
Abstract
Pineapple shell, considered a waste in the juice industry, was used as a reinforcement material to produce biodegradable foam trays (FTs) based on cassava starch by a compression molding process. These foams were prepared with different starch/fiber ratios and then were characterized according to their microstructure and physical and mechanical properties. The starch/fiber ratio of 95/5 showed the lowest values of thickness and density (2.58 mm and 367 kg m−3, respectively). There was a good distribution of the pineapple shell fiber throughout the polymeric matrix. All FTs showed a semicrystalline structure and 95/5 ratio showed the highest crystallinity index (CI) value (39%). In addition, this ratio improved the tensile strength of the FTs, obtaining similar values to expanded polystyrene (EPS) samples, used as the reference material. Nevertheless, all FTs reinforced with pineapple shell fiber showed high water absorption capacity (WAC); therefore, future studies should focus on to improve the physicochemical and structural properties of the cassava starch-based foams, considering the promising potential of this novel biodegradable material for dry food packaging, such as a viable alternative to reduce the use of petroleum-based materials such as commercial EPS trays.
Introduction
At the industrial level, food packaging is mostly made from petroleum-based plastics. One of the most used is expanded polystyrene (EPS), commercially known in Peru as tecnopor, with which many food packaging products are manufactured, because it is a good thermal insulator, moisture resistant, lightweight, moldable, and inexpensive. 1 However, EPS generates environmental problems related to deterioration of landscapes, air pollution when burned or persistence in the environment due to their resistance to biodegradation. 2
Polymeric materials such as starch and cellulose are being used to produce biodegradable articles as substitutes for conventional plastic packaging. Starch obtained mainly from cassava, potato, and corn are being used in the production of biodegradable foams. 1,3,4 However, starch-based foams have some weaknesses compared to petroleum-based packaging, related to their poor mechanical properties and hydrophilicity, which hinders its application, and, therefore, it is necessary to study the incorporation of new additives to improve their microstructural, physicochemical, and mechanical properties. 3,4 Additives, such as chitosan, proteins and lignocellulosic fibers, have been used as reinforcing materials to reduce the rigidity and water absorption capacity, improves elongation, and increases the biodegradability of the composites. 3,5 -12
Agro-industrial wastes are emerging as promising substitutes for conventional plastics. 1 Several studies have shown that the use of natural fibers improves the physical and mechanical properties of starch-based packaging, for example, malt bagasse fiber, 1 asparagus peel fiber, 6 sugarcane bagasse fiber, 7 -9 corn fiber, 10,11 and kraft fiber, 12 among others.
Although some studies have reported that the presence of fibers reduces cohesive forces and brittleness in the starch matrix, decreases the tension, and increases the deformation at break, 11 high concentrations of fiber have some disadvantages, for example, affect the expansibility 13 and produce discontinuity in the polymeric matrix, 14 resulting in a less mechanically resistant material.
Moreover, starch–starch and starch–fiber interactions in the polymeric matrix also affect the properties of the composites. Several studies have been performed in this sense, for example, by using chemically modified starch to reduce the water absorption 4,15 and to improve the thermal stability, 4 Na-montmorillonite to produce less dense and less rigid foams, 8 chitosan to reduce the water absorption and to improve the tensile strength, 3,14 and elongation, 14 poly (vinyl alcohol) to mitigate the reduction in tensile properties and to improve the water resistance, 11 N2 and patatin to improve the foam expansion and stability, 16 zein and gluten to reduce the water absorption and to improve the flexural and compressive strength, 12 or sunflower proteins to reduce the water absorption and the relative deformation, 13 among other additives.
On the other hand, most of the by-products from fruit processing industries are underutilized, which usually leads to economic and environmental issues. 17 These by-products including straw, leaves, corn cobs, and fruit peels remain unutilized and discarded as waste, in which 31–60% cellulose are contained. 18 Pineapple (Ananas comosus) is a typical tropical fruit with a total production between 16 and 19 million tons around the world annually 19 and in the first trimester of 2016, this product represented about 130,800 tons in Peru. Generally, in Peru, pineapple is consumed as fresh fruit, or is processed into salads, fruit cocktail, and jam. Meanwhile, pineapple is also applied for bromelain extraction. 20
When pineapple is processed, the following wastes are obtained: the top and bottom parts that are sheared in the peeling process (15–20% of the fruit weight), the rind and eyes of the pineapple and its other parts cutoff in the preparation process for its preserving, freezing, or drying (30–40% of the fruit weight), and the oil cake obtained after the pressing process for obtaining juice (20–40% of the initial raw material weight). 21
Pineapple peel contains cellulose, hemicellulose, lignin, and pectin, representing the largest portion of pineapple wastes (30–42%, w/w). 22 Until recently, there is no information available in the literature regarding the use of pineapple shell fiber used as a reinforcement material in biodegradable packing manufacturing.
