
Abstract
Background
The success of dental restorations depends on achieving adequate surface integrity. However, grinding and polishing are generally ineffective because of the special physical and chemical compositions and properties of the composites. Polyurea resin is an elastomer with high elasticity, abrasion resistance, heat resistance, and toughness. When it is used as a bond, grinding wheels with high grain grip strength can be fabricated.
Objective
We fabricated a mounted wheel with a polyurea resin as the bond and used it to polish a composite resin and porcelain under clinical polishing conditions. The effects of the approach on the polished surface roughness and morphology were evaluated with respect to the type of mounted wheel, initial surface roughness, abrasive particle size, and polishing time.
Methods
This study fabricates a mounted wheel with polyurea resin as the bond and uses it to polish composite resin and porcelain under clinical polishing conditions. The effects of the approach on the polished surface roughness and morphology are evaluated against the type of mounted wheel, initial surface roughness, abrasive particle size, and polishing time.
Results
Among single-crystal diamond, siliconcon carbide (GC), and alumina (WA) abrasive grains, diamond abrasive grains produced the best finish for most tested resin composites. However, WA abrasive grains are effective for polishing Estenia (it has the highest filler content). The polishing performance of the porcelain varied with the initial surface roughness and abrasive particle diameter.
Conclusion
This study provides guidance for improving and developing mounted wheels for clinical applications.
Keywords
1. Introduction
Notwithstanding the significant improvements in oral healthcare in recent years, the prevalence of dental caries remains high. According to reports, the global prevalence of deciduous tooth caries in 2017 was 7.8%, adversely affecting the oral health-related quality of life (OHRQoL) of 532 million children.1,2 In Japan, a survey on dental diseases revealed that the prevalence of dental caries in 2016 exceeded 90% among the participants aged 25. This was unprecedentedly the highest among dental diseases. Owing to the onset and progression of dental caries, natural teeth do not spontaneously heal after a defect occurs in the tooth enamel. 3 In restorative dentistry, clinicians prefer resin composites or porcelain restorations because of the growing demand for esthetic treatments.
Recently, resin-based composites have been widely used for directly restoring the anterior and posterior teeth. This is because these provide improved physical and mechanical properties, better color stability, and high wear resistance.4,5 Although resin composites for dental restorations have advanced over the past 30 years, these have several drawbacks in terms of operability, aesthetics, and durability. As an inorganic–organic composite material, resin composites have structures in which a large amount of fine directional filler is dispersed in a resin matrix that is generally a continuous phase. This can overcome the drawbacks of both polymers and porcelain.6,7 These composites restore the appearance, smoothness, and glossiness of teeth. However, resin composites have a structure with a large amount of fine inorganic fillers dispersed in a continuous-phase resin matrix. This hinders dental tools from polishing these to a smooth finish, particularly in the oral cavity.8,9 In addition, inadequately finished/polished resin composites that continuously come in contact with the mucous membrane of the oral cavity can cause mechanical damage, inflammation, and increased plaque retention.10,11
The various polishing tools in the application include 1) one-step polishing systems containing diamond-impregnated cups and SiC brushes and 2) multiple-step systems using diamond burs, mounted wheels, and diamond and Si-impregnated soft rubber cups. 12 Their effects may vary with the resin composite and between systems and thereby, affect the final polishing. Therefore, the research on a preferable polishing agent and a simplified and efficient finishing/polishing system for resin composites is important for dental restorations.
In addition to resin composites, dental porcelain (which has remarkable esthetic advantages, biocompatibility, wear resistance, and low thermal conductivity) has become the most common dental restoration material. 13 Porcelain materials are used extensively in various restoration procedures including inlays, onlays, crowns, and veneers.14,15 In clinical practice, it is necessary to adjust occlusal interference, finish the margins of the restoration, and correct inaccurate contours by grinding the surface of the porcelain implant before insertion. The occlusal adjustment produces a roughened and abrasive surface. This may cause wear of the antagonist teeth, mechanical irritation of the adjacent soft tissue, and excess accumulation of biofilm.16,17 According to reports, the critical roughness threshold for plaque formation is surface roughness Ra = 0.2 µm. 18 The patient's tongue may detect a surface roughness of over Ra = 0.3 µm, thereby causing more discomfort. 19 To address these problems, various studies have investigated different polishing techniques for porcelain restorations. Goldstein demonstrated that Shofu cups and points are the best polishing kits for porcelain restorations. 20 Bottino et al. determined that diamond burs, abrasive rubber tips, and felt disks with diamond paste on porcelain surfaces should be used for effective mechanical polishing. 21 Nevertheless, the selection of finishing and polishing methods is highly contentious. A broadly accepted polishing technique for different porcelain materials needs to be investigated.
Mounted wheels are essential in dentistry because of the variety of dental materials used. Polishing involves several steps ranging from morphological correction to polishing using a mounted wheel. This procedure is followed by the complete removal of the scratches and obtaining a prosthesis with a smooth surface. The characteristics of an effective polishing tool include high elasticity, hardness, heat and wear resistance, and toughness. For example, polyurea resin is an elastomer with high elasticity, abrasion, heat resistance, and toughness. 22 Dentists and dental technicians polish the dental material by manually pressing a rotating mounted wheel against it while feeding it. The polishing process is known as controlled force machining. There are few reports on the polishing of dental materials using polyurea resin-bonded mounted wheels.
Therefore, in this study, we fabricated an experimental apparatus to polish resin composites and porcelain using controlled force machining. We compared the effects of clinically used abrasive grains containing diamond abrasive (MD), green silicon carbide abrasive (GC), and white fused alumina abrasive (WA) with those of a polyurea resin-bonded mounted wheel. We also investigated the surface roughness and morphology of the resulting polished resin composites and porcelain, and developed a new optimally mounted wheel for polishing these.
Materials and methods
Effects of different types of mounted wheels on polishing of various resin composites
Experimental apparatus
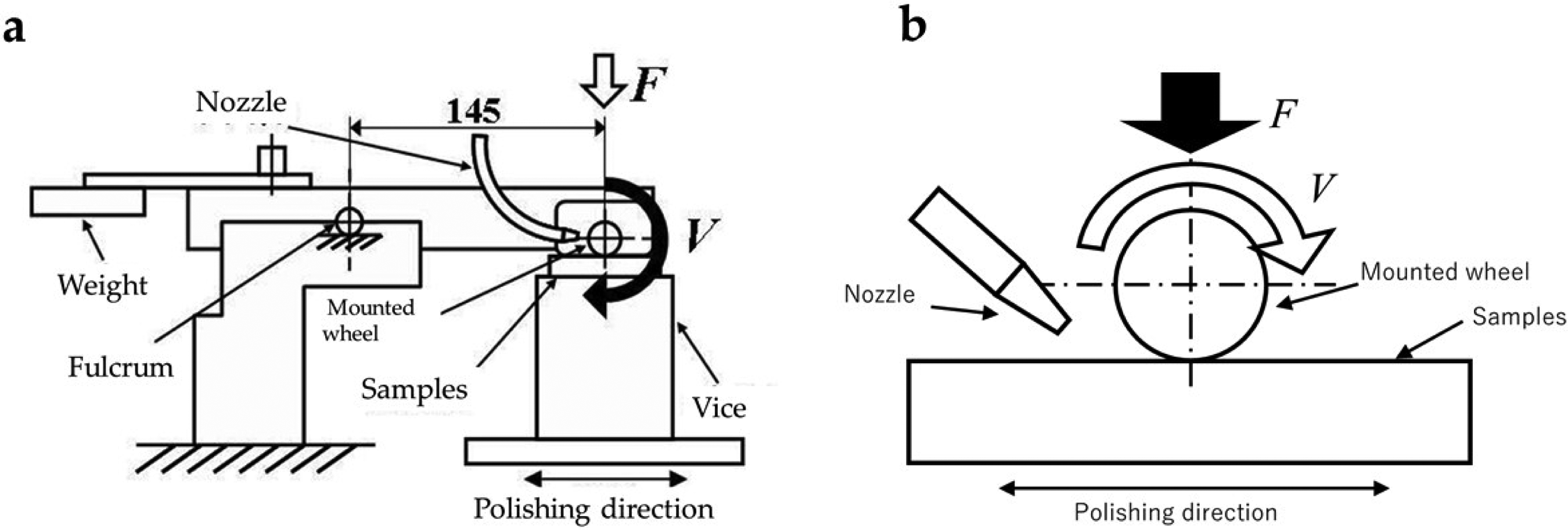
The experimental setup is shown in Fiure. 1. A mounted wheel was attached to a router spindle (M21HD, MINITOR Co., LTD, Tokyo, Japan). A weight was placed on the left side of the fulcrum and mounted on the right side. The value of the clockwise moment was maintained constant by adjusting the distance from the weight to the fulcrum. The rotating mounted wheel was polished using this apparatus while pressing it against the test piece under a constant polishing force.
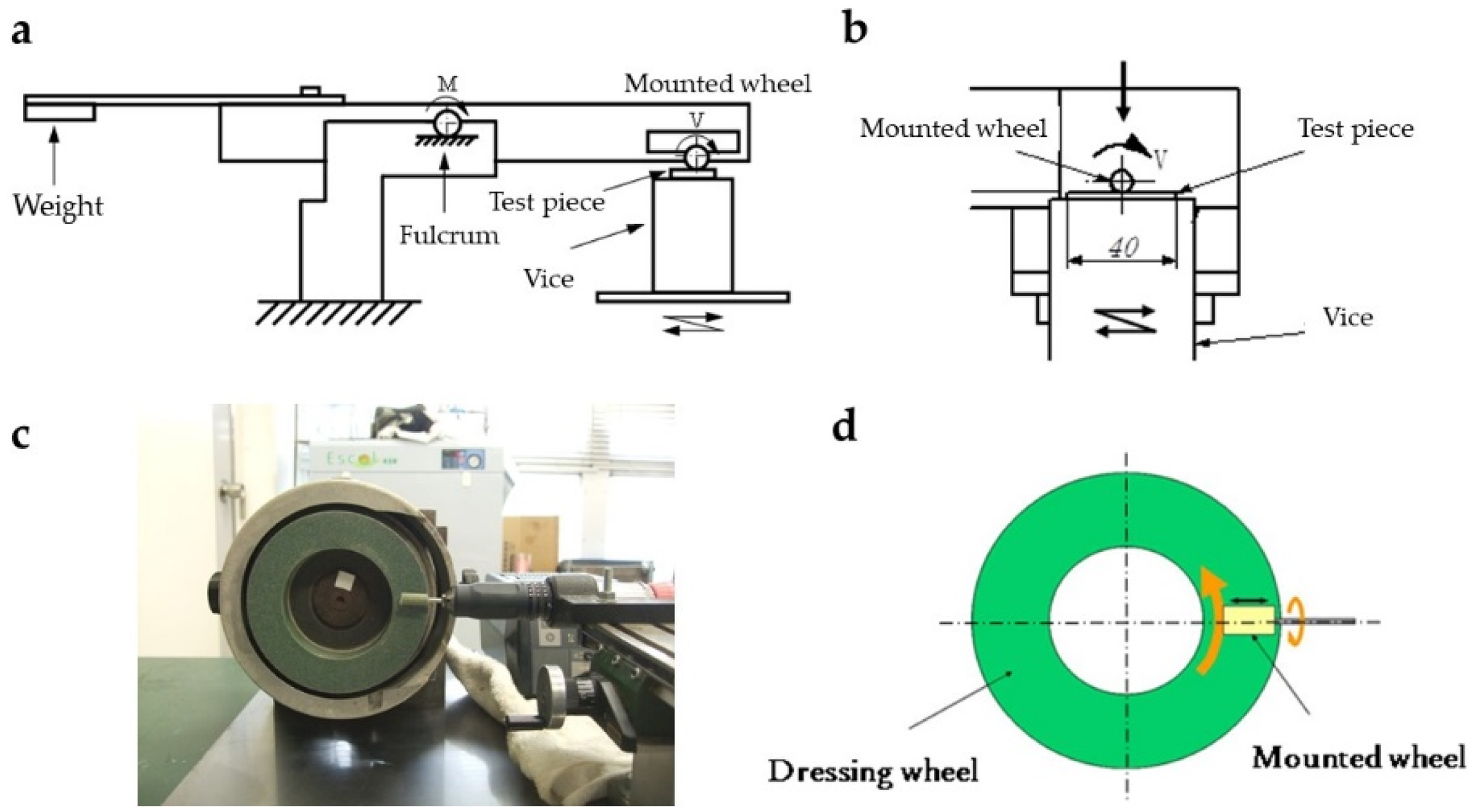
a) Schematic diagram of the experimental apparatus; b) Enlarged view of the mounted wheel and test piece; c) Photograph and schematic diagram of the truing and dressing apparatus.
