
Abstract
This paper aims to solve the problem of incomplete cleaning for blind hole remanufacturing blanks and damaging the matrix material in the cleaning process, a novel cleaning method by supercritical n-butanol is proposed. The feasibility of cleaning blind hole remanufacturing blanks is verified, and the mechanism of supercritical n-butanol cleaning is analyzed. The surface cleanliness of matrix structure, the properties change of matrix material and the environmental impact of the cleaning process are explored. The results indicated that there were no contaminants on the surface of cleaned matrix structure under the temperature 300°C, pressure 5.5 MPa, and cleaning time 10 min. Hardness, yield strength and tensile strength of matrix material after cleaning could increase by approximately 14%, 8%, and 5%, respectively. Compared with subcritical water, the oxidation degree of matrix structure cleaned by supercritical n-butanol was lower. Compared with high-temperature cleaning, seven environmental indexes of supercritical n-butanol cleaning process decreased significantly. Supercritical n-butanol cleaning is an ideal choice for blind hole remanufacturing blanks.
Keywords
Introduction
As an important part of green manufacturing, remanufacturing is one of the optimal ways to alleviate energy consumption, reduce environmental pollution, and achieve efficient recycling of resources. Blind hole remanufacturing blanks are the general term for remanufacturing components and assemblies with typical structural characteristics of blind hole, such as high depth-diameter ratio, deep cavity, slit, microgroove, microhole, and fit clearance. The blind hole remanufacturing blanks cleaning is the premise and foundation of remanufacturing blind hole products. The blind hole remanufacturing blanks after cleaning are detected, classified and remanufactured into renewed products. The contaminants on the surface of remanufacturing blanks mainly include dust, rust, and other inorganic dirt as well as some organic dirt, including lubricating oils, greases, organic coating, and carbon deposition. Due to valves, engine cylinder heads, reducers and other components have typical blind hole structures, it is difficult to clean comprehensively and easily leave cleaning blind area. The comprehensiveness of remanufacturing cleaning process and the change of matrix material properties during cleaning exert a strong impact on the subsequent detection and remanufacturing.
Commonly used remanufacturing cleaning technologies mainly include ultrasound, high-temperature, jet, and laser cleaning. Ultrasound removes the contaminants through shock waves generated by the collapse of acoustic cavitation bubbles. 1 However, the surface of blind hole structure is easily blocked by acoustic cavitation bubbles, which leads to incomplete cleaning of the blind hole remanufacturing blanks. High-temperature cleaning allows the organic dirt on the surface of parts to evaporate or burns it into gas and ash by heating at high temperatures.2,3 However, the energy consumption in the cleaning process is large and long-term high-temperature environment will change mechanical properties of parts. In addition, the residual burning dirt that adheres to the surface of parts after high-temperature cleaning must be removed through post-treatment cleaning. Jet cleaning removes contaminants by pushing hard abrasive to accelerate impact on the surface of parts and taking the high-pressure fluid (air or water) as the dynamic medium. 4 However, the cleaning medium can easily block the surface of blind hole structure and the cleaning force is distributed unevenly. Therefore, the instability of cleaning quality will lead to the generation of cleaning blind area. Laser cleaning removes contaminants on the surface of workpiece by melting or vaporizing with the help of high-energy laser beams. 5 However, the high cost of laser cleaning makes large-scale cleaning difficult to realize. In addition, laser cleaning is mainly used to clean visible contaminants and fails to clean the hidden contaminants on the surface of blind hole structure. Therefore, cleaning assembly components at one time is difficult. In summary, the typical blind hole structure is the key factor in restricting comprehensive and high-efficiency cleaning. Blocking of air in the typical blind hole structure by the cleaning medium due to its late discharge leads to the presence of cleaning blind area. Notably, problems in cleaning the precision remanufacturing blanks with small size and evident blind hole structure include high energy consumption and easily damaged matrix structure. Therefore, a technique that can realize all-round, efficient, and environmentally friendly cleaning of blind hole blanks is necessary for remanufacturing engineering.
In recent years, sub/supercritical fluids have been gradually developed as a new cleaning method. Viguera et al. 6 found that supercritical CO2 can remove lubricants from metallic contacts. When removing contaminants, the removal efficiency of supercritical CO2 is mainly affected by pressure, temperature and co-solvent. 7 Although supercritical CO2 has a fantastic cleaning effect on lubricants and greases, the cleaning of epoxy paint is very limited. Subcritical water can also effectively remove base oils with extremely high molecular weight and long chain hydrocarbons of approximately C25–C35. 8 And the degreasing efficiency of subcritical water is highly dependent on temperature, but independent of pressure of subcritical flow. 9 However, subcritical water has a certain corrosivity to metal material, and some matrix material will be damaged in the cleaning process. Adding co-solvent can significantly improve the cleaning ability of supercritical CO2. 10 Selecting n-butanol with a relatively low critical temperature (289.85°C) and pressure (4.414 MPa) as co-solvent not only improves the removal efficiency of contaminants, but also reduces energy consumption and ensures the safety of the operation process. At present, supercritical n-butanol is mainly used for the extraction of organism, and there is a lack of application exploration in cleaning blind hole remanufacturing blanks. 11 Moreover, current research has paid limited attention to the cleaning comprehensiveness of blind hole remanufacturing blanks and the properties change of matrix material after cleaning.
In the present study, the feasibility of contaminants removal by supercritical n-butanol for blind hole remanufacturing blanks is verified. The surface cleanliness and oxidation degree of matrix structure after cleaning are analyzed, and the properties of cleaned matrix material are tested. In addition, the environmental impact of supercritical n-butanol cleaning process is also assessed. The research content flow is shown in Figure 1. The results of this study can provide technical support for cleaning comprehensiveness of blind hole remanufacturing blanks.
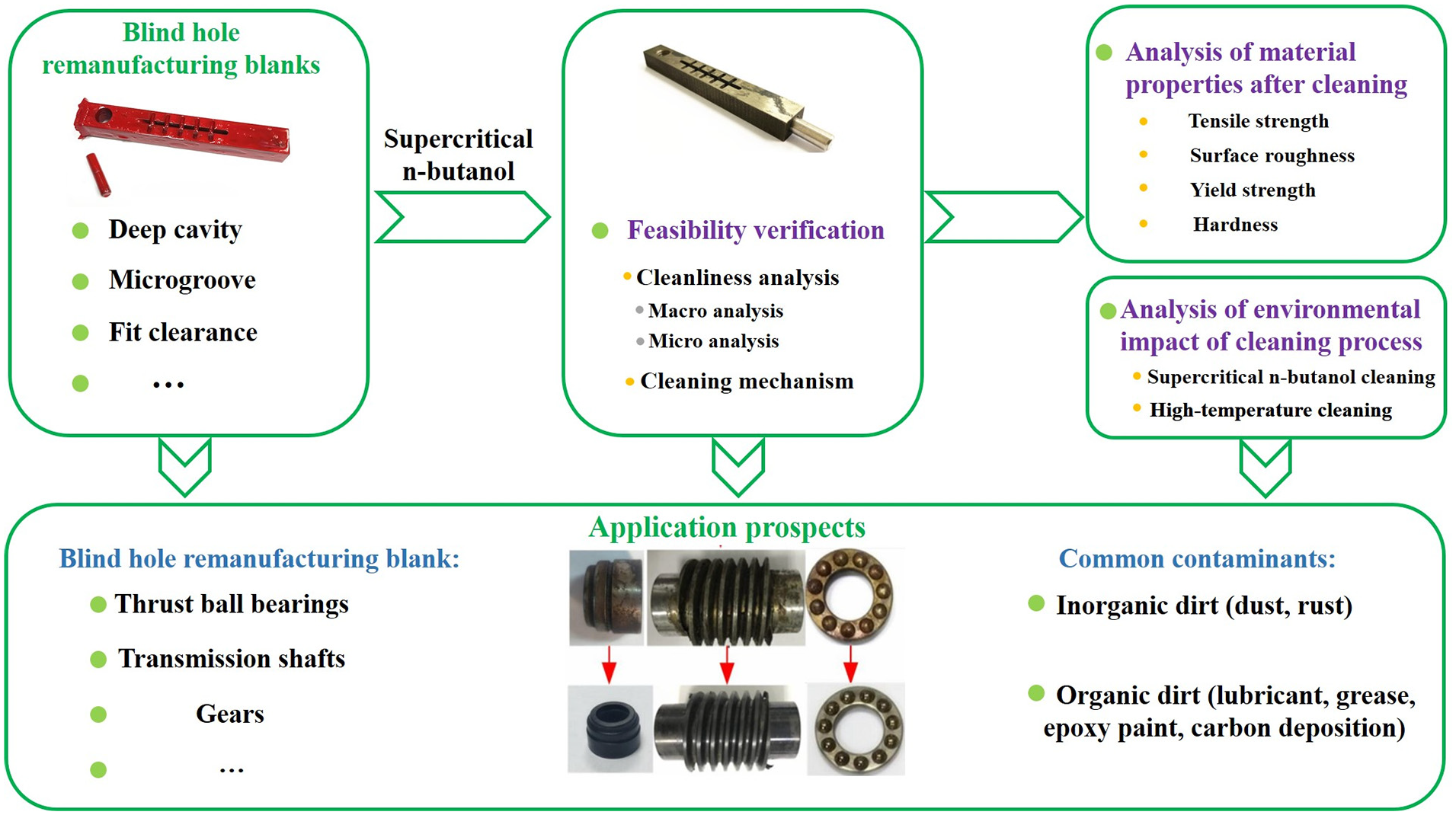
Flow chart of research content.
