
Abstract
In this study, the graphene oxide/silica/natural latex composites were prepared by four different processes, including spray sputtering drying method, dry-ice–expansion predispersion method, mechanical stirring method, and traditional drying method. Compared to the other three methods, the spray sputtering method had higher physical mechanical properties and better silica dispersion in the rubber matrix. Meanwhile, the cross-linking density of vulcanizates prepared by the spray sputtering drying method is the largest. Compared with the compound prepared by mechanical stirring, the tensile strength, tear strength, and wear resistance property of the compound prepared by spray sputtering drying method increased by 13.6%, 31.5%, and 16.7%, respectively. The tensile strength, tear strength, and wear resistance property of the compound prepared by spray sputtering drying method increased by 27.2%, 43.6%, and 24.6%, respectively, than those prepared by dry mixing method.
Introduction
Graphene oxide (GO), as a nano-filler, has a super-specific surface area and special structure. It can be filled in rubber with superior physical and mechanical properties, electrical conductivity, and thermal conductivity. 1 -3 Now the industry has begun to use these new nanoscale fillers and carbon black or silica to improve the performance of rubber products, which is of great significance to the high performance and functionalization of rubber products. 4 However, the structural characteristics of GO lead to the easy agglomeration of GO lamellae, and it is not easy to disperse, which greatly affects the performance of GO in the rubber matrix. 5 -8 Therefore, how to make GO disperse uniformly in the rubber matrix and enhance the interface between the GO and the rubber matrix is one of the main problems to be solved.
The traditional dry mixing process 9 is to mix rubber with fillers and compounding agents as much as possible on a mixer or an open mill to get excellent performance. 10 -13 Although the traditional dry mixing can mix well with good properties, and the production capacity can be guaranteed, it still has the problems of high unit energy consumption, poor production environment, and difficult control of technological conditions and uneven dispersing of filler additives. 14 -18 Therefore, it is urgent to innovate the mixing method and theory at present. Countries from all over the world are actively developing new technology and equipment, in which the wet mixing technology is produced to produce rubber nanocomposites. 19,20
Based on the deep research on the structure of GO and silica, the strengthening mechanism and the wet process of mixing, two new wet mixing methods, are designed by ourselves, including the dry-ice expansion preseparation method and the spray sputtering drying method. Compared with the two processes of mechanical mixing and traditional dry process, the technology of preparing GO/silica/natural rubber latex compound with excellent properties was explored.
Experiment
Material
Natural rubber latex (NRL) with 60% solid content is obtained from Thaihua Rubber Public Co., Ltd (Thailand), silica from Solvay (Qingdao, China), and GO dispersion liquid from Huagao Graphene Technology Company (Qingdao, China); the rest of the raw materials are commercially available.
Major equipment and instruments
Harper mixer is obtained from Harbin University of Science and Technology (China), MM4130C moving die rheometer from Gotech Technologies Co. (China), VCY-1500 ultrasonic dispersion from Shanghai Yanyong Ultrasonic Equipment Co. (China), RPA2000 from Alpha Technologies Co. (Akron, Ohio, USA), GT-2012 DIN abrasion tester from Gotech Technologies Co. (China), JSM-2100 transmission electron microscope (TEM) from Electronics Co. (Japan) and METER-150 dynamic thermomechanical analysis (DMA) from GABO Co. (Germany).
Formulation of GO/silica/NRL composites
The formulation of GO/silica/NRL composites is shown in Table 1.
Formulation of GO/silica/NRL composites.

GO: graphene oxide; phr: parts per hundred of rubber; NRL: natural rubber latex; 4020NA: N-(1,3-dimethylbutyl)-N′-phenyl-p-phenylenedianine; DPG: diphenyl guanidine; CZ: N-cyclohexyl-2-beozothiazole sulfonamide.
