
Abstract
Modified and unmodified short kenaf fibre reinforced epoxy composites were processed with different short fibre lengths and fibre concentrations by resin casting (RC) and vacuum-assisted resin infusion (VARIM) methods. Three types of kenaf fibres were reinforced in epoxy polymer, namely, untreated kenaf fibre, mercerised and nanoclay-infused kenaf fibres. The mechanical properties such as tensile, flexural and impact properties of composites were studied. Nanoclay infused kenaf fibres have shown better tensile, flexural and impact properties than those of untreated and mercerised fibres. The composites processed by VARIM possess improved tensile and flexural properties when compared with RC composites, whereas the impact properties were better in RC composites than those of VARIM processed composites. The results showed that the mechanical properties of composites depend on the short fibre length and fibre concentration, irrespective of the processing conditions. Improved water barrier properties were also obtained in nanoclay-treated banana fibre composites.
Keywords
Introduction
Natural fibre-reinforced composites have attracted considerable research attention during the past 1.5 decade as a possible alternative material to synthetic glass and carbon fibre reinforced composites1–3. A significant improvement has been observed in this material in terms of comparable specific properties, light weight and with reduced-cost4–5. The improvement was achieved by physical and chemical modification of natural fibres resulting in increased fibre properties, fibre-matrix adhesion and compatibility6–7. Several types of natural fibres such as sisal, kenaf, hemp, flax and banana. fibre reinforced composites were developed with improved thermal, mechanical and barrier properties in various thermoset and thermoplastic composites8–10. Kenaf fibre based composites research has attracted recent attention in South Africa due to their recent spike in the cultivation of kenaf (Hibiscus cannabinus L) plant from which the fibres are extracted. A typical kenaf fibre consists of ∼44–57% cellulose, 20–23% hemicellulose, 15–19% lignin and 2–10% of moisture and other extractives such as pectin and amorphous waxy phases. Cellulose is the main load bearing phase of the natural fibres, and much of structural application of natural fibres arises from this cellulose phase11–13. As kenaf fibre consists of comparable level of cellulosic phase to that of commonly used natural fibres (sisal, coir, ramie), their potential in engineering and commodity application can be realised and achieved.
Kenaf fibre reinforced composites were processed by various techniques depending upon the type of the polymer matrix used. Thermoplastic polymers reinforced with kenaf fibres were processed by melt blending, injection moulding and extrusion techniques. Whereas thermoset polymers reinforced with kenaf fibres were commonly processed by resin transfer moulding, casting, hand lay-up and compression moulding techniques or combination of these processing techniques14–16. The chemical or physical modification of kenaf fibre affects the processing and properties of composites. Improved fibre-matrix adhesion, stress transfer and thermal stability were observed when the fibres were treated with silane chemical17–19. Mercerised fibre resulted in reduced fibrillation angle with increased modulus and tensile properties. The mercerised fibres were also found to be effective in removing non-cellulosic phase of the fibre such as lignin, amorphous wax. This modification in fibre causes effective processing and dispersion of fibres in the matrix20–22.
The objective of this work was to infuse the nanoclay particles into the kenaf fibres. In recent years, nanoparticles were impregnated into the natural fibres using silane and NaOH (mercerised) chemical methods, in order to have superior mechanical, thermal and physical properties23–26. Montmorillonite (MMT) type of nanoclays consisting of alumina-silicate nanolayers can be effectively infused into fibres using chemical treatments due to their compatible fibre hydroxyl group27–28. The hard nanolayers of clay serve as a barrier medium and improve liquid and gas barrier properties along with thermal and mechanical properties28–29. However, the effects of nanoclay treatment on the processing, fibre concentration and their properties in composites were not understood in detail. To understand this effect, nanoclay impregnated kenaf fibres were incorporated into an epoxy polymer matrix and studied in this work. The composites were processed by resin casting (RC) and vacuum assisted resin infusion moulding (VARIM) methods, with varying fibre weight content (25 wt.%, 50 wt.% and 75 wt.%). The nanoclay impregnated kenaf fibre composite properties were also compared with untreated (UT) and mercerised (NaOH) treated kenaf fibre reinforced composites. The outcome of this study will help to understand the effect of nanoclay impregnation in kenaf fibres, with respect to processing, fibre concentration and fibre treatments. The effects of nanoclay impregnation in kenaf fibres composites on tensile, flexural, impact and water barrier properties were also evaluated.
Experimental Details
Raw Materials
Kenaf fibres extracted from the stem section of plant were supplied by Agricultural Research Council of South Africa. Na+ montmorillonite (MMT) clay was obtained from Southern Clay Products, Inc. USA, supplied with the trade name Na+ Cloisite. The diglycidyl ether of bisphenol-A (DGEBA) based epoxy resin (LR-20) and cyclic aliphatic amine based epoxy hardener (LH-281) were obtained from AMT Composites, Durban, South Africa. All the chemicals used for mercerisation treatment were obtained from Merck Chemicals, South Africa.
NaOH Treatment of Fibres (Mercerisation)
Initially, 1 mol/L of NaOH solution was taken and equivalent weight of 5 cm long untreated kenaf fibre to that of NaOH was soaked in solution for 4 h. The soaked fibres were then taken out and rinsed in 0.01 mol/L dilute acetic acid solution for 30 min. Following this procedure, the fibres were washed, and air dried at room temperature (RT) for 48 h.
NaOH/Clay Treatment of Fibres
In this treatment, mercerised fibres were infused with MMT clays by shear-induced mixing. Initially 750 mL of distilled water was taken in a beaker and placed on a temperature controlled magnetic stirrer (Heidolph MR Hei: Standard, Labotec, South Africa) and heated at 80°C. 10 g of clay was then gently introduced into the water medium and the clay/water solution was stirred for 0.5 h at 80°C with 500 rpm. Following this, 10 g of short kenaf fibres were introduced into the clay/water solution and stirring was continued for another 4 h at 80°C with 500 rpm. The stirred fibre-clay solution was then placed in an ultrasonic agitation bath (MRC laboratory Equipment, UK. Model: DC-150 H, operating at 40 KHz with ultrasonic power 150 W) for 1 h. The nanoclay treated fibres were then removed from the ultrasonic bath and air-dried for 48 h.
Composite Processing
Composites were prepared by two processes, namely, resin casting (RC) and vacuum assisted resin infusion moulding (VARIM) methods. In both processing methods, three types of kenaf fibre-reinforced epoxy composites were prepared, namely, untreated (UT) fibre, NaOH treated and nanoclay treated kenaf fibre-reinforced composites. In each composite type, fibre content of 25 wt.%, 50 wt.% and 75 wt.% was varied and processed. For each fibre content in the composites, fibre lengths of 10 mm, 20 mm, 30 mm and 40 mm were varied and examined.
In the RC process, kenaf fibre-reinforced epoxy composite was prepared by mixing technique.
In this method, a known weight of epoxy resin (100 g) was taken in a beaker. Following this, the desired amount of short kenaf fibre with chosen length and concentration was added into the resin bath. The fibre-resin was mixed in an electric shear mixer at 1000 rpm for 30 min at RT. Hardener was then added to the resin-fibre mixture for curing purposes. The resin to hardener weight ratio was kept at 3:1, as per the supplier's manual. The resin and hardener mixture was stirred using a glass rod for about 3 minutes before the mixture was cast in closed glass moulds at room temperature. Two 30 cm x 30 cm x 3 mm square glass plates were used as moulds to fabricate composite casting. A 3 mm rubber gasket was placed between the glass plates and fastened by clips. The rubber gasket covered the three sides of the mould and the remaining side was used to pour the resin/ hardener-fibre mixture through the runner attached to the mould. Wax was used as a mould release agent and was applied to the faces of glass plates and rubber gasket for easy removal of the cast product. The cured epoxy fibre composite was removed after two days. The final cured composite was obtained in the form of 27 cm x 27 cm x 3 mm flat sheet.
VARIM process of composite preparation involved two steps; first step was the preparation of randomly oriented non-woven short kenaf fibre mat and second step was resin infusion into the fibre mat. Three types of kenaf fibre mats were prepared, namely, untreated, NaOH and nanoclay treated fibres, at various fibre lengths each ranging from 10 mm to 40 mm. To prepare fibre mat, 10 g of short kenaf fibres were randomly spread in an open-end flat die steel plate with dimension of 18 cm x 30 cm. The randomly spread short fibres were then compressed by air pressure assisted die set-up A compressive pressure of 8 bars was applied on the randomly dispersed fibres for 1 h at R T. The fibre mat was then infused with epoxy resin (mixture of resin and hardener at a ratio of 1:0.3 wt.% respectively) at 2 bars pressure. The resin infused fibre mat was left for curing and the cured sampled were removed after two days. The concentration of the fibre in the composite (25 wt.%, 50 wt.% and 75 wt.%) was varied by changing the resin content during vacuum infusion.
Characterisation
The structural analysis of untreated and treated fibre series was studied by Scanning Electron Microscopy (SEM). The surface morphology and chemical composition of gold sputter coated (Quorum-150 R ES model thin film coating equipment) longitudinal fibre specimen was examined by Energy Dispersive X-ray (EDX) analysis using Zeiss Environmental SEM (ESEM: model EVO HD 15) operating at controlled atmospheric conditions at 20 k V. The fracture surface morphology of fibre-reinforced composites was also examined by ESEM.
Testing
Tensile and 3-point flexural tests of composites was carried out using MTS-UTM machine (Model LPS 304 – 424708 series) as per ASTM D638-76 and ASTM D790 methods respectively. Un-notched Izod impact test was carried out using table-top pendulum swing impact tester (Hounsfield impact machine, model H10-3) as per ASTM D4812 method. In all these tests, 3 test samples were randomly chosen and the average value was considered for the results and discussion.
Water absorption tests of all the composite series were conducted to study the barrier properties. Three composite test specimens with dimensions 10 (length) x 10 (breadth) x 3 (thick) mm3 were fully dipped and tested in a distilled water bath medium at RT. Water-dipped samples were removed at different times, wiped on a paper towel to remove surface water, and weighed with an electronic balance until the increase in weight of water in the specimen reached an equilibrium (We) level (i.e. no more water uptake by test sample). The We value is expressed in terms of % water mass uptake in Equation 1:

Structure and Morphology of Fibres
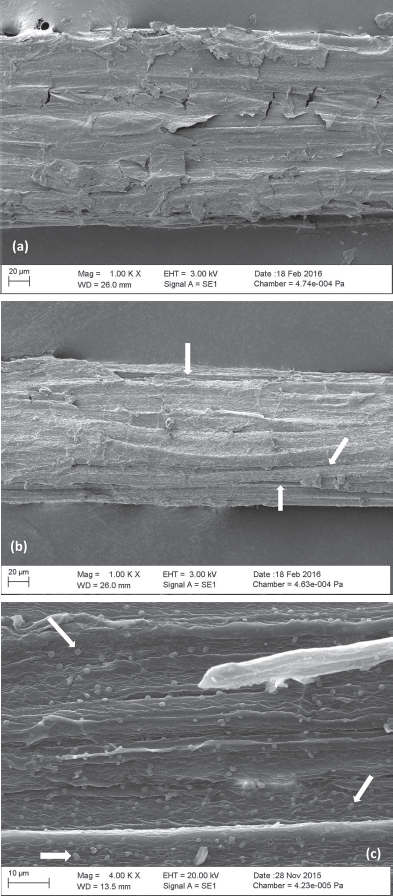
SEM of longitudinal image of (a) untreated, (b) NaOH treated and (c) nanoclay treated kenaf fibres
To study the elemental phases and chemical composition of the untreated and treated fibres, EDX analysis on the fibre surface was carried out, and the results are shown in
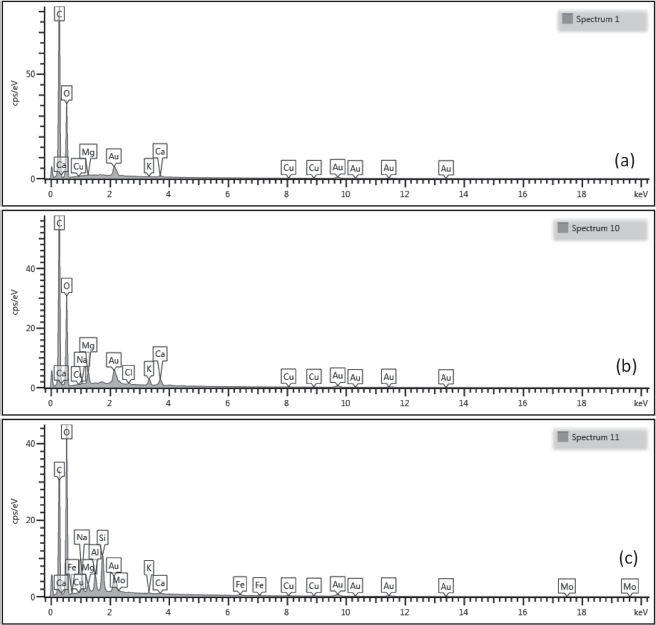
EDX spectrum of (a) untreated, (b) NaOH treated and (c) clay treated kenaf fibres
EDX elemental analysis of untreated and treated fibres