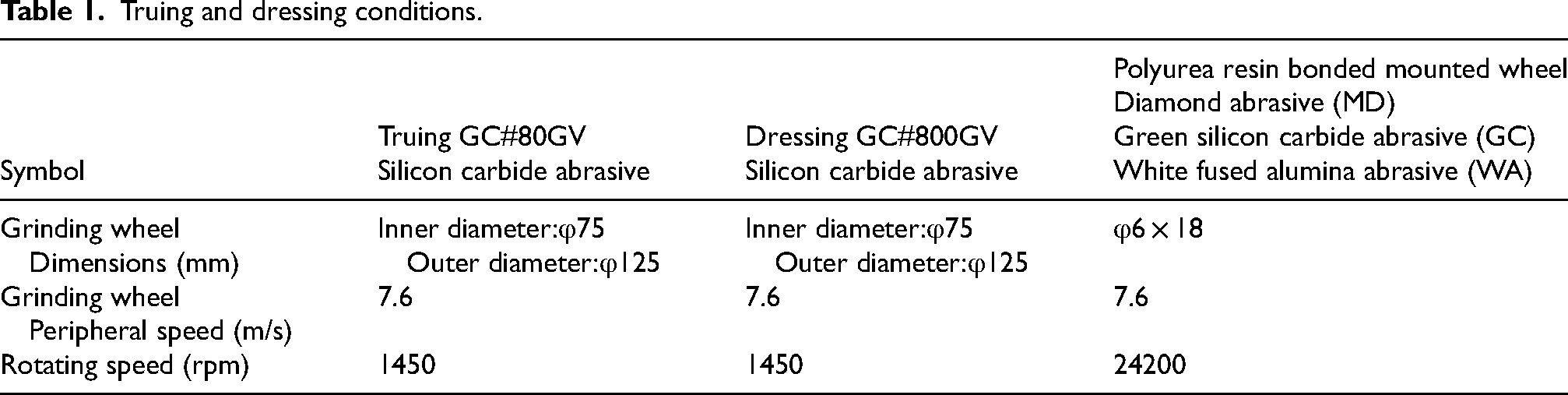
Tap water was used as the polishing fluid. Truing and dressing of the mounted wheel were performed by pressing it against a vertical rotary dresser (V125P; Ota Co., Ltd Okayama, Japan). In addition, we used a GC#80GV grinding wheel for truing and GC#800GV grinding wheel for dressing. As shown in Figure 1, the grinding wheels were disk-shaped. GC is a green silicon carbide abrasive. When truing and dressing, the peripheral speed of the disk-shaped grinding wheel should be equal to that of the mounted wheel. Moreover, both the grinding wheels should rotate in the same direction. Table 1 lists the conditions for truing and dressing.
Truing and dressing conditions.
Mounted wheel and test piece
A mounted wheel (Lead Soken Ltd, Shizuoka, Japan) was used in this study. Polyurea resin was used as the bond. Three types of abrasive grains were used: single-crystal diamond abrasive (MD), GC, and WA. Figures 2(a) and (b) illustrate a drawing and photograph of the mounted wheel, respectively. Figure 2(c) provides the notations of the mounted wheel specifications.
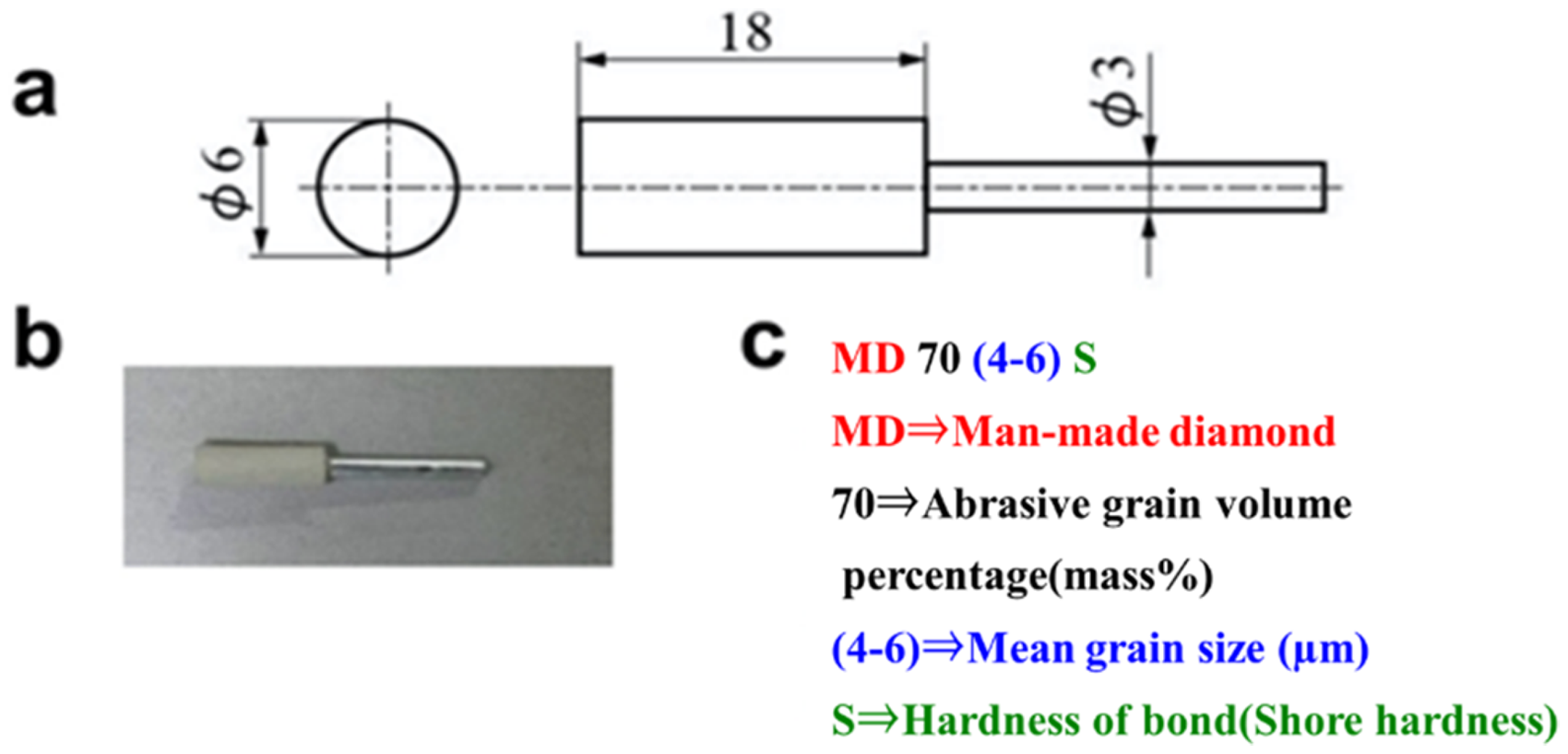
a) Shape of the mounted wheel; b) Photograph of the mounted wheel; c) Notation of mounted wheel specifications.
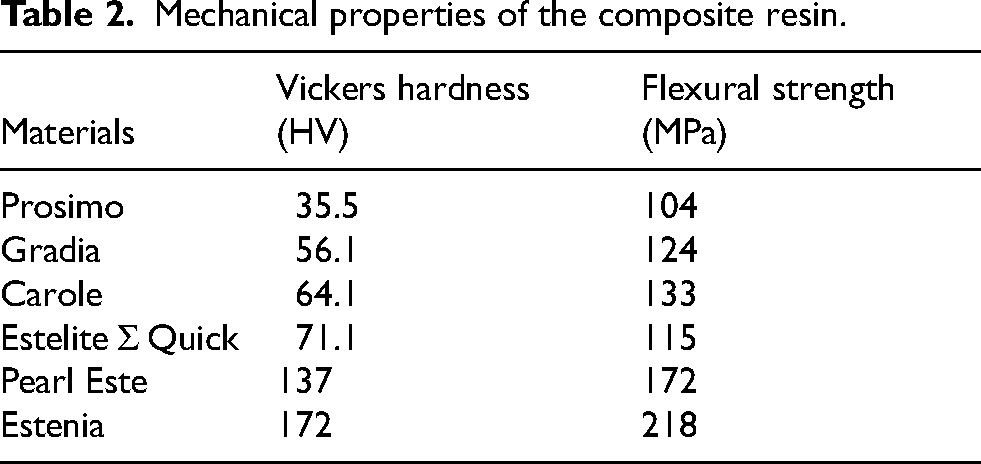
The composite resins used for crown restoration were Prosimo (hard resin for facing the crown), Gradia (microhybrid filler), and Carole (nanohybrid filler) manufactured by GC Corporation (Tokyo, Japan). The composite resins used for crown restorations were Esterite Σ Quick (submicron spherical filler) and Pearl Este (hybrid containing submicron spherical filler as the main constituent) manufactured by Tokuyama Dental Corporation (Tokyo, Japan). The composite resin used for the crown restorations was Estenia (micro-hybrid filler) manufactured by Kuraray Noritake Dental Inc. (Tokyo, Japan). The polishing experiments were conducted using these materials. The mechanical properties of the composite resins are listed in Table 2.
Mechanical properties of the composite resin.
The dimensions of the test piece were 4.0 (width) × 5 (height) × 24 (length) mm. The 4.0 × 24 mm surface was polished. The test piece's initial arithmetic mean surface roughness was set to approximately Ra = 0.6 µm assuming polishing by odontoplasty. The initial surface roughness was adjusted using water-resistant abrasive paper (mesh size #240) with a GC abrasive.
Polyurea resin was used as the bond for the mounted wheel. Bonds with different shore hardness values were used. Table 3 presents the shore hardness values of the bonds.
Shore hardness of polyurea resin-based bonds.
Experimental conditions
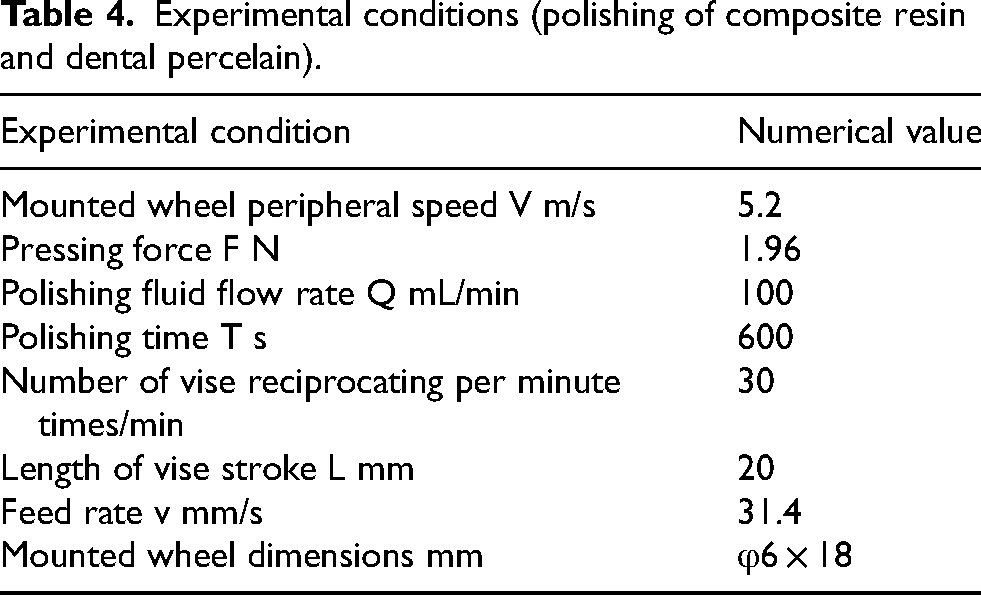
The objective of this study was to polish composite resins with high precision. The experimental conditions are listed in Table 4.
Experimental conditions (polishing of composite resin and dental percelain).