Materials and methods
Materials
The remanufacturing assembly with microslot, slit and micromotion matching, and other typical blind hole structure characteristics was made of 45 steel. Took 45 steel, QT600, and 27SiMn steel as matrix material respectively to manufacture tensile test sample with a diameter of 5 mm, surface roughness and hardness test sample with a diameter of 18 mm and a height of 10 mm. N-butanol with 99% purity was selected as cleaning solvent. The density of n-butanol solvent was 0.811 g/mL. Deionized water as the cleaning solvent for the control group. The contaminants with #68 lubricating oil, extreme pressure lithium-base grease, and epoxy paint were attached to the surface of matrix structure. The mixing ratio of the epoxy paint to the curing agent was 4: 1.
Experimental installation
As shown in Figure 2, Cleaning device is mainly composed of pressurization and cleaning units. Solvent storage, mass flow meter, high-pressure plunger pump, check valve, and rotary valve are connected in turn with stainless-steel pipes to form the pressurization unit. The cleaning unit consists of the reactor, stirring device, constant-temperature heating device, temperature and pressure monitoring device in the reactor, safety valve, and gate valve. The reactor with an internal cooling coil is made of 316L stainless steel. The maximum temperature and pressure in the reactor are 550°C and 40 MPa, respectively. The auxiliary pressure in the reactor is provided by CO2 or N2.

Cleaning device for blind hole remanufacturing blanks.
Operation procedure
Firstly, the parts to be cleaned cleaning were wrapped with a screen and fixed in the reactor. Secondly, the reactor was closed and a certain amount of CO2 was injected to discharge the air in the reactor. A given amount of cleaning solvent was pumped into the reactor using a high-pressure plunger pump. Fourthly, the cleaning unit was closed. The temperature and the intensity of pressure required for the cleaning experiment were set. Finally, after the specified cleaning time, the reactor was cooled, the parts were taken out and the liquid products were collected.
Characterization
CMT series microcomputer-controlled electronic universal testing machine made by MTS Company was used in the yield and tensile strength test according to GB/T 228.12010 standard. The maximum load of the testing machine is 50 KN, the loading speed range is 0.001–250 mm/min, and the testing temperature is in the range of −5°C–70°C. The surface roughness measuring machine manufactured by Shanghai Shoufeng Precision Instrument Co., Ltd. was used to measure the surface roughness of samples before and after cleaning. The measuring range of the surface roughness measuring machine is 0–200 mm and the resolution is 0.05 μm. DHV-1000 type Vickers hardness tester made by Suzhou Nanguang Electronic Technology Co., Ltd. was used to measure the hardness of samples before and after cleaning. The duration time of the test force of the Vickers hardness tester is 5–60 s and the test force is 1.96 N.
Supra 55 scanning electron microscopes made by Zeis Company was used to observe the surface cleanliness of matrix structure and the thickness of the oxide film. The magnification of the microscope is 10–900,000×. Accelerating voltage is 0.1–30 kV, and the resolution at 15 kV is 1.0 nm. GEORADIS automatic γ energy spectrometer provided by Beijing Taikun Industrial Equipment Co., Ltd. was used to test the element composition of the oxide film on the surface of samples. The measuring range of the energy spectrometer is 20 keV–3.0 MeV, and the measuring precision is 0.02 Bq/g. GC-MS 6800 gas chromatograph-mass spectrometer provided by Skyray Instrument Co., Ltd. was used to test the composition of the waster liquid recovered after supercritical n-butanol cleaning. The precision of GC-MS is RSD ≤ 4%, mass tolerance ≤1 mDa, and quality accuracy ≤5 ppm.
Life cycle assessment
Life cycle assessment is a recognized international standard to evaluate the environmental impact of cleaning processes. Based on the GaBi 9.0 life cycle analysis software developed by Sphera, the environmental impact assessment of supercritical n-butanol cleaning technology was realized by quantifying the input and output of materials and energy in cleaning process. According to the technical framework requirements of ISO 14040 and ISO 14044, life cycle assessment includes goal and scope definition, inventory analysis, assessing the impact and interpreting the data.
Goal and scope and inventory analysis
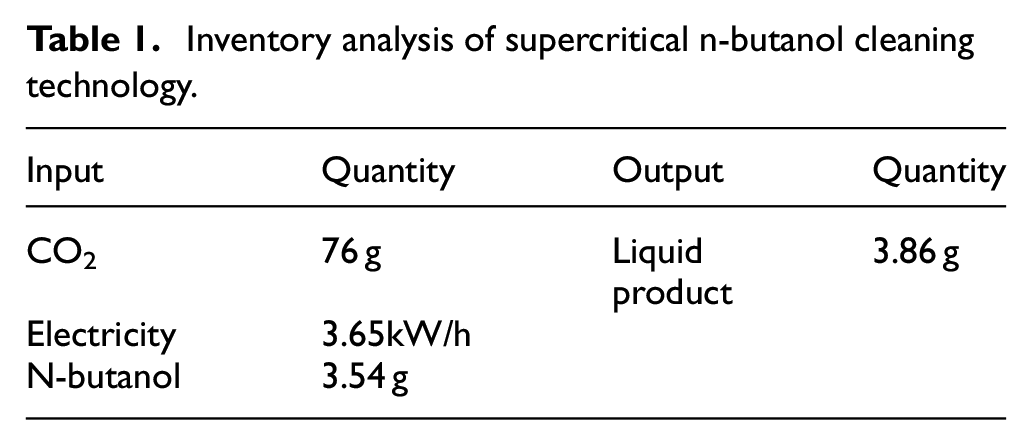
The goal of this research is to compare the environmental impact of supercritical n-butanol and high-temperature cleaning technology. The research results would provide a novel green cleaning technology for remanufacturing engineering. Scenario (a) is the scheme of cleaning blind hole remanufactured blanks by supercritical n-butanol technology, and scenario (b) is the scheme of cleaning by high temperature technology. In order to quantify the cleaning effect, function unit is defined as “cleaning a square meter of contaminants on the blind hole remanufactured blanks’ surface until reach certain cleanliness.” And it is assumed that other stages of the remanufacturing process are the same. Primary data were collected at laboratory scale for supercritical n-butanol cleaning technology and reported in Table 1. The data of high temperature cleaning technology was derived from Peng et al. 12
Inventory analysis of supercritical n-butanol cleaning technology.