The aim of this work was to evaluate the incorporation of pineapple shell fiber in the preparation of cassava starch-based biodegradable FTs to elucidate the effect of this agro-industrial waste on the microstructural, physicochemical, and mechanical properties of these FTs.
Materials and methods
Materials
Cassava starch was provided by Laboratory of Agro-industrial Process Engineering of the National University of Trujillo (Trujillo, Peru). Starch contained 33.91 ± 1.10% amylose, 13.62 ± 0.46% moisture, and 1.12 ± 0.09% protein.
Pineapple shell was purchased from the local places selling fresh pineapple slices in the city of Trujillo (Peru). The shell was transported to the laboratory, washed with distilled water, and dried at 45°C for 48 h in a forced-air oven (UF-55 model, Memmert, Germany). The dried samples were ground in a knife mill and sieved through 50-mesh sieves (Tyler series, 106 µm).
Glycerol and magnesium stearate were purchased from Su Man (Pflücker e Hijos S.A., Trujillo, Peru).
Chemical composition of pineapple shell fiber
The cellulose and hemicellulose content of the pineapple shell were performed according to the TAPPI T19 om-54 23 and TAPPI T222 om-88 24 methods, respectively. Soluble lignin and insoluble lignin were determined according to the methodology reported by Sun et al. 25 The moisture and ash contents were determined by following AOAC methods. 26 All measurements were conducted in triplicate.
Trays manufacturing by compression molding
Table 1 presents the starch/fiber ratios used to prepare the FTs by compression molding. A completely random experimental design was used to evaluate whether the incorporation of pineapple fiber as the reinforced material, at different concentrations, produces significant improvements on the microstructural, physicochemical, and mechanical properties of the FTs based on cassava starch. The amounts of starch (from 100 to 80 g), pineapple shell fiber (from 5 to 20 g), plasticizer (glycerol, 7.5 g for all formulations), and release agent (magnesium stearate, 3 g for all formulations) were based on previous works. 1,5,8
Composition of batters used to prepare trays based on cassava starch and pineapple shell fiber.

aStarch/fiber ratios represent the proportion of starch and fiber content in the batter.
To prepare each formulation, fiber, starch, water, and glycerol and magnesium stearate were mixed for 10 min using a mechanical stirrer at 1500 r min−1 (Imaco, China). After that, 55–56 g of each formulation (Table 1) was homogeneously layered on a Teflon mold (27 cm × 20 cm × 25 mm, 3.0 mm in thickness) in a compression molding machine built specially for this project (RELES, Lima, Peru). A pressure of 60 bar for 7 min was applied at 170°C. The operating parameters of the compression molding machine were pre-optimized on the basis of previous works. 1,5,8 Finally, the trays were removed from the molds and stored for 4 days at 25°C and 60% relative humidity, before characterization.
An increase of fiber content produced an increase in the viscosity of the mixture, so a greater amount of water should be added to obtain a homogeneous dispersion (Table 1). All mixtures reinforced with pineapple shell fiber required an amount of batter greater than 100/0 mixture (Table 1). This shows that fiber reduces the resistance to the expansion of the starch, resulting in less amount of mass needed to form the complete tray. 13
Thickness and density of trays
The thickness and density were determined according to the methodology applied by Mello and Mali. 44 The thickness of FTs was measured with a manual micrometer (Stainless Hardened, 0–150 mm). Strips of 100 × 25 mm2 (cut from the base of the tray) were used for each formulation. The reported thickness is the mean of 36 values (3 measurements taken from each of 12 samples).
The density of FTs (kg m−3) was calculated from the mass (kg) and volume (m3) of each sample, using rectangular strips of 100 × 25 mm2. Each sample was weighed, and the volume was calculated by multiplying the length, width, and thickness together. The reported density values are the means of 12 samples per formulation.
Color parameters of trays
The color parameters L*, a*, and b* were determined using a colorimeter JZ-300 (Kingwell Shenzhen Co., China) according to Salgado et al. 13 The reported values are the means of 12 measurements per sample. The FTs were measured on the surface of a standard white plate with coordinates of L = 89.7, a = 1.9, and b = −4.9. Total color difference (ΔE) was calculated on the basis of equation (1):

Water absorption capacity during immersion
For the water absorption capacity (WAC), regular foam samples with dimensions of 25 × 50 mm2 were used. Samples were weighed before (initial weight) and after immersion (final weight) in distilled water for 1, 5, 10, 15, and 20 min. The excess water was removed using tissue paper. The quantity of absorbed water was calculated as the weight difference and expressed as mass of absorbed water per mass of the original sample 27 based on equation (2). The reported values are the means of six determinations for each formulation.