Comparison of polishing characteristics with different bond hardness for Carole resin composite
The polishing characteristics of a mounted wheel with a single-crystal diamond abrasive and polyurea resin as the bond were investigated by polishing the Carole resin composite. We varied the hardness of the mounted wheel bond and verify the differences in the polished surface roughness and polishing performance. The shore hardness values of MD (4-6) SS70, MD (4-6) S70, and MD (4-6) H70 are 45, 58, and 78, respectively.
The arithmetic mean surface roughness, Ra, and maximum height, Rz (JIS B0601-2001), of the polished surface were evaluated using a stylus-type surface roughness tester (SURFTEST SV-400; Mitutoyo Corporation, Kanagawa, Japan). The roughness of the polished surface was measured at 10 points perpendicular to the polishing direction. The morphology of the polished surfaces was examined using scanning electron microscopy (SEM). A handheld gloss meter (Gloss Checker; ICHINEN TASCO CO., LTD. Osaka, Japan) was used to measure the glossiness.
Comparison of polishing characteristics with different abrasives for Carole resin composite
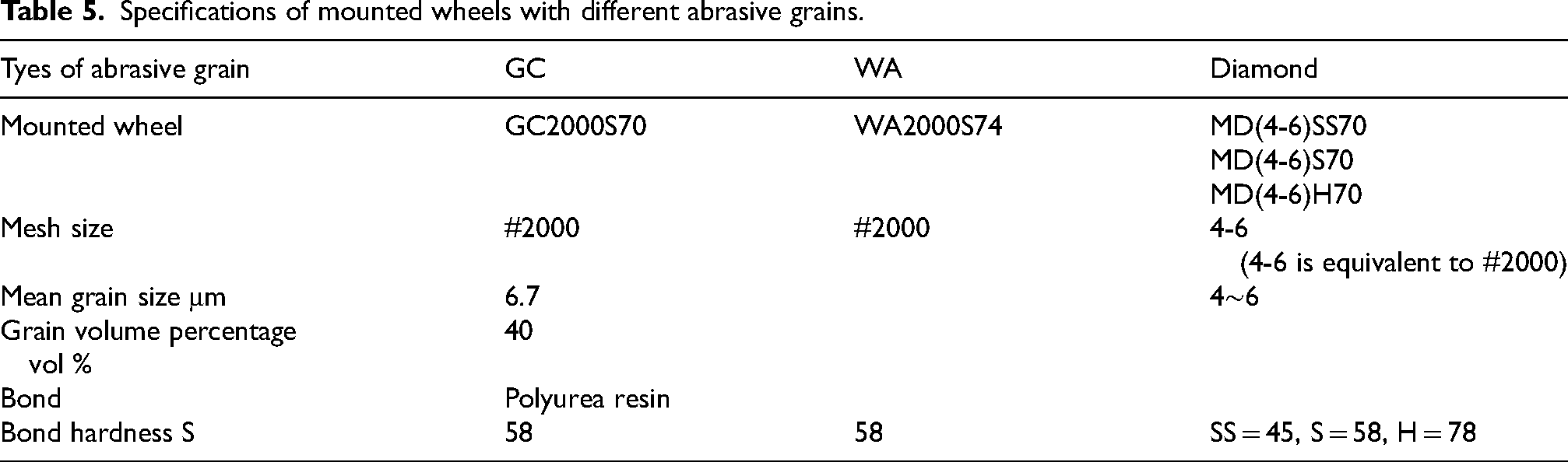
We investigated the polishing characteristics of the mounted wheel with the S-hardness bond when the Carole resin composite was polished with polyurea resin-bonded mounted wheels GC, WA, and diamond abrasives. Table 5 lists the specifications of the wheels mounted with different abrasive grains. In addition, the relationship between the polishing time T and the arithmetic mean surface roughness Ra, maximum height Rz, glossiness, and morphology was analyzed by polishing the Carole resin composite with GC and WA mounted wheels.
Specifications of mounted wheels with different abrasive grains.
Polishing characteristics of Carole resin composite with different initial surface roughness using MD (4-6) S70 mounted wheel
When the Carole resin composites were polished with a mounted wheel, Ra decreased and approached a constant value. However, the value depended on the initial surface roughness. Therefore, we measured the polishing capability of MD (4-6) S70 by varying the initial surface roughness of the Carole resin composite. The relationship among the T, Ra, and Rz of a Carole resin composite polished with a mounted wheel using MD (4-6) S70 with varying initial surface roughness was investigated.
Comparison of polishing characteristics with MD (4-6) S70 mounted wheel on various types of resin composites
In addition to the Carole resin composite, the effects of polishing other composite resins for crown restoration were examined. The effects of the Vickers hardness (HV) of each material on Ra and Rz were examined. HV was measured using a Shimadzu Micro Hardness Tester HMV-1/HMV-2 (Shimadzu Corporation). The test load was 1.96 N (0.2 HV), and the load holding time was 10 s.
Comparison of polishing Estenia and Carole with MD (4-6) S70
Among the dental composite resins, Estenia (an indirect restorative material) is mainly used for face crowns. However, polishing Estenia is difficult because of the high filler content (92wt%) required for reinforcement. Therefore, in this study, we attempted to polish Estenia using an MD (4-6) S70 mounted wheel. The relationships between T and Ra and between T and Rz were investigated.
Comparison of the effect of polishing time on Estenia resin composite surface
Because a smooth surface of the Estenia resin could not be obtained with a polishing time of 600 s, the polishing time was extended to examine whether it affected the polished surface. Therefore, the polishing time was extended to 900 s, and the relationship between T, Ra, and Rz was examined. The polished surfaces were observed by SEM.
Comparison of polishing characteristics with different abrasives for Estenia resin composite
We investigated the polishing characteristics of the mounted wheel with the S-hardness bond when the Estenia resin composite was polished with polyurea resin-bonded mounted wheels GC, WA, and diamond abrasives. Table 5 lists the specifications of the mounted wheels with different abrasive grains. In addition, the relationships between T and Ra, Rz, glossiness, and morphology when polishing the Estenia resin composite with GC and WA mounted wheels are analyzed.
Effects of different types of mounted wheels on polishing of porcelain
Experimental apparatus
The experimental setup is shown in Figure 3. The description of the experimental apparatus is the same as in the previous section.
a) Schematic diagram of the experimental apparatus; b) Detail of mounted wheel and test piece.
Materials preparation
A mounted wheel (Lead Soken Ltd, Shizuoka, Japan) was used in this study. Polyurea resin was used as the bond. GC was used as the abrasive grain of the mounted wheel. A dental porcelain (VINTAGE Halo; SHOFU Inc., Kyoto, Japan) was used as the test piece. The primary components of dental porcelain are SiO2 and Al2O3. The dimensions of the test piece were 4.0 (width) × 5 (height) × 24 (length) mm. The 4.0 × 24 mm surface was polished. The initial Ra of the test piece was set to approximately 0.3 µm assuming occlusal adjustment with a silicon rubber-mounted wheel. The initial surface roughness was adjusted using water-resistant abrasive paper (mesh size #320) with a GC abrasive.
Experimental conditions
This study aimed to polish dental porcelain with high precision. Table 6 lists the experimental conditions for the experimental conditions when conducting normal polishing.
Specifications of mounted wheels with different mean grain size.
Comparison of the effect of mean grain size on porcelain polishing
The experiments with different mean grain sizes were conducted to investigate the effect of the mean grain size of mounted wheels on the polished surface roughness. Figure 6 lists the specifications of the mounted wheels for different mean grain sizes. Four mounted wheels were used to polish the dental porcelain and measure Ra and Rz.
Polishing with varying initial surface roughness
To verify the cause of the deep polishing flaws observed on the polished surface of the #2000 mounted wheel, the initial surface roughness of the specimen was reduced (Ra ≈ 0.01 µm), and polishing was performed without deep defects on the initial surface. The surface roughness after polishing was compared with that of a specimen with a typical initial surface roughness (Ra ≈ 0.3 µm).
Results
Effects of mounted wheel performance on polished surfaces of various resin composites
Comparison of polishing performance of mounted wheel with varying bond hardness for Carole resin composite
As indicated in Figure 4(a) and (b), the polished surface roughness (Ra and Rz) with MD (4-6) SS70 was almost constant from approximately T = 90 s. With MD (4-6) S70, it was practically constant from approximately T = 30 s. However, with MD (4-6) H70, it fluctuated. The polished surface roughness values (Ra and Rz) were similar for MD (4-6) SS70 and MD (4-6) S70. The surface roughness values (Ra and Rz) of the MD (4-6) S70 mounted wheel remained almost constant after shorter polishing times. Among the three types of mounted wheels, the surface polished with MD (4-6) S70 exhibited the highest glossiness (Figure 4(c)). Figure 4(d) shows SEM images of the polished surface after polishing for T = 600 s using MD (4-6) SS70 and MD (4-6) S70. The matrix and filler were ground to obtain a smooth surface. MD (4-6) H70 ground both matrix and filler from the surface of Carole. However, many scratches can be observed.
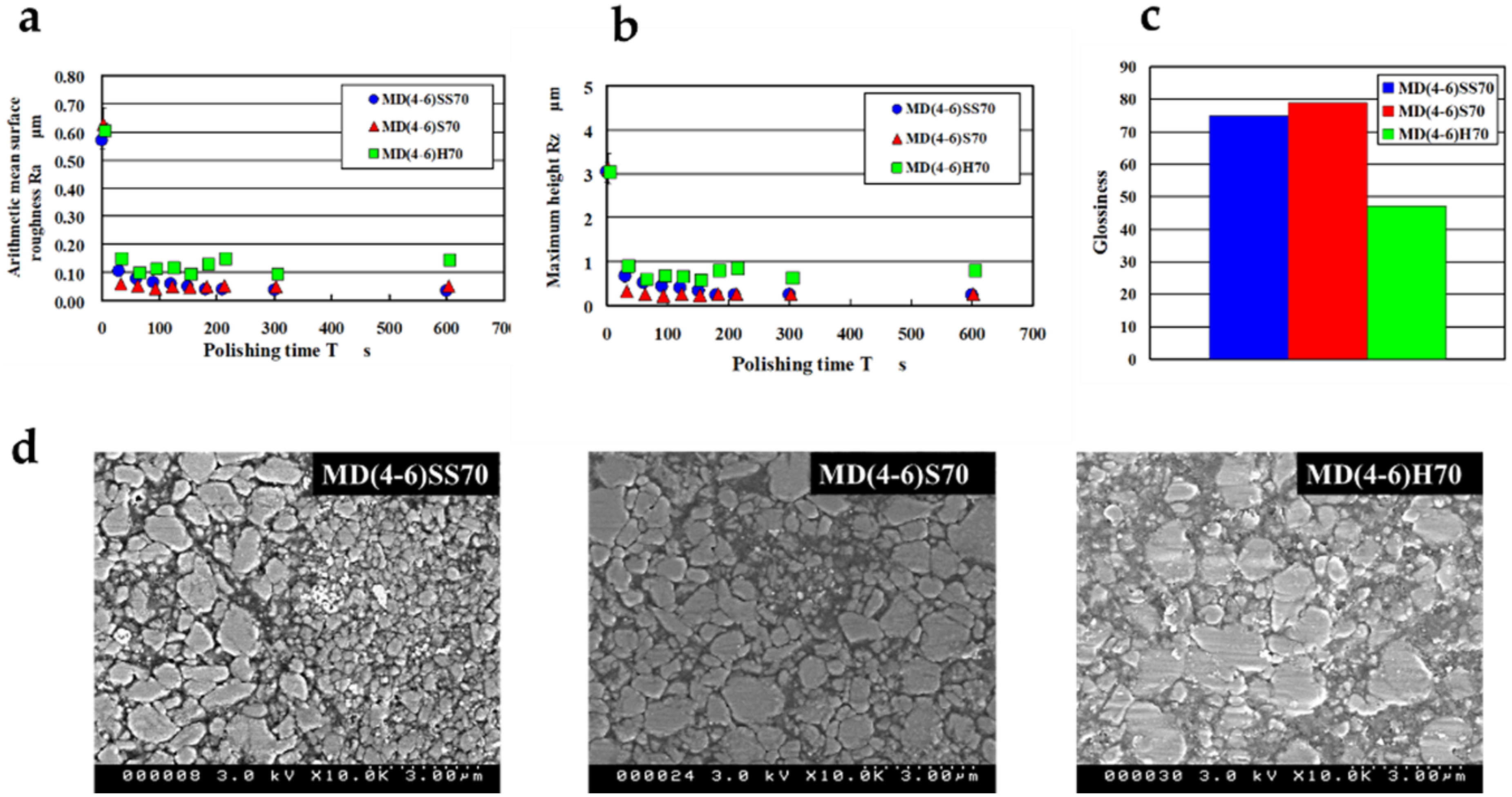
a) Relationship between the arithmetic mean surface roughness Ra and polishing time T for MD-based mounted wheels with varying bond hardness; b) Relationship between maximum height Rz and polishing time; c) Glossiness of polished surface; d) SEM image of the polished surface after polishing for T = 600 s.
