
Abstract
The papermaking industry has been using the wet-laid process to suspend paper pulp-derived fibers in water and drain the solution through a forming mesh. This process has recently been adopted to produce non-woven, wet-laid fiber-reinforced polymer matrix composite mats. The mats can be post-molded into different complex shapes using compression molding or related processes. The objective of this study was to produce composite panels from wet-laid mats and observe the effect of chemicals used during the process on the mechanical and thermal characteristics of the resulting composite. Two sets of mats were processed using recycled glass fiber with Polyamide 6 (PA6). Flocculent, dispersant and binder (poly(vinyl alcohol) (PVOH)) were added to one of the mats, and the second mat was processed without these chemicals. The addition of these chemicals enhanced the fiber distribution and reduced processing defects in the mats. This was reflected in the mechanical properties of the final product. It was noticed that the flocculent, dispersant and binder volatilized during the compression molding step. Hence, the additives were found not to affect the thermal properties of the consolidated part.
Keywords
Introduction
Reinforced composite materials are broadly used in many structural components because of their high strength, high chemical stability, corrosion resistance, impact resistance, high mechanical strength and low cost[1–3]. Glass fiber is the most commonly used reinforcement material in the composites market[4] and many researchers have studied its reinforcement effect for polymers. The U.S. market for composite materials reached $8.2 billion in 2014, and in 2015, the market grew by an additional 4.9%[4]. Furthermore, the need for composite materials is expected to nearly double globally by the year 2020[5]. However, with this growth an increasing need for composite material recycling is emerging[6].
The industrial importance of recycling composite materials and plastics has grown significantly at the last few years[7]. Lack of research and development on recycling and remanufacturing processes could lead to either degradation or corrosion for many valuable resources that consequently will result in many environmental concerns [7,8]. Composites are difficult to recycle due to their heterogeneous, hybrid structures. In the past, there were limited recycling operations for composite materials due to technological hurdles, as well as economic constraints. Now, the development of new processes is making it easier to recycle certain composite materials. Ranging between $500 and $750 million per year is the overall scrap cost for the composites industry estimated by the American Composite Manufactures Association (ACMA)[9]. Glass fiber can be recycled and reused by grinding, pyrolysis or incineration processes[10,11]. This is beneficial since recycled glass fiber is used in a variety of applications, such as increasing concrete durability because of its ability to reduce concrete shrinkage[8]. Recycled glass fiber has also been used in clean filament wound tubes[12], construction[10], bulk molding compound (BMC)[13], and veil, to name a few applications[14,15]. The recycled glass fiber can be introduced into different resin systems through various manufacturing processes. Some of the most common processes include extrusion, injection molding, pultrusion and wet laid[16–19].
The wet laid process has traditionally been used in papermaking and textile industries. This process involves a uniform dispersion of certain types of fiber in water to produce a mat via filtration by transporting it onto a fine mesh screen[20,21]. Fibers that are typically used in wet-laid processing are cellulosic and are either derived from wood pulp or natural fibers such as hemp or cotton. Some forms of wood pulp are easy to handle, opaque, chemically reactive, and cheap, therefore they are used in various wet-laid nonwovens[20]. In recent years, synthetic fibers have also been used in the wet-laid process due to their ease of availability along with longer and stronger fibers as compared to natural fibers[22,23]. However, synthetic fibers require chemical surface treatments to overcome the inherent hydrophobicity of the polymer fibers[23]. The wet laid process has an advantage over other composite manufacturing process as it has low energy consumption, easy to process and has longer fibers (up to ∼50.8 mm (2 inches)). The process has recently been adopted to produce non-woven fiber-reinforced polymer matrix composites mats[17,22]. Vaidya et al. reported an optimization study of fiber content in composites made from glass fiber/polyester/ polyethylene and glass/PET wet laid mats[22]. Wu et al.[24] evaluated the wet laid process for metallic fibers such as AZ31 magnesium (Mg) and poly(lactic-co-glycolic acid) PLGA in order to design a bio composite to be used in bone replacement applications. Ahn and Tatarchuk[25] studied metal carbon fiber composite made with a conventional paper-making machine for applications such as gas diffusion electrodes. They reported a comparison between a commercial Teflon-bonded electrode and the composite electrode[25].
The wet laid process involves several chemicals to obtain a uniform dispersion of fiber in water to produce a mat via filtration through transportation onto a fine mesh screen presents a strong case for using chemicals in the composites industry. There are several reasons why some chemicals used in the paper industry can also be used in the composites industry. For example, a dispersant is a type of surfactant that helps break bundles, disperse the fibers and assists with better fiber dispersion and wettability. In this study two sets of experiments were conducted to understand the effect of different chemicals (i.e. dispersants, binder and flocculants) on the mechanical and thermal properties of recycled glass / PA6 molded composite. The analysis led to further studies on improving properties, and ultimately compared the process to other widely used manufacturing techniques such as Extrusion-Compression Molding (ECM).
Materials and Sample Preparation
Recycled glass fibers with an average length of 51 mm (2 inches) and an average diameter of 0.65 mm (0.025 inches) were used in this study. 50%-weight glass fibers were added to Nylon (PA6) fibers with an average length of 6.5 mm (0.25 inches). The melting point and density for PA6 is 218°C and 1.13 g/cm3, respectively. Two different sets of samples were processed. The first was fabricated adding flocculent, dispersion and binder chemicals while the second was processed without the addition of these chemicals. The chemicals added to the mixture are summarized in
Summary of the different chemicals added to the wet-laid process[23]
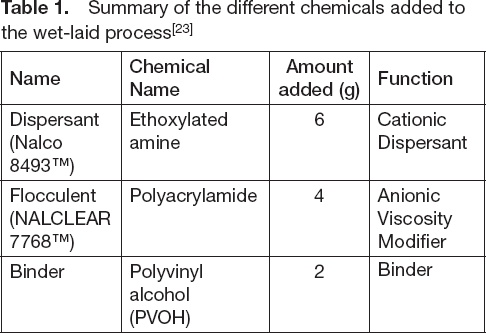
Summary of the different chemicals added to the wet-laid process[23]
The steps to produce the wet-laid mats involved dispersing 60 grams of glass fibers (50-wt %) in water by adding 3 g of alkylamine surfactant and agitating them for approximately 20 min in water using a mechanical stirrer. The process was repeated for the PA6 matrix. Then, both of the individual mixtures were mixed together and agitated with a mechanical stirrer for 10 min. Flocculent of 4 g and PVOH of 2 g were added to the mix during the agitation process. The mixtures were poured into a container with a steel mesh placed at the base of the container. Finally, the water was filtered out, forming the mat on the steel mesh. The remaining water in the mat was then removed by placing it in a convection oven at a temperature of 65°C for 12 hours. The wet-laid mat produced had a size of 304.8 mm × 304.8 mm (12” × 12”) and a total weight of 120 g, shown in

