
Abstract
In this study, a through mold via (TMV) process using ultrafast Laser has been developed for the interconnection on 3D package-on-package (PoP) application. Epoxy molding compound (EMC) is a composite material consisted of epoxy resin, filler particles (fused silica) and other constituents. Among these chemical compositions, the size and spatial distribution of fillers on the EMC dominate the sidewall quality on drilled trench. However, random filler leakage on the sidewall leads to an irregular and uneven trench and these drop out fillers become a problem needed to be solved. Faster removal of debris can be achieved by controlling the laser drilling parameters. Parametric studies have been performed to determine the specification of trench and design rule of material. The optimal desmear process on TMV bottom PoP package developed in this study demonstrates the reliability improvement on follow-up sputtering or filling process.
Keywords
Introduction
Package-on-Package (PoP) using through mold via (TMV) technology was first introduced by Amkor at the 58th ECTC conference in 2008 1 , and since then POP has become a preferred assembly process for higher IO density, smaller pitch, thinner overall size and lower warpage on 3D integration of logic and memory components in mobile products1–5. In this mixed logic-memory stacking, based on FC BGA or PBGA style, the logic package is placed on the bottom and the chip-stacking memory package is located at the top 5 . The base of PoP structure contains ASIC and SMT passive components. After encapsulation process, a blind via was drilled through the Epoxy molding compound (EMC). This thin trench on bottom package would expose solder bump or metal bond pad on the substrate. The drilled vias were then sputtered/plated on the sidewall, or filled with the conductive material, The upper PoP structure including the stack-die memory with wire bond would be fully molded as a standard PBGA structure. These two packages then assembled as packed TMV PoP after final reflow process1–2,5.
Mold compounds contain as many as 20 raw materials, such as organic resins (epoxy resin), non-melting inorganic filler (fused silica), catalysts, mold release material, pigment, flame retardants, adhesion promoters, ion traps and stress relievers … etc. Among these, filler occupied most of volume and made of non-crystalline SiO2 which dominates mechanical behavior of compound. A smaller size of filler would result in a good spiral flow and a better reliability 6 . Over years, the modern mold compound has evolved into a complex formulation to meet the electronic industry needs. An innovation in PoP structure required a similar change in the design of the encapsulant, which filled with fused silica up to 90%. With affordable cost, the traditional flake silica was fabricated and changed to the modern spherical silica in which the size was dramatically reduced to keep pace with PoP structure trends. Size and spatial distribution of fillers in mold compound greatly impacted mechanical properties of EMC 7 .
Laser has the advantages of being able to machining irregular shape and finer edge quality, however, the laser beam influences on different materials to be process and debris becomes a problem to be solved. Since the formation of laser drilling is heat ablation, thermal effect is the basic physics. However, this also brings up a serious problem of heat affected zone (HAZ), which deteriorates the edge quality and material strength. As a via is drilled, EMC material ablated from the trench can be recast on the surface. Ejected fillers from the laser escaping through a deep, narrow trench would interfere with the incoming laser beam. In addition, loosened fillers on the irregular sidewall should block off the outer fringes of the laser, resulting in less laser beam reaching the bottom and less energy absorption. Consequently, the next step of drilling became much narrower width, which formed a constricting taper as the trench gets deeper. All of these effects served as the limitation to the depth of the trench created by laser machine.
Since the edge quality of sidewall on drilled via plays an important role for high speed interconnection, many researchers8–12 have demonstrated many reliability design rules on the TMV bottom PoP packages in recent years. Among these, a so-called gas-aided laser technology 12 was developed to improve the edge quality of sidewall on the trench. Oxygen (O2) gas could increase the inflammation and noble gases, such as Argon (Ar) and Nitrogen (N2) would decrease the oxidation during laser process. Compared with pure air, all gas-aided laser processes could improve the edge quality on the trench with additional production cost.
Random filler leakage on the sidewall was reported
12
and the surface integrity of trench, such as debris, recast, ripple … etc, should be avoided during fabrication all the time. The ideal condition for trench formation is straight via with uniform width, however, the tapered via always formed due to the optical characteristic of aspect ratio.