SEM images
The morphology of the cross section of FTs was examined by scanning electron microscopy (SEM) with a Tecsan VEGA 3 LM (Tescan USA Inc., Warrendale, Pennsylvania, USA). The foam pieces were mounted for cross-sectional visualization on bronze stubs using double-sided tape. The surfaces were then coated with a thin gold layer (40–50 nm). All samples were examined using an accelerating voltage of 20 kV.
Fourier transform-infrared spectroscopy
Foam trays were stored for 4 days at 25°C and 60% relative humidity. Regular tray samples with dimensions of 25 × 25 mm2 were used, and Fourier transform-infrared (FTIR) analysis was carried out using a Nicolet iS50 FTIR (Thermo Fisher, Germany), with a resolution of 4 cm−1 and in the range of 4000–500 cm−1.
X-Ray diffraction
The crystallinity of the FTs was determined by X-ray diffraction (XRD). The samples were dehydrated in a desiccator containing silica gel for 1 week. After that, they were powdered (particles < 180 µm) and placed on an aluminum specimen stub and analyzed at ambient temperature with a D8 ADVANCE ECO (Bruker, UK) using copper K α radiation (λ = 1.5418 Å), a voltage of 40 kV, and an operating current of 30 mA. Analyses were performed at 2θ between 5° and 60°, with ramping at 1° min−1. The relative crystallinity index (CI) was estimated as the ratio between the crystalline area (Ac) and the total area (Ac + Aa) of the diffractogram, where Aa is the amorphous area. The software Microcal Origin 6.0 (OriginLab Corporation, Northampton, Massachusetts, USA) was used for this purpose.
Mechanical properties
The mechanical properties of the trays were determined in a TA.HDPlus texture analyzer (Stable Micro System, Surrey, UK) with a 100-kg load cell, according to the ASTM D828-97 standard test method. 28
For the tensile test, regular tray samples (cut from the base of the tray) with dimensions of 25 × 100 mm2 were fixed on the machine base with an initial grip separation of 80 mm and a crosshead speed of 2 mm s−1 to simple break (rupture). The tensile strength (MPa) and strain at break (elongation, %) values were recorded. Each formulation was assayed 12 times, and the reported values are the means of 12 assays.
Compression tests were performed using square samples measuring 50 mm side. The puncture resistance and fracturability of trays were measured using a HDP/CFS accessory and a spherical stainless steel probe P/0.25 S (TA.HDPlus texture analyzer). The test speed was 1.0 mm s−1, and the probe displaced a distance of 25 mm. A spherical shape was used to avoid sharp edges that could influence the material break point. 29 Each formulation was assayed 12 times, and the reported values are the means of 12 assays.
In addition, mechanical properties of commercial expanded polystyrene (EPS) tray samples (2.53 mm of thickness and 41 kg m−3 of density) were performed in the same conditions described for starch/fiber FTs.
Statistical analysis
To compare the properties of the FTs, means and standard deviations were calculated and an analysis of variance (ANOVA) and Tukey’s honestly significant difference (HSD) test were performed with Statistica software version 7.0 (Statsoft, Tulsa, Oklahoma, USA). Significance was set at p < 0.05 for the ANOVA matrix F value, and the HSD test was used to detect significant differences between means.