Preparation of GO/silica/NRL composites
Mechanical stirring method
An appropriate amount of silica is placed in a beaker and then a certain amount of deionized water is added. Then, the prepared silica mixture is poured into the agate jar of a planetary ball crusher. After grinding for a certain period, the silica slurry with a concentration of 25% and a uniform dispersion is obtained. GO dispersions were ultrasonically treated for 20 min, then the natural latex with a mass fraction of 60 wt% was mixed with GO-dispersing liquid and silica slurry, and then it was mechanically stirred with a high-speed mixer at the speed of 400 r min−1 for 10 min. The GO/silica/natural latex mixture was slowly poured into methane acid for co-flocculation to obtain the floc of the mixed liquid. The floc was rinsed with deionized water and was then dried in a 60°C oven for 20 h. Thus, the dry masterbatches were obtained. The masterbatches were mixed with other accessory ingredients in a rheometer. Next, sulfur and N-cyclohexyl-2-beozothiazole sulfonamide were added in the open mill. The filled rubber was placed for 24 h. It was vulcanized by a press vulcanizer at 150°C/10 MPa. After the 24 h is parked, performance tests were performed.
Dry-ice expansion predispersion method
The GO/silica/natural latex mixture before flocculation was prepared using the same method as the mechanical stirring method. GO/silica/natural latex mixture was placed in a beaker, then 20 phr dry ice was added into a beaker, followed by slowly heating the beaker and waiting for dry ice to completely vaporize. The mixed solution treated by dry ice was poured into the tray, and a certain amount of methane acid was slowly added into the tray, and the GO/silica/natural rubber masterbatches containing a large amount of water were obtained with the continuous stirring of glass rods. The mother glue with deionized water was rinsed and put into a vacuum drying oven, followed by drying at 60°C for 20 h. The prepared masterbatches and other coordination agents were mixed in the Harper mixer and then vulcanized it.
Spray sputtering drying method
The GO/silica/natural latex mixture before flocculation with the same method as the mechanical stirring method is poured into the container, and the mixed liquid is atomized by the self-made gas phase-assisted spray atomizing gun. The mixture is injected into the self-designed high-temperature mixer roller, and the temperature of the roller is controlled, so that the mixture is atomized into small droplets and then the moisture content of the roller is evaporated quickly after contact to the high-temperature mixer roller, and then the rubber on the roller is scraped down. Thus, the dry masterbatches are obtained. The prepared masterbatches and other coordination agents are mixed in the Harper mixer and then vulcanized it.
Traditional drying method
A centrifugal natural latex with a mass fraction of 60 wt% was put into the tray. A certain amount of methane acid is added with stirring by glass rod to obtain the masterbatches. Then the masterbatches after flocculation were broken into blocks and washed them with deionized water, followed by vacuum drying in an oven at 60°C for 20 h. Then, these blocks were pressed into tablet through open mill, which results in the dry natural rubber. The prepared masterbatches and other coordination agents were mixed in the Harper mixer and then vulcanized it.
Characterization
Physical properties were tested according to corresponding national standards.
Physical property tensile sample of vulcanized rubber was according to the ASTM D412-06ae2. Tearing sample was according to the ASTM D624-00(2007) standard. Hardness (shore A) was according to the ASTM D2240-05(2010) standard.
The Payne effect of the vulcanizate was tested by a rubber processing analyzer (RPA2000) at 60°C. The strain amplitude was varied from 0.28% to 50% at the test frequency of 0.01 Hz.
The filler dispersion was observed under a JSM-2100 TEM with an accelerating voltage of 200 kV. Thin sections for TEM observations were cut by a microtome at −100°C and collected on copper grids.
The DMA was tested at the frequency of 10 Hz. The test temperature varied from −65°C to 60°C, and the heating rate was 2°C min−1.
Results and discussion
TEM images of GO/silica/NRL composites prepared by different processes
It can be seen from Figure 1 that GO has a folded sheet structure, with a larger slice area and a smaller number of stacked layers, which indicates that the GO peel effect is better.

TEM image of GO.
