
Abstract
The objective of this work is to access the possibility of reinforcement of a new and almost inexpensive natural fiber in epoxy composites. In this study, epoxy-based composites reinforced with African teff straw (Eragrostis tef) have been fabricated using simple hand layup technique with different fiber loadings varying from 5% to 25%. The fiber surface is treated with 5% alkali, 10% alkali, silane, and acetic anhydride to improve the interaction between fiber and matrix. The mechanical, morphological, water absorption, and thermal characteristics of both the untreated and the treated composites have been studied to analyze the properties and effect of surface treatment on prepared composites. Water diffusion mechanism has also been studied. The effect of various treatment methodologies has been compared to obtain superior quality composites; 15% fiber loading and silane treatment have improved the tensile strength and flexural strength by 40% and 25%, respectively, while 5% alkali-treated composites increased tensile strength by 12% as compared to neat epoxy resin.
Introduction
Recent economic development and technological growth are inspiring academicians and researchers to look for newer materials that can compete with cutting-edge technology and at the same time should be sustainable and safe for environment. Natural fibers reinforced in different polymer matrices are offering excellent mechanical and thermal properties; therefore, they are getting much attention in this decade as an alternative to synthetic glass fiber composites. Traditional lignocellulosic natural fibers such as bagasse, wheat straw, jute, sisal, coir, ramie, kenaf, sisal, hemp, banana, pineapple, and flax have been extensively used and exploited as a reinforcement in various polymer matrices because of their biodegradability, easy availability, lightweight, and outstanding mechanical properties. A substantial number of seminal reviews are available on these traditional lignocellulosic fiber–based polymer composites. Faruk et al. 1 compiled the literature from 2000 to 2010 on all traditional natural fibers and their reinforced composites, Pickering et al. 2 did a review on recent developments in this field, Costa et al. 3 analyzed the dynamic, mechanical, and thermal analyses of polymer composites reinforced by these natural fibers.
On account of having excellent properties such as withstanding high temperatures and resistance to chemicals and corrosion, epoxy resin is preferred to be used as the polymer matrix in a number of reinforced composites. Saba et al. 4 did a comprehensive review on the reinforcement of these natural fibers in epoxy composites, and Mittal et al. 5 also did a recent review on natural fiber–mediated epoxy composites. The major issues noticed with these lignocellulosic natural fibers are their hydrophilic tendency and poor interaction with hydrophobic polymer matrix. Mohanty et al. 6 and Li et al. 7 did the analyses of various surface treatment methodologies such as alkali treatment and acetylation to enhance the properties of these natural fibers, which leads to upgradation in their prepared composites.
A significant amount of work has been reported and reviewed 1 -7 on epoxy composites reinforced with traditional fibers in the last decade; now the researchers are looking for possibility in new natural fibers that are locally available and that can be used as a reinforced phase in composites. The exploitation of these locally available fibers will not only reduce the burden on traditional lignocellulosic fibers but also provide job opportunities to the rural areas and diversity of application in the composite world.
Yeng-Fong Shih 8 studied the mechanical and thermal properties of epoxy composites based on wastewater bamboo husk fiber and treated the fibers with silane coupling agents to improve the fiber matrix adhesion. Bachtiar et al. 9 evaluated the possibility of sugar palm fibers with alkali treatment as a reinforcement in epoxy composites and concluded that higher soaking time of fiber in alkali does not improve the mechanical properties as compared to lesser soaking time. Gonzalez-Murillo and Ansell 10 prepared the henequen fiber–based epoxy composites using compression molding technique and treated the fibers with 0.06 M sodium hydroxide (NaOH) and observed that there is no significant improvement