
Abstract
In this study, natural fiber epoxy composites were prepared using palmyra sprout fiber and red matta rice husk ash(RHA) biosilica. This paper mainly aims to investigate the mechanical, wear resistance, thermal stability as well as water absorption behaviour of naturally obtained novel fiber with red matta biosilica in epoxy based composites. The fiber’s surface was treated by base, while the biosilica particles were treated by amino-silane. The composites were fabricated by hand lay-up process and characterized based on ASTM standards. According to the results the highest tensile and flexural strength observed for the composite is about 147 MPa and 211 MPa for 3 vol. % of biosilica with 30 vol. % of fiber. Izod impact toughness reveals the maximum impact resistance up to 5.82 J. Increment in reinforcement vol. % shows increased hardness. Wear properties represents the composite designations EPB3 retains good wear resistances for 3 vol. % of biosilica. Similarly, thermal stability improved by the addition of biosilica of 3 vol. %. Water absorption results reveal that, the addition of reinforcements marginally affects the contact angle. Such mechanically improved, wear resistible and thermally stable natural composites could be used in automotives, industrial and defense applications as well as in household appliances.
Introduction
Over many years, polymer composites have been widely employed, and their market share continues to expand. Polymer-based composite materials have gained increasing attention and are being employed in a variety of applications. Since it is a thermosetting plastic epoxy, it is extremely brittle and has a limited variety of uses in structural applications.1,2 If the toughness of epoxy resin is improved; it has the potential to be used in a wide range of structural applications. Making epoxy into a more toughened, fiber reinforcing is a popular method of enhancing the load sharing phenomena macroscopically. 3 Natural fiber reinforced composites have a number of significant advantages, including high specific strength and modulus, availability, lower cost, than synthetic fibers, light weight, recyclability, biodegradability, low hazard production procedures, and non-abrasive nature. The natural fiber-based composites, including novel fibres such as okra, vernonia elaeagnifolia, cissus quadrangularis, calotropis, prickly pear and argyreia speciose waste have been studied by a few researchers in distinct manners.4,5 Mohan et al. 6 investigated the characteristics of the drilling process for palmyra-based composites. The analysis will focus on three process variables: resin, rotational speed, and drill rate. The outcome shows that the candlestick drill bit created the least thrust force when the drilling process parameters were set, followed by the twist and step cone drill bits. Indra et al. 7 conducted experimental studies on the mechanical and thermal properties of sprouts centre stem (asian palmyra) fiber reinforced polymer composites. In the findings of the study, it was discovered that the tensile, flexural, and impact properties of the composites had significantly improved. The thermal conductivity and specific heat capacity of composites decrease as the fiber content of the composite increases, but the temperature-dependent thermal conductivity and specific heat capacity of composites improve. Mohan et al. 8 studied the mechanical behavior of palmyra palm petiole fiber reinforced epoxy composites. It is demonstrated in this study that the mechanical drilling behaviour of palmyra palm petiole fiber reinforced epoxy composites may be predicted. On the basis of the test findings, it has been discovered that increasing the fiber percentage up to 30 vol.% improves tensile strength, flexural strength, and impact test results; however, increasing the fiber content (50%) decreases the attributes of a composite material.
However, natural fibers could enhance load sharing phenomenon at macroscopic level. But atomic level changes in molecular structure could yield toughness improvements. The addition of low brittle and low strength filler particles into epoxy resin could be created changes in atomic level where output is more optimistic. There are larger testimonials for the novel particles and their usage in advanced engineering materials.9–11 Suresh et al. 12 studied the effect of natural fillers on mechanical properties of epoxy-glass reinforced hybrid composites and their ranking by topsis. In this research, an investigation was carried out on E-glass fiber reinforced hybrid composites which consists of natural fillers like arabic gum tree coal powder (A.C.P), neem tree coal powder (N.C.P) and Jambal tree coal powder (J.C.P). It is found that the mechanical properties like tensile strength, flexural strength, interlaminar shear strength (ILSS), impact strength and hardness of the glass reinforced composites are modified with the incorporation of the fillers. 3-aminopropyltriethoxysilane treated stacked silicate nanoclay addition along with red matta-RHA biosilica on woven ramie fiber epoxy composite was investigated by Mahalingam et al. 13 Author concluded that the addition of nanoclay particles to the ramie fiber-epoxy composite boosted the toughness and impact damage. Karthigairajan et al. 14 developed and characterize the rice husk biosilica-epoxy coating for air-duct applications. According to the authors the high thermal stability of novel coating material protected the air-ducts from thermal fatigue failures. Similarly, Balaji et al. 15 studied the biosilica addition and its effect on prickly pear fibre-epoxy composite. Results revealed that the addition of biosilica particle improved the DMA and fatigue properties of composite. Thus it is noted that so far, very few researchers investigated the effect of palmyra sprout fiber in polymer matrix medium. Similarly, the utilization of palmyra sprout fiber and their properties likes wear and thermal behaviour also not much familiarized in earlier studies. But being cost-effective and eco-friendly it can be a better alternative to existing synthetic fibre in reinforced composites. Moreover, the combination of base treated palmyra sprouts fiber with silane-treated red matta-RHA biosilica formulation also not yet investigated. Many previous researches reporting the significance of usual rice husk ash turned biosilica in PMCs. But there is no specific study on red matta rice husk derived biosilica. Since this red matta variety of paddy holds larger volume of silica content than the usual rice husk.