Schematic illustration of failure mode on trench diameter with filler size

Bumping and uneven edge on sidewall due to (a) remaining fillers (b) drop-out fillers
TMV using ultrafast Green laser and IR laser has been developed in this paper. In the first, the definition of trench specification, especially the feature dimension of counterbore entrance for removing the bottom debris has been carefully determined. Secondary, the design rule of EMC material has been established for various micro-size spherical fillers. Fillers in EMC affect Laser process has been thoroughly examined. This study also explores the mechanism of faster removal of debris under various operating conditions. A series of comprehensive experiments of laser drilling on mold compound has been conducted in this paper.
Laser Drilling Equipment
Two picosecond pulse duration lasers, Green laser (532 nm wavelength, 30W power, <1.3 m2 beam quality, 150 μJ pulse energy and 200–800 kHz base frequency) and picosecond IR laser (1030 nm wavelength, 50W power, <1.3 m2 beam quality, 250 μJ pulse energy and 200–800 kHz base frequency) were used to determine optimal parameters for vertical wall side on drilled via in mold compound. Compound thickness of 1000 mm, 200 mm and 100 mm with ultrafine filler size were tested to investigate the material behaviors after laser drilling. The cross-sectional profiles after each laser cutting were measured by 3D Laser Scanning Microscope (Keyence VK-X200) and FE-SEM (Hitachi-4700).
Trench Specification
Aspect ratio defined by laser beam has a great influence on the depth of cut. The aspect ratio of a laser drilled via is defined as the ratio of the hole's width to the hole's depth, i.e. final tapered depth/width at entrance. A narrow bottom width was normally formed for a large thickness of compound (1000 mm). Under highly controlled conditions, design rule for the width of bottom via and the minimum variation of entrance were determined.
Rule of Material
The shape of filler has been fabricated in round shape with diameter ranged from 25 mm to 50 mm for molding process. However, some of larger fillers were congregated in some area and spread out over the compound. Most of remaining fillers on side wall edge were found to be easily drop out into the bottom of the trench.

Design rule of material for ideal straight trench and variation of entrance
The optimal parameters for desmear includes power, frequency (repetition rate), cutting speed, pass (cutting cycle) and focal length. Experimental works for verification and repeatability were conducted to determine the optimal drilling parameters.
Results and Discussion
TMV using laser drilling essentially encounters a difficulty to obtain the parameters for optimal process. The 1000 μm thickness compound was tested by two ultrafast picosecond lasers and thinner compounds, such as 100 μm thickness was applied to determine and verify the optimal parameters for removing fillers and 200 μm thickness was used for repeatability test. All DOE laser parameters can be found in 12 .
Comparison of Green Laser and IR Laser
By comparison, the absorption rate of IR to epoxy resin is larger than Green to epoxy resin.

Comparison of Green and IR lasers (a) Depth of Cut vs. Number of Pass, (b) Depth of Cut vs. Pulse Energy

