
Abstract
Hard machining, as one of the sustainable manufacturing technologies, tends to introduce highly coupled thermomechanical loads into the machined surface layer, which causes materials to suffer from severe plastic deformation underneath and, thus, the alteration of the mechanical properties. In this paper, a systemic investigation was performed on the correlation of processing parameters, plastic deformation, and mechanical properties of machined surface layer for hardened H13 steel, where the cutting parameters and tool micro-geometry are varied. The plastic deformation layer was composed of an amorphous structure and plastically deformed grain. Compared to cutting parameters, edge micro-geometry significantly influences the depth of the plastic deformation layer. The automated ball indentation (ABI) technique was utilized to evaluate the mechanical properties of the machined surface layers. Finally, the relationship between processing parameters, depth of plastic deformation, and mechanical properties was revealed. The experimental findings provide a solid foundation for processing parameter selection to improve the functional performance of manufactured components.
Introduction
Hard machining without cutting fluids has become increasingly popular in modern manufacturing fields for steels and alloys exhibiting higher hardness. The typical feature in hard machining processes is the excessive increase in cutting temperature and high plastic strain in the cutting areas,1–3 leading to the deterioration of tool wear and machined surface damage. The specific feature of tool wear during hard machining operation is mainly reflected in edge chipping, micro-fracture, and coating flaking,4–6 while the machined surface damage is generally characterized by grain refinement,7–9 plastic deformation,10–12 and phase transformation13,14 as well as strain hardening.15,16 Considering the machining-induced metallurgical behavior in the surface layer, the mechanical properties change can be expected due to the dependence of mechanical properties on microstructure.17–19 In contrast, the surface micro-hardness change is the only concern.
According to the research in recent years, most investigations regarding machining-induced metallurgical behavior under different cutting parameters are mainly focused on titanium alloys,7,20–22 nickel-based superalloys,8,23–25 and aluminum alloys.26,27 Furthermore, the microstructure evolution mechanism within the surface layer under different cutting conditions is particularly highlighted in the literature mentioned above. In addition, the induced mechanical properties change in the machined surface layer due to metallurgical behavior alteration has also been frequently reported. Nevertheless, many studies emphasized the relationship between cutting parameters-surface integrity, cutting parameters-mechanical properties, or microstructure-mechanical properties,28,29 the related investigations on processing parameters, metallurgical transformation, and mechanical properties are still lacking. After all, the mapping relationship provides a solid foundation for hard machining parameter optimization and selection for industrial applications.
Due to the complete elimination of cutting fluids in hard machining, tool wear becomes more aggressive, resulting in a drastic increase in thermomechanical loads. On the one hand, hard machining is more likely to be adopted in interrupted milling operations, contributing to heat dissipation once the cutting tool loses contact with the workpiece. On the other hand, the severe shock when the cutting tool enters the workpiece during hard milling accelerates the tool wear and even leads to edge chipping in the initial cutting stage. It should be pointed out that machined surface damage is unavoidable even using new cutting tools. 30 Therefore, proper cutting-edge micro-geometry selection has demonstrated obvious advantages in optimizing temperature and stress distribution along the cutting edge to prolong tool life and improve machined surface quality.31–33 After all, edge micro-geometry generally produces a significant influence on surface quality in comparison to cutting parameters. A better understanding of tool parameters, microstructure evolution, and mechanical properties are also necessary.
This study aims to unravel the relationship between processing parameters, depth of plastic deformation, and mechanical properties in the milling of hardened H13 steel. Hard milling experiments were conducted by varying cutting parameters and micro-geometry. A scanning electric microscope (SEM) was used to observe the microstructure evolution in the machined surface layer and determine the depth of plastic deformation. Through ABI testing samples obtained in different processing parameters, various mechanical properties of the machined surface layer were evaluated. Based on the investigations, the correlation of processing parameters, depth of plastic deformation, and mechanical properties were finally revealed.
Experimental procedures
Cutting experiments
The workpiece used in this study is hardened H13 steel, and its chemical compositions as well as mechanical properties are respectively listed in Tables 1 and 2. Hard milling experiments were conducted on a vertical CNC machining center (ACE-V500, Daewoo, South Korea) under the dry condition with mechanically mounted indexable Ti (C, N) -Al2O3 coated cemented carbide insert (XOMX090308TR, MP1500, Seco, Sweden) providing a rake angle +10° and clearance angle +15°. The diameter of the milling tool is 20 mm. The length of cutting time is 30 s, and the tool wear is guaranteed to be in the initial wear stage to reduce its impact on subsurface layer damage. The edge insert was honed with a brushing processing technique to acquire different edge hone radii. Based on the recommended machining parameters in the Seco tool guide manual, as well as to broaden the parameters range for advancing the cutting efficiency in hard machining, detailed processing parameters include cutting speed 200–400 m/min, feed rate 0.10–0.30 mm/tooth, radial depth of cut 1.0–3.0 mm, and edge hone radius varies from approximately 30–60 μm as well as constant axial depth of cut ap = 2.0 mm.