Results and discussion
Chemical composition of pineapple shell fiber
The pineapple shell fiber used in this work had the following composition: 8.29 ± 0.21% moisture, 2.47 ± 0.05% ash, 3.27 ± 0.30% cellulose, 5.04 ± 0.02% hemicellulose and polysaccharides, 1.70 ± 0.26% soluble lignin, and 41.02 ± 0.74% insoluble lignin. These values were lower to those found by Tang et al. 30 of 5.48% ash, 13.39% cellulose, 25.53% hemicellulose, and 3.19% soluble lignin. With regard to insoluble lignin content, the obtained value was higher than content reported by mentioned authors (16.50% insoluble lignin). Obviously the variability in chemical composition of pineapple shell fiber depends on different factors such as variety, location of the plant, maturity, 31 harvesting methods and different culture conditions such as composition of soil, temperature, humidity, and so on. 32 Other values reported for pineapple shell fiber were 40.55% cellulose, 28.69% hemicellulose, and 10.01% total lignin. 33
Starch foam trays color
Table 2 presents the color parameters (L*, a*, b*) and color difference (▵E) of starch FTs. Control trays (100/0) showed the highest value of L*, while trays with pineapple shell fiber showed a significant decrease in L* value with the increase in the proportion of fiber in the batter (Tukey’s test, p ≤ 0.05). Several authors have reported that the addition of fibers to starch polymeric matrices decreases the L* value. 5,34 However, the most pronounced effect in the foam was brownish/yellowish appearance, probably due to the color of pineapple shell fibers and to its high lignin content (1.70% soluble lignin and 41.02% insoluble lignin), according to Mello and Mali. 44 During agricultural food processing, amino acids or urea are incorporated as an enriching medium in the soil, which can be transferred to food. These compounds may be present in lignin 35 and, at high temperatures of thermoforming, may react with carbohydrates and generate caramelization and Maillard reactions, producing the browning of the trays and increasing the values of a* and b*. Besides, when lignocellulosic material is degraded at high temperature and pressure, compounds such as furfural and glycolaldehyde are liberated, which can also contribute to the browning. 36,37
Color and CI of cassava starch-based trays reinforced with pineapple shell fiber.a
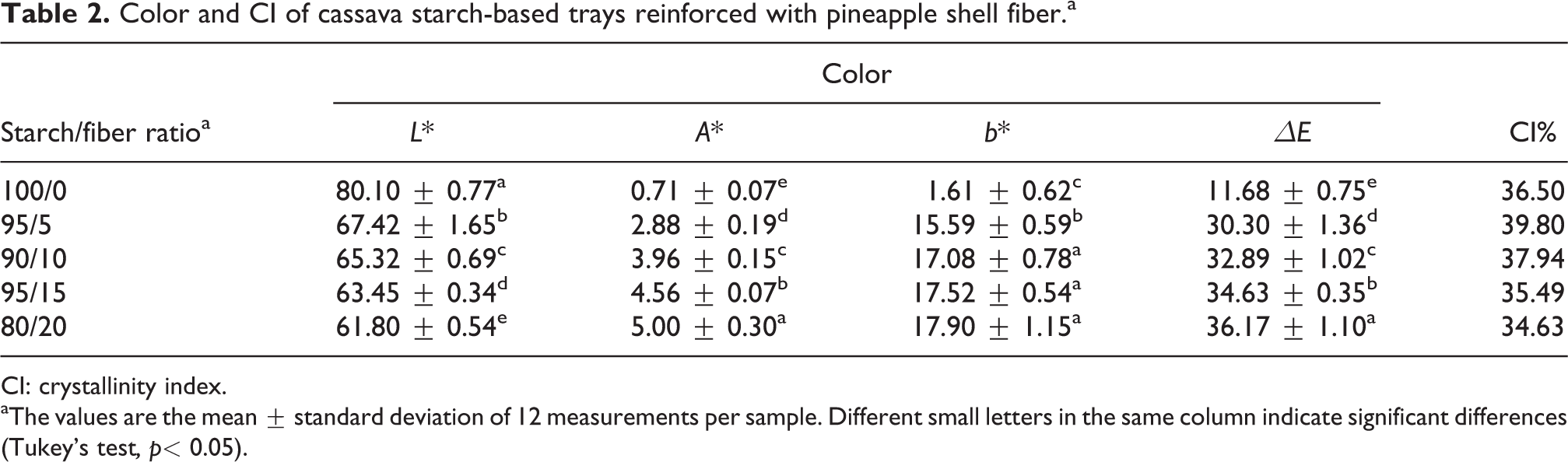
CI: crystallinity index.
aThe values are the mean ± standard deviation of 12 measurements per sample. Different small letters in the same column indicate significant differences (Tukey’s test, p< 0.05).