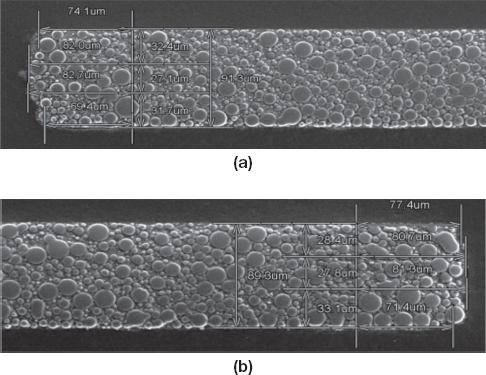
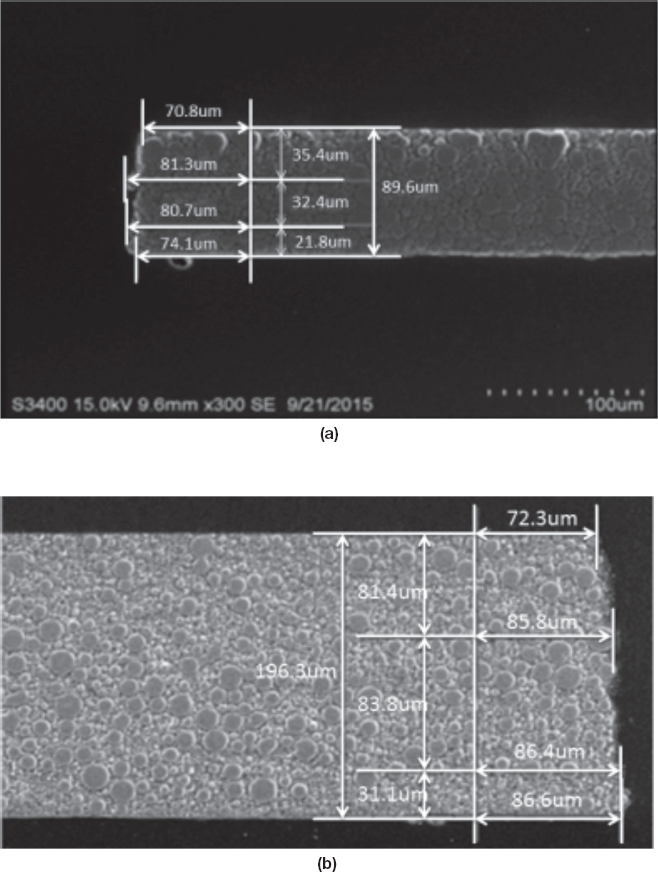
Tapered trench with counterbored entrance after Green laser drilling

Microscopic photo and line profile of the cross-section trench after Green laser drilling
Variation of entrance consists of machine vision variation, xy-table variation and galvo variation. The aforementioned variations depend on apparatus. For fast removal of fillers, the minimum variation of the entrance should be double filler size, e.g. filler size 25 μm makes 50 μm variation in this study. Therefore, 190 μm minimum entrance width is required for a 140 μm upper via width and 110 μm bottom via width. For a straight via including variation, the minimum width of bottom is found to be quadruple of filler size. The size of spherical filler is 25 μm and the minimum through straight via (without counterbore) is drilled with 100 μm bottom width and 180 μm upper width.
Although all the experiments conducted with no gas-aided laser in this study, it should be noted that the imitation of the trench dimension depends not only the laser performance, but also blowing & suction system.
Sidewall round Profile
High density of fillers (a) round profile caused by different size of fillers (b) smaller cutting angle for higher density (100 μm thickness compound)
Low Density of Fillers

Uneven spatial distribution of fillers (a) lower density of fillers receive larger cutting angle (b) uneven filler density with irregular profile (200 μm thickness compound)
Better Laser Drilled Profile
Better laser drilled profile on sidewall for (a) 100 μm (b) 200 μm thickness compound
Preliminary results revealed that repeatability on each case was very unsatisfactory and poor. An increase in the thickness of compound did not receive the better performance. Most of cases illustrated poor perpendicularity on the machined surface along the sidewall. This is because the size and spatial distribution of fillers have a great impact on edge quality on the drilled surface. Irregular and uneven sidewall of the through via would lead to poor reliability and low-grade interconnection on TMV PoP package.
In this paper, through mold via (TMV) using ultrafast picosecond lasers has been developed and the insight of fillers in EMC affected laser drilling parameters has been also explored. The main results are summarized as follows:
Drilled trench performance depends on the material of filler in the molding compound. The results show that the filler particles with various sizes are not uniformly distributed within the EMC. These differences could be harmful to the reliability of the TMV PoP packages.
The specification of the trench includes aspect ratio, minimum bottom trench width and variation. Minimum variation requires two times filler size and minimum bottom trench width should be four times of filler size. Minimum entrance width of counterbore, countersink and straight via should take into account the aspect ratio.
Different laser will create different minimum trench size because the variation highly depends on laser equipment.
The limitation of the trench dimension depends not only the laser performance, but also blowing and suction system.
Fillers in EMC affects laser process. Optimal laser drilling parameters between fast removal of fillers and better edge quality on sidewall were determined.
Footnotes
Acknowledgment
The authors would like to express their appreciation to the Ministry of Science and Technology (MOST 103-2221-E-214-018, 104-2221-E-214-051, 104-2632-E-214-002) in Taiwan, R. O. C. for financial supports.