Life cycle impact assessment
Life cycle assessment is carried out through Gabi 6.0 software and the database with CML 2001 evaluation method. The CML 2001 evaluation method was issued by the Institute of Environmental Sciences of Leiden University in 2001. This approach is a midpoint approach, linking four damage categories (human health, ecosystem quality, climate change, resources) with 11 impact categories. The impact categories of CML 2001 evaluation method include: Global Warming Potential (GWP) (kg CO2-Equiv), Acidification Potential (AP) (kg SO2-Equiv), Eutrophication Potential (EP) (kg Phosphate-Equiv), Abiotic Depletion Elements (ADE) (kg Sb-Equiv), Ozone Layer Depletion Potential (OLDP) (kg R11-Equiv), Abiotic Depletion Fossil (ADF) (MJ), Human Toxicity Potential (HTP) (kg DCB-Equiv), Freshwater Aquatic Ecotoxicity Potential (FAEP) (kg Dichlorobenzol (DCB)-Equiv), Marine Aquatic Ecotoxicity Potential (MAEP) (kg DCB-Equiv), Photochemical Ozone Creation Potential (POCP) (kg Ethene-Equiv), Terrestrial Ecotoxicity Potential (TEP) (kg DCB-Equiv).
Results and discussion
Feasibility analysis of blind hole remanufacturing blanks cleaning
As shown in Figure 3, epoxy paint adhered as contaminants to the surface of remanufacturing assembly with microslot, slit, and micromotion matching. The macro-observation showed the absence of residual epoxy paint on the surface of the microslot, slit, micromotion matching, and other typical blind structures of blind hole remanufacturing assembly after supercritical n-butanol cleaning (cleaning conditions: temperature 300°C, pressure 5.5 MPa, and time 10 min). Blind hole remanufacturing assembly were comprehensively cleaned without any remaining cleaning blind area. The microstructure of blind hole remanufacturing assembly after cleaning was further observed using SEM. There were no micron scale epoxy particles left on the surface of remanufacturing assembly after cleaning, and high-quality cleaning of blind hole remanufacturing assembly was achieved. Therefore, the feasibility of contaminants removal by supercritical n-butanol for blind hole remanufacturing blanks is verified and the problem of easily leaving blind area is solved.
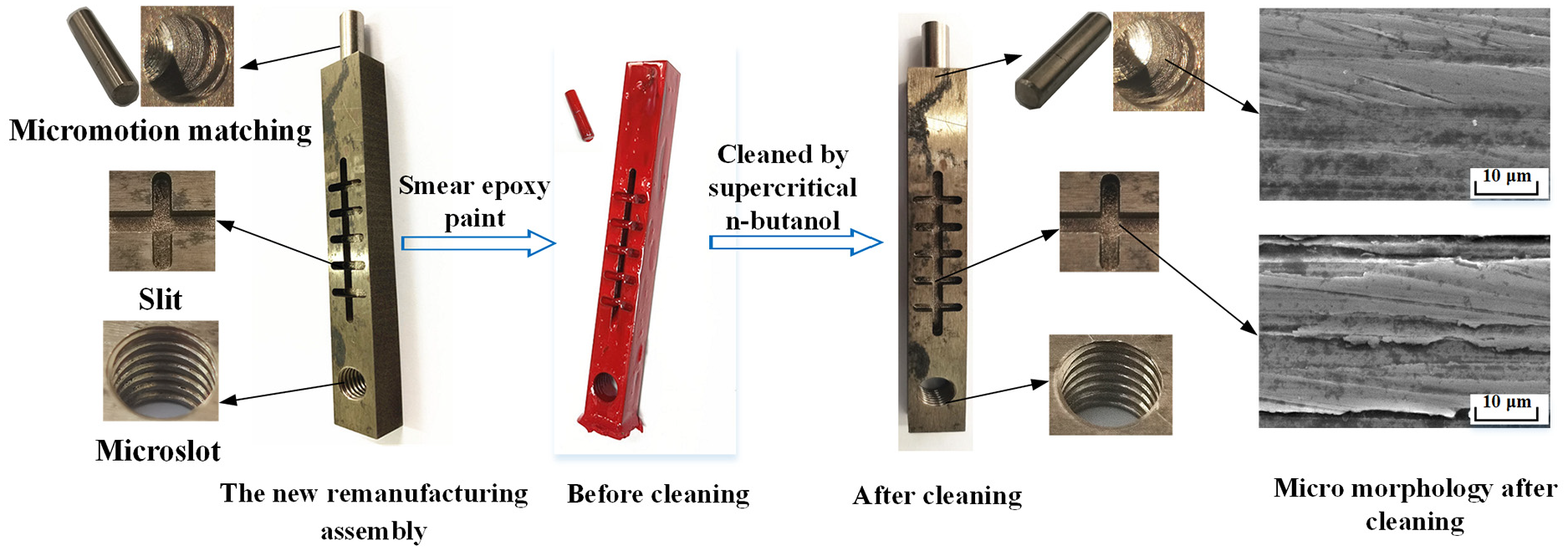
Diagram of blind hole remanufacturing assembly before and after cleaning (cleaning conditions: 300°C, 5.5 MPa, 10 min).
Supercritical n-butanol has high diffusivity, low viscosity, near zero surface tension and other characteristics, so it can rapidly penetrate into small pores and capillary openings of matrix on the surface of the blanks. 13 Inorganic contaminants such as dust and rust are loosened and decomposed through the excellent mass transfer capability of supercritical n-butanol. Supercritical n-butanol, with no polarity, can dissolve non-polar substances such as lubricants and greases. And n-butanol can form hydrogen bonds with lubricants or greases in supercritical CO2 that can improve the efficiency of removing nonpolar contaminants. N-butanol molecules in supercritical state can attack the molecular chain of polymer, alcoholysis and transesterification reaction can occur, to degrade epoxy resin and polyamide. 14 In addition to chemical reactions, there are physical reactions in the cleaning process. On the one hand, due to the difference of linear coefficient of thermal expansion between epoxy paint and matrix material, when the temperature and pressure increase or decrease, tensile stress will occur between epoxy paint and matrix structure, resulting in the tearing of paint layer. On the other hand, n-butanol and CO2 molecules, in a supercritical condition, diffuse into the voids in the paint layer to forming uniform phase with the paint. 15 When the rapid decompression process, the n-butanol and CO2 molecules become supersaturated homogeneously, resulting in the separation of n-butanol and CO2 molecules from the paint layer. During the separation process, n-butanol and CO2 can aggregate into bubbles in the paint. When the bubbles burst, the paint layer will be partially damaged. The overall principle of supercritical n-butanol removing contaminants from blind hole remanufacturing blanks is shown in Figure 4.
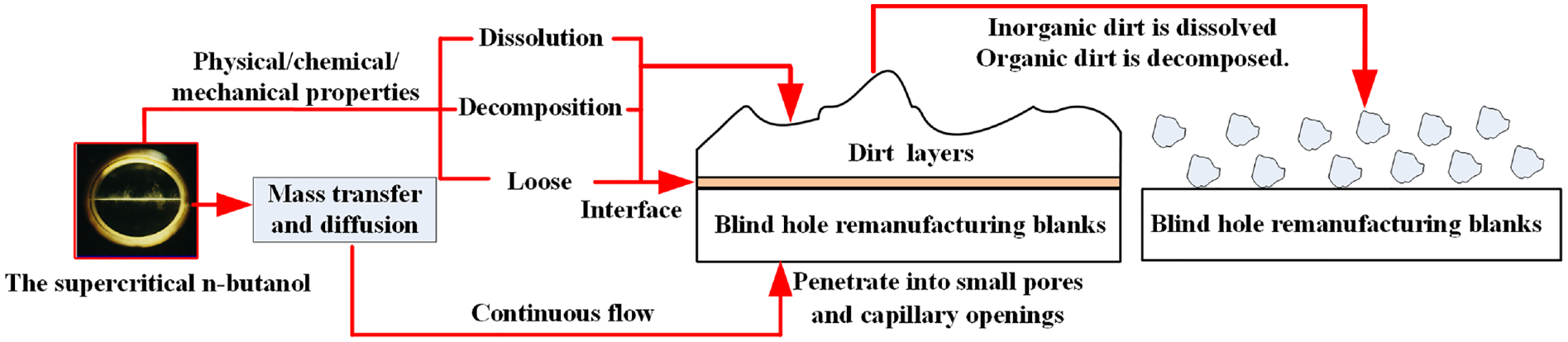
Diagram of supercritical n-butanol cleaning principle.