Comparison of polishing performance of mounted wheel with varying abrasive grain for Carole resin composite
In Figure 5, the mounted wheel of MD (4-6) S70 has the smoothest polished surface. However, the polished surfaces of the mounted wheels of GC2000S70 and WA2000S74 display significant scratches and defects.
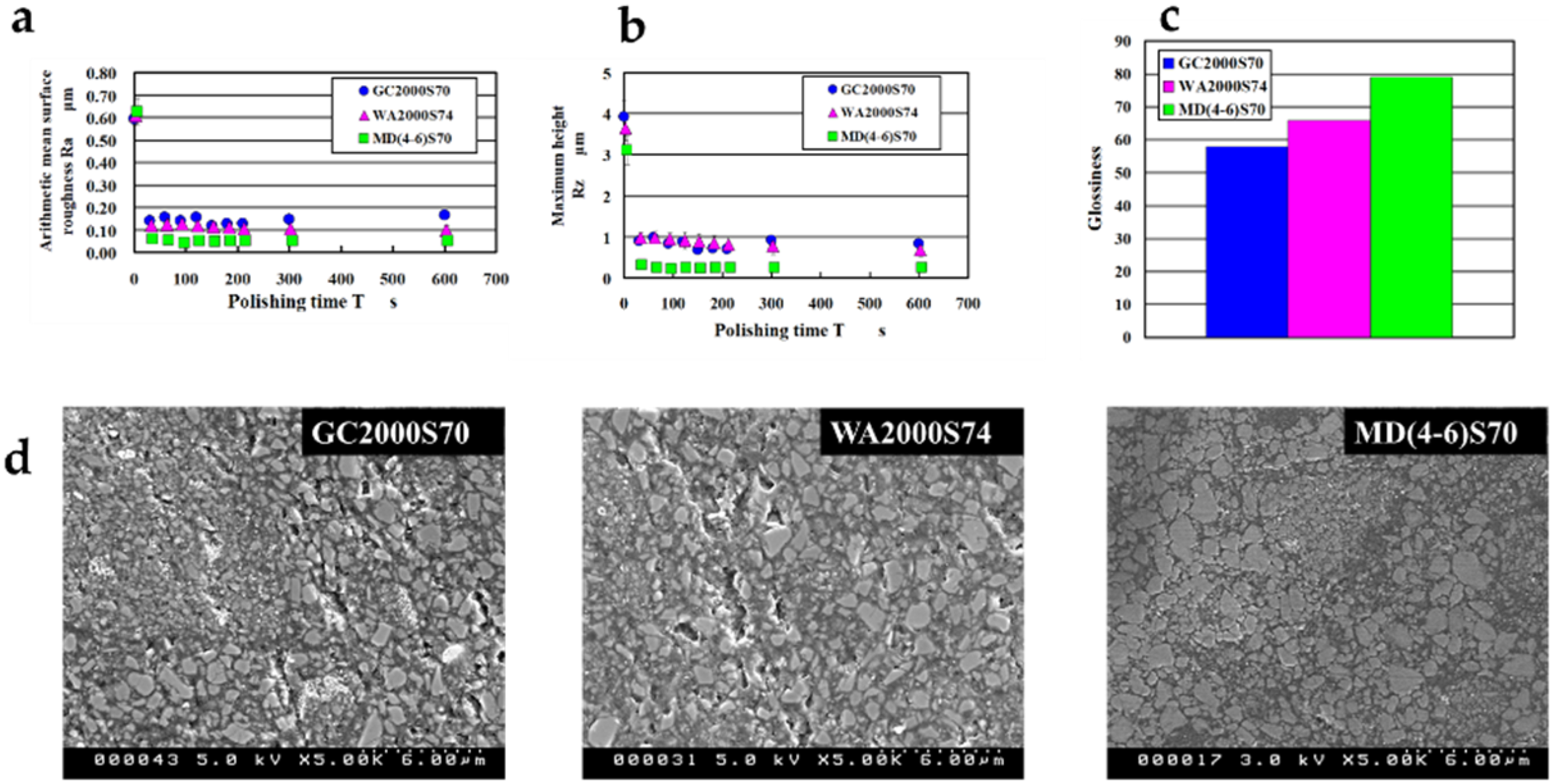
a) Relationship between the arithmetic mean surface roughness Ra and polishing time T for mounted wheels GC2000S70, WA2000S74, and MD (4-6) S70 of varying abrasive grain; b) Relationship between maximum height Rz and polishing time T; c) Glossiness of polished surface; d) SEM image of the polished surface after polishing for T = 600 s.
Effects of initial surface roughness on polished surface roughness of Carole by MD (4-6) S70 mounted wheel
As shown in Figure 6(a), the Ra after polishing for T = 600 s was almost equal (Ra ≈ 0.05 µm) regardless of the initial surface roughness. As the initial surface roughness Ra decreased, Ra increased marginally during the early polishing stages. However, the surface roughness Ra converged to a nearly constant value. As shown in Figure 6(b), Rz and Ra increased marginally in the early polishing stages and then, decreased and converged to a nearly constant value. Regardless of the initial surface roughness, the Ra after polishing for T = 600 s remained almost constant. Polishing the Carole with an MD (4-6) S70 mounted wheel yielded an Ra value of approximately 0.05 µm.
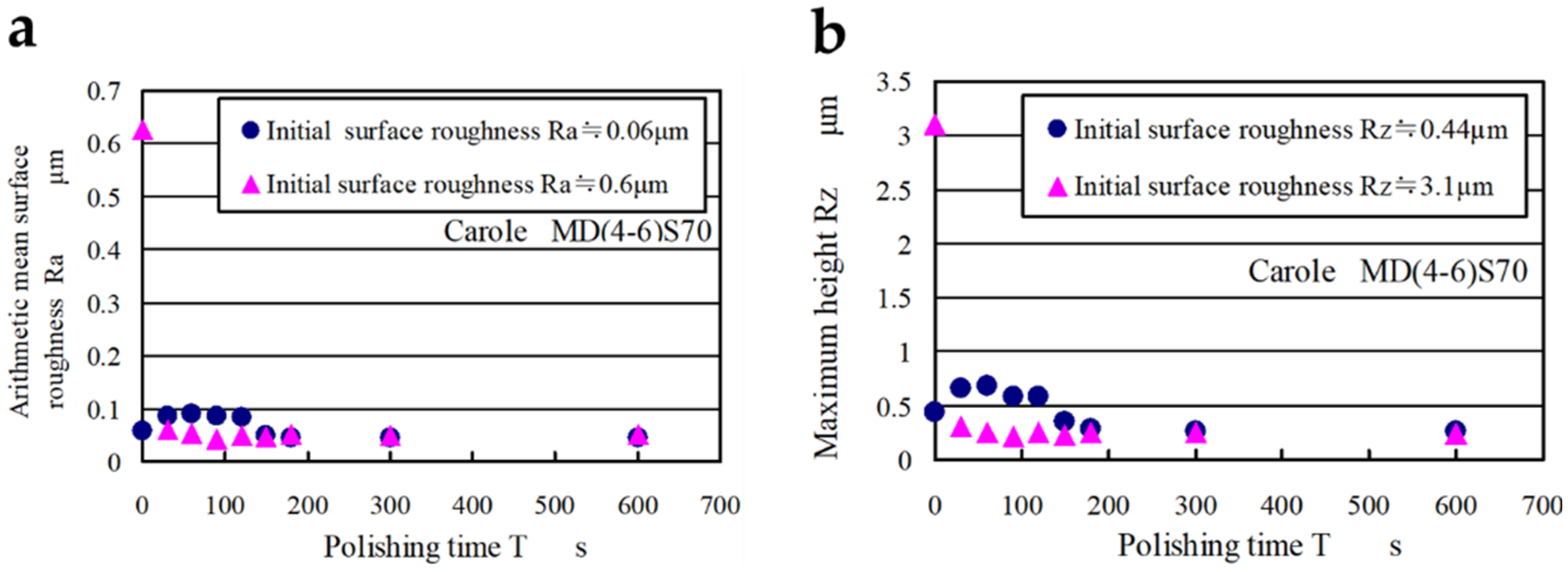
a) Relationship between arithmetic mean surface roughness Ra and polishing time T when polishing is performed with varying initial surface roughness; b) Relationship between maximum height Rz and polishing time T when polishing is performed with varying initial surface roughness.
Polishing of five types of resin composites by MD (4-6) S70 mounted wheels
In the previous sections, we reported that MD (4-6) S70 mounted wheels were optimum for polishing Carole. This section reports the polishing of five types of resin composites with different hardnesses. In addition, the effects of various types of resin composites on the polished surfaces were investigated. Figure 7(a) and (b) shows that at T = 30 s, the polished surface roughness increased with a decrease in HV and decreased with an increase in HV. The relationship between the HV and polished surface roughness at T = 300 and 600 s was similar to that at T = 30 s. Assuming that the HV of the test piece was constant, the polished surface roughness increased as the polishing time decreased. As shown in the SEM images in Figure 8, the inorganic filler of Gradia was larger than those of the other materials. Prosimo has less inorganic fillers. This is assumed to leave polishing marks on the soft resin matrix. It was observed that the filler dropped off the polished surface of Pearl Este.
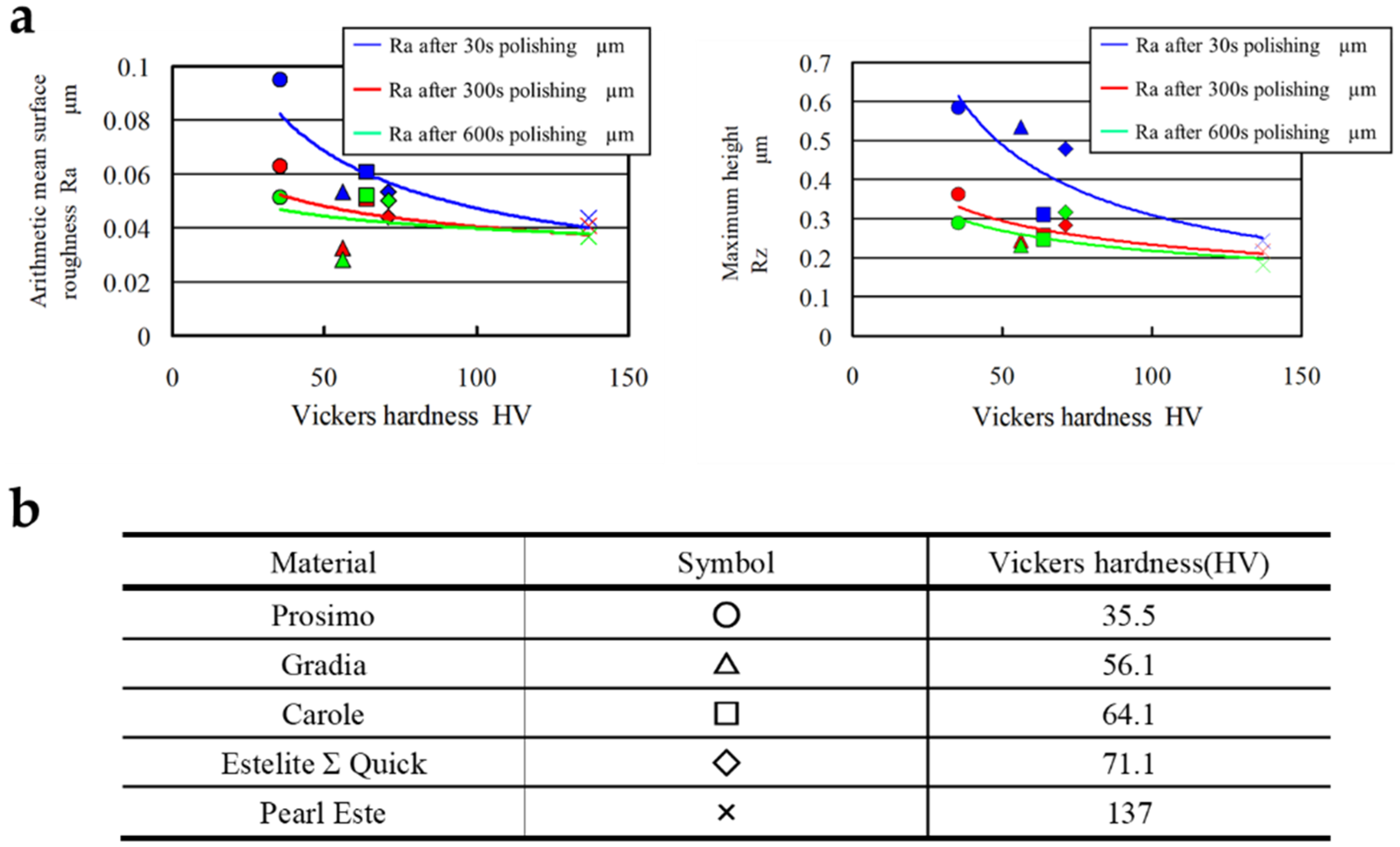
a) Relationship between the vickers hardness HV of each material and the arithmetic mean surface roughness Ra and maximum height Rz. The parameter is polishing time T. b) Symbols in Fig. 7(a) and Vickers hardness of each material.