Nominal chemical compositions of H13 steel (wt %).

Thermo-mechanical properties of H13 steel.

Microstructure and mechanical properties characterization
The hardened H13 steel is characterized by topological structure, in which the pre-austenite and the lath martensite (efficient grain) have an average grain size of 23 and 1.5 μm. Optical microscope (BX60, Olympus, Japan), scanning electron microscope (QUANTA FEG 250, FEI, America), and electron back-scattered diffraction technique (TESCAN, MIRA3, China) are used to capture material metallurgical structure. At the same time, automated ball indentation (SSM-B4000, Advanced Technology Corporation, America) with spherical indenters is utilized for mechanical property assessment. The metallurgical structure and load-penetration depth of the as-received hardened H13 steel is shown in Figure 1. Cross-sectional microstructural observation of machined samples and mechanical property assessment of machined surface layer including fracture toughness KIC, yield strength σ, ultimate tensile strength UTS, and hardness HB under various processing parameters are conducted and carefully analyzed.
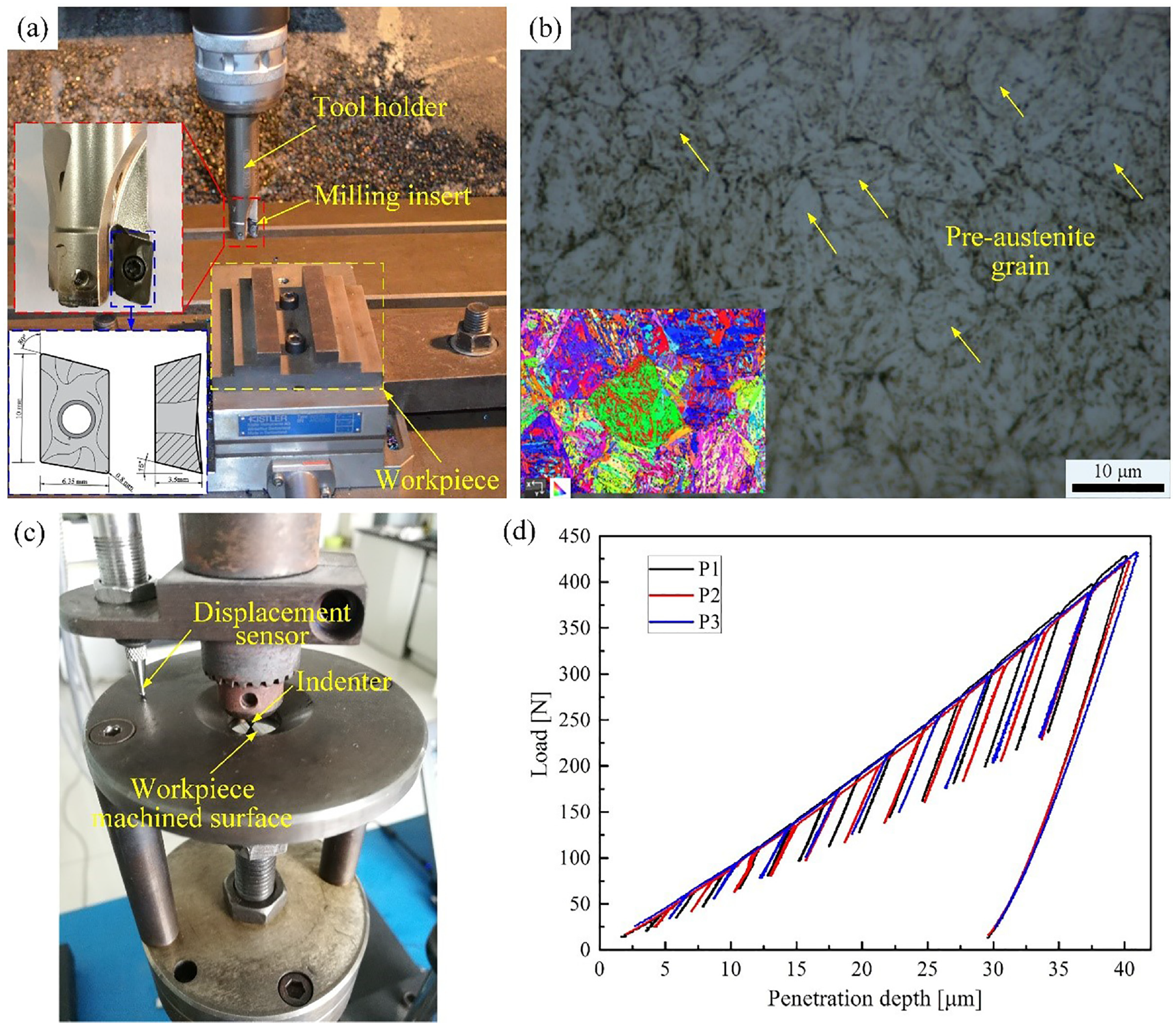
As-received hardened H13 steel: (a) machining experimental setup, (b) metallurgical characterization, (c) ABI setup, and (d) loading versus penetration depth curve.