Hence the present study aims to investigate the mechanical, wear and thermal as well as water absorption behaviour of surface-modified palmyra sprout fibre-reinforced epoxy with red matta-RHA biosilica composites. The various mechanical properties such as tensile, flexural, impact and hardness also need to be studied concerning various volume fractions proposed composite materials. Similarly, the present study is designed to investigate the wear properties such as coefficient of friction and wear rate as well as their fatigue life counts. These mechanically strengthened wear resistance and fatigue properties improved composites could be used as working material for structural, automotive, defence and domestic applications.
Experimental part
Materials
In this current research, the natural fiber particulate composites are created by quick set Araldite epoxy resin LY556, with a density of 1.18 g/cm3 and molecular weight of 190 g/mol. Palmyra sprouts were used as reinforcements and procured from Natural farmhouse, Tamilnadu, India. Fiber has a diameter of 30–40 μm and length 20 mm with a density of 0.4–0.6 g/cc. The surface modifier 3-Aminopropyletriethoxysilane (APTES) was purchased from Sigma Aldrich, USA. Ethanol, acetic acid, filter paper, mortar and NaOH of molecular weight 40 g/mol and H2SO4 of 98.07 g/mol were purchased form MERCK India Ltd. Figure 1 shows the stages in palmyra sprout fiber preparation. The sprouts were normally soaked in water for 7 days to ensure proper retting and separated from it via hammering process. The separated fibers were cleaned with water for many times before making it dry.
16
According to the literature the optimized process variable are selected for this fibre extraction process. Palmyra sprout fiber preparation.
Preparation of biosilica particle
The biosilica particle preparation from rice husk ash has two steps. In beginning the rice husks were burned completely at 750°C within thermal reactor upon reactor bed through a separate air supply unit. The output product of burning procedure was ash of RHA and, it has a lot of biosilica with slightest impurities. To purify these RHA biosilica from impurities, the second step was followed. To create sodium silicate solution, the generated RHA was mixed with various normalities of NaOH solution at 80°C and swirled constantly for 1 h. Filter paper (whatman grade 41) was utilized to separate sodium silicate from the solution. These sodium silicates were again titrated within the 1N HCL at a pH of 7. Later by completion of stirring process, silica gels were obtained and aged for 24 h. To make silica slurry from silica gels, it will be washed with distilled water. After several washes, this silica slurry was heated in a beaker for 20 h at 70°C. To acquire a refined size the xerogel silica was then pulverised for 2 h in a mortar.
17
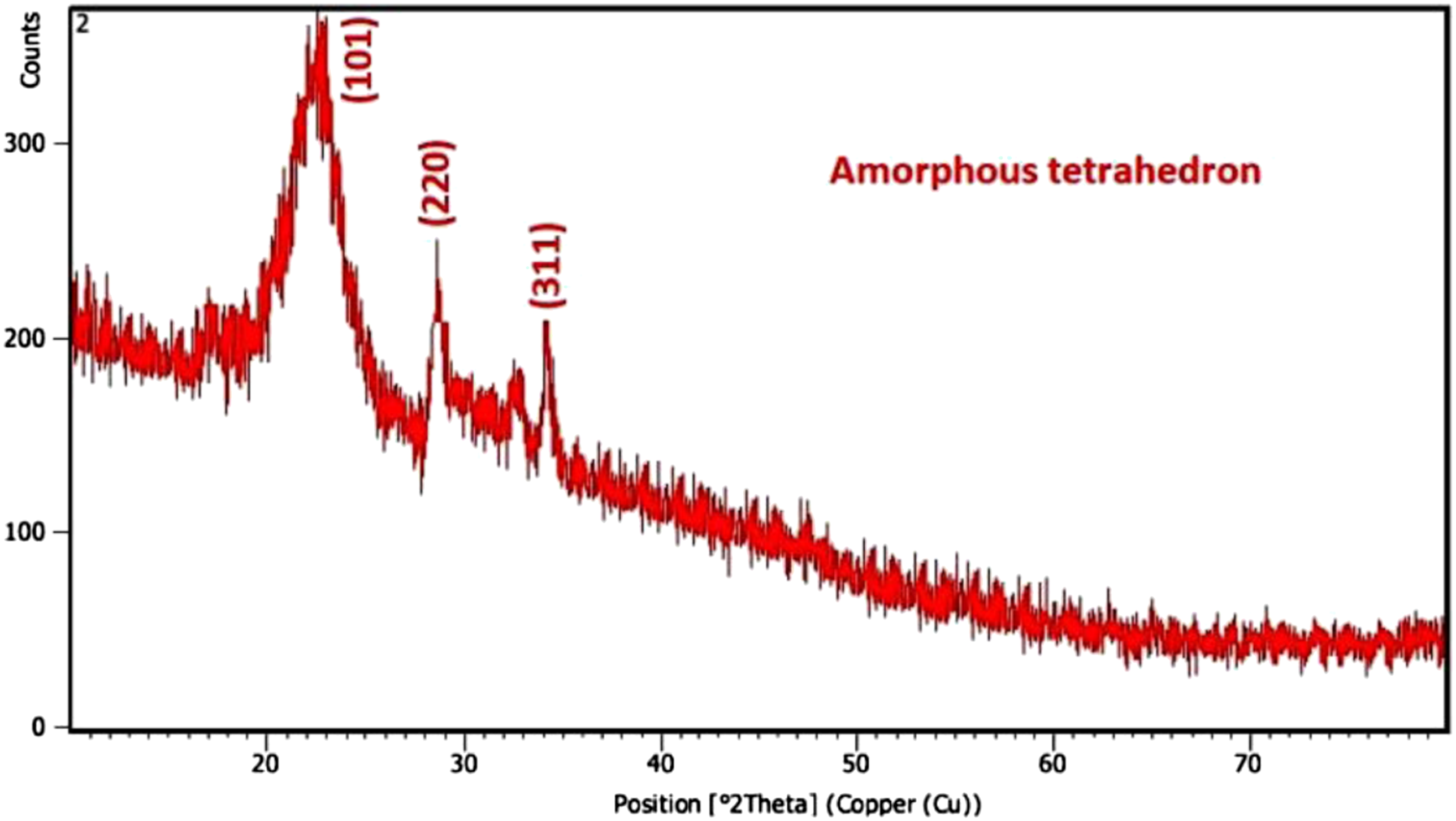
The average biosilica particle after the grinding process was about 800 nm–1200 nm, which is confirmed by particle size analyzer. The steps followed by the preparation of RHA biosilica particles were illustrated in Figure 2. Figure 3 shows the X-Ray diffraction technique (XRD) plot of prepared biosilica. The peaks at 22.1°, 28.8° and 34.1° 2θ indicates the existence of amorphous tetrahedron crystal structure. It is observed that there are no other peaks available in the plot indicating that the prepared biosilica is in high purity without any other impurities. Steps followed in the preparation of RHA biosilica particles. XRD plot of prepared biosilica.