From Figure 2(a), (b), and (d), it can be found that the dispersion of GO and silica in the rubber matrix is not good, which means the GO layer is stacked seriously, and the black area in the image is the result of a lot of GO layer stacking, resulting in many silica aggregates. The presence of these aggregates easily causes more stress concentration on the rubber when the force is applied and decreases the properties of the composites. As presented in Figure 2(c), both GO lamellae and silica dispersed well. Moreover, the size of aggregates is relatively small, and the blank area is obviously reduced. That is to say, the filler dispersity of the composite is pretty well. Evidently, correlation performance of composite has been improved.

TEM images of GO/silica/NRL composites by different mixing methods: (a) traditional drying method, (b) mechanical stirring method, (c) spray sputtering drying method, and (d) dry-ice expansion predispersion method.

The G′ strain curves of vulcanized rubber with different mixing methods: (a) traditional drying, (b) mechanical stirring, (c) spray sputtering drying, and (d) dry-ice expansion predispersion (△G′(a) = 1496.15, △G′(b) = 859.46, △G′(c) = 528.98, △G′(d) = 696.42).
Analysis of vulcanization characteristics
M L and M H are used to characterize the minimum and maximum torques of the rubber when the vulcanization test is conducted. Table 2 presents that T 90 of the mixed compound prepared by the traditional drying process is obviously higher than the positive vulcanization time of the other three kinds of wet mixture because of the great dispersion of the GO and the silica filler in the other three kinds of wet mixing schemes. In other words, the three new methods are strong in adsorbing curing agent, thereby accelerating the decomposition of accelerator and the curing speed. Thus, the speed of vulcanization is accelerated. The time of vulcanization of spray sputtering drying method is the shortest among these three new methods. After high-pressure spray atomization, the number of layers of GO and the diameter of silica are further reduced, and the specific surface area is increased. The adsorption of the accelerator is enhanced in the mixing process, resulting in the increase of the vulcanization rate. At the same time, it can be found from the M H − M L difference that the cross-linking density of vulcanizate prepared by spray drying is the highest. This is also due to the better dispersion of GO and silica in the rubber matrix by atomizing and sputtering drying process. Another phenomenon is that the scorching time and the curing time are shortened. This is because the strong acid is added to the flocculation process, which can adsorb the accelerator in the vulcanizing system and retard the curing speed of the rubber.
The vulcanization characteristic parameters of mixed rubber with different mixing schemes.

aScorch time.
bOptimum curing time.
Payne effect of GO/silica/NRL composites prepared by different mixing methods
Figure 3 shows the G' strain curves of vulcanized rubber with different mixing methods. The △G′ of the vulcanizate prepared by the traditional dry process is higher, which means that the Payne effect is more serious. In other words, the composite filler network is stronger, and the dispersion of GO and silica in the rubber matrix is poor. Flocculants, which cause the accumulation of filler in the rubber matrix and the poor dispersion of filler, should be added into the preparation of the masterbatches when we use the method of mechanical stirring and ice dry-ice expansion predispersion. So the dispersion of fillers in rubber becomes poorer, and the Payne effect becomes more serious.
The G′ of the filled rubber prepared by the spray drying process is obviously smaller than which prepared by other mixing methods. Furthermore, Payne effect and filler reticulation degree of it are also small. The mixed latex is broken into tiny droplets by high-pressure atomization in the process of spraying and sputtering. Particularly, filler dusts are well dispersed in the mixed latex because the interaction between GO lamellae and silica aggregates is weak. Then the tiny atomized droplet meets the metal at high temperature. In the end, fillers that maintain high dispersion in the natural latex evaporate water in it rapidly, and masterbatches with high dispersion will be obtained.
Cross-linking density test of GO/silica/NRL composites prepared by different mixing methods
From Figure 4, it can be found that the cross-linking density of the vulcanizates prepared by the spray sputtering drying method is the largest. The spray sputtering drying method is used to spray the mixed latex into small droplets by high pressure, and the protective film on the surface of the latex droplets will be destroyed by the vibration and friction of the gas. So GO and silica will be fully contacted with the rubber hydrocarbon molecules and filled into the rubber molecular chain. Furthermore, the interaction between the filler particles and the rubber matrix and physical cross-linking points are increased. Finally, the cross-linking density of composite materials is increased as well.