Results and discussion
Plastic deformation of machined surface
Figure 2 demonstrates the cross-sectional microstructure of machined samples under different cutting conditions. The typical microstructural feature in the SEM images is that the material beneath the top-most machined surface has undergone severe plastic deformation. The grain boundaries can reflect the grain distortion and elongation along the cutting direction. As the depth increases, the degree of plastic deformation decreases as well. Through carefully analyzing the cross-sectional microstructure, the grains below the plastic deformation layer almost keep the original morphology. Therefore, the depth of plastic deformation is the distance between the top-most machined surface and the transition layer. The thermomechanical loads acting on the machined surface are proved to be the functions of cutting parameters as well as cutting tool micro-geometry, which eventually leads to the variation of depth of the plastic deformation layer.34,35
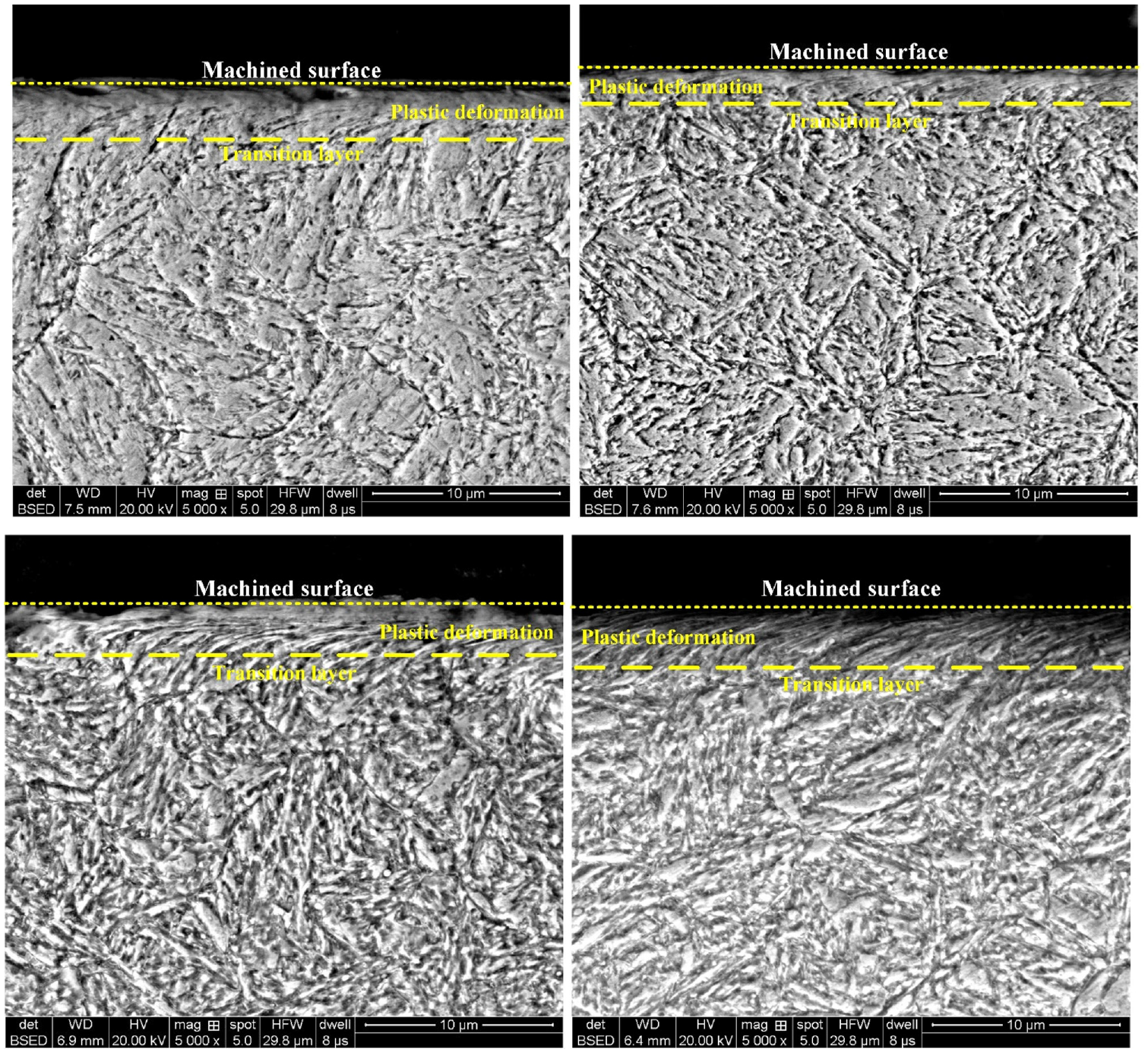
Machining induced plastic deformation in the machined surface layer: (a) v = 350 m/min, f = 0.20 mm/tooth, ae = 2.0 mm, rβ = 30 μm, (b) v = 300 m/min, f = 0.15 mm/tooth, ae = 2.0 mm, rβ = 30 μm, (c) v = 300 m/min, f = 0.20 mm/tooth, ae = 2.5 mm, rβ = 30 μm, and (d) v = 350 m/min, f = 0.20 mm/tooth, ae = 2.0 mm, rβ = 45 μm.
