
Abstract
Jute fibres were processed with different types of structures, and these fibres were applied to prepare friction composites through compression moulding. The Structured Jute fibres reinforced Friction composites (SJF) were heat-treated using a heat treatment tank, and the mechanical and tribological properties of the SJF were investigated with a friction-wear tester. The surface morphologies of friction composites were observed using Scanning Electron Microscopy (SEM). The experimental results showed that structured jute fibres could improve impact strength of SJF, but they had no obvious effect on their density and hardness. The friction-wear tests revealed the specimens to present a remarkable fade phenomenon when the test temperature was above 200°C. The presence of the structured jute fibres could decrease the wear rates (V) of SJF when the temperatures were in the range of 250 to 350°C, especially for specimens containing beaded jute fibres and specimens containing dumbbell-shaped jute fibres. They also increased the friction stability and decreased the wear rates of the friction composites. For all specimens, wear rates of the SJF increased with the test temperature. The results of this study could be useful in many applications, such as automobile brake system, clutches and friction gearings.
Introduction
Friction composites are the key components in many applications, such as automobile brake system, clutches and friction gearings of terrain machines. This machinery equipment required friction composites to possess stable friction coefficient, excellent wear resistance under the operating condition of high load, speed and temperature, and environment friendliness1–3. Friction composites should also sustain high mechanical, thermal loadings, etc. under complex operation conditions4,5. In order to achieve these excellent practical properties, friction composites are usually composed of more than 10 components, such as reinforcing fibres, high molecular weight binders, property modifiers and other ingredients6–8. Among these components of friction composites, the fibres play a very crucial role in determining thermal resistance, mechanical and physical strength, and tribological properties9–11.
With increases of global ecology risk and consumption of petroleum resources, natural fibres have found their way to replace conventional synthetic fibres, and are increasingly applied in the friction composites industry12–13. They can be acquired from natural biology, and offer some unique advantages like non-toxicity, non-corrosive properties, recyclability and biodegradable nature14–16. Based on the above facts, the natural fibres have drawn great attention from both foreign and domestic scholars. Many researchers have studied the effects of natural fibre content, structure and length on the properties of the friction composites. Shalwan et al. 17 investigated the effects of date palm fibre and graphite filler on the mechanical and tribological performance of the epoxy composites. The experimental results showed that the synthetic fibre could be favourably replaced by natural fibres, because they could improve the wear rates and stabilise the friction coefficient more than the synthetic fibres. Ma et al. 18 investigated the mechanical, friction and wear performance of friction composites containing pine needle fibres. The research results indicated that those friction composites could stabilise the friction coefficient and decrease thermal fade compared with composites without reinforcing fibres; the friction composite containing 7 wt.% of the reinforced fibres presented sound wear resistance compared with other friction composites in different temperature, except at a temperature of 200°C, and it had a smooth worn surface.
However, researchers found that natural reinforcing fibres had some specific drawbacks, such as poor compatibility and bad interfacial adhesion19–21. These drawbacks reduced the efficiency of the load transfer from substrate to fibre, led to poor mechanical performance of friction composites and weaker fibre/matrix interface adhesion22,23. Therefore, some researchers searched for other effective methods to improve the drawbacks of natural reinforcing fibres24,25. Zhang et al. 26 investigated the influence of helical fibres on the impact fracture toughness of carbon fibre-reinforced polymer composites. The results showed that the impact fracture toughness could be increased markedly compared to friction composites containing straight fibres with the same interfacial strength between fibre and substrate. This was because the helical structure of the fibres could improve the elasticity of the fibres. Ma et al. 11 investigated the tribological performance of friction materials containing dumbbell-shaped jute fibres. The results indicated that the length of the structure dumbbell-shaped structure had no remarkable effects on the friction coefficients. The friction coefficients of composites containing dumbbell-shaped fibres presented great fluctuation compared to those of friction materials containing straight fibre at raised temperature. The friction materials containing fibres with dumbbell-shaped spacing of 15 mm had excellent abrasion resistance, except in the range 200°C–250°C.
The above studies indicated that the structured fibres could improve the poor compatibility of fibres and the interfacial strength between the fibres and substrate, but the related studies were too few and needed further work to enrich and develop different structured fibres. In the present work, jute fibres, one of the most abundant natural fibres in China, were treated with alkaline solution, and then these fibres with different types of structures were used as reinforcing fibres to prepare friction composites. The effects of structured jute fibres on the mechanical, physical and tribological performance of SJF were investigated with a friction-wear tester. Furthermore, the worn surfaces of friction composites were analysed using the Scanning Electron Microscopy (SEM).
Experimental Materials and Methods
Treatment and model of jute fibres
The treatment of jute fibres was mentioned in a previous published paper of the authors 11 . Jute fibres, purchased from Fuzhou in China, were subjected to the following treatments before using them for reinforcing fibres. They were firstly put into a mixed solution of HCHO and C6H6 (1:1) for 24 h at room temperature; and dipped in sodium hydroxide solution (17%vol) for 2 h and washed with distilled water at room temperature, used sulphuric acid solution (2%vol) to neutralise alkali solution for 30 min, immersed in distilled water for 10 min at room temperature, and then dried using an oven at 140°C for 3 h.
The structured fibres were processed by a XH90-36-2 type horizontal fibre
knitting machine and the concrete operating procedure could be acquired from the
author's patent
27
. Then the above-structured fibres were continued to
process into four different types of structured jute fibres by hand. The four
different types of structured jute fibres were named as rhizamorphoid jute
fibres, beaded jute fibres, pin-shaped jute fibres and dumbbell-shaped jute
fibres. Schematic diagrams of the structured jute fibres are shown in