Recycled glass fiber/PA6 (304.8 mm × 304.8 mm) made by wet-laid process, a) Typical mat before compression molding process, b) Panel after processing without addition of flocculent, dispersant and PVOH, (c) Panel after processing with addition of flocculent, dispersant, and PVOH
For uniform dispersion, the fiber aspect (L/D) ratio, fiber stiffness, mechanical agitation of mixture, and the amount of crimping and wettability of the fiber play important roles[23]. Lack of good dispersion or agglomeration after dispersion form a variety of defects (i.e. logs and clumps) that precipitate on the fabric and affect their mechanical and thermal characteristics. X-ray computed tomography (CT-scan) is an effective method to investigate fiber dispersion and orientation in glass reinforced composites[26]. A GE (Discover 750 HD) CT-scanner with an X-ray source powered by 80 kV, a current of 200 mA and a resolution of 0.35 mm was used to scan the plaques through the thickness. In order to validate the CT-scan data, samples were cut from different places in the plaques, polished, and investigated under optical microscopy. The samples were placed into a rubber cup, and a thermoset resin (i.e. epoxy) was slowly filled to avoid bubbles. The resin was left to cure, and then the samples were taken out of the cup and were subjected to series of grinding and polishing steps.
Mechanical Properties Characterization
The composite samples were tested for tensile, flexural and Izod impact mechanical properties. The tensile testing was carried out using the ASTM D3039 standard. A total of five samples per plaque were prepared to an average size of 152.4 mm long, 19.9 mm wide and 2.2 mm thick respectively. The MTS-222 kN hydraulic testing frame was used to pull the samples at a rate of 1 mm/min. An extensometer was attached to the sample gage length to record strain readings. All the samples were tabbed using glass/ vinyl ester of about 38 mm (1.5 in) in length. A three-point flexural test was conducted using SATEC Instron Systems and the ASTM D790. The average value of five specimens was taken for each set. Samples were cut to 84.5 mm long, 12.7 mm wide and 2.6 mm thick, respectively. The crosshead speed was 1 mm/min and the support span length was adjusted to 42 mm. Izod impact testing was performed with a tabletop Tinius Olsen- IT 504 impact pendulum tester with impact energy of 7.5 J according to the ASTM D 256. An average value of ten samples was reported for each set. The specimens were cut to an average size of 63 mm long, 10 mm wide and 2.55 mm thick, respectively. A 45° V-notch was made at the center of the specimen by a mill saw. All tests were carried out in room temperature. The fracture surface of samples was studied using a Scanning Electron Microscope (SEM) QUANT FEG 650. The samples were coated with a thin gold– palladium layer using a sputter coater in order to prevent electrical charge buildup during the SEM study.
Thermal Properties
Fourier Transform Infrared Spectroscopy (FTIR) Analysis
While processing, browning (coloration) was observed for the plaques made with mats produced through the addition of chemicals, as shown in
Thermogravimetric Analysis (TGA)
In order to determine the thermal stability and thermal degradation behavior of polymers and composites, a TGA 2950 thermogravimetric analyzer was used. In this study, the weight of samples is continuously monitored as a function of temperature for both samples (i.e. with chemicals and without chemicals). Samples with an average weight of 60 mg were heated up to 300°C at a heating rate of 20°C/ min under nitrogen, and a flow rate of 50 mL/min. Weight loss percentage and the initial degradation temperature were calculated and reported.
Differential Scanning Calorimeter (DSC) Analysis
A Differential Scanning Calorimeter (TA Q100 Controller) was used to characterize the melting characteristics and crystallization behavior of the samples. A heat/ cool/heat procedure was used for all of the samples. The samples were heated at a rate of 10°C /min to the melting temperature, 300°C, and then cooled to 40°C with the same rate for investigating crystallization behavior. Finally, the samples were reheated to 300°C with a rate of 10°C /min. The melting, onset and crystallization temperatures were recorded.
Results and Discussion
Fiber Dispersion Characterization
Several techniques are used to improve the fiber dispersion and reduce the number of defects in the wet laid process, including but not limited to; (a) Changing the fiber type or by improving surface topography and fiber characteristics. However, some applications are restricted to a certain type of reinforcement material[27]. (b) Addition of various types of chemicals to the water, such as a surfactant, antifoaming agent and viscosity booster.