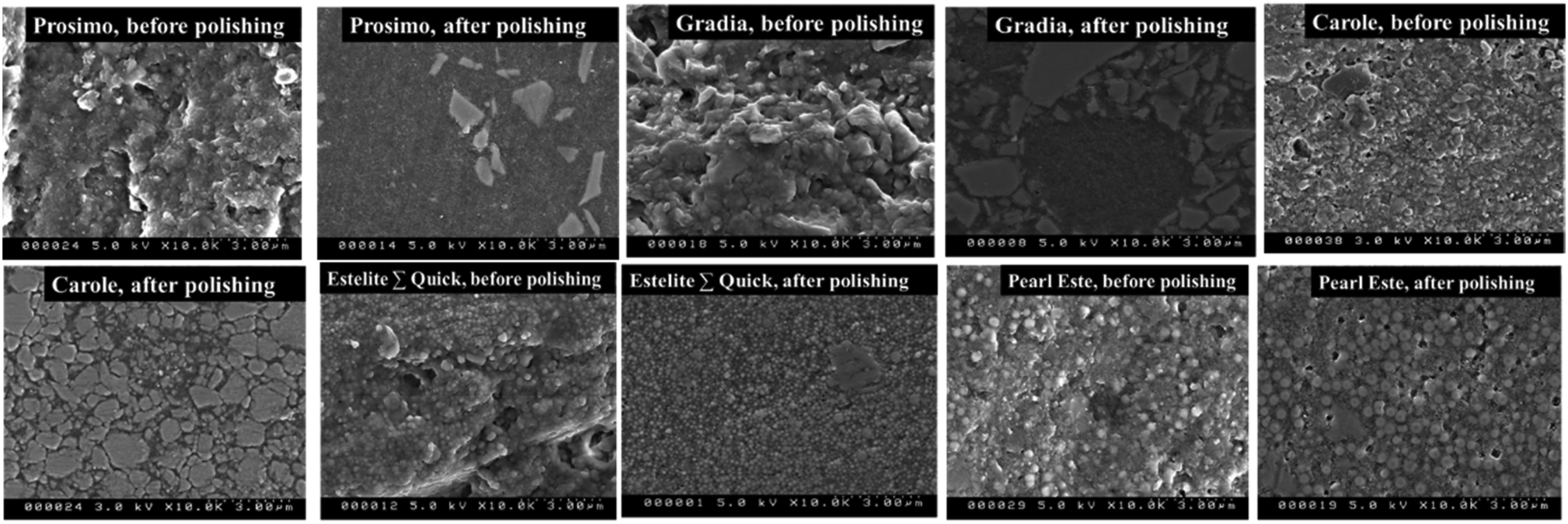
SEM images of five types of resin composites before and after polishing time T = 600 s.
Comparison of polished surfaces of Estenia and Carole by MD (4-6) S70 mounted wheel
Figure 9(a) shows that the Ra of the polished surface of Estenia was larger than that of the polished surface of Carole. In addition, as shown in Figure 9(b), the Rz of the polished surface of Estenia was larger than that of the polished surface of Carole. The initial maximum height was Rz ≈ 3.2 µm for Carole and Rz ≈ 3.8 µm for Estenia. This difference is approximately 0.6 µm. It is likely to have caused the Rz of Estenia to be larger than that of Carole.
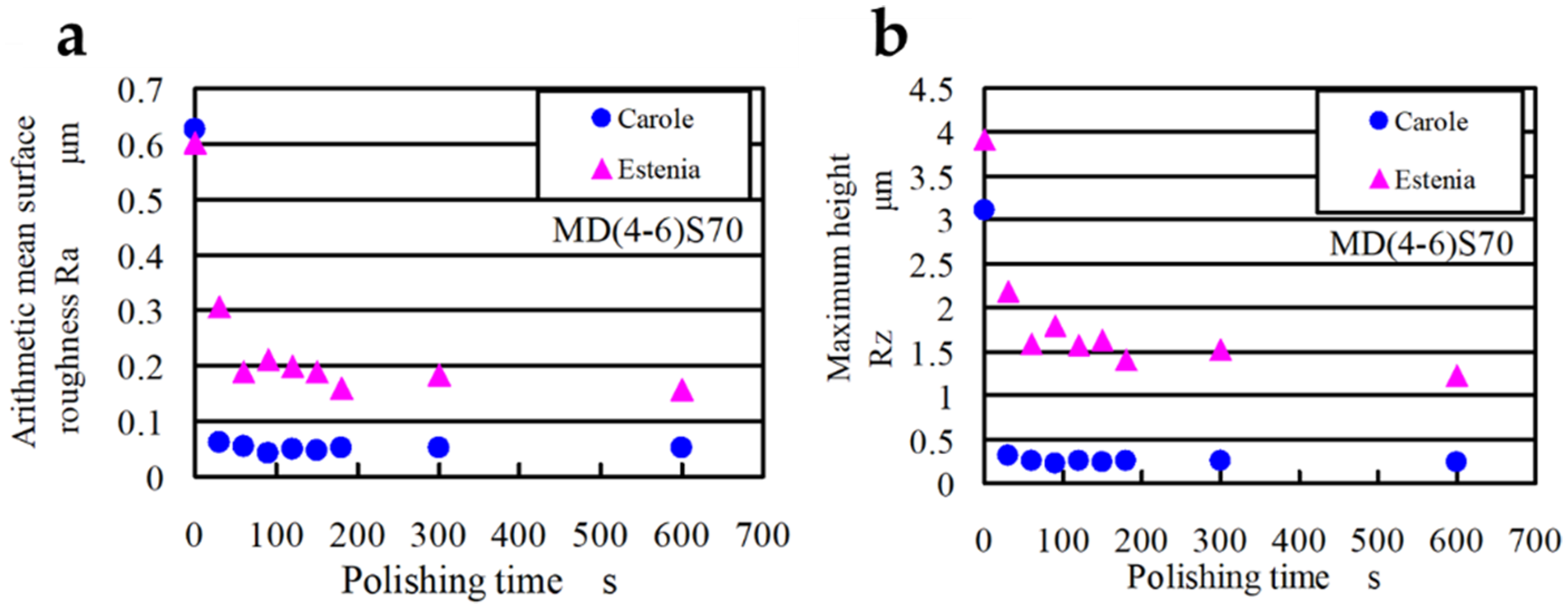
a) Relationship between polishing time T and arithmetic mean surface roughness Ra when Estenia and Carole are polished by MD (4-6) S70 mounted wheel; b) Relationship between polishing time T and maximum height Rz when Estenia and Carole are polished by MD (4-6) S70 mounted wheel.
Effects of polishing time T on the polished surface of Estenia by MD (4-6) S70 mounted wheel
Figure 10(a) and (b) show that Ra and Rz did not decrease when the polishing time was increased from 600 to 900 s. At T = 900 s, Ra converged to approximately 0.1 μm, and Rz converged to approximately 1 μm.
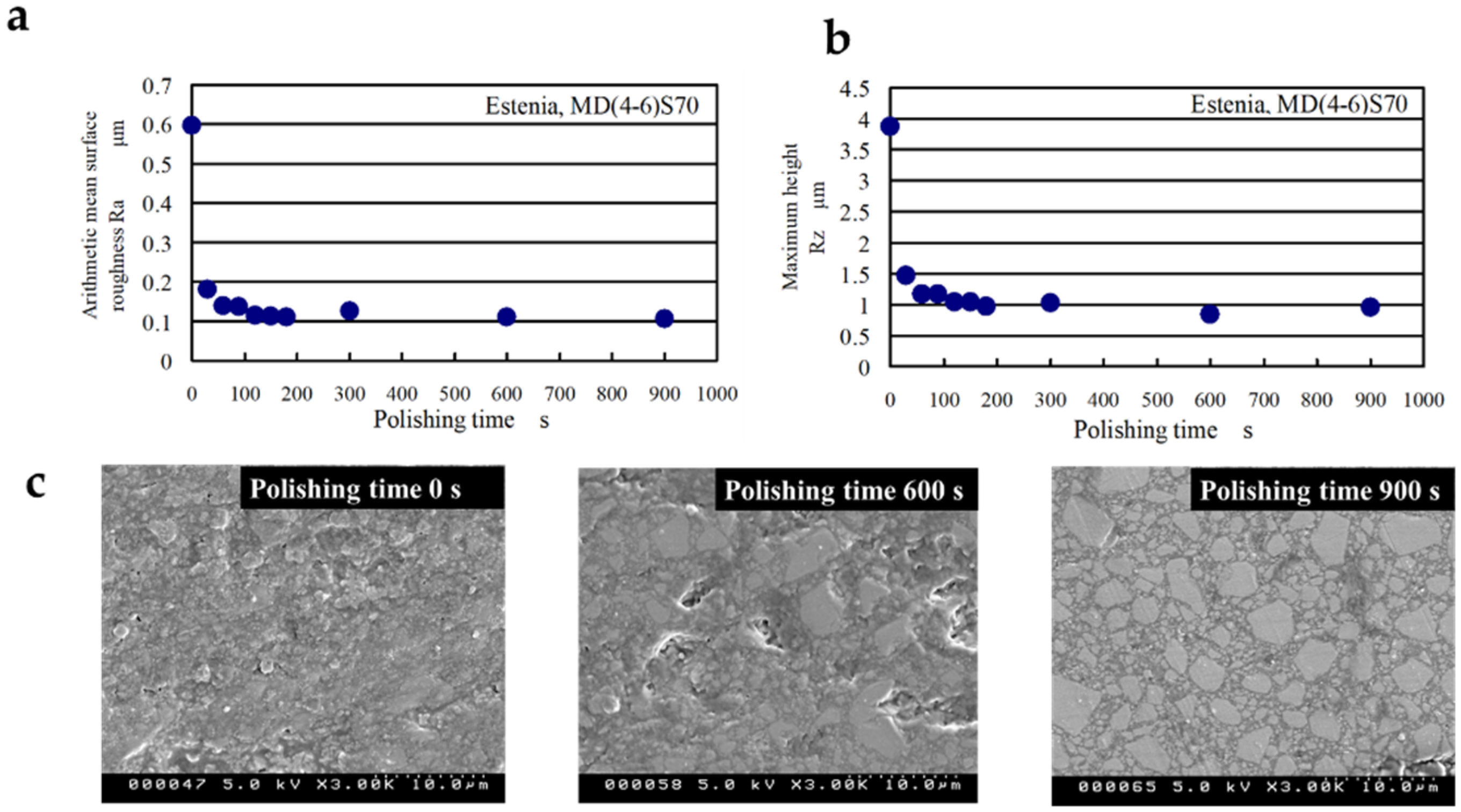
a) Relationship between polishing time T and arithmetic mean surface roughness Ra; b) Relationship between polishing time T and maximum height Rz; c) SEM image of the polished surface of Estenia (before polishing, polishing for T = 600 s, polishing for T = 900 s).
Figure 10(c) shows no holes in the SEM image before polishing. However, the surface was rough. Large holes are observed in the SEM images captured after polishing for 600 s. Because large holes were not observed before polishing, the filler is considered to have been released during polishing. The holes observed at T = 600 s could still be observed after T = 900 s. Scratches were also observed in the polishing direction (up and down) after T = 900 s.