Schematic diagrams of the structured jute fibres
The friction composites consisted of 18 wt% compound mineral fibres (Peking, China), 13 wt% cashew nut shell liquid modified phenolic resin (Jinan, China), 5 wt% petroleum coke (150 mesh), 4 wt% vermiculite (200 mesh), 2 wt% friction powder, 20 wt% precipitated barium sulphate, 11 wt% alumina (300 mesh), 6 wt% artificial graphite, 13 wt% iron powder (60 mesh), 3 wt% antimony sulphide (100 mesh) and 5 wt% jute fibres. Among these raw materials, compound mineral fibres and jute fibres were selected as reinforcing ingredients.
The reinforcing fibres, property modifiers and polymer binders were weighed with
a sensitivity of 0.01 g and completely mixed using a JF805R type mixer for 10
min. Then the mixtures were fabricated by a JFY50 type compression moulder for
30 min at 160°C under 40 MPa, and then the friction composite specimens were
heat-treated at an oven
28
. The heat treatment
process is presented in

Heat treatment process for preparation of friction composites
Before the tests, the density of the friction composite specimens was measured using a MP-5002 type electronic balance. The Rockwell hardness value of each testing specimen was measured using a HRSS-150 type Rockwell hardness tester. The impact strength of each test specimen was measured using a XJ-40A typed impact testing machine. The worn surface morphology of jute fibre (untreated and treated fibres), and the worn surfaces of the specimens, were characterised using an EVO-18 typed SEM at 20 kV.
Friction and wear tests
The friction composite specimens were evaluated on a JF150D-II friction testing
machine with linear sliding speed of 7.45 m/s and 0.98 MPa pressure under dry
sliding conditions
29
. Cast iron (HT250) was chosen as the material of the
rotating disc. The experimental device schematic diagram is shown in


where f m is the mean value of the force due to sliding friction (N), P is the normal load (N). R is the horizon distance between the specimen centre and the rotating disk (R = 150 mm), N is the number of rotation of the rotating disc during test (N = 5000), A is the friction area of the specimen (A = 625 mm2), d1 is the average thickness of specimen before test (cm) and d2 is the average thickness of the specimen after testing (cm).