Surface treatment on fibers and particles
Base treatment on palmyra sprout fibres
Chopped palmyra sprout fibers were base treated with 1N of NaOH solution based on the optimized condition drawn from literature.
18
Fibers were immersed in this solution thoroughly and soaked for 1 h. At this stage the loosely bonded semi and hemi-cellulosic structures washed away and the fibre is free from high cellulose content. Since this loosely bonded semi and hemi-cellulose may create adverse effects at the time of silane treatment process this step was carried out. After completion of soaking period the base solution was rinsed out and fiber was separated. This separated fiber further washed with water and dried. Figure 4 shows the base treatment process. Base surface treatment on fibers.
Silane treatment on particle
The base treated fibers are again subjected to silane surface treatment process. Since the alkali may remove the poorly bonded cellulosic contents from the fibre’s surface whereas the silane creates chemical bonding (amine reaction) with the fibre. Though the alkali treatment produces micro pits on the fibre surfaces they are not sufficient to make sound adhesion with matrix. Thus the silane treatment is preferred continuous with alkalis.
19
In this study a 95% of ethanol and 5% of water were taken and mixed gently for 10 min. The water is added to adjust the pH to the required level and to dilute the ethanol. Then required amount of silane coupling agent generally 2 wt. % concentrations was added drop by drop to get homogeneous mixture followed by 5 min gentle stirring. Further the particles were immersed in ethanol water solution for 10 min. The surface treated particles were separated from aqueous solution by pouring excess solution manually. The surface treated particles were washed briefly with ethanol to remove excess silane and dried at 110°C for 10 min in oven to remove moisture and to form Si-O-Si structure.
19
Figure 5(a) and (b) shows the Fourier transform infrared spectroscopy (FTIR) spectra of as-received and silane treated biosilica particles. Similarly Table 1 shows the functional peaks incepted after the silane treatment process. It is noted that the as-received biosilica particle (Figure 5(a)) not showing any functional peaks like N-H, C-H, C-O and O-H regions, confirming the absence of functional molecules. However in Figure 5(b) the FTIR spectra show more functional groups, which are hails from the silane during the condensation reaction. A peak at 3418.76 cm−1 indicates the presence of N-H stretch, which is comes from amino group of silane. Similarly, peaks at 2932.69 cm−1, 2376.30 cm−1 and 2322.29 cm−1 are the C-H stretch hails from the propyl group of silane. Moreover the peaks at 1689.64 cm−1 and 1527.62 cm−1 were confirmed the C-H bend moment on the biosilica’s surface. Finally the peak at 828.93 cm−1 indicates the Si-O-Si structure’s asymmetric stretch, which is incepted at the time of silane condensation at elevated temperate. Thus the FTIR spectra confirms the effective silane treatment process with all necessary functional groups (NH2) which are possibly react with the resin at the time of curing and creates physical link. FTIR spectra of (a) as-received and (b) silane treated biosilica. FTIR functional group and vibrations.