Comparison of polishing performance of mounted wheel with varying abrasive grain for Estenia resin composite
Figure 11(a) shows the three types of mounted wheels with the diamond, GC, and WA abrasive grains used to polish Estenia. After 30 s of polishing, Ra decreased significantly and then, converged to a constant value. Under a constant T, Ra was minimized on a mounted wheel with WA abrasive grains. In contrast, Ra was maximum for the mounted wheel with diamond abrasive grains.
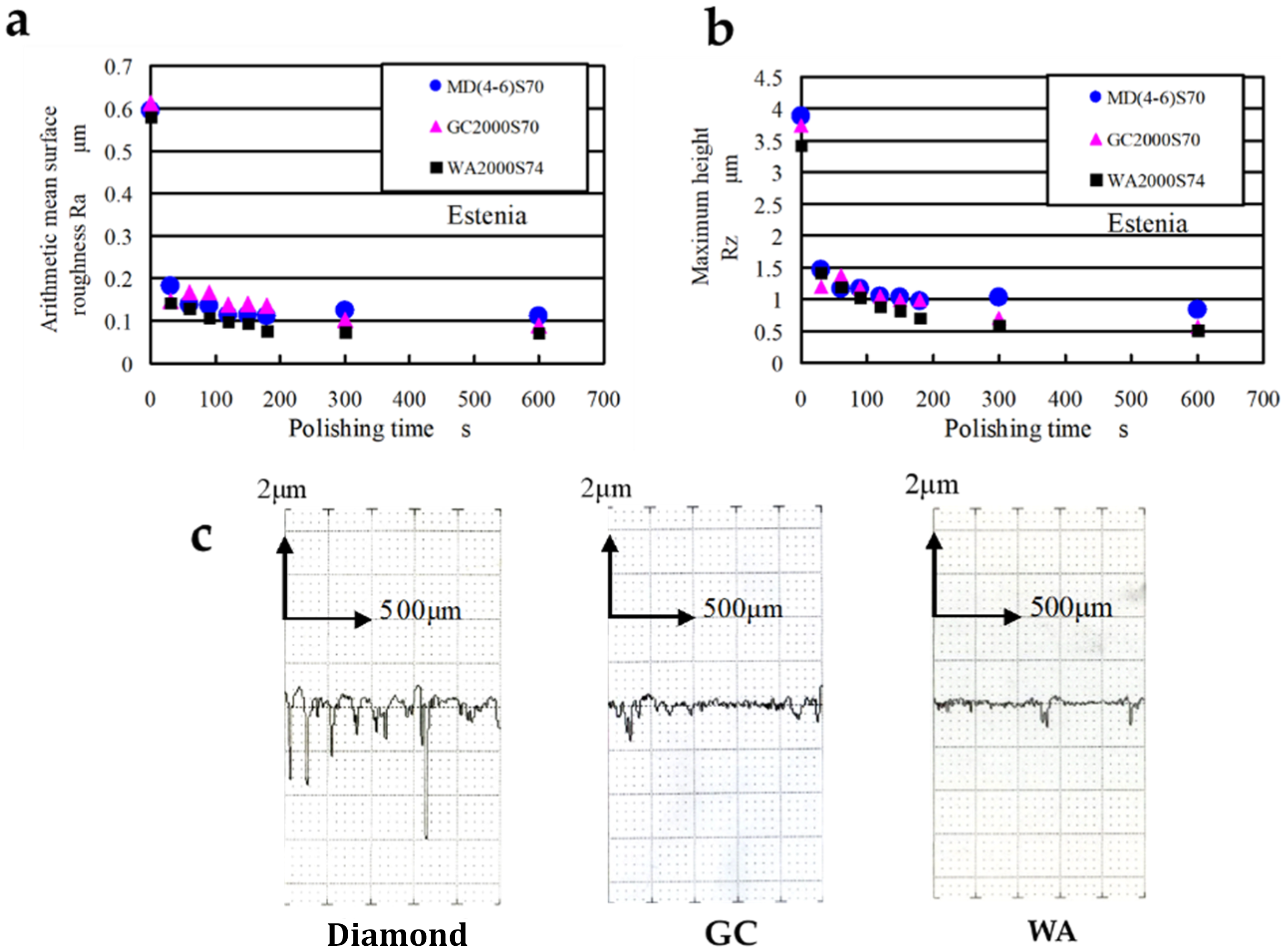
a) Relationship between polishing time T and arithmetic mean surface roughness Ra when Estenia was polished with three types of mounted wheels; b) Relationship between polishing time T and maximum height Rz when Estenia was polished with three types of mounted wheels; c) Profile curves of the polished surface of Estenia at polishing time T = 600 s. From left to right, results are shown for diamond, GC, and WA abrasive grains.
As shown in Figure 11(b), the relationship between T and Rz is almost identical to the Ra tendency described in Figure 11(a). Figure 11(c) shows the profile curves of the polished surface of Estenia at T = 600 s. The results for the diamond, GC, and WA abrasive grains are shown from left to right, respectively.
Effects of mounted wheel performance on polished surfaces of porcelain
Effect of mean grain size on porcelain polishing
Figure 12(a) shows the relationship between T and Ra of the polished surface. The dashed line in Figure 12(a) indicates the Ra of the glazed surface. Figure 12(a) shows that Ra decreased as T increased and then, approached a constant value. This was regardless of the type of mounted wheel. Ra decreased significantly from T = 0 s to 90 s. It reduced in the order of #600, #2000, and #360. The Ra of #600 at T = 600 s was almost equal to the Ra of the glazed surface.
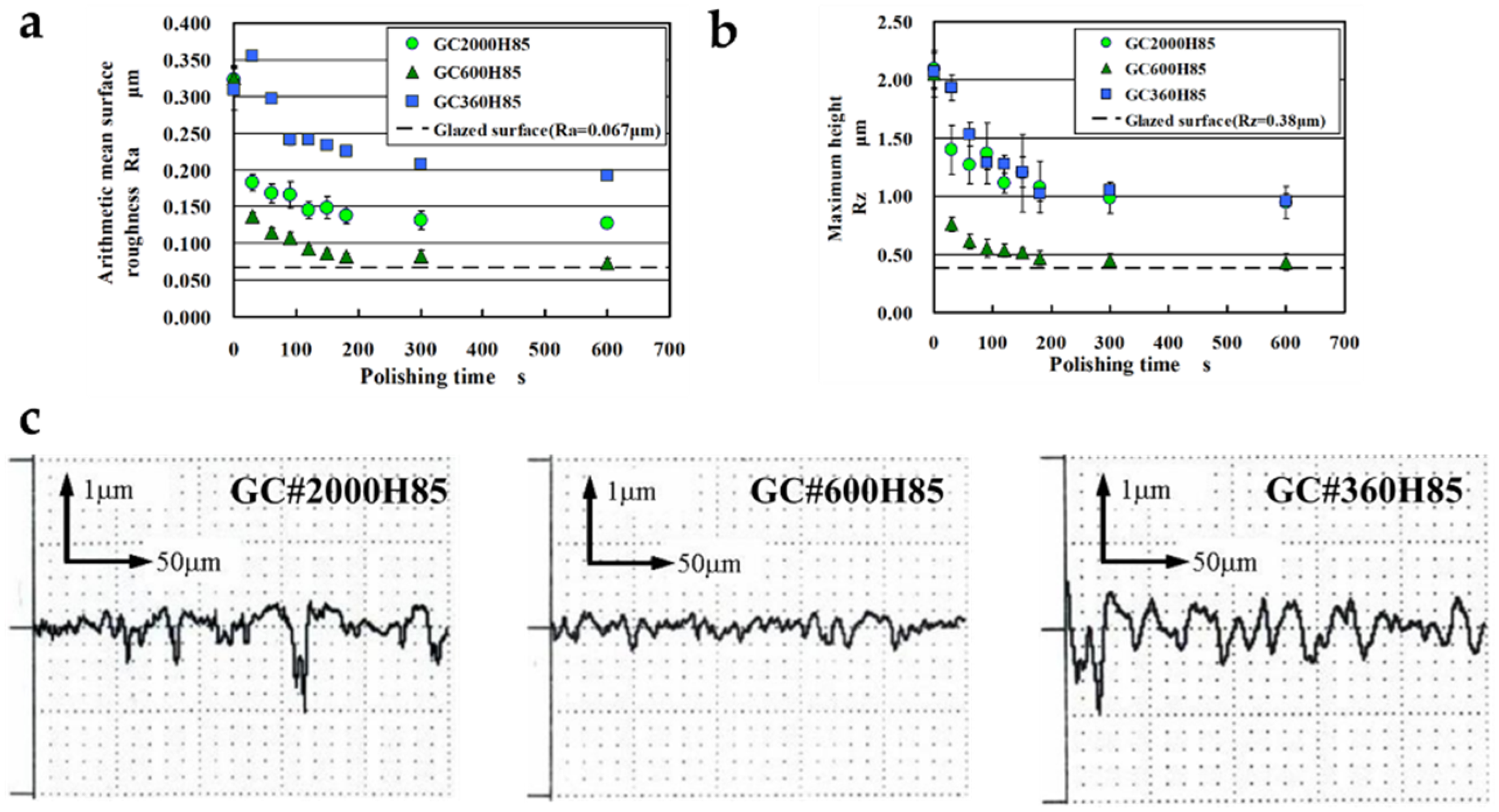
a) Relationship between polishing time T and the arithmetic mean surface roughness Ra of the polished surface; b) Relationship between polishing time T and the maximum height Rz of the polished surface; c) Profile curves of the polished surface with three different mounted wheels.
Figure 12(b) shows the relationship between the T and Rz of the polished surface. The dashed line in Figure 12(b) represents the Rz of the glazed surface. Figure 12(b) shows that Rz decreased as T increased and then, approached a constant value. This was regardless of the type of mounted wheel. From T = 0 to 90 s, Rz decreased significantly. Among the three types of mounted wheels, the Rz of the #600 mounted wheel was the smallest. The Rz of #600 at T = 600 s was almost equal to that of the glazed surface. The Rz values of the #360 and #2000 mounted wheels were nearly equal and larger than that of the #600 mounted wheel.
A difference exists in Ra between the #360 and #2000 mounted wheels in Figure 12(a). However, no difference in Rz is observed between the #360 and #2000 mounted wheels in Figure 12(b).
Figure 12(c) shows the profile curves of the polished surface with three mounted wheels. The polished surface of the #600 mounted wheel exhibited the least non-uniformity among the three types of mounted wheels.
Effects of initial surface roughness on polished surface roughness of porcelain
Figure 13(a) shows the relationship between T and the Ra of the polished surface for two initial surface roughness values. In Figure 13(a) and (b), the #2000 mounted wheel has a smaller polished surface roughness when the initial Ra is approximately 0.01 µm than when it is approximately 0.3 µm. In contrast, the #600 mounted wheel has a surface roughness equal to that with an initial Ra of 0.3 µm even when the initial Ra is modified to 0.01 µm.