As illustrated in Figure 3(a), the depth of plastic deformation increases first and then decreases with the cutting speed rising from 200 to 300 m/min. Nevertheless, when the cutting speed increases to 400 m/min, the depth of plastic deformation is shown to grow again. Thermal softening enhancement due to cutting speed improvement can be responsible for the increases in the depth of plastic deformation at the beginning. In contrast, severe tool wear caused by higher cutting speed can be explained by the depth of plastic deformation rising again. Figure 3(b) shows the depth of plastic deformation increases as the feed rate increasing. More material involves in the cutting process due to uncut chip thickness increases, which in turn introduces more mechanical energy into the workpiece. The radial depth of cut has an insignificant influence on the depth of plastic deformation, with the value varying between 1.95 and 2.58 μm, as demonstrated in Figure 3(c). In comparison to cutting parameters, the effect of edge-hone radius on the depth of plastic deformation is more prominent, as clearly displayed in Figure 3(d). With the edge hone radius increasing from 30 to 60 μm, the measured depth of plastic deformation keeps increasing from the smallest value of 2.50 μm to the most significant value of 6.88 μm. As the edge hone radius increases, the contact area between the edge hone and workpiece increases, as well as the deteriorated friction behavior,31,36 which leads to higher cutting forces and cutting temperature in the shear deformation zones.37,38 Since the plastic deformation results from a highly coupled thermal-mechanical load in the metal cutting process,11,39 the observed large depth of plastic deformation using cutting tools with a large edge-hone radius can be reasonably expected.
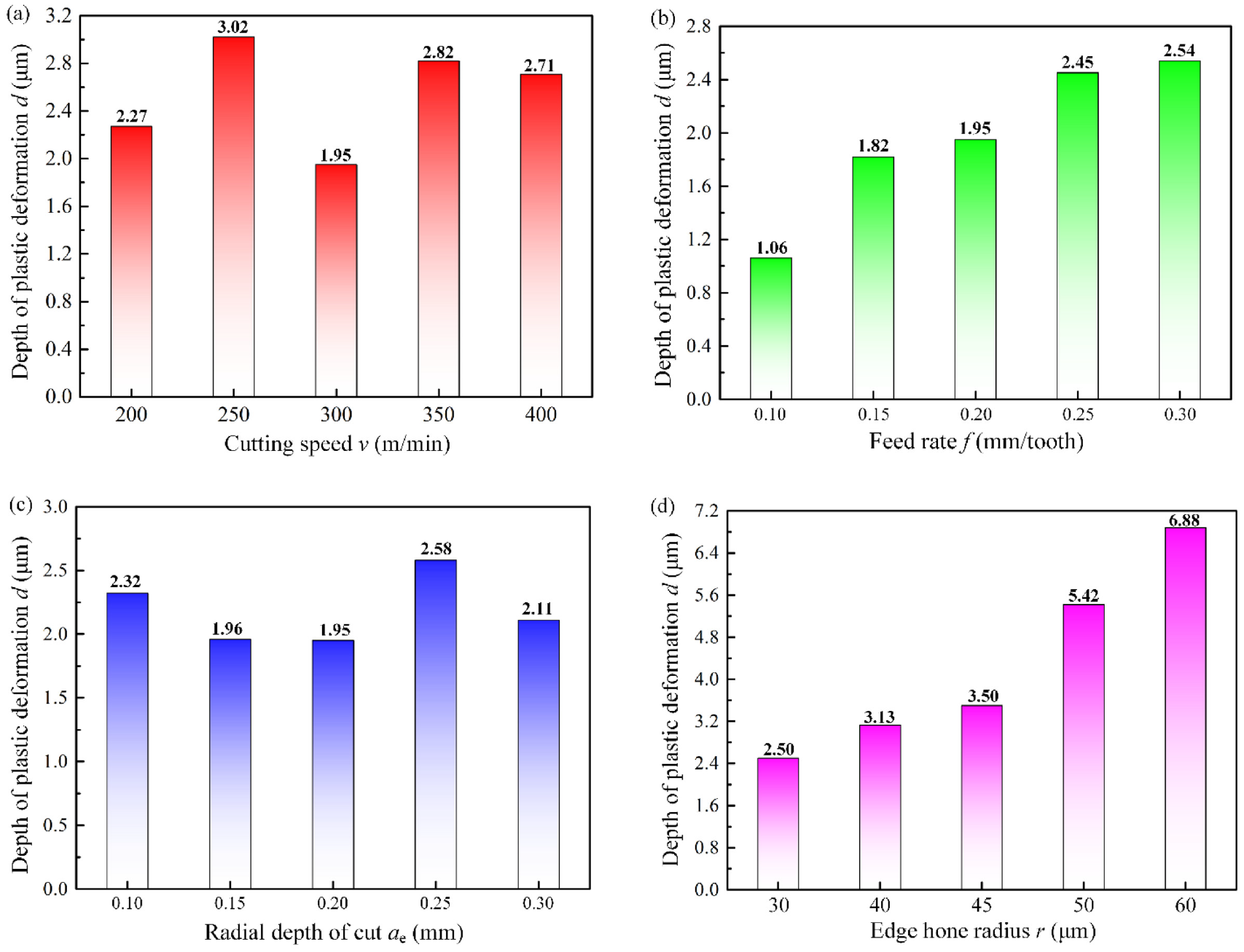
The measured depth of plastic deformation under different processing parameters: (a) v = var., f = 0.2 mm, ae = 2.0 mm, rβ = 30 μm, (b) f = var., v = 300 m/min, ae = 2.0 mm, rβ = 30 μm, (c) ae = var., v = 300 m/min, f = 0.2 mm, rβ = 30 μm, and (d) rβ = var., v = 300 m/min, ae = 2.0 mm, rβ = 30 μm.