Composite fabrication
Various composite designations for different combination.
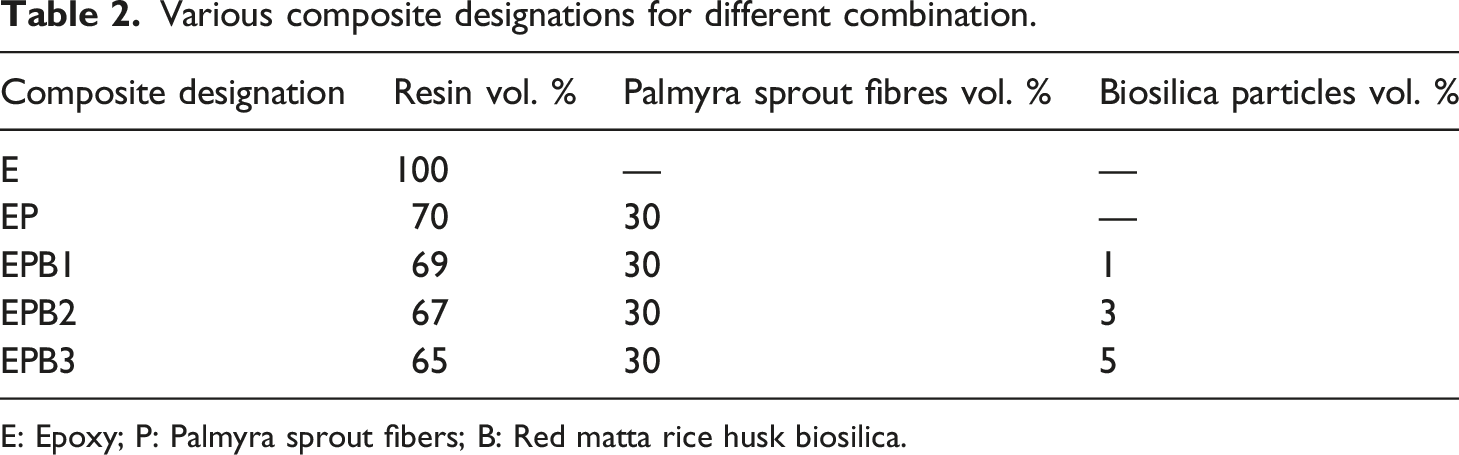
E: Epoxy; P: Palmyra sprout fibers; B: Red matta rice husk biosilica.

Palmyra sprout fibre biosilica epoxy composite fabricated.
Further, in order to remove the prepared palmyra sprout fibers and red matta rice husk biosilica epoxy composites from the mould, they were carefully cleaned and dried. In accordance with ASTM requirements, samples of adequate dimensions were cut using abrasive water jet machining (KENT, from USA) with garnet size of 80 Mesh; abrasive flow rate of 0.30 Kg/min; maximum pressure of 225 MPa; and diameter of the nozzle of 1.15 mm. 21
Characterizations
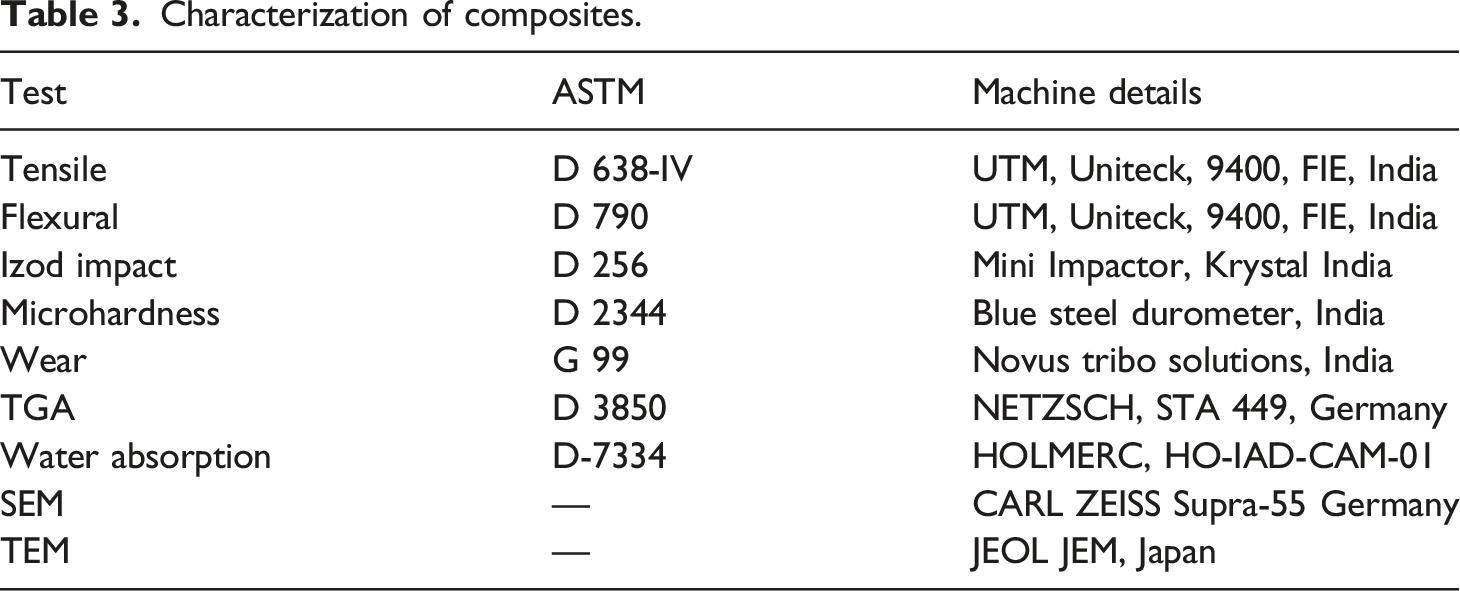
Characterization of composites.