because of surface treatment of fibers. Ali et al. 11 did the work on aging of Arenga pinnata fiber–based epoxy composites and observed that the aged samples have improved tensile property compared to original samples by 50.4%. Yousif et al. 12 studied the frictional and wear behaviors of an epoxy-based composite reinforced with new 6% NaOH-treated betel nut fibers. Dielectric properties of palm tree–based epoxy composites were studied by Amor et al. 13 over the temperature ranging from room temperature to 200°C. The mechanical properties and water absorption characteristics of agave fiber–reinforced epoxy composites were analyzed by Mylsamy and Rajendran; 14,15 5% NaOH and three length segments of fibers, 3 mm, 7 mm, and 10 mm, were used for the fabrication procedure, and it was concluded that the shortest fiber of agave had good adhesion with epoxy resin. New fiber fique was applied by Hoyos and Vazquez 16 in epoxy composites for applications in construction and found that properties were better compared to conventional wood. Alamri and Low 17 used recycled cellulose fibers as a reinforcement in epoxy composites and inferred that best mechanical properties were observed at a fiber content of 46%. Fiore et al. 18 examined the effect of size and loading of new natural filler Arundo donax on static and dynamic mechanical properties of its reinforced epoxy composites and deduced that this new filler can be considered as potential reinforcement in epoxy for semi-structural applications. Suresh Kumar et al. 19 fabricated coconut sheath fiber–reinforced epoxy composites, analyzed their mechanical, thermal, and dynamic mechanical properties, and found that there was a substantial increase in the properties when fiber treatment was done with 5% NaOH solution. A similar observation was analyzed by Arthanarieswaran et al., 20 and they worked on Acacia leucophloea fiber, developed its epoxy composites without and with the treatment of 5% alkali solution, and achieved 19.98% improvement in tensile strength and 13.33% increase in tensile modulus as compared to untreated composites. Mittal and Sinha 21 -23 explored bagasse and wheat straw fiber as the reinforcement in epoxy composites, optimized the fiber loading, and concluded that alkali treatment upgraded the properties of prepared composites. Oliveira et al. 24 compared the properties of epoxy and polyester matrix composites reinforced by eucalyptus fibers. Apart from alkali treatment, silane treatment has also shown excellent result in fiber surface treatment and improvement in the properties of epoxy composites. Sepe et al. 25 used silane treatment of hemp fiber, compared the results with alkali treatment, and concluded that silane treatment was more effective for properties upgradation of epoxy composites. Lu et al. 26 experienced 71% increase in tensile strength in case of silane treatment of bamboo cellulose–reinforced epoxy composites and 34% improvement in case of alkali-treated composites. Researchers also tried acetic anhydride for the surface treatment of natural fibers. Huner 27 compared the effects of alkali, acetic anhydride, and silane treatments on flax fibers and their epoxy composites. Loong and Cree 28 also found 55% improvement of tensile strength in case of 2% acetic anhydride–treated flax/epoxy composites. Dayo et al. 29 also analyzed the comparative performance of alkali and silane treatment on hemp fiber–reinforced composites. Water absorption characteristic of these composite materials is also a major aspect to understand, and a suitable mechanism should be established to apply the composite in a better manner. Giridhar et al. 30 performed experiments on jute fiber– and sisal fiber–based epoxy composites and observed that sisal fiber–based epoxy composites have higher moisture absorption. Hu et al. 31 studied water absorption behavior of jute fibers–based polylactide composites during the aging process. Moisture absorption study of jute epoxy composites was explained by Masoodi and Pillai, 32 and they concluded that by increasing the fiber loading moisture, absorption also increases. Modeling of moisture diffusion characteristics of natural fibers with mathematical aspects 33,34 was also considered in various models. The above literature review suggests that researchers are looking for various new fibers as a reinforcement in polymer matrix, and a number