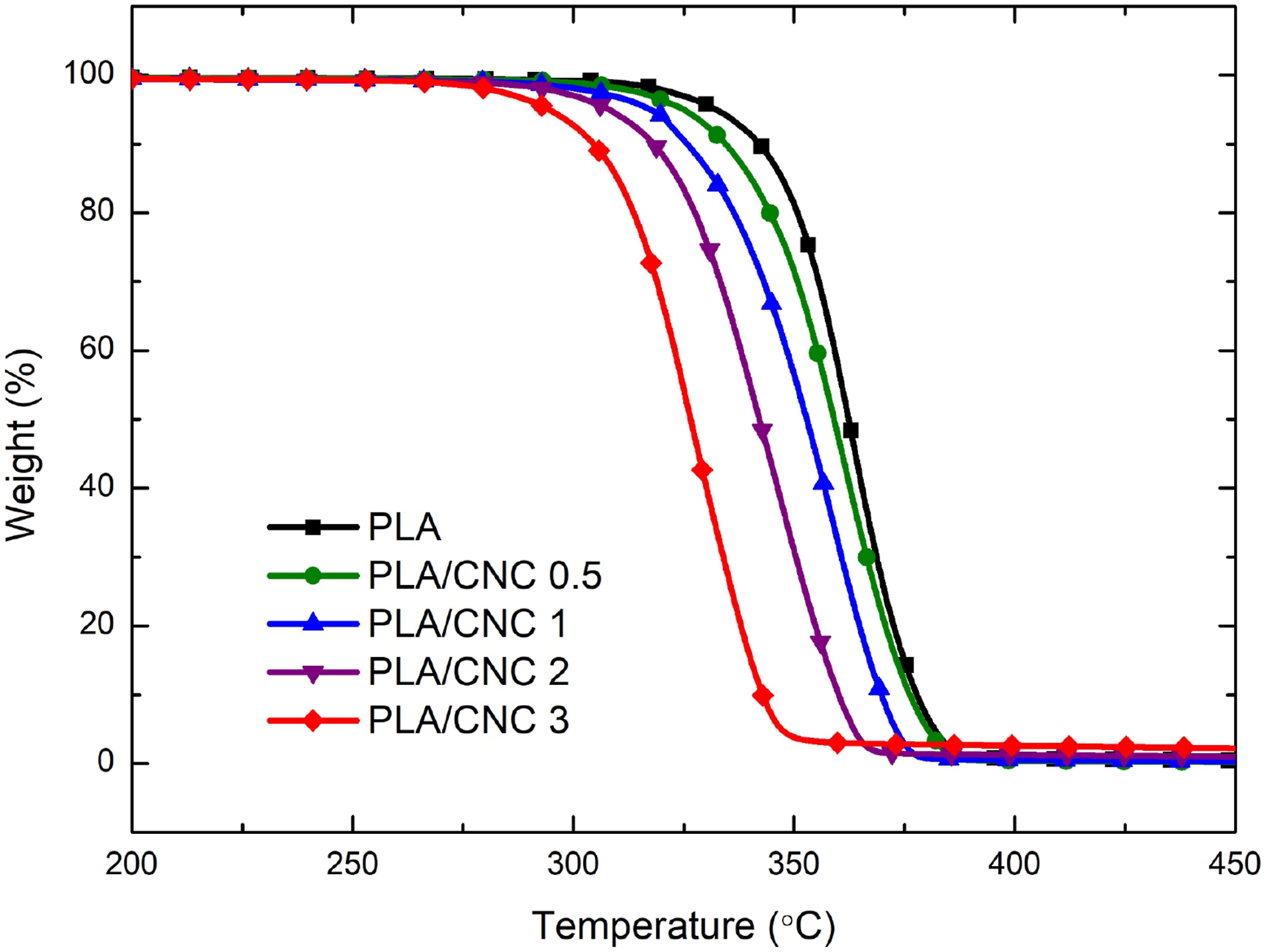
Conclusions
Main conclusions (i) on the characteristics of cellulose nanocrystal (CNC) particles obtained by sulfuric acid hydrolysis method; and (ii) effects of these CNC particles when they were used as nano-reinforcement in PLA matrix biocomposites, can be summarized as follows. • SEM analysis indicated that diameter range of round shaped CNC particles obtained was 15-55 nm; while DLS analysis revealed that their average size was 38 nm, having average Zeta potential value of −30.4 mV. • Higher degree of hydroxyl groups and presence of sulfate half-ester groups on the surfaces of CNC particles observed by FTIR analysis might play a significant role in terms of interfacial interactions between the polymer matrix when used as reinforcement phase. • XRD analyses showed that obtained CNC particles have monoclinic Cellulose-I crystal structure with Crystallinity Index of 80.6% and Crystallite Size of 3.39 nm. According to TG analyses, their maximum thermal degradation temperature was 307°C with 23 wt% residue at 800°C. • Mechanical tests revealed that when only 1 wt% CNC particles were incorporated into PLA matrix, increases in flexural strength and modulus were 29% and 51%, respectively, while increases in fracture toughness values were as much as 42% in K
IC
and 105% in G
IC
values. • According to the observations under SEM analysis, there was certain degree of agglomeration of CNC particles when incorporated as 2 wt% and 3 wt%, leading to decline in all mechanical properties; because of their lower efficiency in strengthening and toughening mechanisms. • Since CNC particles had lower thermal degradation temperatures compared to PLA matrix, TG analysis resulted in no improvements in the thermal behaviors of biocomposites.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.