Cleanliness and micromorphology analysis
As shown in Figure 5, samples made of 45 steel, QT600, and 27SiMn steel were divided into three groups, with six samples in each group. Untreated group of samples without contaminants, while the two other groups of samples with contaminants cleaned respectively by supercritical n-butanol and subcritical water were taken. The macroscopic morphology analysis showed that the surface of matrix structure after supercritical n-butanol cleaning (cleaning conditions: temperature 300°C, pressure 5.5 MPa, and time 10 min) was smooth without residual contaminants and the lubricants, greases, and epoxy paint were completely removed compared with untreated group. The microscopic morphology of matrix structure was shown in Figure 6. Compared with untreated group, the surface cleaned by supercritical n-butanol had no residual micron contaminants. The surface cleaned by supercritical n-butanol had the same cleanliness as that of the untreated group. Supercritical n-butanol can effectively remove common industrial contaminants such as lubricants, greases, epoxy paint, etc., and the surface cleanliness after cleaning is satisfactory. Subcritical water also shows good cleaning effect on contaminants. Further compared with the untreated group, it can be found that the surface of matrix structure after cleaned was blackened to different degrees. When the contaminants on the surface of matrix structure were cleaned, the matrix material was exposed to the cleaning environment. In the high temperature environment, Fe element in the matrix material rapidly reacted with O element in the cleaning environment to form oxide film. The blackening of the surface of matrix structure was caused by oxidation in the cleaning environment. And the degree of blackening of the group cleaned by subcritical water is higher than that of the group cleaned by supercritical n-butanol. The degree of oxidation of subcritical water cleaning environment to matrix structure may be higher than that of supercritical n-butanol environment.
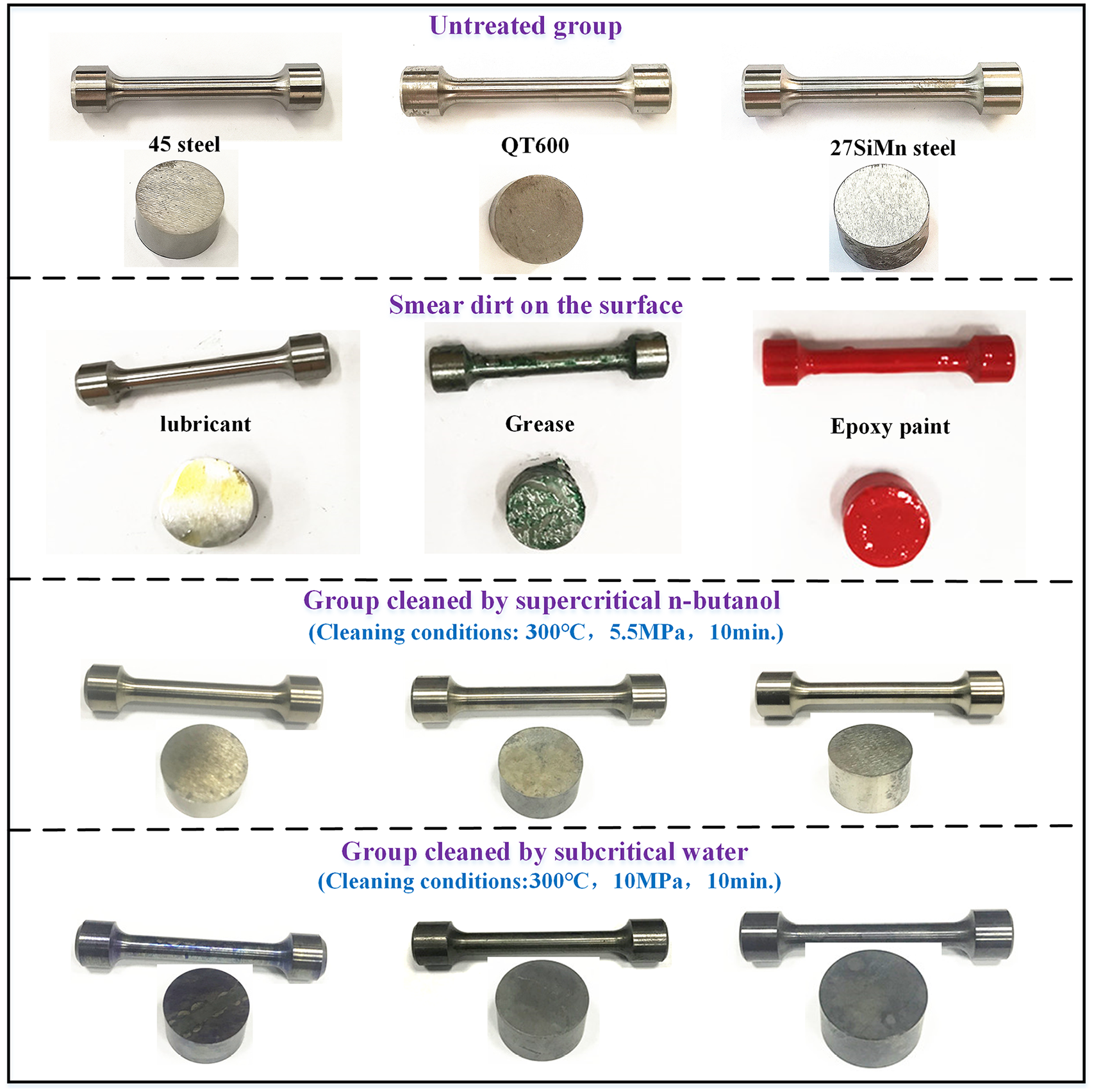
Comparison of different processing methods of samples.
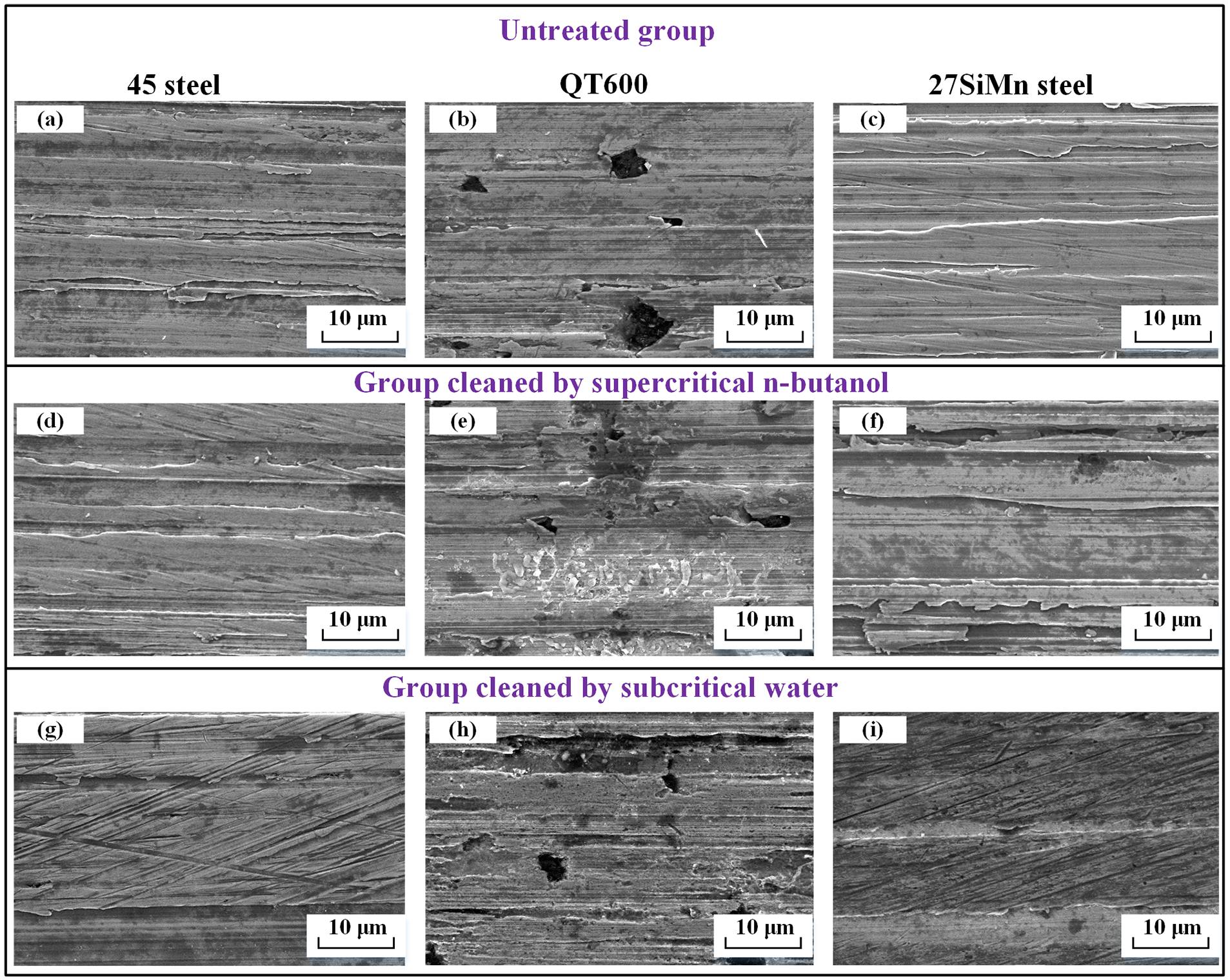
Micromorphology of matrix structure (X1000, 10 μm): (a) 45 steel, (b) QT600, (c) 27SiMn steel, (d) 45 steel, (e) QT600, (f) 27SiMn steel, (g) 45 steel, (h) QT600, and (i) 27SiMn steel.