Thickness and density
The thickness of the FTs ranged from 2.588 to 2.616 mm (Figure 1). The incorporation of fiber did not significantly affect the thickness, because no statistically significant differences were evidenced (Tukey’s test, p < 0.05) between the different treatments. According to our results, the starch/fiber ratio of 95/5 presents the best incorporation of pineapple shell fiber in the polymeric matrix, giving the FT a lower thickness without significantly affecting the expandability of starch. 13
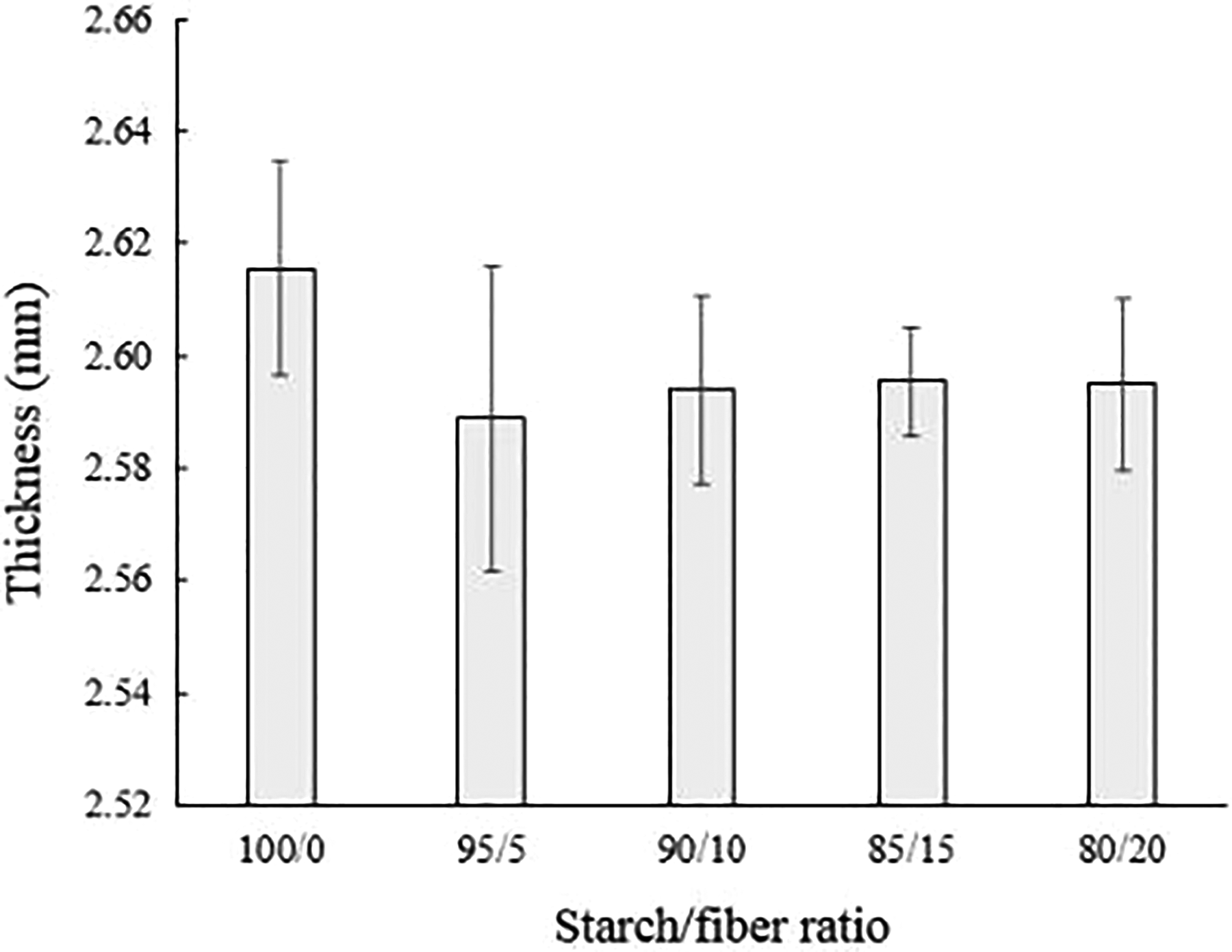
Thickness of trays based on cassava starch and pineapple shell fiber. Mean ± standard deviation of 36 values (3 measurements taken from each of 12 samples).
Density is one of the most important physical properties for the practical application of FTs. 44 The density of the FTs ranged from 368.9 to 410.5 kg m−3 (Figure 2). The starch/fiber ratio of 95/5 produced trays with similar density to control trays (100/0) (Figure 2). When the starch/fiber is above 95/5, the density increases; however, these values were not statistically different from the control (100/0) (Tukey’s test, p < 0.05), so the incorporation of fiber did not significantly affect the density. This behavior suggests that the fiber has been incorporated correctly in the polymer matrix without causing interference in the expansion capacity of the starch. 6 These values are similar to those reported for cassava starch-based FTs reinforced with malt bagasse (415–450 kg m−3) 1 and to other FTs made from wheat, maize, cassava, and potato starch and reinforced with different types of fiber (70–590 kg m−3). 8,11,13

Density of trays based on cassava starch and pineapple shell fiber. Mean ± standard deviation of 12 samples per formulation.