Tensile stress-strain curves of 25 wt.% untreated kenaf fibre reinforced composites at various fibre lengths processed by (a) RC and (b) VARIM methods

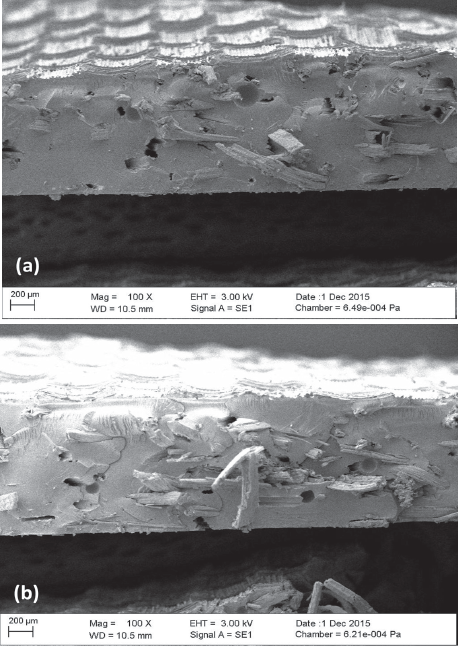
SEM of 25 wt.% untreated 30 mm fibre length kenaf fibre composites processed by (a) VARIM and (b) RC methods