In order to explore the structure of new oxide film, the 45 steel sample cleaned by supercritical n-butanol was cut to observe the metallographic structure of that cross-section, as shown in Figure 7. The crystal structure of the new oxide film presented the characteristics of flake, the distribution was relatively uniform, and there were no large defects. Therefore, the new oxide film on the surface of the matrix structure dense. The dense new oxide film on the surface of matrix structure can effectively prevent or delay matrix material been corroded. 16 Figure 7(b) showed that the thickness of the new oxide film was thin, which indicated that the small oxidation degree of the surface of matrix structure in the supercritical n-butanol cleaning environment. The thin and dense new oxide film on the surface of the matrix structure meets the requirements of subsequent remanufacturing process.
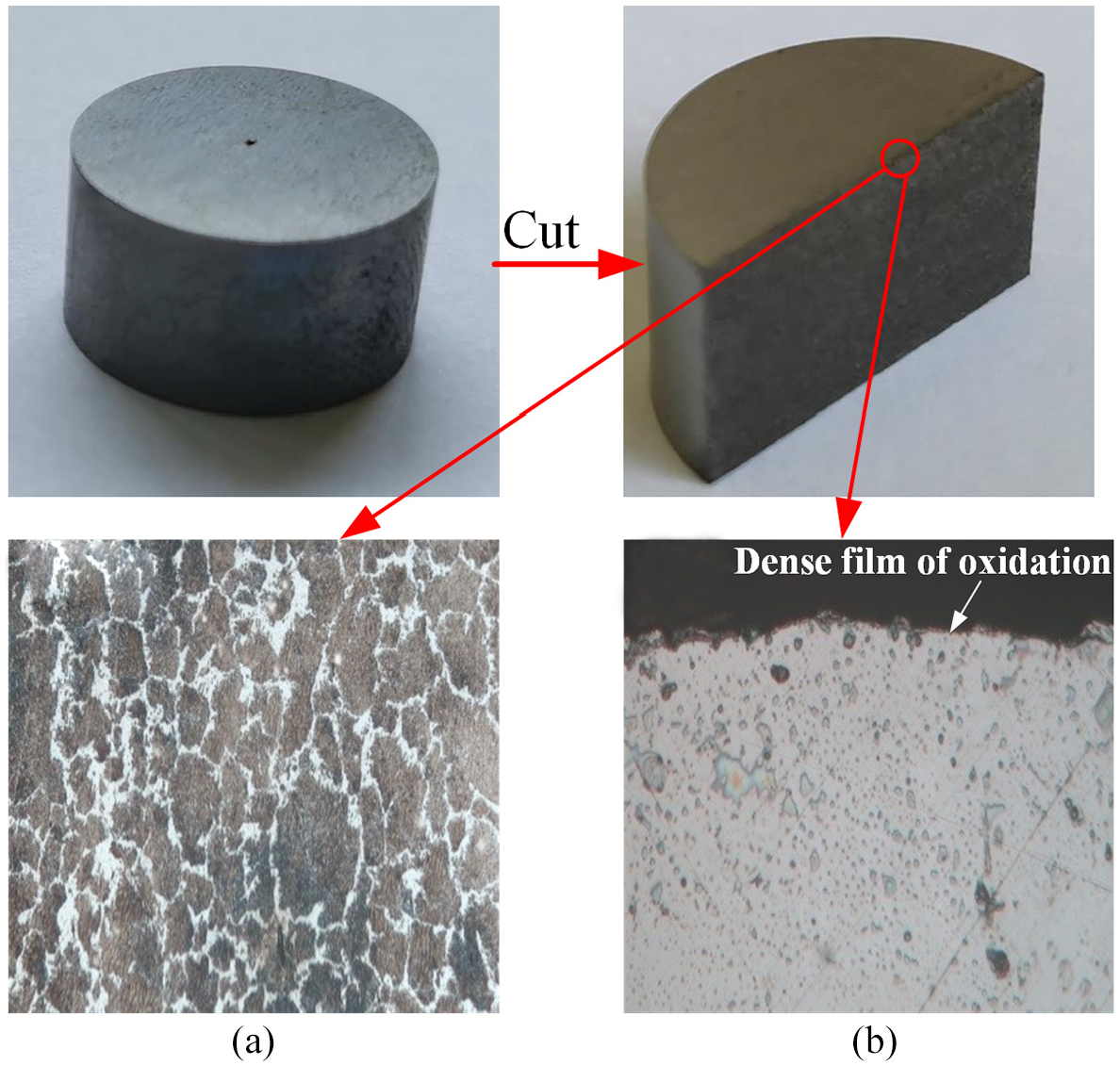
Metallographic structure and cross-section layer of the sample made of 45 steel after supercritical n-butanol cleaning (cleaning conditions: 300°C, 5.5 MPa, 10 min): (a) metallographic structure of the surface of matrix structure and (b) cross-section layer of matrix structure.
Energy spectrum analysis
The surface elements of the matrix structure were mainly Fe, N, O, and C. In order to explore the oxidation degree of the surface of the matrix structure after cleaning, the elements of Fe and O were analyzed, as shown in Figure 8. The average content of O element after cleaning by supercritical n-butanol was about 2.87%, and that after cleaning by subcritical water was about 7.63%. Compared with untreated group, the content of O element on the surface of matrix structure after cleaning by supercritical n-butanol increased by about 1.15%. This finding indicated that matrix structure was oxidized in supercritical n-butanol cleaning environment and the dense oxide film formed on the surface of matrix structure led to the increased roughness of matrix material. However, the surface oxidation of matrix structure was small, so that the roughness of matrix material was not increased too much. Compared with subcritical water cleaning, the content of O element on the surface of matrix structure after supercritical n-butanol cleaning decreased by about 4.76%, indicating that subcritical water cleaning environment have stronger oxidation effect. Compared with untreated group, the content of Fe element on the surface of matrix structure after cleaning by supercritical n-butanol decreased by about 12.43%. However, the content of Fe element was still the largest among the surface elements of matrix structure after supercritical n-butanol cleaning. And no new elements were generated on the surface of matrix structure in the process of supercritical n-butanol cleaning. Therefore, supercritical n-butanol cleaning will not affect the of mechanical and metallurgical properties blind hole remanufacturing blanks.