The cross-linking density of GO/silica/NRL composites with different method: (a) traditional drying, (b) mechanical stirring, (c) spray sputtering drying, and (d) dry-ice expansion predispersion.
The cross-linking density of the composites can represent the mesh density of them. The higher the cross-linking density, the higher the hardness. Furthermore, when the cross-linking density becomes higher, the loss factor of the silica which reinforces the NRL becomes lower and the fatigue property of composites can be improved.
Physical and mechanical properties
Table 3 shows that both the tensile strength and the tear strength of vulcanizates prepared by traditional drying process are low. The GO lamellae and silica have larger specific area and higher surface energy, so it is easy to cluster. The shearing force of traditional drying method cannot completely mix GO and silica. Moreover, it has some disadvantage on physical and mechanical properties.
The physical and mechanical properties of vulcanized rubber with different mixing schemes.

aThe ratio of tensile stress at 300% elongation to tensile stress at 100% elongation.
The wet mixing can not only make the packing more evenly distributed but also avoid the damage of the high temperature and strong shear effect on the rubber molecular chain during the dry mixing, thereby retaining the high tensile strength and high elastic properties of the natural rubber. Particularly, among the three wet mixing processes, the properties of vulcanizates prepared by spray sputtering process are all the best. The GO lamella and the silica aggregate are fully dispersed during the process of spraying and sputtering on high-temperature metal surface. Then the contact area between the GO and the NR matrix is increased, and the GO lamellar structure is combined with the rubber large molecular chain, which effectively prevents the rubber from falling off from the filler surface during the stretching process. At the same time, it also slows down the production and expansion of cracks when the vulcanizates are tearing.
Dynamic mechanical performance analysis