Result and discussions
Mechanical properties
Tensile strength and flexural strength for various composite designations are shown in Figure 7. The composite designation E shows very poor values of around 65 MPa and 110 MPa for tensile strength and flexural strength. Composite designation E contains a pure resin as its main constituent, and these poor values show the brittle nature of the epoxy matrix due to its cross-linking density. Composite designation EP shows an increase in strength values due to the addition of palmyra sprout fibers by 30 vol.%, which creates strong fiber matrix bonding because of surface treatment on the fiber and due to the functional group NH2.
22
This rise in composite designation EP was observed at about 48% and 32% for tensile strength and flexural strength, respectively. Furthermore, the introduction of red matta rice husk biosilica by 1 vol. % and 3 vol. % a gradual enhancement in strength values is noted for composite designations EPB1 and EPB2, respectively. Here it is observed that the composite designation EPB2 shows the maximum improvement of about 55% and 47% for tensile strength and flexural strength, correspondingly. This maximum growth in strength values is due to the even dispersed biosilica particles, which create an IPN structure and improve the cross-linking density of fiber and matrix. However, adding the amount of biosilica by 5 vol.% decreases the strength by around 129 MPa and 170 MPa for tensile strength and flexural strength. This decrement is the result of the addition of large amount of biosilica particles that form clusters, which reduce the bonding mechanism and lower the strength value. Though the particles are silane treated the excess amount of particle influenced marginal clusters in the matrix due to the interfacial attraction. Since biosilica is easily forming hydroxide state by reacting with OH molecule from resin.
23
Moreover it is noted that in all composite designations the flexural strength is higher than tensile strength. This is because when the tensile force is applied to the composite, all of the fibers experience the same stress and failure occurs when the weakest fiber hits its tensile strength limit. Thus the flexural strength always greater than the tensile strength. Tensile strength and flexural strength for various composite designations.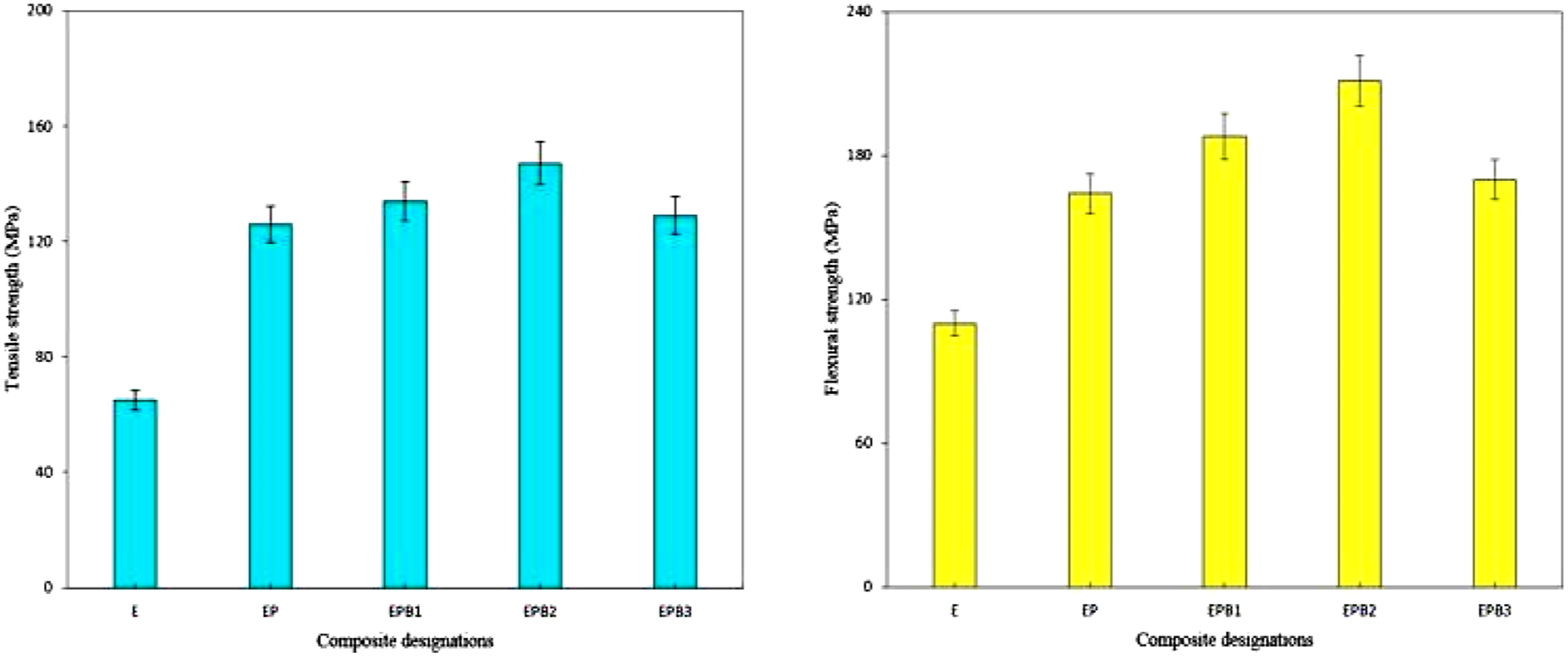
Scanning electron microscope (SEM) images of fractured epoxy and its composites are shown in Figure 8(a)–(d). The Figure 8(a) illustrates that the pure epoxy has a flat fracture with river marks due to the brittle nature of epoxy matrix. Further addition of silane treated palmyra sprout fibers the improved the bonding between fiber and matrix. Figure 8(b) shows the fiber pull-out with voids.