Scanning Electronic Microscopy
The cross sections of starch FTs reinforced with pineapple shell fiber obtained by SEM are presented in Figure 3. All FTs had a sandwich-type structure with dense outer skins and small cells comprising the surface of the foam and larger sized cells in the interior of the foam, similar to reported for Vercelheze et al. 8 No orientation of pineapple shell fiber was observed in the micrographs according to Lawton et al. 38 who verified the lack of orientation of the fiber in corn starch-based foams reinforced with aspen fiber. The lack of flow orientation of the fiber is due to the nature of the compression molding process, where the fiber and starch are thoroughly mixed, being immobilized in the gelatinized starch matrix and therefore becoming part of the cell walls.

SEM of cross sections of cassava starch trays reinforced with pineapple shell fiber: (a) control (100/0); (b) 95/5; (c) 90/10; (d) 85/15; (e) 80/20.
Similar thickness of the outer layer (skin) of the foam was observed for all treatments.
The starch/fiber ratios of 100/0 and 95/5 presented small air bubbles and homogenous air cell size inside the foam (Figure 3(a) and (b)). When the starch/fiber ratio is above 90/10 (Figure 3(c) to (e)), it was observed that the outer skin of starch foam had accumulated fiber. This resulted in decreasing expandable structures, similar to reported cassava starch-based foams reinforced with kraft fiber 12 and with sugarcane bagasse, which presented large air cells. 8 In addition, fiber proportions above 10% generate trays with air cells of larger size and irregular distribution when compared with the control.
Water absorption capacity
Figure 4 shows that fiber incorporation affects water absorption capacity (WAC) of the cassava starch-based FTs. The WAC ranged from 0.75 to 0.86 g water/100 g d.m. (dry matter) after 30 s of immersion, and those values were increasing while the immersion time increased, especially after 5 min, with statistically significant differences (Tukey’s test, p < 0.05) between control (100/0) and all starch FTs reinforced with pineapple shell fiber (95/5, 90/10, 85/15, and 80/20).

Water absorption capacity of trays based on cassava starch and pineapple shell fiber. Mean ± standard deviation of six determinations for each formulation.
Similar values of WAC for all treatments before 5 min of immersion are probably related to the porosity of the FTs. 39 Besides, as shown in Figure 3, the outer layers had similar thicknesses for all treatments, and these thin layers with large internal air cells, probably allowed water to enter more easily into the polymeric matrix.
Vercelheze et al. 8 and Kaisangsri et al. 12 observed that an increase in the fiber concentration decreased the WAC in starch-based foams, which can be explained by the chemical nature of cellulose, poorly soluble in water. 40 Nevertheless, in our study, the pineapple shell fiber showed low cellulose content (3.27%), so that the increase in the values of WAC is probably more related to the higher porosity of the FTs with higher fiber concentrations (Figure 3), allowing a greater absorption of water at higher immersion times, since these mixtures are incorporated with a greater amount of water to guarantee homogeneity (Table 1). These WAC values suggest that trays application should be limited to low moisture foods, for instance, fried foods, flours, spices, low moisture herbs or grains.
FTIR spectroscopy
Figure 5 represents FTIR spectra of foams. In most cases, all samples displayed the same spectral behavior. The presence of O–H groups is confirmed by a wide absorption band at 3310 cm−1, which may indicate the existence of H-bonding interactions between the foam components during the foaming process. 8 Other characteristic bands appeared in all samples at 2918 and 2850 cm−1, associated with the C–H stretching, and H–C–H and –C–O–H conjugated bending vibrations. 8,41 Also, a weak band was detected at 1640 cm−1, which was associated with the angular O–H bending of water molecules, and it would suggest the presence of intermolecular hydrogen interactions between the water and the starch, fiber, and glycerol. 8

FTIR spectra of the trays based on cassava starch and pineapple shell fiber.
On the other hand, bands assigned to carbohydrate vibrations appeared in the region between 1150 and 575 cm−1 and were associated with C–O–H bond stretching and they might be due to the presence of starch molecules. 42
However, the results show that an increase in the fiber concentration (starch/fiber ratio of 85/15 and 80/20) decreases the intensity in all mentioned bands. This behavior could indicate a weakened interaction between starch chains 8 due to lower proportion of starch in these composites.