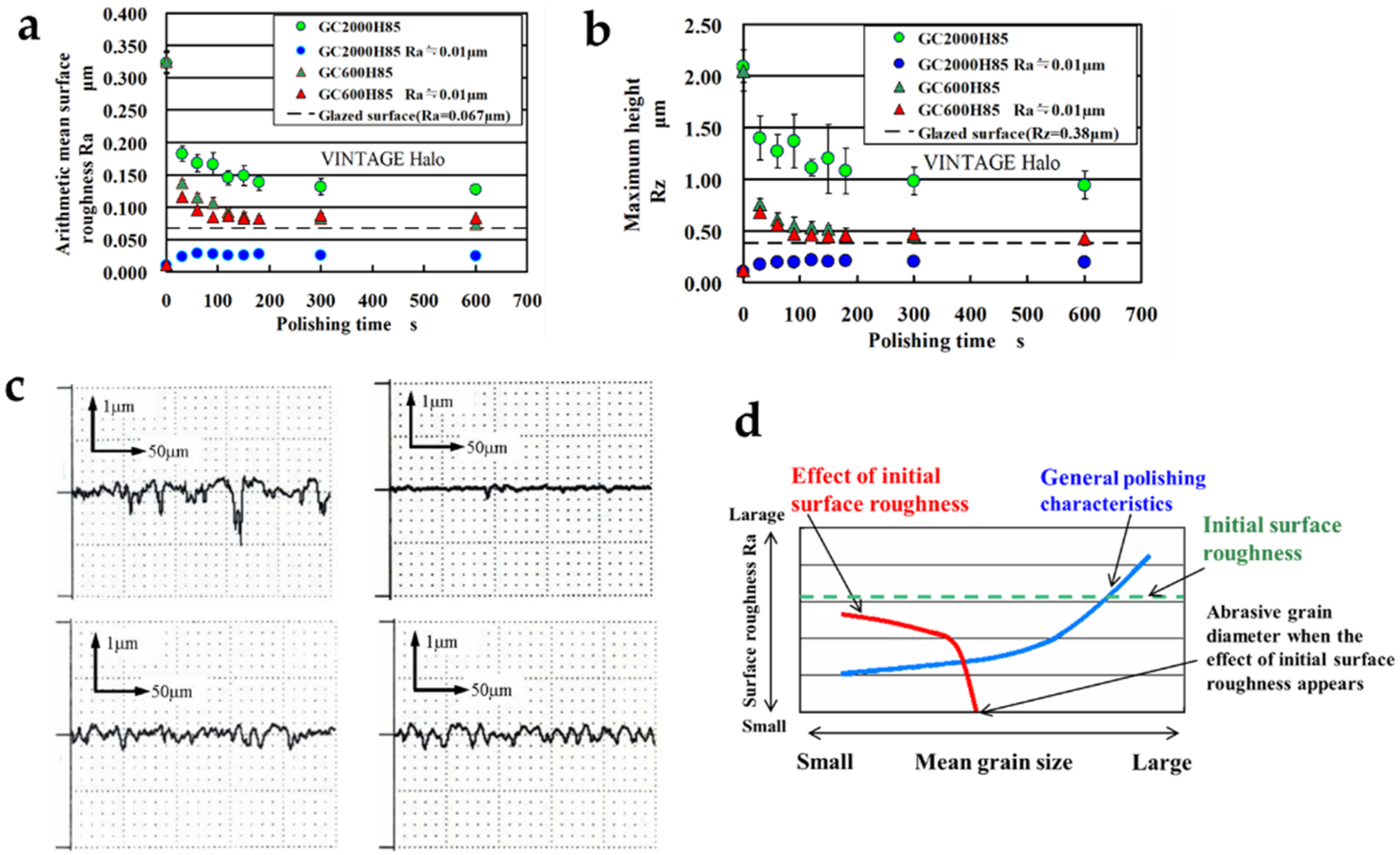
a) Relationship between polishing time T and arithmetic mean surface roughness ra when dental porcelain (VINTAGE Halo) with two initial surface roughnesses was polished; b) Relationship between polishing time T and maximum height Rz when dental porcelain (VINTAGE Halo) with two initial surface roughnesses was polished; c) Profile curves of the polished surface of dental porcelain with two initial surface roughnesses; d) Model diagram of the relationship between mean grain size of the mounted wheel and polished surface roughness.
In addition, Figure 13(c) does not reveal scratches on the polished surface of the #2000 mounted wheel when the initial Ra is 0.01 µm. Finally, a model diagram of the relationship between the mean grain size and the surface roughness of the polished surface is shown in Figure 13(d). The figure verifies the general tendency wherein the surface roughness of a polished surface decreases when the mounted wheel has a small mean grain size if the initial surface roughness has no influence.
Effect of initial surface roughness on polishing characteristics
From Figure 14(a), when the dental porcelain was polished with a #800 (mean grain size = 14.0 µm) mounted wheel, the Ra of the polished surface with an initial Ra ≈ 0.3 µm was larger than that of the polished surface with an initial Ra = 0.01 µm. Figure 14(b) shows that Rz is also in qualitative agreement with the result shown in Figure 14(a).
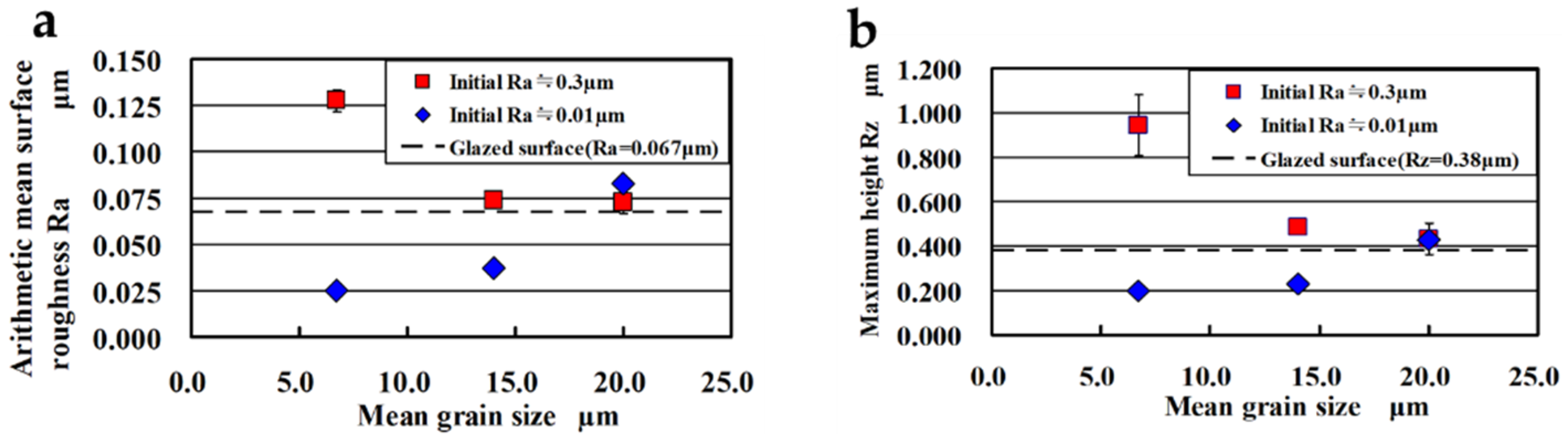
a) Relationship between mean grain size and arithmetic mean surface roughness Ra of the polished surface; b) Relationship between mean grain size and maximum height Rz of the polished surface.
Thus, the initial surface roughness affected the #800 mounted wheel. From these results, the mean grain size of the mounted wheel that was not affected by the initial surface roughness was predicted to be between #800 (mean grain size = 14.0 μm) and #600 (mean grain size = 20.0 μm).
Long-term polishing of dental porcelain by #2000 and #800 mounted wheels
Figure 15(a) shows the polishing results for T = 2400 s obtained using the #2000 mounted wheel. Ra and Rz were almost constant after T = 600 s. A likely cause of this is that stable self-sharpening continued for a long time without loading.
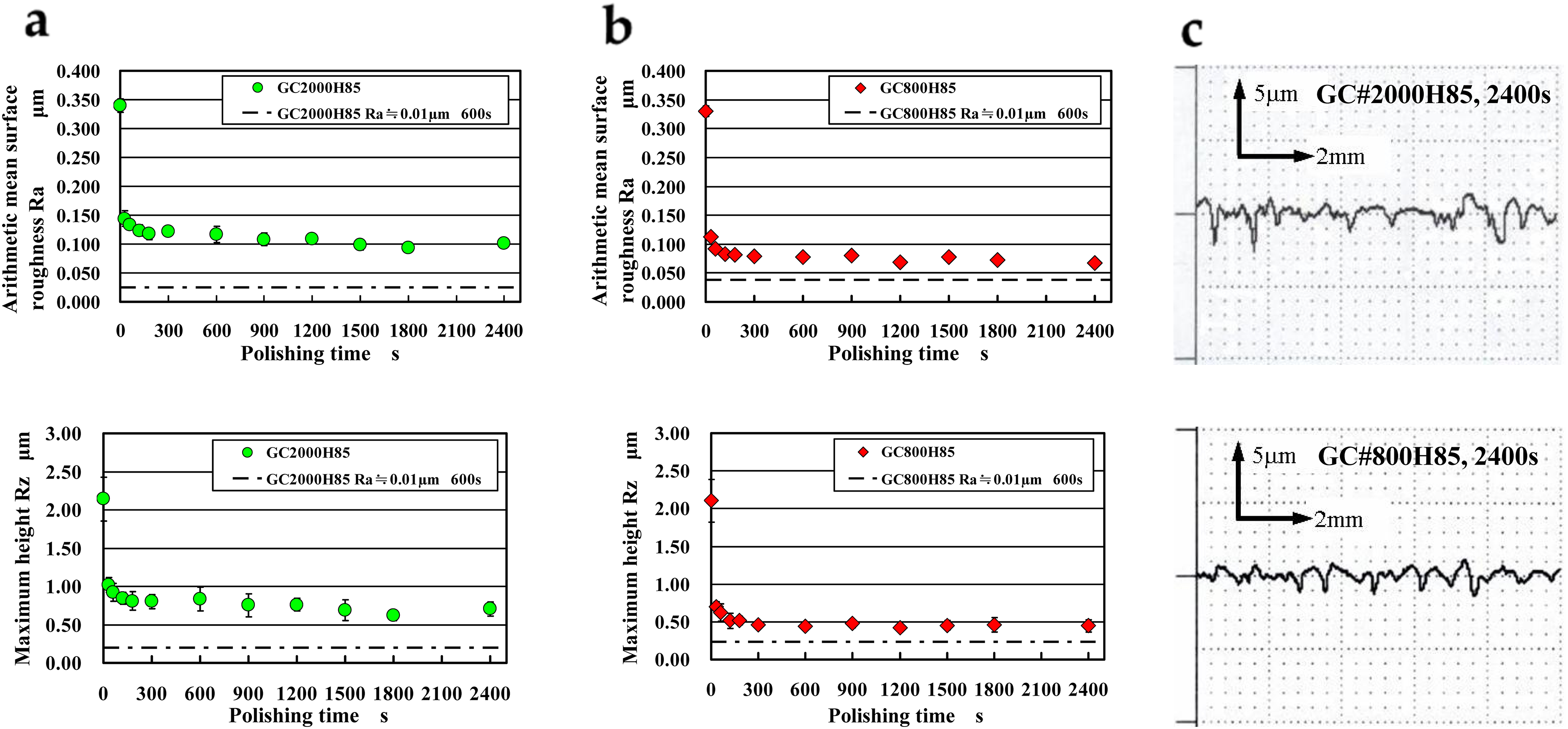
a) above: Relationship between polishing time T and arithmetic mean surface roughness Ra of the polished surface, a) below: relationship between polishing time T and maximum height Rz of the polished surface, #2000 mounted wheel, initial arithmetic mean surface roughness of Ra ≈ 0.3 µm. c) Profile curve of polished surface when polishing time T = 2400 s by #2000 and #800 mounted wheels.
Figure 15(b) shows the polishing results for T = 2400 s obtained using a #800 mounted wheel. Ra and Rz were almost constant after T = 600 s. A likely cause of this is that stable self-sharpening continued for a long time without loading.
Figure 15(c) shows the profile curve of the polished surface for T = 2400 s obtained using the #2000 and #800 mounted wheels. Several scratches remained on the polished surface even after the initial surface roughness of the test piece was adjusted. This indicated that the shape of the polished surface was affected by the initial surface roughness.
Stock removal per unit time increased as the mean grain size increased. That is, as the mesh size decreased, the stock removal per unit time increased. Therefore, when the initial surface roughness was almost constant, the #2000 mounted wheel had more significant scratches than the #800 mounted wheel. Consequently, Ra and Rz were larger for the #2000 mounted wheel than for the #800 mounted wheel.
Discussion
Dental material manufacturers and researchers have developed composite resins and porcelains for crown restorations. However, these materials require polishing to achieve a smooth finish. This is difficult to achieve.23,24 Therefore, previous studies have proposed that final polishing improves esthetics, prevents plaque adhesion, and reduces adverse effects on oral tissues.25,26
In this study, we developed a polyurea resin-bonded mounted wheel and polished it with a composite resin and porcelain for crown restoration using controlled force machining. We evaluated the effects of polishing time, initial surface roughness, types of abrasive grains, and mean grain size on the roughness and texture of the polished surface.
Polyurea resin 27 is an elastic material fabricated by polymerizing polyamines and polyisocyanates. It has a highly elastic structure, remarkable durability, heat resistance, and high gripping strength for abrasive grains. This resin absorbs vibrations and suppresses the chatter vibrations generated during polishing. Furthermore, the polyurea resin has pores that efficiently exhaust the polishing heat. Thus, the occurrence of polishing burns is reduced. In addition, the optimum hardness of the polyurea resin as a bond for mounted wheels was investigated.