24
However, as further biosilica particles were introduced the voids get occupied and increase the bonding mechanism as observed in Figure 8(c). It shows uniform fracture due to enhanced bonding between matrix materials and reinforcements. However, increase in biosilica by 5 vol. %, particles clustering occurs, which reduces the strength of the material.
25
This biosilica particles cluster formation represented in Figure 8(d). For further understanding Figure 8(e) and (f) shows the Transmission electron microscope (TEM) images of biosilica dispersion in the epoxy matrix. Figure 8(e) showing the uniform dispersion of biosilica particle in EPB2 whereas in Figure 8(f) the particles are agglomerated. This might be the reason for lesser mechanical properties of larger amount biosilica-epoxy composites. Fractography image of composites (a-c) SEM fractured image and (d-f) TEM particle dispersion.
The results of Izod impact toughness test are shown in Figure 9. Composite designation E shows very less impact toughness around 0.68 J. It is due to the epoxy, which has lower impact resistance as it is brittle in nature and pure epoxy is only main constituent of composite designation E. However, inclusion of palmyra sprout fibers improved the impact toughness for composite designation EP up to 82%. The reason behind this improvement is, the matrix material, which is not able to transfer the load evenly by the addition of reinforcing material.
26
Moreover, addition of red matta rice husk biosilica by 1 vol. % and 3 vol. % increases the impact resistances for composite designation EPB1 and EPB2. The highest impact resistances observed for composite designation EPB2 around 5.82 J and it is due to the biosilica particles filled in void content of matrix and reduces the microcrack growth by impact load. Nevertheless further inclusion of biosilica particles by 5 vol. % lowers the impact toughness. This is because of amalgamation of biosilica particles which makes composite as brittle material.
27
Izod impact toughness for various composite designations.
Figure 10 shows the hardness values of various composite designations. The composite designations E and EP show the same hardness values of about 86 shore-D. This is due to the inter-penetrating polymer networks and the lower cross-linking density. However, the introduction of RHA biosilica particles improves the hardness gradually with an increase in the volume percentage of biosilica. This enhancement is about 2%, 5% and 8% for the composite designations EPB1, EPB2, and EPB3. This improvement is because of the addition of silane-treated biosilica particles, which improves the cross-linking density of the epoxy matrix by Si-O-Si bonding and provides resistance to deformation.
28
Moreover when shear load applied the void filled biosilica restrict the mobility of atoms and offered high resistance against deformation. Hardness values for various composite designation.
Wear properties
Figure 11(a) shows specific wear rate of various composite designations. The composite designation E shows the higher wear rate due to the pure epoxy as main constituent of specimen which expos its surface in large area to the wear disc.
29
However addition of base treated palmyra sprout fibers increases the wear resistances about 0.008 mm3/Nm. The reason behind this is addition of fiber reduces the contact angle of matrix to the wear disc. Moreover, introduction of red matta rice husk biosilica by 1 vol. % and 3 vol. % the gradually wear resistances also increases for composite designations EPB1 and EPB2. This increase is because of silane-treated RHA biosilica particle not produced any cluster and dispersed in matrix uniformly.
30
But furthermore increment in biosilica particles by 5 vol. % again decreased in wear resistances is observed for composite designation EPB 3. Its shows wear rate up to 0.006 mm3/Nm and this increases in wear rate was due to the highest amount of biosilica particles in composite which is not able to disperse well. Hence it forms clustering effect which increases the wear rate via two and three body-abrasion. Graphs of (a) Specific wear rate and (b) COF of various composite designations.