of fibers were tested as the reinforced phase in epoxy matrix for diverse applications. Alkali treatment is primarily used for the improvement of interaction and compatibility between fiber and matrix, and the concentration of alkali treatment depends on the nature of these new fibers. The present study deals with the development and characterization of epoxy composites reinforced with a new and novel fiber teff straw, which has never been exploited as a reinforcement in epoxy composites. Teff is an annual cereal crop of East African countries mainly produced in Ethiopia, and teff straw fiber is the solid agricultural waste of this cereal crop. In Ethiopia, Teff has the largest share in cereal crops, and around 3.7 million ton of teff cereal is produced annually, which generates around 2 million ton of teff straw as a waste. 35,36 The cellulose content of teff straw is 36.7 ± 3.2%, 35 which is comparable to traditional fibers such as coir, bamboo, wheat straw, and rice husk that are successfully reinforced in polymer composites. 1 Utilization of teff straw was done for the production of biomethane, 35 bio silica, 31 and chromium removal 37 by the researchers, but its potential as a reinforcement in polymer composites has never been investigated. This study examines the possibility of this novel fiber as a reinforcement in epoxy matrix with the help of various characterization techniques.
Materials, methods, and characterization
Materials
(i) The teff straw used in this study was collected from South Gondar, Ethiopia, and was thoroughly washed with distilled water to remove unwanted impurities and dried in an electric oven at 70°C for 48 h; the fibers were manually chopped to 5–10 mm length, and these were named as untreated teff straw.
(ii) The matrix is epoxy system comprised of epoxy resin (AW 106) and the hardener (HV953), which was supplied by Huntsman International (Mumbai, India) Private Limited.
(iii) Procurement of sodium hydroxide (minimum assay = 98%) was done by M/S Himedia Laboratories Private Limited (Mumbai, India), (3-glycidyloxipropyl) trimethoxysilane was procured from TCI Chemicals (Tokyo, Japan), while other chemicals were provided by SD Fine Chemicals (Mumbai, India); distilled water was produced in the lab itself by a distilled water unit.
Treatment of teff straw
Alkali treatment
Teff straw fibers were immersed in two different concentrations of NaOH solutions, that is, 5% and 10%, for 60 min; then, it was washed by distilled water three to four times to remove the unwanted impurities. Then, the fibers were kept in a hot air oven at a temperature of 70°C for 48 h. During the surface treatment of fibers by alkali NaOH, the liquor to fiber ratio was maintained at 20:1. 22,23
Silane treatment
Teff straw fibers were treated using silane solution containing 1% silane coupling agent in ethanol water (80/20) solution for 1 h; then, the fibers were oven-dried at 70°C. 25
Acetic anhydride treatment
The fibers were first treated by acetic acid and subsequently by acetic anhydride for 3 h at a normal room temperature; after this the fibers were washed and dried in an oven at 70°C. 27
Fabrication of untreated and treated composites
Both epoxy resin (AW 106) and the hardener (HV953 IN) were mixed in the ratio of 5:4 (recommended by the supplier), and then the fibers were added. Different fiber loadingswere used, that is, 5%, 10%, 15%, 20%, and 25% for both untreated and treated fibers. The mixture was stirred at 2000 r min−1 for 10–15 min in a mixer to get uniform and homogenous mixture; after mixing, the whole mixture was poured in a mold of 300 × 300 × 10 mm3 size and allowed for curing at ambient temperature for 24 h. The simple hand layup technique was used for the development of treated and untreated composites, polythene sheets were laid in a clean and dry mold to avoid sticking of epoxy fiber mixture to the wall of mold, and the sheets were rolled by a heavy roller to reduce bubbles and voids. Finally, a dead weight of 25 kg was put on the mold for 24 h, and then, the prepared composite sheets were withdrawn from the mold for cutting purpose to get sample dimensions according to ASTM standards for characterization. Figure 1(a) and (b) shows the images of teff fiber, and Figure 1(c) and (d) shows the prepared sheet of teff fiber–reinforced epoxy sheet and samples that were cut for analysis purpose.