Polishing of resin composite
Figure 4 verifies that MD (4-6) S70 is the most suitable mounted wheel for polishing the Carole resin composite. Polishing dental materials requires a polishing tool with a high polishing performance. 9 Therefore, the polishing performance of mounted wheels based on the hardness of polyurea resin S was investigated using GC, WA, and diamond abrasive grains.
In Figure 5, the mounted wheel of the MD (4-6) S70 has the smoothest polished surface. However, the polished surfaces of the mounted wheels of GC2000S70 and WA2000S74 display significant scratches and flaws. This is because the GC and WA abrasive grains were softer than the diamond abrasive grains. The cutting edges of the GC and WA abrasive grains were blunt and therefore, could not microcut the Carole filler. Furthermore, the swarf was in contact with and damaged the polished surface. These two factors could explain this observation. Thus, the MD (4-6) S70 mounted wheel provided the best polishing for Carole.
The initial surface roughness of the resin composite is an essential experimental condition because different initial surface roughness values affect the polished surface roughness. 28 Figure 6 shows that the polished surface roughness after T = 600 s was almost equal under varying initial surface roughnesses. Thus, MD(4-6)S70 has a remarkable polishing capability and can reduce the surface roughness regardless of the initial surface roughness. Therefore, the mounted wheel was effective for polishing Carole.
Next, the other resin composites for crown restorations were polished using MD(4-6)S70. The effects of the material hardness and polishing time were examined. Figure 7(a) shows that the effect of the polishing time on the relationship between the HV and polished surface roughness of the resin composites increased as the polishing time decreased. The polished surface roughness of Pearl Este, which had the highest HV, was almost constant regardless of the polishing time. Figure 8 shows that although Pearl Este had high hardness, filler release was observed. This indicates that the gripping strength of the filler was small. Therefore, the filler tends to be released during polishing, which results in a lower polished surface roughness. This is regardless of the polishing time.
It has been reported that the roughness of the polished surface of a resin composite depends on the shape and content of fillers in the resin composite and the polishing tool's capability.29,30 As shown in Figure 8, the inorganic filler in Gradia was more significant than that in the other materials. The SEM images show that the large inorganic fillers were polished by diamond abrasive grains and that no scratches were observed. The hardness values of the soft resin matrix and hard filler were different. Therefore, it was difficult to polish both simultaneously. Because the inorganic filler content of Prosimo is low, scratches are likely to remain in the soft resin matrix. This is considered to result in a larger polished surface roughness. Certain traces of filler release were observed on the polished surface of Pearl Este. However, because the shape of this filler is small, the effect of the filler release on the polished surface roughness is considered small.
Among the many types of dental resin composites, Estenia is widely used to restore anterior teeth. However, it has a high filler content (92 wt%). Therefore, polishing Estenia with commercially available dental polishing tools is challenging. Figure 9 shows that the polished surface roughness of Estenia was higher than that of Carole. After T = 30 s, the polished surface roughness of Carole became almost constant, whereas that of Estenia did so after T = 180 s. Estenia is more complex than the other dental resin composites. Furthermore, the stock removal was small for the smaller 4–6 µm abrasive grains. Therefore, the deep scratches on the surface could not be removed after a polishing time of 600 s.
The removal of these scratches would have reduced the polished surface roughness of Estenia. Therefore, T was extended to 900 s in this experiment. However, Figure 10 shows that Ra and Rz did not decrease even when T was 900 s. The surface of the SEM image in Figure 10(c) shows that the granular filler could be observed before polishing. However, traces of filler release could not be observed. This occurred because the surface was rough. Large defects were observed after T = 600 s. A likely reason for this is that the filler was released during polishing. A few of the fillers were microcut using diamond abrasive grains. This resulted in a smooth surface. However, Figure 10(a) and (b) shows that Ra and Rz did not decrease even when T = 900 s. Meanwhile, after T = 900 s, as the polishing progressed, many fillers were micro-cut by diamond abrasive grains, and many fillers had smooth surfaces.
In a previous section, we reported on the polishing of Carole using GC and WA abrasive grains. However, the cutting edge of these abrasive grains was blunt, and the filler was peeled off by the abrasive force rather than microcutting the filler. The cutting edge of the diamond abrasive grain was sufficiently sharp to cut the filler, and the surface became smooth. However, Figure 11 shows that the results for Estenia differed from those for Carole. The roughness of the polished surface increased in the following order: WA, GC, and diamond abrasive grains. However, these differences were marginal. This may be owing to the difference in filler content between Carole and Estenia. Because the filler content of Estenia is significantly high, the amount of resin matrix that bonds the filler is small. Therefore, diamond abrasive grains with a high cutting capability are likely to peel a large amount of the filler. Thus, filler release should be minimized for polishing Estenia.
Polishing of porcelain
In recent years, esthetic requirements for crown restorations have become increasingly demanding. Therefore, porcelain has been developed for dental prosthetics such as crowns and bridges.31,32 Ceramic materials display remarkable mechanical properties. However, porcelain, a type of ceramic, is significantly hard and may abrade the antagonist when used in the oral cavity. Meanwhile, porcelain is brittle. Therefore, porcelain-fused-to-metal crowns fabricated by baking porcelain over metal copings are used frequently. Surface flaws in porcelain can cause cracking and breaking of material.33,34
In clinical practice, occlusal adjustment of the dental prosthesis is necessary. Before cementing the crowns, the initial contact region is polished using silicone points. However, silicone point polishing cannot yield a smooth surface compared with a glazed surface. Therefore, the initial contact region of the porcelain fused to a metal crown is scratched by polishing, and the strength of this region is reduced.35,36 Therefore, a mounted wheel that can precisely polish the porcelain is necessary. In this study, we investigated the effects of the characteristics of a mounted wheel on the roughness of a polished surface to develop an optimal mounted wheel for polishing dental porcelain.
In abrasive machining, a relationship exists between the mean grain size of the mounted wheel and the polished surface roughness. As the mean grain size decreases, the polished surface roughness decreases. 37 In this study, polishing was performed using controlled force machining. The stock removal of polishing per unit time was small. Therefore, a long time was required to reduce the roughness of the polished surface. Figure 12(a) and (b) show that Ra and Rz decreased as the polishing time increased for all the mounted wheels.
Figure 12(c) shows the profile curves of the polished surfaces. The profile curve of the polished surface of the #360 mounted wheel had a wider gap between the asperities than that of the #600 mounted wheel. In addition, the difference in height between the bumps and dips was larger for the #360 mounted wheel. As the mean grain size increased, the height of the abrasive grains protruding from the bond surface also increased. This, in turn, increased the abrasive grain depth of the cut and thereby, the stock removal per unit time.
Therefore, Ra and Rz were higher for the #360 mounted wheel than for the #600 mounted wheel. A deep scratch was observed on the polished surface with the #2000 mounted wheel, but not on the polished surface with the #360 mounted wheel. Except for the scratches, the polished surface of the #2000 mounted wheel had a smaller gap between asperities, and the difference in height between the bumps and dips was smaller. Therefore, the Rz values of the #2000 and #360 mounted wheels were almost equal. However, the Ra of the #2000 mounted wheel was smaller than that of the #360 mounted wheel.
To investigate the factors causing the scratches on the polished surface of the #2000 mounted wheel, a small initial Ra of the test piece was set, and a smooth initial surface without scratches was polished. Figure 13(a) and (b) shows that Ra and Rz were nearly equal for the #600 mounted wheel regardless of the initial surface roughness. When the initial surface roughness Ra was 0.01 μm, the polished surface Ra was approximately 0.07 μm, which was larger than the initial surface roughness Ra. Therefore, this surface roughness Ra was considered the minimum surface roughness that could be polished with a #600 mounted wheel. The results of polishing with the #2000 mounted wheel are described below. A comparison of the case with an initial Ra of 0.01 µm and that with an initial Ra of 0.3 µm verified that the polished surface roughness Ra with an initial Ra of 0.01 µm was significantly smaller than that with an initial Ra of 0.3 µm. Thus, the polishing capability of the #2000 mounted wheel was affected by the initial surface roughness.
These results indicate that the following factors influence polished surface roughness: (1) mean grain size and (2) initial surface roughness. The relationship between the mean grain size and polished surface roughness is as follows: as the mean grain size decreases, the polished surface roughness decreases. However, under the condition of a large initial surface roughness in the range of a small mean grain size, the polished surface roughness increases as the mean grain size decreases. Based on this result, Figure 13(d) shows a model diagram of the relationship between the mean grain size of the mounted wheel and the polished surface roughness. As shown in Figure 13(d), when the initial surface roughness of the test piece is not affected, the polished surface roughness decreases as the mean grain size decreases. However, when it is affected, the polished surface roughness increases as the mean grain size decreases.
Meanwhile, the influence of the initial surface roughness on the polishing characteristics remains to be clarified. For example, Figure 13(a) and (b) reveal that the initial surface roughness affected the polishing characteristics of the #2000 mounted wheel. Conversely, we observe that the polishing characteristics of the #600 mounted wheel were unaffected by the initial surface roughness. Therefore, it can be inferred that the mean grain size affected by the initial surface roughness is indicated to be between #2000 (mean grain size = 6.7 µm) and #600 (mean grain size = 20.0 µm).
Therefore, #800 (mean grain size = 14.0 µm) abrasive grains were selected between #2000 and #600. Polishing was performed using a #800 mounted wheel, and the effect of the initial surface roughness on the polishing characteristics was investigated. Figure 14(a) and (b) shows that the initial surface roughness affected the polishing characteristics of the #800 mounted wheel.
However, the influence of the initial surface roughness on the polishing characteristics of #800 abrasive grains was lower than that for #2000 abrasive grains. Thus, the mean grain size unaffected by the initial surface roughness was between #800 (mean grain size = 14.0 µm) and #600 (mean grain size = 20.0 µm). That is, the mean grain size affected by the initial surface roughness was in the range from #2000 (mean grain size = 6.7 µm) to #800 (mean grain size = 14.0 µm).
Thus, the results verified that the influence of the initial surface roughness increased as the mean grain size of the mounted wheel decreased and that the polished surface roughness increased as the initial surface roughness increased. The integrity of the polished surface was affected by the initial surface roughness.
The polished surface roughness could be reduced using a small mean grain-size mounted wheel and increasing the polishing time. Therefore, the influence of the initial surface roughness on the polishing characteristics was investigated for the long-term polishing of small mean grain-size mounted wheels. As shown in Figure 15(c), scratches were observed on the polished surface after T = 2400 s when using a #2000 mounted wheel. Figure 13(c) shows no scratches when the initial surface roughness Ra is 0.01 µm. Therefore, it was observed that the initial scratches could not be removed even after a long polishing of 2400 s with a #2000 mounted wheel.
However, even after prolonged polishing (2400 s), the polished surface decreased gradually. That is, self-sharpening continued for a long time, and loading with a swarf did not occur. Therefore, stable polishing was feasible.
Conclusions
In this study, we developed a polyurea resin-bonded mounted wheel and polished it with a composite resin and porcelain for crown restoration using controlled force machining. The effects of the polishing time, initial surface roughness, types of abrasive grains, and mean grain size of the polished surface roughness and surface texture were evaluated to investigate the most suitable mounted wheel for polishing. Three abrasive grains were used: diamond, GC, and WA abrasive grains. The mounted wheel using diamond abrasive grains had the smoothest polished surface when the Carole resin composite was polished. The wheel mounted using the WA abrasive grains was highly effective in polishing Estenia. In addition, the initial surface roughness affected the roughness of the polished porcelain surface.
This study has clarified the polishing characteristics of a polyurea resin-bonded mounted wheel and provided essential data for developing high-precision dental-mounted wheels. Recently, many dental materials have been developed, and mounted wheels capable of precision polishing are required to polish these materials. That is, if manufacturers develop dental materials with remarkable mechanical properties, they should also develop mounted wheels for polishing. The results of this study provide recommendations for the development of newly mounted dental wheels.
Footnotes
Institutional review board statement
Not applicable.
Author contributions
H.S. and Y.K. conceived the experiments, and R.S. performed these. Y.Y. analyzed the data. H.S., Y.Y., and K.S. wrote the paper. All the authors have read and agreed to the published version of the manuscript.
Informed consent statement
Not applicable.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability
Not applicable.