SEM of VARIM processed (a) 50 wt.% and (b) 75 wt.% UT kenaf fibre reinforced composites
Tensile properties of RC and VARIM processed composites

Among the composite series, nanoclay treated fibre reinforced composites shows highest tensile values when compared with NaOH and untreated fibres composites. The nanoclay infusion possibly improves the fibre-matrix adhesion and fibre properties resulting with the maximum increase of the tensile properties. The high modulus of nanoclay (∼160 GPa) with high purity and dispersion effect possibly resulted in a maximum increase in tensile properties40–42.
The effects of fibre content and type on flexural properties of composites at the critical fibre length were studied, and the results are shown in
Flexural properties of RC and VARIM processed composites

Flexural properties of RC and VARIM processed composites
The mechanism of flexural properties increase in nanoclay treated fibre-reinforced composites was examined by fracture surface analysis of the flexural samples.

Flexural fracture surface of RC processed 25 wt.% kenaf fibre reinforced with (a) untreated fibre, (b) NaOH treated fibre and (c) nanoclay treated fibre
Impact fracture surface of 25 wt.% untreated kenaf fibre reinforced processed by (a) VARIM, (b) RC method
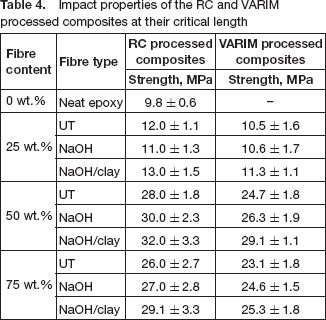
Impact properties of the RC and VARIM processed composites at their critical length
Natural fibres are prone to higher water absorption due to their hydrophilic and porous structure45,46. This effect reduces their service life applications and properties. The influence of nanoclay treatment on the fibre surface is expected to improve the water barrier properties of kenaf fibre-reinforced composites. The nanolayered clays protect the fibre as a barrier medium by resisting water uptake. The alumina-silica nanolayers are hard ceramic phase material, which resist water molecules to penetrate into the fibres47,48. The effect of clay treatment on water barrier properties is shown in

Impact fracture surface around (a) untreated and (b) nanoclay treated kenaf fibre reinforced composites
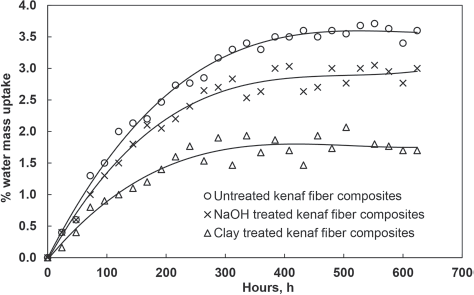
Water mass uptake of 50 wt.% untreated and treated kenaf fibre composites
Equilibrium water mass uptake of VARIM and RC processed composite series at critical fibre length

The objective of this work was to understand the effect of nanoclay treatment on the fibre and fibre reinforced composites, comparing UT and NaOH-treated fibre and fibre reinforced composites. The effect of nanoclay on processing, mechanical and water barrier properties were examined. EDX result showed that ∼2 wt.% of clay particles were infused into the fibre. The results indicated that the clay addition improved the mechanical and barrier properties of the composites; however, the level of improvement depended upon the method of composite preparation (VARIM and RC) and fibre content. The critical fibre length and concentration was found to be 30 mm and 50 wt.% respectively. Nanoclay-treated kenaf fibre composites resulted in 3–20% increased tensile strength, 6–50% increased tensile modulus and 0–22% tensile elongation when compared with untreated kenaf fibre composites, at various fibre contents and processing methods. Likewise, 3–88% increased flexural strength; 16–70% increased flexural modulus and 7–30% increased flexural strain values were observed in nanoclay treated fibre reinforced composites when compared with untreated kenaf fibre composites, at various fibre contents and processing methods. Similarly, 7 to 15% increased impact strength was observed in nanoclay treated kenaf fibre composites over untreated kenaf fibre composites, for various fibre contents and processing methods. Nanoclay addition resulted in improved water barrier properties, with 32–53% reduction of We. The outcome of this work suggested that the most effective mechanical and water barrier properties of nanoclay treated kenaf fibre reinforced composites can be achieved by selecting a suitable processing method, fibre length and concentration.
Footnotes
Acknowledgment
This research work is supported by South African Council of Scientific & Industrial Research (CSIR) -Biocomposites Centre of Competence (BCoC), project reference number SIIGBC3.11214.02100.02170.