Mechanical properties evaluation
Based on the obtained load-depth curves for different machined samples and the related theoretical model for calculating fracture toughness KIC, yield strength σ and ultimate tensile strength σ b , and hardness HB, as expressed in equations (1)−(4), detailed information can refer to Lee et al., 40 Haggag,41,42 and Haggag et al. 43

with σ f representing tensile stress at fracture, and a is related to the length of the fracture.

where P, dp, and δ represent load, the diameter of the plastic deformation area, and the constraint parameter associated with the pressure beneath indentation.

with K as the strength coefficient and n as the strain-hardening exponent, e is equal to 2.718

with Pmax denoting the maximum load and df denoting the final indentation diameter.
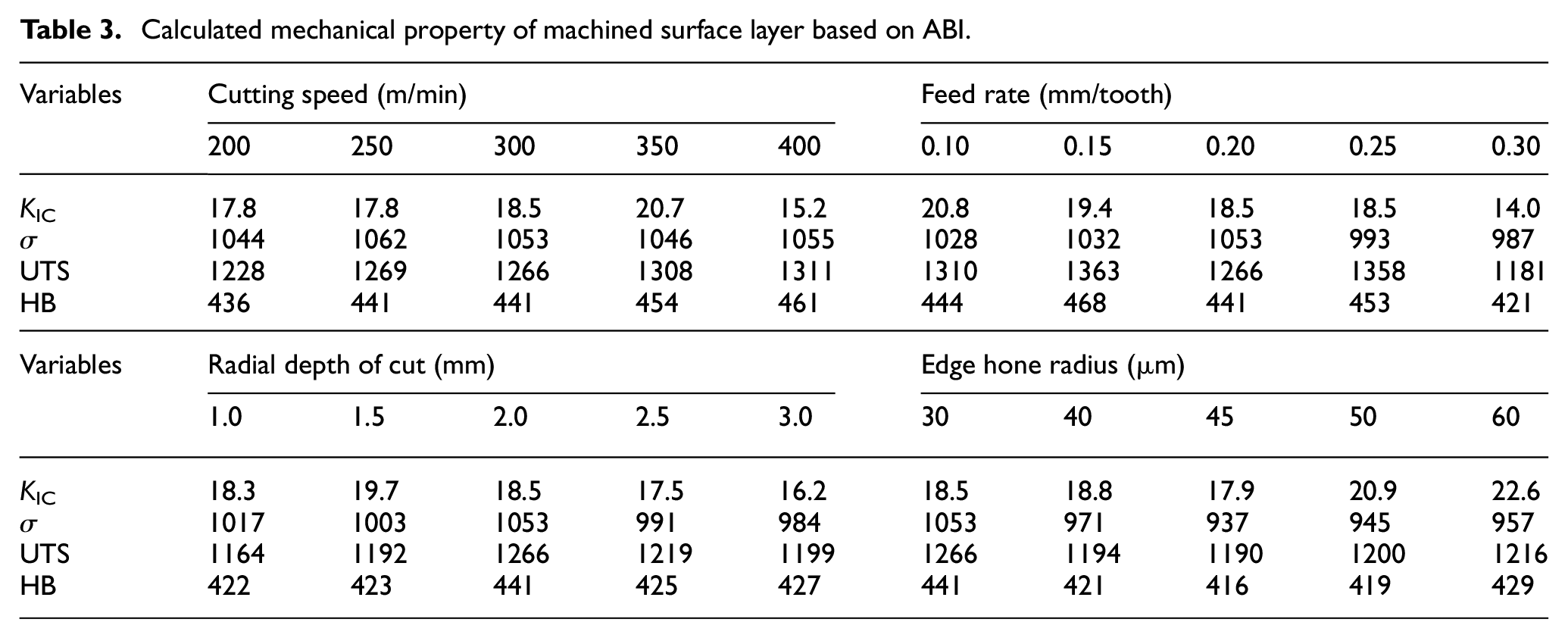
The concerning mechanical properties with the average values are listed in Table 3. Three indentions on the machined top surface were performed to minimize the statistical error, and then the acquired data were averaged. Details are mentioned in the previous article. 44 Through carefully analyzing, the calculated yield strength, ultimate tensile strength, and hardness under different processing parameters show a similar variation trend overall. In addition, the edge hone radius demonstrates a prominent impact on the variation of yield strength, ultimate tensile strength, and hardness compared to cutting parameters. With the increasing edge hone radius, the introduced plowing effect acting on the machined surface has increasingly strengthened. For the bulk material of H13 steel, the calculated yield strength, ultimate tensile strength, and hardness are 1140 MPa, 1304 MPa, and 469 HB, respectively. In contrast, all related mechanical properties for the machined surface layer under various cutting parameters and tool micro-geometry are diminished by different degrees. Machining-induced microstructure evolution is believed to cause the deterioration of mechanical properties. Related research has confirmed the correlation between hardness and yield strength as well as ultimate tensile strength.45–47 It should be highlighted that similar findings were also observed among hardness, yield strength, and ultimate tensile strength based on ABI for machined surface layer material.