Similarly, the coefficient of friction (COF) for various composite designations is shown in Figure 11(b). The epoxy shows higher COF of 0.74 due to the brittle molecular nature. However composite designation EP shows decrement about 0.58 by the addition of palmyra sprout fibers by 30 vol. %. Introduction of treated fibers increase the fiber matrix bonding due to the Si-O-Si functional group, which improves the wear resistances of overall composite.
31
Moreover addition of RHA biosilica by 1 vol. % and 3 vol. % reduces the COF to 0.50 and 0.44. This reduction is due to the uniform dispersion of silane treated biosilica particles which reduces the voids and improve the fiber-matrix interface bonding. Thus the sliding between the composite and rotating disc getting smoothen, which reduced the amount of wear loss.
32
However, inclusion of more amounts of biosilica particles by 5 vol. % enhances the COF by exposing the large area to the wear disc. This increment in COF is observed around 0.52 for composite designation EPB3. Figure 10 shows the SEM image of worn surface of pure resin, resin with palmyra fibre and resin, fibre with biosilica particle. Figure 12(a) showing almost a flat wear track, which indicating extreme brittleness of the neat resin. However, Figure 12(b) showing wavy worn surface after the successful run over. This is due to the improved toughness by the presence of continuous palmyra fibre in the matrix. Moreover, further addition of biosilica particle in EPB2 (Figure 12(c)) improvement on wear properties are observed. The addition of particle neatly filled in the voids of matrix (Figure 12(d)) and offered rigid structure and reduced the stickiness. This phenomenon improved the wear resistance significantly. Scanning electron microscope worn surface morphology of (a) pure epoxy, (b) fibre toughened epoxy composite, (c) fibre-epoxy composite with particle and (d) Biosilica dispersion in matrix.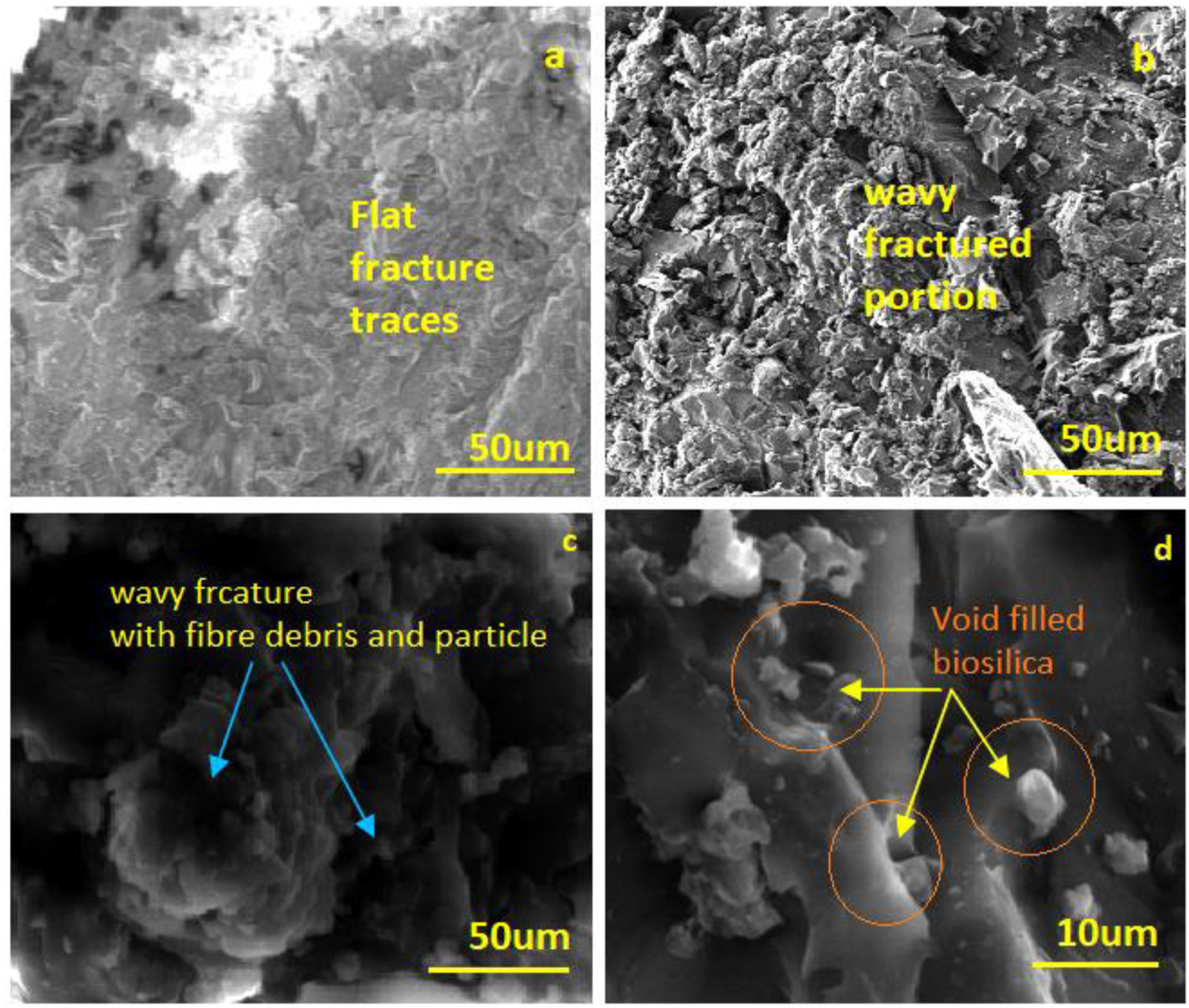
Thermal behaviour
The Thermogravimetry analysis (TGA) thermogram for various composite designations is shown in Figure 13. The lowest values of temperature and degradation in weight are observed for composite designation E. This is because the pure epoxy permits the secondary molecules to rotate easily at early temperatures
33
and hence shows a temperature of around 380°C. The composite designation EP shows an increase in weight loss of around 35% with an increase in temperature. This was due to the addition of surface-treated palmyra sprout fibers, which absorbed heat energy. This was because silane treated fibre and fillers absorbed heat energy, hence higher temperature was needed to activate secondary molecules. Furthermore, the inclusion of RHA biosilica particles enhances the weight degradation by increasing the temperature. This is due to the introduction of RHA biosilica particles that bond with epoxy resin and improve the weight of the resin matrix. The density is dependent on the glass-transition temperature and the rate of weight decay. The rotation of the epoxy molecules necessitates the delivery of more energy, which results in increased thermal stability.