Images of (a) and (b) Teff fiber, (c) epoxy composite sheet of teff fiber, and (d) samples for analysis.
Characterization
Tensile testing of fibers
Tensile testing of the fibers was done on the mechanical property tester (ElectroForce 3200, load cell: 225 N) at a uniform crosshead speed of 0.1 mm min−1 (ASTM D-3822; with a gauge length of 35 mm).
Tensile and flexural characterization of untreated and treated composites
To characterize the tensile and flexural behaviors of the treated and untreated teff straw–based epoxy composites, 2716-002 Instron Model 5982 (Grove City, PA, USA) was used. Standard procedures according to ASTM D3039 38 and ASTM D790 39 were followed at a crosshead speed of 2 mm min−1. The sample sizes of 250 mm long by 25 mm wide by the thickness of the material for the tensile test and 100 mm long by 25 mm wide by the thickness for the flexural test were used. Three samples were analyzed for each test run, and the average was taken for the final result. Extreme care was managed for the reproducibility and accuracy of data.
Morphological characterization and scanning electron microscopy
Scanning electron microscopic (SEM) imaging characterization was done using LEO 435 VP with an acceleration voltage up to 30 kV, magnification range of 10×–300,000×, with detection mode. A thin layer of gold coating is done on the samples.
Fourier transform infrared spectroscopy
Fibers/KBr and composite samples/KBr were mixed in 1:10 ratio and pressed into the disk for FT-IR NICOLET 6700 spectroscopic evaluation. The range of frequency was set at 4000–400 cm−1 along with a resolution of 40 cm−1, and the spectra were recorded with 32 scans.
Water absorption test
The water absorption characteristics of untreated and various treated teff straw–epoxy composites were examined according to the ASTM D570 standard. 40 The size of the sample was 76.2 × 25.4 mm2 by the thickness of the material. The following equation was used for the analysis:

where M i is the dry initial weight, M f is the weight after immersion in water, and %M is the water absorption rate. The water absorption behavior in reinforced polymer composites follows Fickian as well as non-Fickian diffusion behaviors. To analyze diffusion behavior, the following equation can be used:

where M t is the percentage of the water absorbed in the sample at any time t, M m is the maximum percentage of the water absorbed, and k and n are the kinetic parameters. The diffusion coefficient (D) for the water absorption 33 by composite can be calculated using the following equation and mathematical analysis. Here h is the thickness of sample.

Thermal characterization
The thermogravimetric analysis (TGA) and differential thermal gravimetric (DTG) analysis were performed using EXSTAR TG/DTA6300 RT (RT Instruments Inc., Woodland, California, USA). The flow rate of nitrogen was 200 mlmin−1, and constant heating rate was maintained at 10°C min−1 from room temperature to 800°C. The weight of the sample was kept at approximately 10 mg.
Results and discussion
Characterization of fiber
Figure 2 shows the Fourier transform infrared (FTIR) spectra of teff fiber. The peak at 3328 cm−1 occurs due to OH stretching. 37 The peak in the range of 2918 is corresponding to CH stretching 17 present in cellulose, and the peak at 1647 cm−1 is corresponding to the absorbed water. The chemical composition of teff straw fiber is reported by Chufo et al., 35 that is, cellulose 36.7 ± 3.2, hemicellulose 32.4 ± 0.5, and lignin 9.4 ± 3.2 with a total carbon percentage of 42.4 ± 0.9. Figure 3(a) and (b) shows the SEM morphology of teff straw fiber. The low-magnification image (Figure 3(a)) shows the fibrillar structure of the fiber. Few impurities are also visible. High-magnification image of fiber in Figure 3(b) shows the vascular bundles and cells. The tensile strength of fiber is in the range of 280–326 MPa, which is comparable.
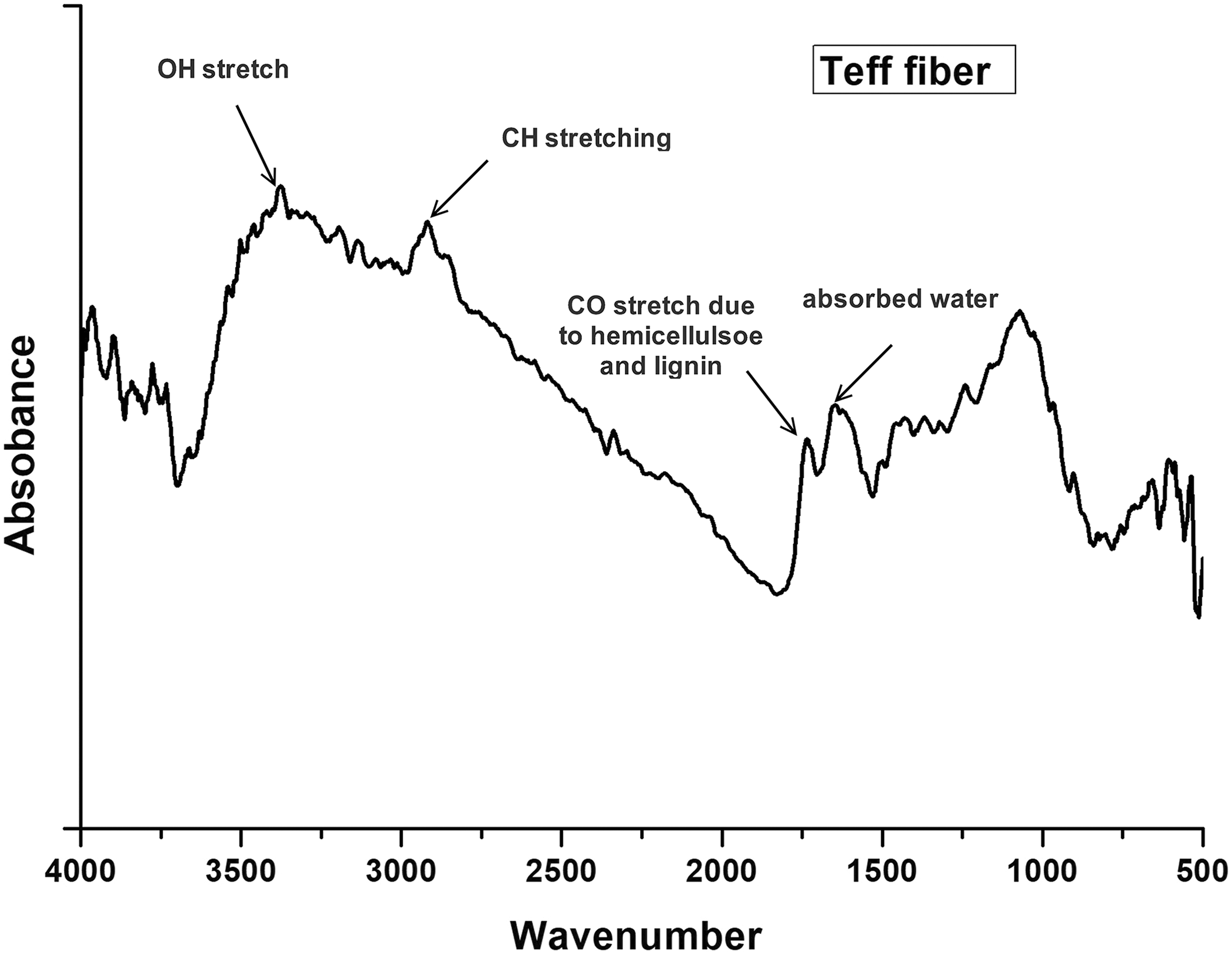
FTIR spectra of teff fiber.

SEM image of teff fiber.
FTIR analysis of untreated and various surface-treated composites
Figure 4 shows the FTIR spectra of untreated and various surface-treated teff straw–based epoxy composites reinforced at a fiber loading of 15%; the presence of epoxy in all the composites can be confirmed by the additional peak at 2853 cm−1 which is due to CH3 of epoxy resin 17 which was not there in the spectra of fiber; the peaks at 1508 and 1583 cm−1 are corresponding to the benzene ring of epoxy or C=C stretching of aromatic ring. 17 The 5% and 10% alkali-treated teff straw shows the removal of peak at 1738 cm−1, 19 which is due to the C=O stretching of hemicelluloses. The additional peaks are visible in silane-treated composites between the regions of 1100 and 1150, and the peak at 803 cm−1 is due to Si–O–Si and Si–O–C, 25,27 which causes the desired hydrophobic nature in fiber and improves the interlocking between the fiber and the polymer matrix. The acetic anhydride–treated fibers shows the additional peak of ketonic carbon 27 due to acetylation in the range of 1780–1800 cm−1.