Calculated mechanical property of machined surface layer based on ABI.
Correlation of processing parameters, depth of plastic deformation, and mechanical properties
Figure 4 shows the mapping relationship between the depth of plastic deformation and fracture toughness under various processing parameters. As is known, a large depth of plastic deformation indicates severe surface damage caused by a machining operation. In Figure 4(a), the depth of plastic deformation shows minor variation between 2 and 3 μm as the cutting speed increases. Similarly, the fracture toughness was observed to vary slightly when the cutting speed was less than 350 m/min. At the same time, a sharp drop in the fracture toughness under a cutting speed of 400 m/min can be highlighted even with an insignificant increase in the depth of plastic deformation. It is confirmed that the higher cutting speed leads to an elevated cutting temperature. 48 Under this circumstance, tensile residual stress is more intended to generate within the machined surface layer due to thermal expansion. After all, fatigue crack is more prone to initiate from the machined surface, 49 especially if the generated residual stress is in a tensile state, which thus causes a significantly decreasing fracture toughness. Figure 4(b) demonstrates that the fracture toughness reduces with the depth of plastic deformation increasing as the feed rate increases. The machining-affected surface layer features high hardness and brittleness and more hardened material under the ABI indenter when the depth of plastic deformation becomes more prominent, resulting in the decline of fracture toughness. As seen from Figure 4(c), the depth of plastic deformation increases first and then decreases with the radial depth of cut, while the fracture toughness shows a reverse variation trend. Figure 4(d) presents the depth of plastic deformation that keeps increasing with edge hone radius. At the same time, the fracture toughness also shows a rising tendency despite the induced large depth of plastic deformation when the edge hone radius is over 45 μm. The increased depth of plastic deformation can be reasonably attributed to the improved plowing effect due to edge hone. Considering the ironing action, compressive residual stress is inclined to generate within the machined surface layer. 