In Figure 5(a), the loss factor (tan δ) of the GO/silica/NRL vulcanizates prepared by four mixing processes in the range of −60°C to 60°C varies with the temperature. Figure 5(b)-5(d) shows the partial enlarged detail of Figure 5(a). When the temperature is in the glass transition zone, the internal friction of the rubber comes mainly from the frictional heat generation between the segments of the rubber molecular chain. The filler network is difficult to be destroyed at low temperature. The better the filler is dispersed, the weaker the filler network structure, the smaller the molecular chain of the filler network is. It is obvious that the network of filler in GO/silica/NRL composites prepared by spray sputtering drying is less than the other three kinds of mixing methods, because the rubber molecules retained in the composite filler network prepared by the spray sputtering drying method are relatively small. In another word, the more the rubber molecules involved in segmental motion, the greater the value of the corresponding tan δ.
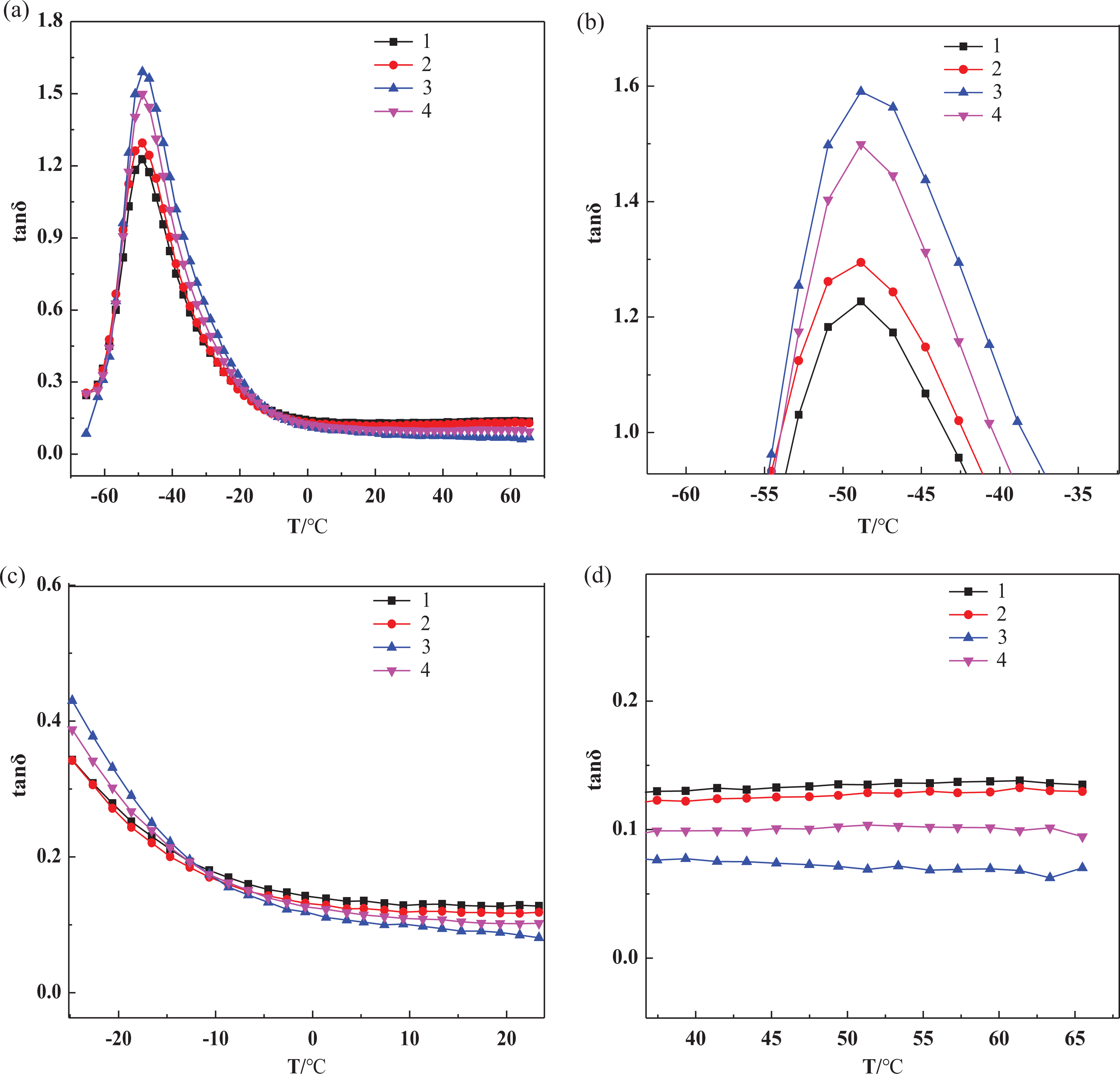
Loss factor tan δ (a) of GO/silica/NRL vulcanizates by different mixing methods: (1) traditional drying. (2) Mechanical stirring. (3) Spray-sputtering drying. (4) Dry-ice expansion predispersion.
When the temperature rises to 60°C, the main reason for the energy loss of the rubber system is the breaking and reconstruction of the filler network in the dynamic mechanical process. The GO/silica/NRL composites prepared by spray sputtering method have lower loss factors in this temperature region, because the packing network has a low degree of degree; the interaction between the filler and the filler is weak, and the energy of the packing network under dynamic strain and the energy of rebuilding the loss are small. In a nutshell, the composite material prepared by atomizing and sputtering drying has low rolling resistance.
Conclusion
In this article, GO/silica/NRL composites were prepared by four different kinds of method. According to the results of all the experiment, it is found that the composites prepared by spray sputtering method show best results. Compared with the composites prepared by mechanical stirring method, the tensile strength, tearing strength, and wear resistance of the adhesive prepared by spray sputtering drying were increased by 13.6%, 31.5%, and 16.7%, respectively. Compared with the traditional drying method, the tensile strength, tear strength, and abrasion resistance of the adhesive prepared by spray sputtering drying were increased by 27.2%, 43.6%, and 24.6%, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.