FTIR spectra of untreated and various surface-treated composites.
SEM morphology of untreated and various surface-treated composites
Figure 5 shows the SEM images of untreated and various surface-treated composites at a fiber loading of 15%. Figure 5(a) shows the image of untreated composites, which has many voids and poor fiber surface interaction; 5% alkali-treated and silane-treated composites in Figure 5(b) and (d) show better interaction, fewer voids, and improved quality of composites. There is no further improvement in case of 10% alkali-treated composites in Figure 5(c). Acetic anhydride–treated composites (Figure 5(e)) have comparatively few voids and better interaction as compared to untreated composites.

(a) Tensile fracture surface of untreated teff straw (15% loading)–based epoxy composites; (b) 5% alkali-treated composites (15% fiber loading); (c) 10% alkali-treated composites (15% fiber loading); (d) silane-treated composites (15% fiber loading); (e) acetic anhydride–treated composites.
Mechanical properties
The average values of mechanical characteristics, that is, tensile strength, tensile modulus, flexural strength, and flexural modulus, for different percentages of loading of untreated and treated teff straw–reinforced epoxy composites are represented in Figures 6 to 9. It can be clearly observed in Figures 6 and 7 that up to 15% fiber loading for both untreated and treated composites, the values of tensile strength and tensile modulus are increasing, and then, both the parameters begin to reduce. This behavior can be explained by the fiber’s capacity to transfer the stress effectively up to 15% fiber loading, and beyond that, further improvement in the properties is not taking place. Improvement of more than 10% of tensile strength as compared to neat resin is obtained in case of 5% alkali-treated sample and 15% fiber loading. Similar trend was observed in Acacia leucophloea fiber–based epoxy composites 20 for 20% of fiber loading. Silane-treated composites show a maximum improvement in properties, while 5% NaOH-treated samples show a significant improvement as compared to untreated and other treated samples. At optimum loading of 15%, silane-treated composites have a tensile strength of 42.1 MPa, which is approximately 40% higher as compared to neat epoxy resin; 5% alkali-treated samples show a 12% improvement in the value. Similar trends are observed in tensile modulus, which is evident in Figure 7. The improvement in the properties in case of acetic anhydride–treated composites is marginally less as compared to 5% alkali-treated composites. Samples with 10% NaOH treatment have no appreciable improvement in terms of properties; this can be understood by the fact that high concentration of alkali has degraded the fiber surface, which is also evident in the SEM images.

Effect of fiber loading and various treatments on the tensile strength of teff straw–reinforced epoxy composites.

Effect of fiber loading and various treatments on the tensile modulus of teff straw–reinforced epoxy composites.

Effect of fiber loading and various treatments on the flexural strength of teff straw–reinforced epoxy composites.