Schematic of the friction-wear mode 20
Physical and mechanical properties of friction composites
Physical and mechanical properties strongly determine the friction and wear properties of friction composites, and also determine the reliability and safety of vehicle operation 18 .
The physical and mechanical properties of the friction composites are listed in
Physical and mechanical properties

Physical and mechanical properties
Surface morphologies of the jute fibres before and after treatment with alkaline
solutions are shown in

The surfaces of the jute fibres. (a) Untreated fibre, (b) alkaline treated fibre

Effect of temperature on the friction coefficients for the friction composites
The effects of jute fibres on the wear rates of the friction composites are shown
in

Effect of temperature on the wear rates for the friction composites
Compared with straight jute fibre-reinforced friction composites, the wear rates
of SJF were lower at high temperature. This is because that existence of
structured fibres increased the contact area and specific surface of jute fibres
which could improve preferably interface adhesion between the structured jute
fibre and substrate, which is consistent with our previous research
results
11
and another related study
26
. Meanwhile, the
existence of structured jute fibres in the substrate improved significantly the
impact strength of the friction composites (
The worn surfaces of tested jute fibre reinforced friction composites could
provide important information about their tribological properties
33
, and
they were characterised using an EVO-18 typed SEM operated at 20 kV. Typical
worn surfaces of each specimen tested at 350°C are shown in
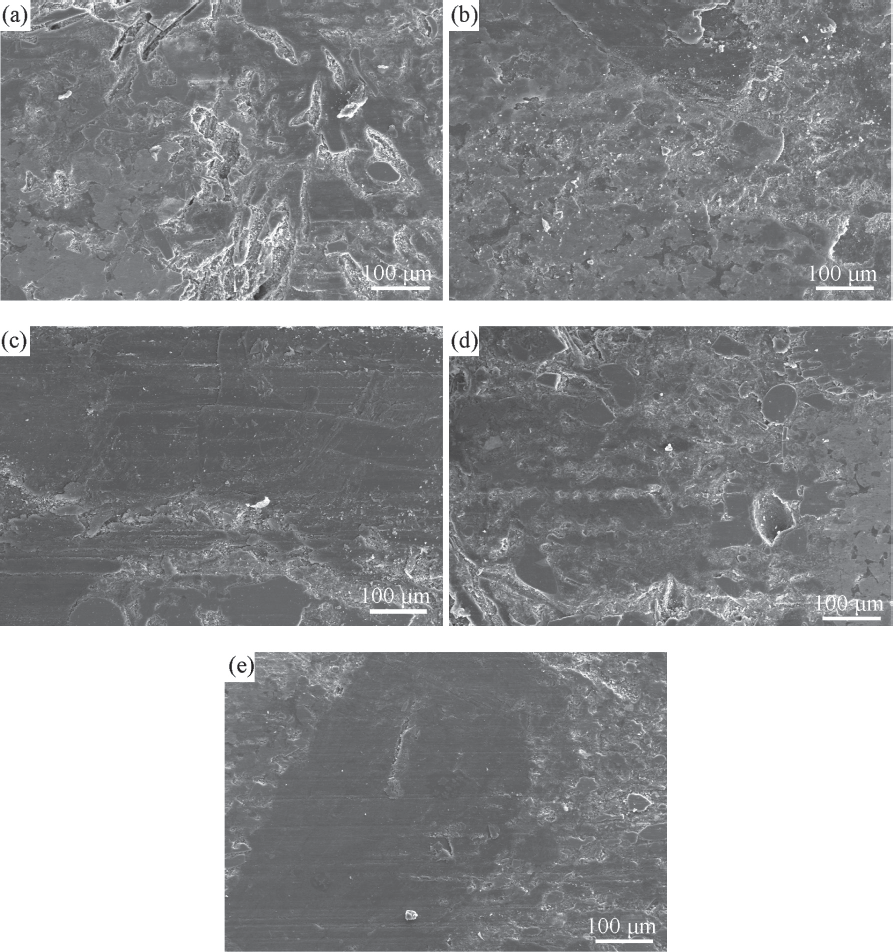
Surface morphologies of the jute fibre-reinforced friction composites. (a) F1, (b) F2, (c) F3, (d) F4 and (e) F5
This is chiefly because the existence of structured jute fibres could preferably improve the interfacial adhesion of specimens F3 and F5 to some extent. Zhang et al. 26 found that the structured fibres (helical fibres) could be distributed in the form of bundles and improved the fibre bundle/matrix interface. On the contrary, poor interfacial adhesion resulted in the