X-ray diffraction
X-Ray diffractograms of foams are shown in Figure 6. The peaks at 2θ = 13.5 and 21.0° are more pronounced at high levels of pineapple shell fiber, probably due to crystallinity of cellulose in pineapple shell fiber, especially at 2θ = 21.0°. 43 Similar results were obtained by Mello and Mali 44 when malt bagasse was incorporated into cassava starch-based foams; however, these peaks were not very pronounced in the foams made from pure cassava starch, similarly to our results (Figure 6, diffractogram 100/0). This phenomenon could be a consequence of the gelatinization process, which resulted in semicrystalline materials, due to the granular structure of the native starch that was completely or partially destroyed during thermoprocessing, resulting in an amorphous matrix. 5
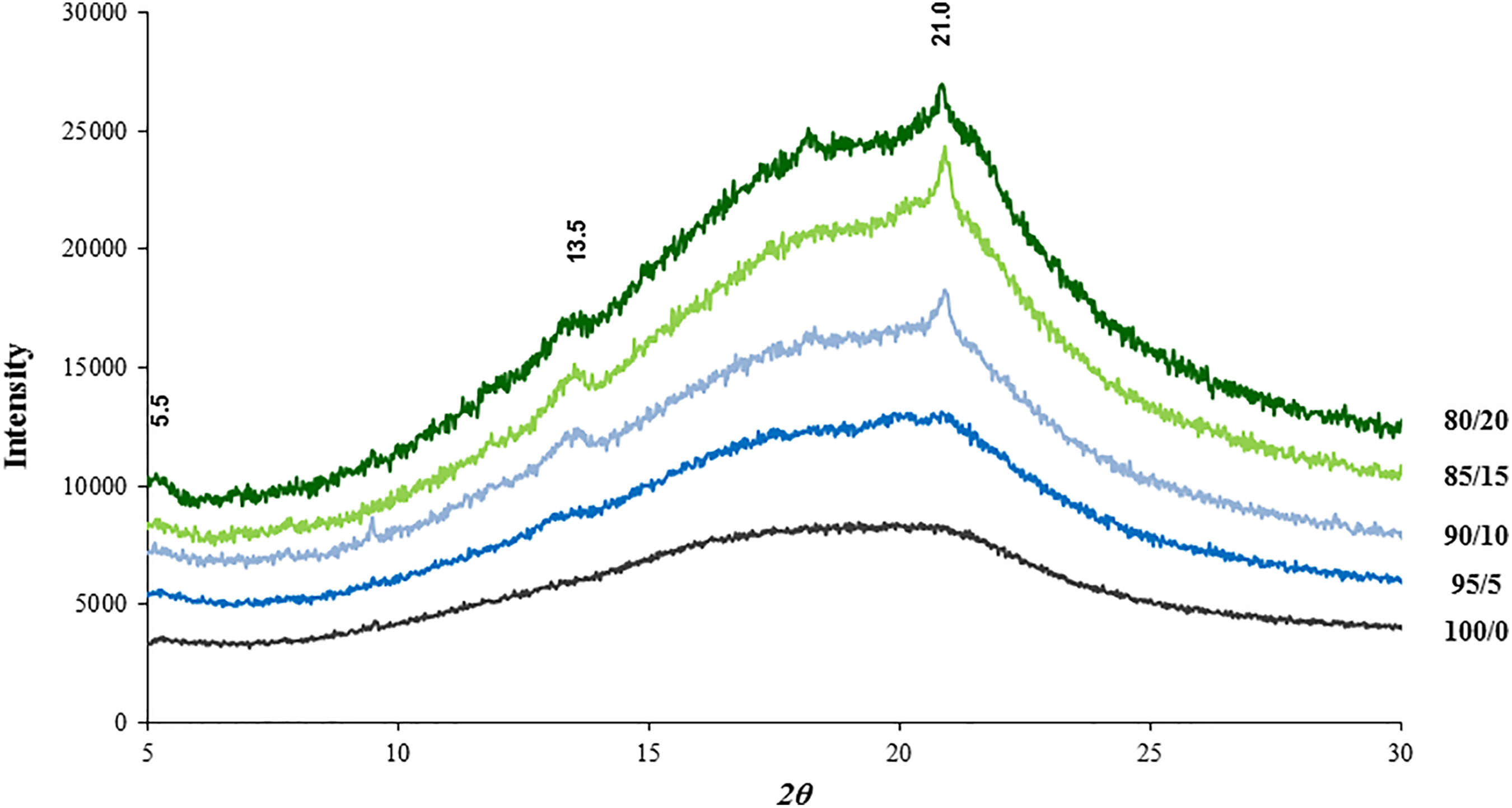
XRD patterns of the trays based on cassava starch and pineapple shell fiber. XRD: X-ray diffraction
The CI of the FTs ranged from 34.63 to 39.80% (Table 2), and the high values observed for foams 95/5 and 90/10 (39.8 and 37.94%, respectively) could be explained by the residual crystallinity of cellulose in pineapple shell fiber. 43 Nevertheless, diffractograms show that an increase in the fiber concentration decreases the CI (foams 85/15 and 80/20), which could also be related to the lower presence of the crystalline structure of starch.