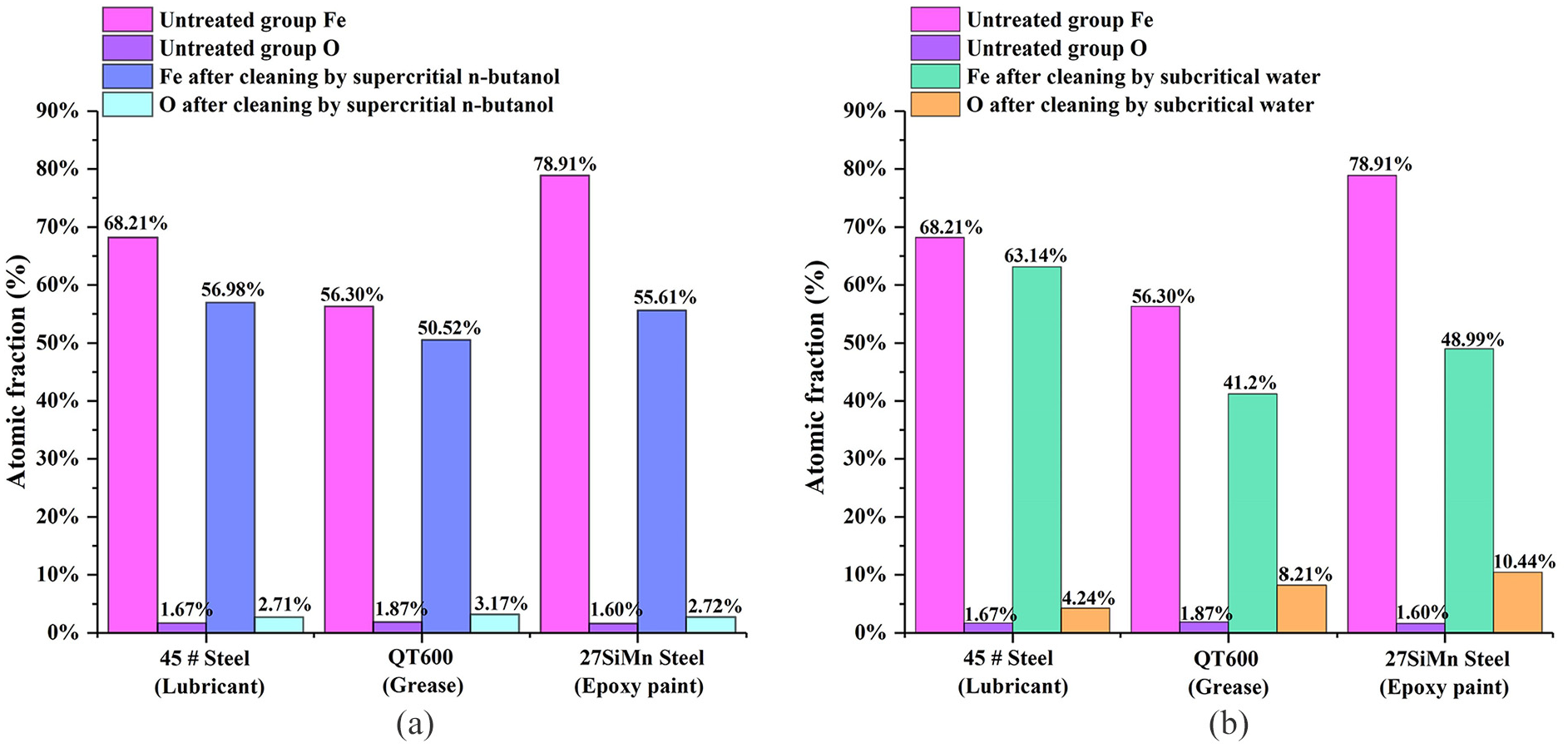
Atomic fraction of elements Fe and O on the surface of matrix structure: (a) supercritical n-butanol cleaning and (b) subcritical water cleaning.
Analysis of material performance
Assessing performance indexes of matrix material after cleaning for identifying whether blanks meet the remanufacturing requirements is very important under the condition of ensuring cleanliness. 17 As shown in Figure 9, the surface roughness of matrix material cleaned had increased to a certain extent. This finding was due to the dense oxide film formed on the surface of matrix structure after cleaning. Compared with supercritical n-butanol cleaning, the surface roughness of matrix material after subcritical water cleaning increased significantly, this finding further showed that subcritical water cleaning environment exerted a stronger oxidation effect. The analysis of tensile test results showed that the average yield strength of 45 steel and 27SiMn matrix material increased by approximately 8% after supercritical n-butanol cleaning and their average tensile strength increased by around 5%, compared with untreated group. The cleaning times of 27SiMn and 45 steel matrix material at 300°C were long and both material cooled naturally after cleaning. The matrix material was tempered during the cleaning process, thereby improving the yield strength and tensile strength of matrix material. 18 The improvement of the tensile and yield strength of matrix material by supercritical n-butanol cleaning were beneficial to enhancing the quality of remanufactured products. The hardness test results showed that the average hardness of 45 steel, QT600 and 27SiMn matrix material increased by approximately 14% after supercritical n-butanol cleaning, compared with untreated group. Active carbon atoms were decomposed from n-butanol at 300°C and penetrated the surface of matrix material to form a high-carbon layer that improved the hardness of matrix material.
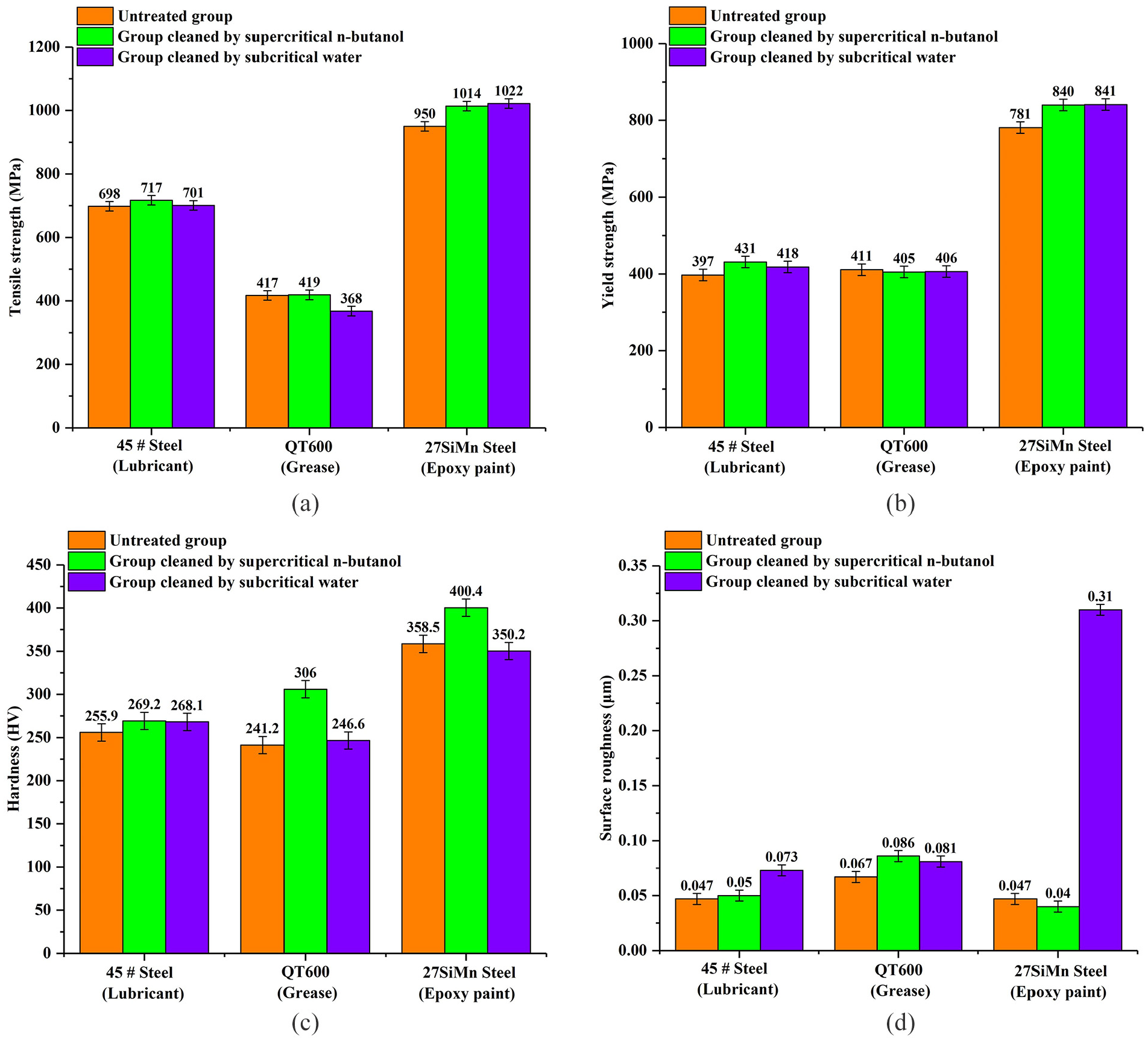
Change rate of properties of matrix material before and after cleaning: (a) tensile strength, (b) yield strength, (c) hardness, and (d) surface roughness.