X-ray CT scan images for recycled glass fiber / PA6 plaques, a) Without the addition of flocculent, dispersant, and PVOH; showing areas of resin rich areas due to the lack of proper fiber dispersion, and b) With the addition of flocculent, dispersant and PVOH

Micrographs for a) Plaque with addition of flocculent, dispersant, and PVOH at 20x, b) Plaque without the addition of flocculent, dispersant, and PVOH at 20x
The results from mechanical testing are summarized in

Tensile properties of samples with and without addition of flocculent, dispersant, and PVOH; a) Tensile strength, and b) Tensile modulus

SEM micrograph of, a) Fracture surface for sample with addition of flocculent, dispersant and PVOH showing good dispersion and wettability, b) Fracture surface for sample without the addition of flocculent, dispersant and PVOH showing fiber agglomeration and clumping, c) Fiber wettability for sample with addition of flocculent, dispersant and PVOH, and d) Poor fiber wettability for sample without addition of flocculent, dispersant and PVOH
Mechanical properties for samples with and without addition of flocculent, dispersant, and PVOH

The flexure strength of 214.3 MPa was measured for the samples with the addition of flocculent, dispersant and PVOH, and an increase of 3% in the flexure strength was observed, as shown in

Flexure properties for samples with and without addition of flocculent, dispersant and PVOH; a) Flexure strength, and b) Flexure modulus
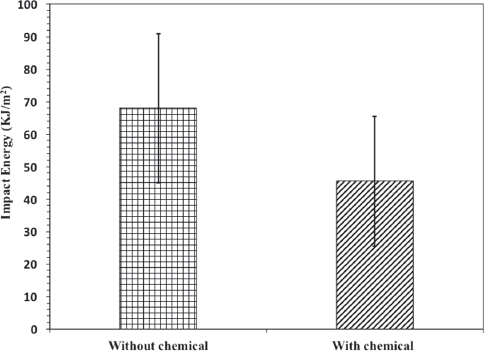
Impact strength for samples with and without addition of flocculent, dispersant, and PVOH

SEM micrographs for the fracture modes of, a) Sample with addition of flocculent, dispersant, and PVOH; 1) Fiber pullout and 2) Fracture propagating through the PA6 matrix; and b) Sample without the addition of flocculent, dispersant, and PVOH
FTIR

FTIR spectra of samples with and without addition of flocculent, dispersant, and PVOH, (1–6) listed in Table 3
FTIR spectra characteristic peaks for samples with and without addition of flocculent, dispersant, and PVOH

TGA was used to measure and evaluate the change in thermal stability of the composite as a function of temperature graphs (see

TGA curves for samples with and without addition of flocculent, dispersant, and PVOH
DSC experiments were used to study the effect of the addition of chemicals on the melting and crystallization properties of glass fiber/ PA6 composite.

Thermographs for samples with and without addition of flocculent, dispersant, and PVOH; a) 1st heating cycle, b) Cooling cycle and c) 2nd heating cycle
DSC data for samples with and without addition of flocculent, dispersant and PVOH

It was observed that the addition of flocculent, dispersant and PVOH helps remove defects and results in better-consolidated final parts. The effects of the added chemicals can be observed at the mat manufacture level that reflects on the final consolidated products level. The chemicals have improved the fiber dispersion in the mat and the wettability during molding process that resulted in enhancement on the fabricated part mechanical properties. After the consolidation process, there was no signs of existence of flocculent, dispersant and PVOH as they are volatized during processing as the FTIR data indicated. The chemicals have no effect on the thermal properties, melting and degradation behavior of the final panels and they only have an effect on the mat fabrication level in terms of dispersion and defects reduction and abolition.
Footnotes
Acknowledgements
We gratefully acknowledge the Department of Energy (DOE) Graduate Automotive Technology Education (GATE) and the National Science Foundation NSF CREST.
Research sponsored was also by the U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy, Advanced Manufacturing Office, under contract DE-AC05-00OR22725 with UT-Battelle, LLC.