34
However, the additional introduction of biosilica of more than 3 vol.% again reduces the weight decomposition at low temperatures. The clustering effects formed by the addition of biosilica by 5 vol.% for composite designation EPB3 reduce the weight degradation at low temperatures. TGA thermogram of various composite designations.
Water absorption behaviour
The results of the static contact angle measurements of composites are presented in Figure 14. It is noted that the pure epoxy resin had the highest contact angle of 84° as shown in Figure 14(a). The stronger water-repelling impact of OH molecules in the epoxy was the reason for this highest contact angle.
35
Further addition of palmyra sprout fibers by 30 vol. % (EP composite) the contact angle is slightly reduced. Because of the natural fiber’s high cellulosic content, it has a water-absorbing capacity that reduces the contact angle by up to 78°, as shown in Figure 14(b). Furthermore, the addition of biosilica particles also marginally reduces the contact angle for composite designations EPB1, EPB2 and EPB3 by 72°, 69° and 68° by increased the surface energy of the composite. Presence of hydrophilic nature of both fibre and particle attracts more water for possible reaction. Thus higher contact angle was observed. It is further noted that the inclusion of 1 vol. % of RHA biosilica does not reduce that much contact angle, but an increase in biosilica particles increased the water absorption thereby decreasing the contact angle.
36
The reason behind this reduction in contact angle is the addition of reinforcements such as biosilica particles and fiber. The surface energy of the composite increases due to the hydroxyl and cellulosic structure thus the hydrophilic nature of the composite material is increased.
37
Hence, it’s noted that the introduction of fiber and particles does not make composites hydrophobic; it makes them more hydrophilic correspondingly. Hydrophobicity for various composite designations (a) E, (b) EP, (c) EPB1, (d) EPB2 and (e) EPB3.
Conclusions
This research explicated the importance of adding novel palmyra sprout fiber and RHA basilica in epoxy composite. The composites were prepared using hand layup process, and characterized in accordance with ASTM standards. Following are the findings of this present study. 1. Mechanical results show a maximum improvement of about 55% and 47% for tensile strength and flexural strength for composite designation EPB2. Further, the highest impact resistance is observed for 3 vol.% of biosilica. However, maximum hardness is observed for composite designation EPB3, which contains 5 vol.% of biosilica particles. 2. It is observed that the addition of palmyra sprout fiber with rice husk ash biosilica in epoxy composite improved the wear resistance up to 0.004 mm3/Nm with the lowest COF of 0.44. 3. Thermal behaviour shows an increment in thermal stability by the addition of palmyra sprout fiber and biosilica in the epoxy matrix. But an increase in biosilica particles up to a 5 vol. % decrement in thermal stability is observed. Hence, it is suggested that 3 vol. % of biosilica should be utilized for better performance of the composite. 4. It is understood that the addition of fibers and biosilica not reduce the hydrophobicity of composites to high level; it reduced with a rise in vol. % of reinforcements. 5. SEM fractography reveals that the addition of 3 vol. % of biosilica increases the bonding mechanism between fiber and matrix material, but more than 3 vol. % reduces the strength of the composites by creating particle amalgamation. 6. These mechanically strengthened thermally stable epoxy based natural composites could have many applications in various sectors including automobile, defence, railways, air crafts and household product developments. Moreover as continuation same study could be conducted using newly developed plant or fruit based fibre.
Footnotes
Acknowledgements
The authors are thankful to the Deanship of Scientific Research at Najran University for funding this work under the Research Groups Funding program grant code (NU/RG/SERC/11/2).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is supported by Najran University under the Research Groups Funding program grant code (NU/RG/SERC/11/2).