Compared with untreated group, the yield strength, tensile strength, and hardness of matrix material cleaned by subcritical water cleaning increased slightly, and the roughness increased too much. Therefore, compared with subcritical water cleaning, supercritical n-butanol cleaning is a better cleaning method.
Analysis of environmental impact
The remanufacturing cleaning process is a part of green manufacturing that should meet the requirements of green environmental protection. 19 The by-product of supercritical n-butanol cleaning process was mainly liquid. The excess n-butanol in the liquid was recycled by distillation. Recycling n-butanol can not only improve the utilization rate of n-butanol, but also reduce the harm to human body and the environment. The composition of the liquid after distillation was shown in Figure 10. The liquid after distillation was the low impurity and non-toxic industrial wastewater, which has little impact on the environment. A comparison of the environmental impact between the supercritical n-butanol cleaning process and high-temperature cleaning process which has been industrially applied was shown in Figure 11. Compared with high-temperature cleaning process, the five indicators of GWP, ADF, FAE, MAEP, and POCP of supercritical n-butanol cleaning process was significantly reduced, which was only about 20% of high-temperature cleaning process. In particular, the substantial reduction of the GWP index was conducive to reducing greenhouse gas emissions during the cleaning process. Although the four indicators of AP, EP, OLDP, and HTP had increased, the overall environmental impact of supercritical n-butanol cleaning process was lower than that of high-temperature cleaning process. Supercritical n-butanol cleaning is a green and environmentally friendly cleaning technology.
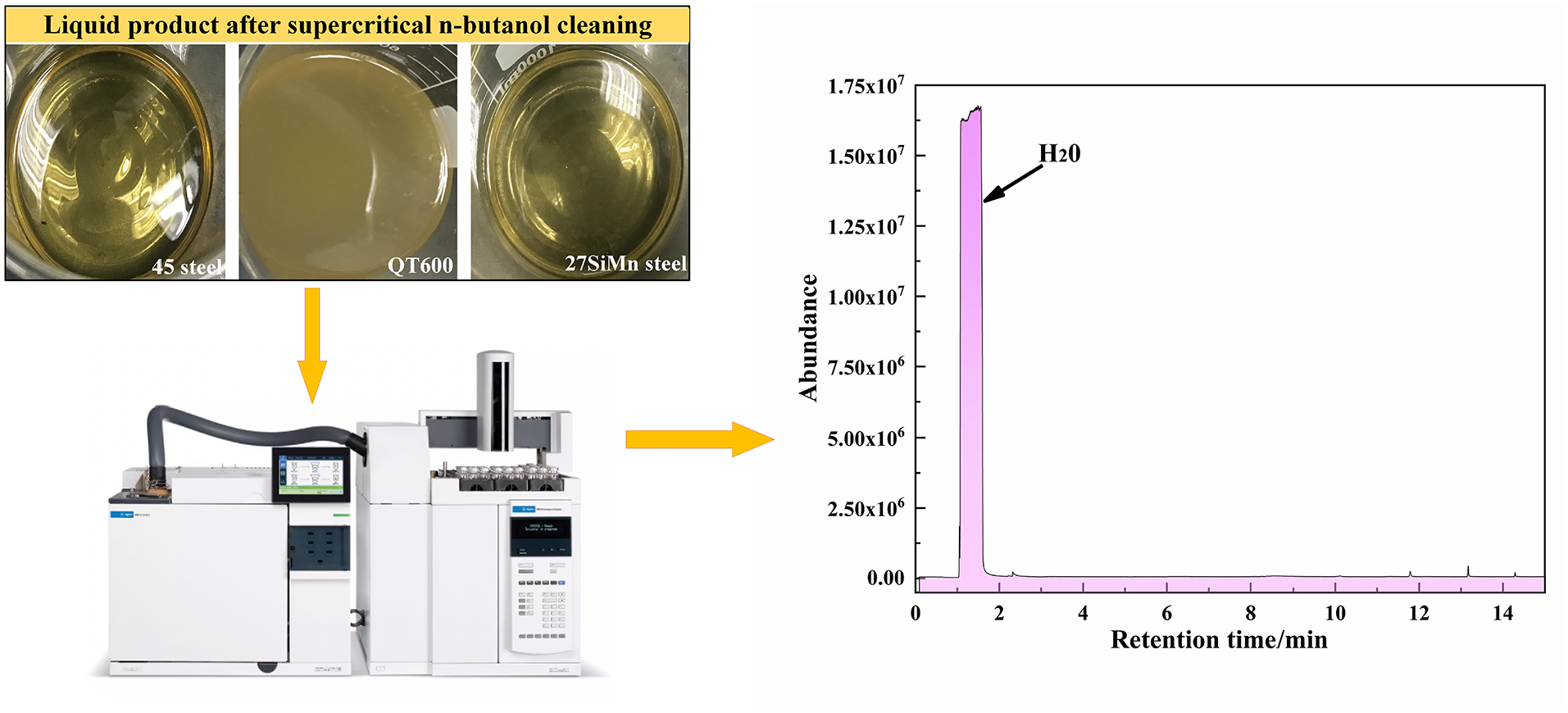
GC-MS spectrum of liquid products after supercritical n-butanol cleaning.
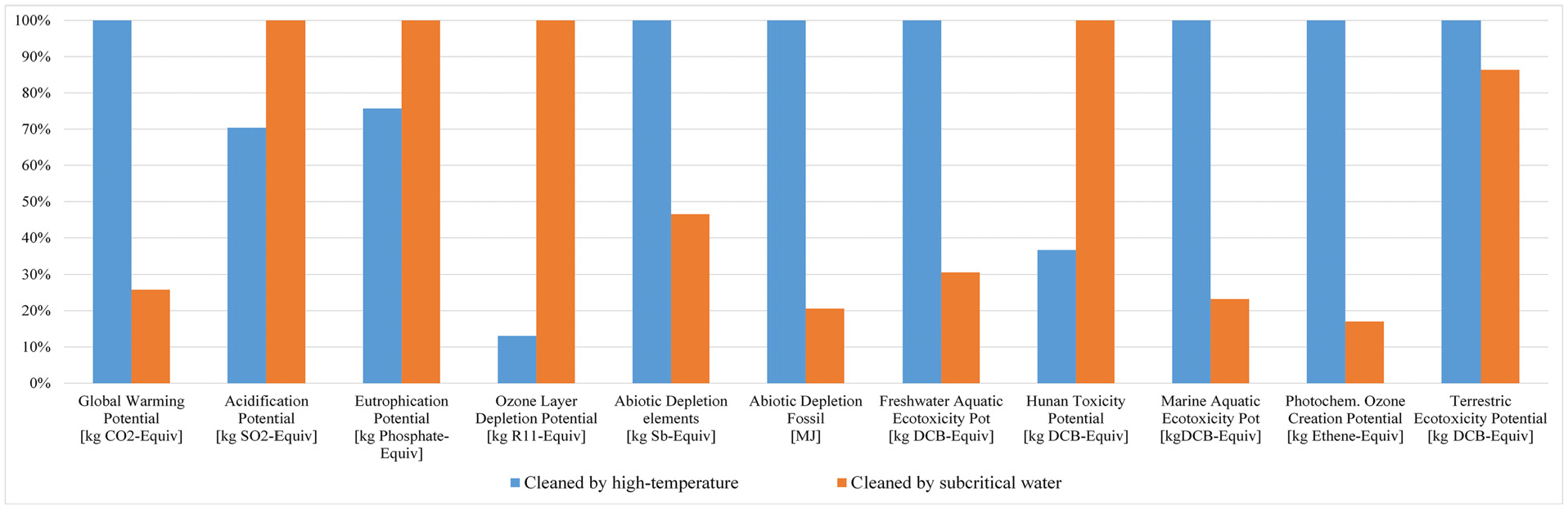
Comparison of supercritical n-butanol and high-temperature cleaning in the environmental impact.