37 Furthermore, compressive residual stress benefits fatigue crack inhibition and ameliorates fracture toughness. Although the estimated lower fracture toughness is not always corresponding to a larger depth of plastic deformation, to a certain indicates that machining-induced plastic deformation is not the sole factor. It can be speculated that, on the one hand, the high hardness and brittleness can facilitate the progression of micro-cracks. On the other hand, the microstructure evolution of the machined surface layer results in a small elastic modulus and eventually leads to a declined fracture toughness value. 40
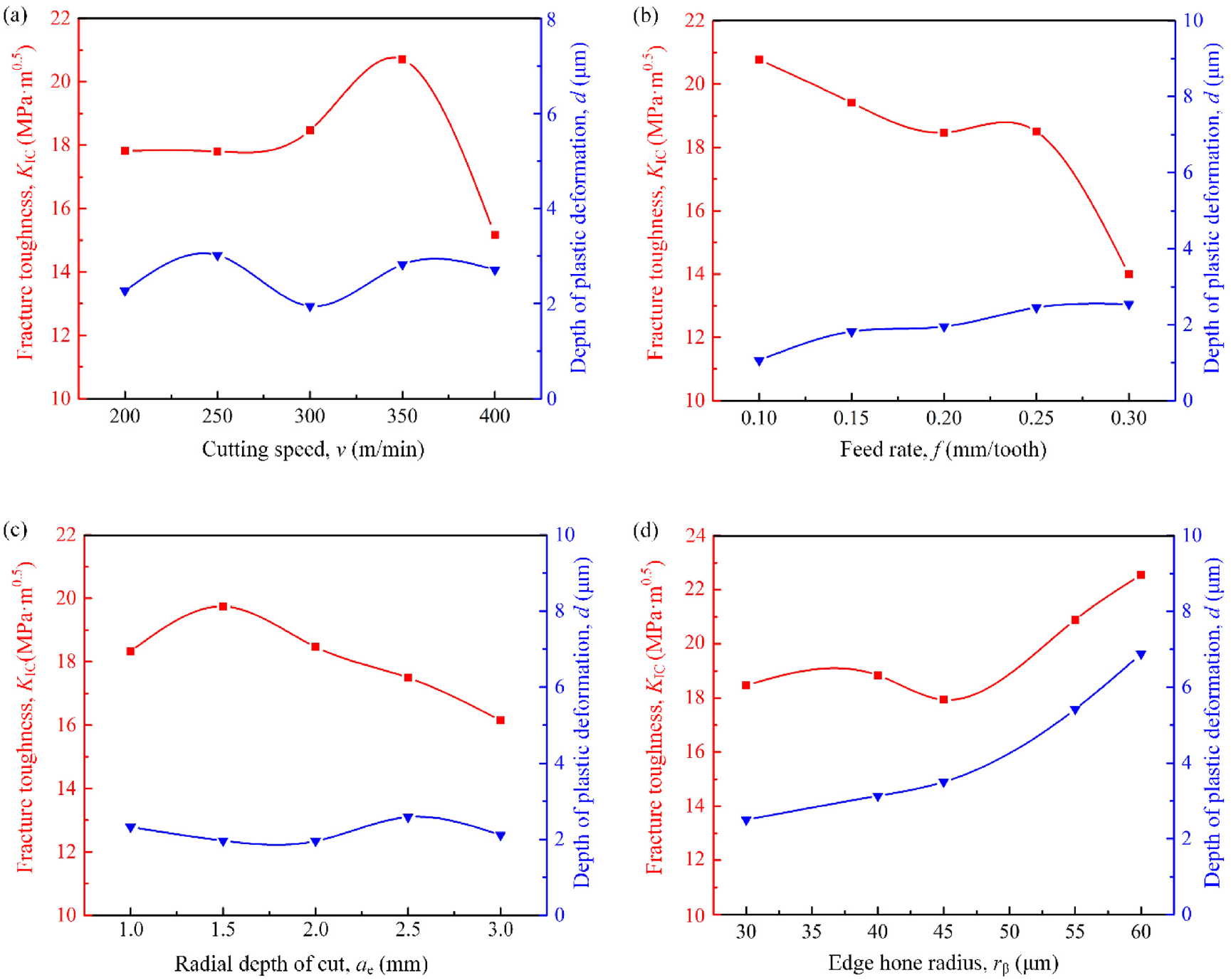
The mapping relationship between processing parameters, depth of plastic deformation, and fracture toughness: (a) v = var., f = 0.2 mm, ae = 2.0 mm, rβ = 30 μm, (b) f = var., v = 300 m/min, ae = 2.0 mm, rβ = 30 μm, (c) ae = var., v = 300 m/min, f = 0.2 mm, rβ = 30 μm, and (d) rβ = var., v = 300 m/min, ae = 2.0 mm, rβ = 30 μm.
It was found in Table 1 that yield strength, ultimate tensile strength, and hardness exhibit similar variation trends under different cutting parameters. Therefore, the correlation between yield strength, depth of plastic deformation, and processing parameters are provided as an exemplary case. As is shown in Figure 5(a), the insignificant fluctuation of the depth of plastic deformation is a good reflection of the variation of yield strength around 1050 MPa. Figure 5(b) indicated that the yield strength decreases with the increase in depth of plastic deformation. Precisely, the lowest yield strength corresponds to the largest depth of plastic deformation with a feed rate of 0.30 mm/tooth. This tendency can also be observed in Figure 5(d), with edge hone radius as a variable. As the radial depth of cut increases, the depth of plastic deformation, and yield strength displays minor variation. More in detail, the largest value of yield strength was obtained under an axial depth cut of 2.0 mm with a minor depth of plastic deformation. Generally, the measured surface yield strength and hardness are lower than that of bulk material. Specifically, the material hardness is found to be closely related to yield strength, 18 which in turn corroborates the experimental results. In addition, as the selected cutting parameters become more aggressive, the thermal softening effect due to the elevated cutting temperature over work hardening in hard machining under dry conditions is expected to take the domination, as substantiated by Figure 5(b) and (d).