Effect of fiber loading and various treatments on the flexural modulus of teff straw–reinforced epoxy composites.
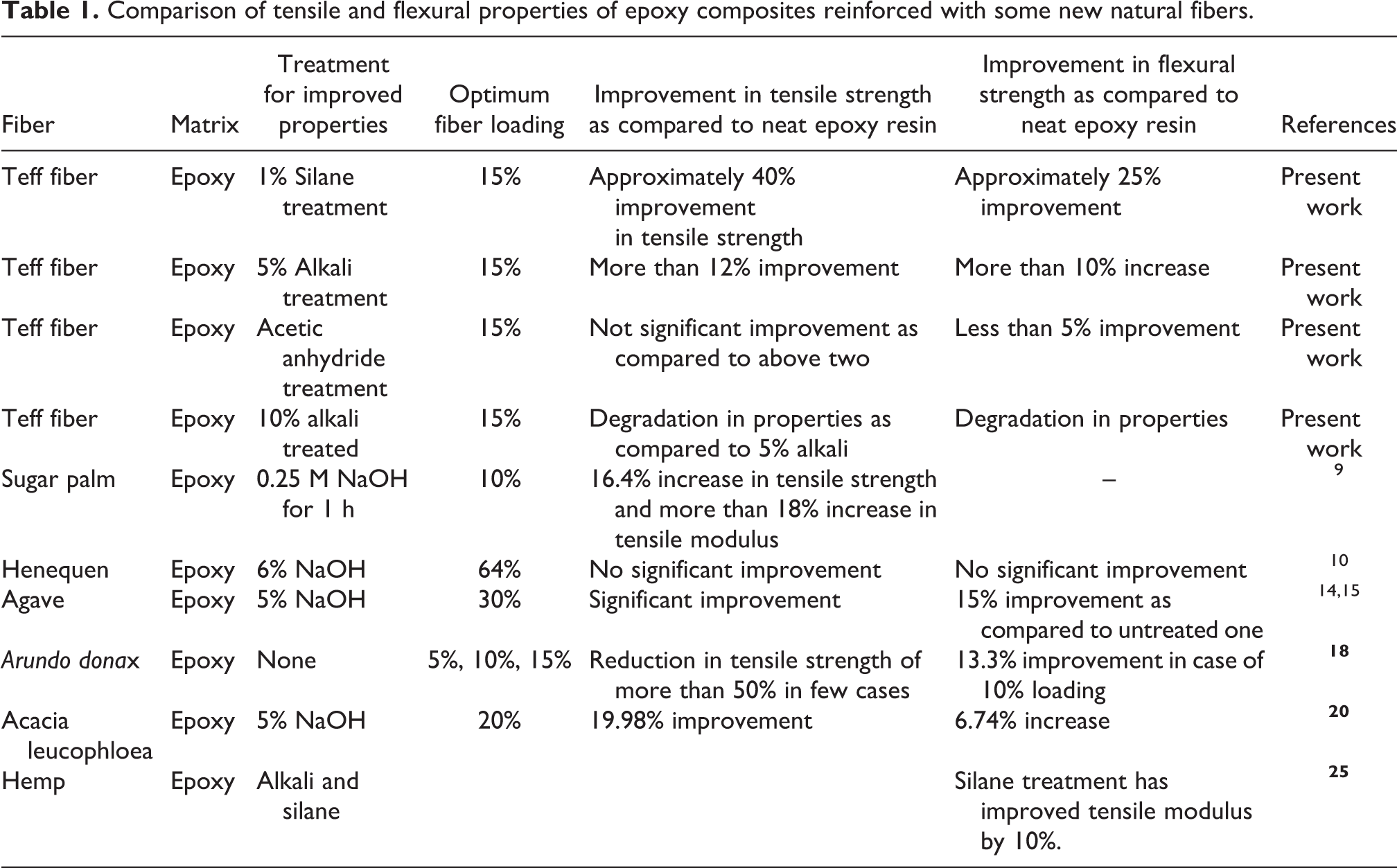
A similar trend can also be observed in flexural strength and modulus of untreated and treated samples of teff composites in Figures 6 and 7. It is clear from the figure that values are improving for both untreated and treated samples up to 15% fiber loading, and beyond that deterioration in properties is taking place; this can be explained that beyond 15% fiber loading, fiber matrix adhesion is poor, which is responsible for nonuniform stress transfer and agglomeration of fibers within the matrix and ultimately leads to degradation in properties. Silane-treated composites have outstanding properties because of introduction of Si–O–Si and Si–O–C peak apart from the partial removal of hemicellulose and lignin. These bonds facilitate the better interlocking of fiber and matrix, which is also visible in SEM morphology, and the effect is reflected in the mechanical properties of composites. Approximately 30% improvement in flexural strength is achieved; 5% alkali-treated samples show an improvement in the values of flexural strength as compared to untreated ones. More than 11% improvement in flexural strength is taking place as compared to neat epoxy resin in case of 15% loading and treatment. Acetic anhydride–treated composites show an improvement in properties as compared to untreated one because of acetylation which is evident in FTIR. High alkali concentration that is 10% is not going to add value in the results, which is because high concentration of alkali causes damage of the fiber surface visible in SEM images and leads to decrease in the properties. Figure 9 represents the effect of fiber loading and various treatment on flexural modulus. Flexural modulus values are also increasing up to 15% fiber loading for both untreated and treated samples. Flexural modulus of all the composites are higher as compared to neat epoxy resin; this shows that this reinforcement increases the stiffness in composites as compared to neat resin. Table 1 shows the comparison of the performances of epoxy composites reinforced with various fibers and the fiber used in this study.
Comparison of tensile and flexural properties of epoxy composites reinforced with some new natural fibers.
Water absorption
Figure 10 depicts the findings of water absorption test on composites developed by untreated fibers and 5% alkali-treated fibers. From the figure, it is clear that as we increase the fiber loading, the amount of water absorption increases because these lignocelluloses fibers are used to be hydrophilic in nature, but at the same time, if we compare the water absorption between untreated and treated water composites, we find that the percentage of water absorption is less in case of silane-treated, 5% alkali-treated, and acetic anhydride treated at optimum fiber loading of 15%; this can be understood by the fact that silane, 5% alkali, and acetic anhydride treatment not only improved the morphology of fiber surface but also developed a strong adhesion between fiber and matrix and hence produced good-quality void-free composites that absorb less water as compared to untreated composites. Si–O–Si and Si–O–C bonds are also responsible for hydrophobic tendency.