breaking off of hard particles, and these particles acted as abrasives of the third body which was embedded in the surface of the friction composite, and then destroyed the friction surface, resulting in larger wear rate of specimen F1. In an earlier study, Fu et al. 36 also reported that the particle abrasion happened when a worn surface was nicked by hard particles.
On worn surfaces of specimens F3 (
Three forms of the jute fibres existed on the friction surface of friction
composites during the test process. Form I super interfacial adhesion between
fibres and matrix made the jute fibres support the matrix and protect the
surface from being removed, and then improved wear resistance of the friction
composites. Form II: pulled jute fibres and bare jute fibres were carbonised at
high test temperature, and then rubbed against the steel rotating disc
[
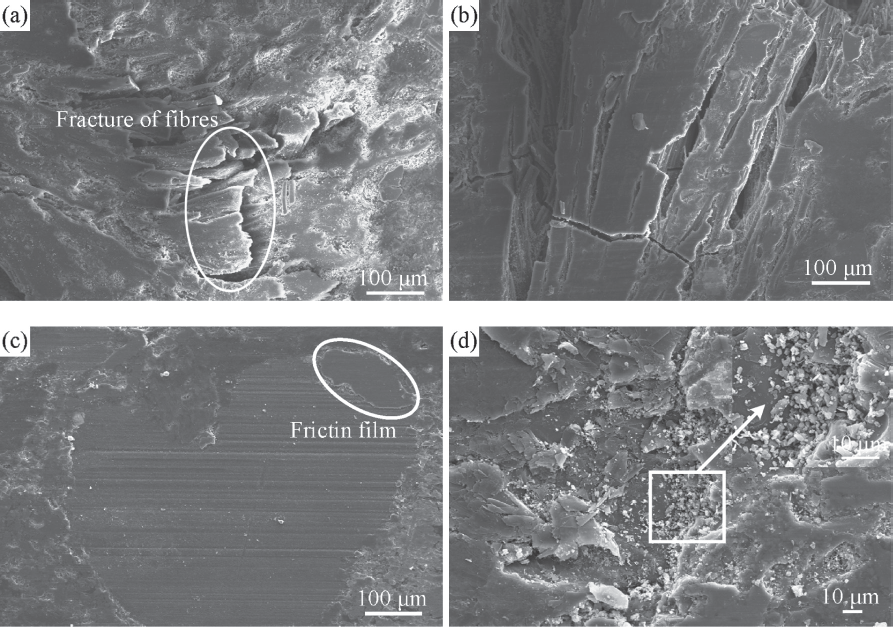
Surface morphologies of the jute fibres reinforced friction composites. (a) and (b) F1, (c) and (d) F6
In this study, the physical, mechanical and tribological properties of SJF were investigated and evaluated. The conclusions can be summarised as follows:
The structured fibres had a marked influence on the impact strength of the friction composites, but they had no significant influence on the density and hardness of different friction composites.
Some of the structured jute fibres could stabilise the friction coefficient, and the fluctuation margins of the friction coefficient of the friction composites were stable in comparison to those of straight jute fibre-reinforced friction composites.
The anti-wear performance of SJF was observably increased on account of the presence of structured jute fibres, as the wear rates of friction composites was much less, compared to those of straight jute fibre-reinforced friction composites at higher temperature (250°C–350°C).
Footnotes
Acknowledgements
This project was supported by National Natural Science Foundation of China (Grant No. 51475205), by Jilin Province Science and Technology Development Plan Item (Grant No. 20150519022JH), by Special Foundation of National Key R&D Program of China (2016YFD0701601), by China-EU H2020 FabSurfWAR project (No. S2016G4501).