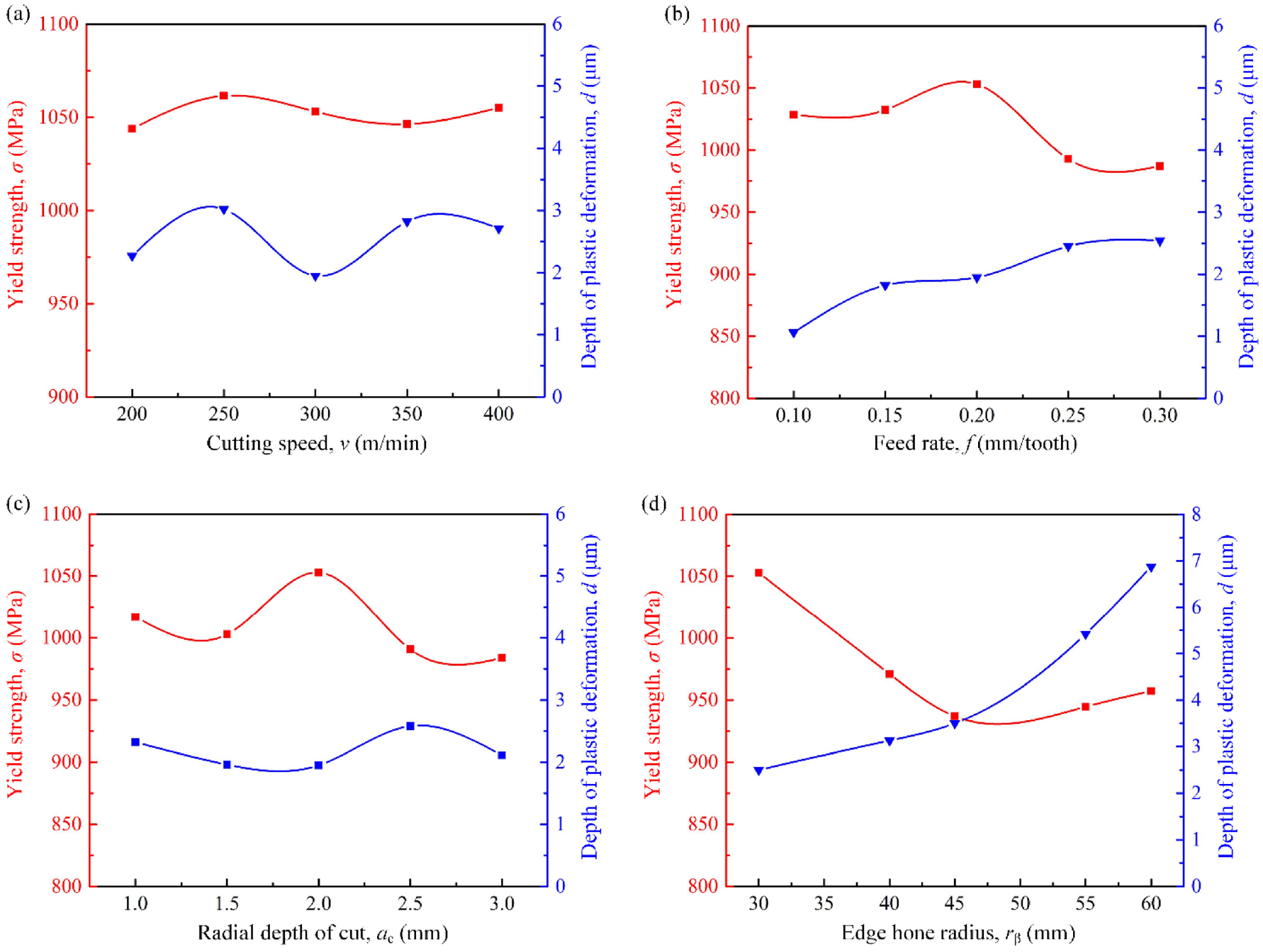
The mapping relationship between processing parameters, depth of plastic deformation, and yield strength: (a) v = var., f = 0.2 mm, ae = 2.0 mm, rβ = 30 μm, (b) f = var., v = 300 m/min, ae = 2.0 mm, rβ = 30 μm, (c) ae = var., v = 300 m/min, f = 0.2 mm, rβ = 30 μm, and (d) rβ = var., v = 300 m/min, ae = 2.0 mm, rβ = 30 μm.
Among all the selected processing parameters, the depth of plastic deformation with feed rate and edge hone radius demonstrates a significant up trend and the induced mechanical properties distinctly variation trend. In general, a good mapping relationship between mechanical properties (fracture toughness and yield strength) and depth of plastic deformation was established by varying cutting parameters and edge-hone radius.
Conclusions
The microstructural evolution of the machined surface layer regarding the depth of plastic deformation subjected to hard machining under various processing parameters, as well as the mechanical properties assessment based on the ABI technique, was investigated. The main conclusions can be summarized as follows:
The depth of plastic deformation varies in the range of 1–3 μm under different cutting parameters and 2–6 μm under different edge hone radii, respectively. In comparison, tool parameter in terms of edge hone radius has a prominent influence on the depth of plastic deformation.
The mechanical properties of the machined surface layer were assessed based on the ABI technique. Fracture toughness, yield strength and ultimate tensile strength, and hardness values generally declined in contrast to H13 steel bulk material. Yield strength, ultimate tensile strength, and hardness show similar variation trends along cutting parameters.
A good mapping relationship among processing parameters, depth of plastic deformation, and mechanical properties are established. The large depth of plastic deformation generally corresponds to the smaller fracture toughness and yield strength value. However, the residual stress state also plays a vital role in the fracture toughness variation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Science Foundation of Shandong Province (Grants No. ZR2021QE230 and No. ZR2020ME160), the National Natural Science Foundation of China (Grants No. 51975333 and No. 52205480), the Basic Research Project of Science, Education and Industry Integration Pilot Project of Qilu University of Technology (Shandong Academy of Sciences) (2022PY007 and 2022PX044).
Data availability
The raw data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.