Water absorption curve for untreated teff straw/epoxy composites (for various loadings) and various surface-treated teff straw/epoxy composites (at 15% fiber loading).
Figure 11 shows the curve fitting graphs of the experimental values used in Equation (2) for untreated and various treated composites having 15% fiber loading. The parameters n and k were evaluated by curve fitting, and the initial diffusivity was estimated with the help of Equation (3). The diffusion parameters are listed in Table 2, and the diffusivity value is reduced in case of treated composites, which signify the improvement in water absorption in case of treated samples.

Water diffusion curve fitting plot of untreated and various surface composites with 15% fiber loading.
Kinetic parameters and diffusion coefficient of epoxy composites having 15% fiber loading of untreated and various treated teff fibers.

Thermogravimetric analysis
TGA and DTG curves of epoxy composites reinforced with untreated teff straw and various surface-treated teff straw are presented in Figure 12. Optimum fiber loading of 15% has been used for all the samples. Three zones of degradation are observed in which the first zone 80–100°C refers to the removal of moisture, while the second zone 200–470°C represents the degradation of hemicellulose and other fiber components; then, the degradation of remaining epoxy and lignin takes place. 22 The silane- and acetic anhydride–treated composites have a less residual weight as compared to untreated and other treated composites. In DTG thermogram, it was observed that silane-treated, 5% alkali-treated, and acetic anhydride–treated composites have better thermal stability as compared to untreated composites, which is evident from the fact that higher rate of weight reduction is observed at 361°C in case of untreated one and at 363°C in case of 5% alkali-treated samples. Silane- and acetic hydride–treated composites show better thermal stability as their higher rate of weight reduction is shifted to higher temperatures as compared to alkali-treated and untreated samples.

TGA and DTG thermograms of untreated and various surface-treated teff-reinforced epoxy composites at 15% fiber loading.
Conclusions
A new and almost inexpensive fiber teff straw that is a waste product is successfully reinforced in epoxy matrix. Mechanical, morphological, FTIR, water absorption, and thermal analyses have been done to characterize the teff straw–based epoxy composites. Various fiber loading values ranging from 5% to 25% were examined in the development of samples. Composites fabricated with 15% fiber loading showed improved properties. Silane and 5% NaOH concentration for surface treatment of these fibers led to improvement in mechanical properties in a significant manner, and the results were supported by SEM morphology, FTIR analysis, and water absorption tests. Improvement in thermal stability is also observed from TGA and DTG thermograms in silane- and acetic anhydride–treated samples. Silane treatment is the optimum methodology to improve the overall properties of these composites that can be utilized for light-weight applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.