Mechanical properties
The tensile strength increased from 0.76 MPa for control trays (starch/fiber ratio of 100/0) to 0.83 MPa in the trays with starch/fiber ratio of 95/5, similar to expanded polystyrene (EPS) (Table 3). The increase in tensile strength is due to the presence of fiber, which provides better strength to the composite material. 32 Conversely, higher proportions of fiber (starch/fiber ratios of 85/15 and 90/20) presented significant reductions in tensile strength (Tukey’s test, p ≤ 0.05), probably due to agglomeration and discontinuity of the fibers into the polymeric matrix. These values are like those obtained with cassava starch reinforced with chitosan fiber, 14 with a tensile strength of 0.742 MPa at 4% of chitosan added however, it was higher (1.17 MPa) in the presence of 40% of chitosan fiber.
Mechanical properties of the trays based on cassava starch reinforced with pineapple shell fiber, compared to samples of EPS

EPS: expanded polystyrene.
aThe values are the mean ± standard deviation of 12 measurements per sample. Different small letters in the same column indicate significant differences (Tukey’s test, p ≤ 0.05).
The reason for improving the tensile strength (up to a starch/fiber ratio of 95/5) was due to the reinforcing effect of the interfacial interaction between the fiber and the starch matrix, 32 which could be related to an efficient stress transference from the starch matrix to the fibers during deformation of foams, resulting in increased resistance. 11 However, high proportions of fiber can interfere with the expansibility 13 and produce discontinuity in the starch matrix, 14 resulting in trays with lower resistance to breaking.
The elongation of the FTs ranged from 1.16 to 1.38%; however, all values were lower than those showed by expanded polystyrene (EPS) (Table 3), and no statistically significant differences were evidenced between treatments (Tukey’s test, p <0.05). These values are lower than those obtained with cassava starch mixed with natural fibers (1.68–2.07%) and chitosan (1.49–2.34%), 14 possibly due to low content of cellulose (3.27%) showed by the pineapple shell fiber, because that the mechanical and physical properties of the fibers are mainly influenced by their composition. 43
With regard to compression test, control trays (starch/fiber ratio of 100/0) showed a puncture resistance of 2.57 kg (Table 3), increasing to 2.87 kg when the starch/fiber ratio was 95/5. Higher concentrations of fiber decreased the puncture resistance, probably due to a discontinuity of the fibers in the polymeric matrix, 14 to afford a less mechanically resistant material. 38 Statistically, all treatments were not significantly different from the control (100/0) (Tukey’s test, p < 0.05), so it would appear that the incorporation of fiber would not significantly alter the puncture resistance of the trays. All the formulations showed a less value of this parameter than EPS; however, they had promising values.
For its part, the incorporation of pineapple shell fiber would not significantly improve the integrity of the trays, because no statistically significant differences were evidenced (Tukey’s test, p < 0.05) between all treatments. These results indicate that interaction between starch chains was weakened in the presence of fiber, which interferes with the expansibility 13 and produces discontinuity in the polymeric matrix. 14 Besides, this behavior could be associated with the ability of composites to absorb water due to high porosity (Figure 3), as well as the presence of fiber with low content of cellulose, poorly soluble in water, 40 that is, there is a high proportion of free water in the polymer matrix, affecting therefore its properties.
Finally, since all values of puncture resistance and fracturability were below to those recorded for EPS, this biomaterial could be used to transport or store light foods such as chips, grains, spices, among others. It is a disadvantage that must be overcome in future studies to improve the applicability of these composites.
Conclusions
This work has demonstrated the feasibility to use pineapple shell fiber as the reinforcing material to produce biodegradable FTs based on cassava starch by a compression molding process. The novel foams showed good appearance, adequate expansion, and a homogeneous distribution of fiber in the polymeric matrix. The starch/fiber ratio of 95/5 showed good fiber dispersion in the polymeric matrix, resulting in a less porous structure (low density). Besides, this ratio improved the stress at break (tensile strength). However, all FTs reinforced with pineapple shell fiber showed high water absorption capacity (WAC), which is related to their porosity and low density, and the incorporation of fiber did not significantly improve their puncture resistance and fracturability. Therefore, future studies must be carried out to improve the physicochemical and structural properties of the cassava starch-based foams, for example, use of other fiber concentrations and/or species of pineapple, use of chemically modified starch, and incorporation of hydrophobic additives, considering the promising potential of this novel biodegradable material for dry food packaging, such as a viable alternative to reduce the use of petroleum-based packing foams like EPS.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was funded by “Programa Nacional de Innovación para la Competitividad y Productividad Innóvate Perú – Ex-FINCyT (Contract 407-PNICP-PIAP-2014).”