Application prospect
Currently, widely used cleaning technologies have good removal effect on the key surface contaminants that influence the subsequent production. However, it is difficult to completely clean the remanufactured components and assembly components with typical blind hole structural characteristics such as high depth diameter ratio, deep cavity and fit clearance at one time, and the cleaning process is easy to cause secondary damage to matrix material. The acceptable mass transfer diffusion ability of the supercritical n-butanol can rapidly and efficiently penetrate into small pores and capillary openings of matrix on the surface of the blanks. Through that excellent solubility and decomposition ability, the inorganic contaminants are dissolved, the organic contaminants are decomposed, and achieve the purpose of all-round and high-quality cleaning. As shown in Figure 12, the supercritical n-butanol can clean the contaminants on the surface comprehensively and efficiently for typical blind hole remanufacturing components and assemblies, such as common thrust ball bearings, gears, and transmission shafts. The cleaning process is green and environmentally friendly and harmful substances are not produced. Moreover, the formation of the dense oxide layer on the surface of cleaned blind hole remanufacturing components and assemblies can effectively prevent or delay the recorrosion of metal. The supercritical n-butanol cleaning process also demonstrates universality in precision machinery, microelectronic devices, optical components, and other areas with high cleaning precision requirements.
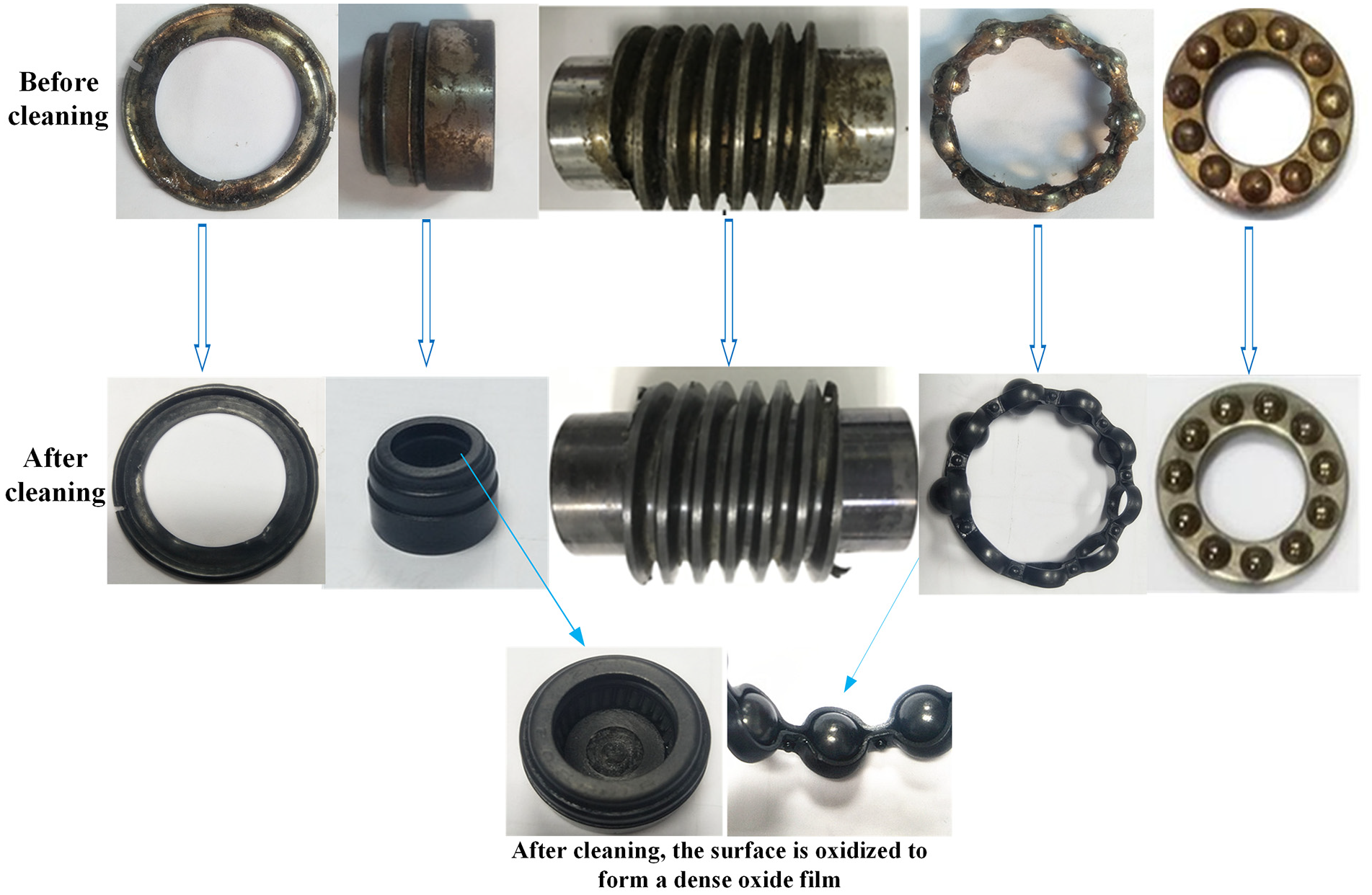
Application chart of the supercritical n-butanol cleaning process (cleaning conditions: temperature 300°C, pressure 5.5 MPa, and time 10 min).
Conclusions
Supercritical n-butanol can completely remove contaminants for blind hole remanufacturing blanks without any remaining cleaning blind area. Micro morphology analysis showed that there were no micron contaminants left on the cleaned surface, and the cleanliness was satisfactory.
After cleaning, a dense oxide film was formed on the surface of matrix structure, which led to an increased in the roughness of matrix material. Compared with subcritical water cleaning, supercritical n-butanol cleaning had little effect on environmental oxidation. Compared with untreated group, hardness, yield strength and tensile strength of matrix material after supercritical n-butanol cleaning can increase by approximately 14%, 8%, and 5%, respectively.
The product from the cleaning process was industrial wastewater with low content of impurity, and toxic substances were not produced. Compared with high-temperature cleaning, seven environmental impact indexes in supercritical n-butanol cleaning process, including GWP and POCP, significantly reduced to only 17%−80% of those in high-temperature cleaning process. The supercritical n-butanol cleaning process is an environmentally friendly cleaning technique.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is financially supported by Jiangsu key R&D plan (BE2021709), National Natural Science Foundation of China (51705237), Qing Lan Project, National Natural Science Foundation of China (52005246), and Open Research Fund by Jiangsu Key Laboratory of Recycling and Reuse Technology for Mechanical and Electronic Products (RRME201806), Postgraduate Research & Practice Innovation Program of Jiangsu Province (SJCX210926).
Availability of data and material
All data generated or analyzed during this study can be included in this published article. The experimental data in this article can be used for scientific research, teaching, etc.