
Abstract
Due to continuous worsening of the environment and depletion of natural resources, concept of sustainability in manufacturing sector is gaining an increasing attention. New processes and strategies characterized by efficient use of energy and materials, low processing time and zero or nearly zero green-house emissions are being explored. Incremental sheet forming (ISF) is a comparatively new sheet forming process with high economic payoff for small production runs and customized orders. The current study presents a comprehensive review on the sustainability aspects of the process. The process performance in terms of power demand, energy consumption, cost, CO2 emissions, processing time, and material wastage/usage is analyzed on the basis of published literature, and important conclusions and recommendations are drawn to utilize the process for cleaner, economical and time efficient production. The review establishes that ISF is more sustainable process than conventional forming methods for small production runs. Further, its sustainability performance can be further enhanced by choosing optimum process conditions especially lower spindle rotation, larger feed rate and step size. Shorter tool paths and advent of energy efficient machines is likely to further elevate the process performance. The review also identifies future work and presents fundamental guidelines and recommendations for establishing the sustainable ISF process.
Keywords
Highlights
Comprehensive review on the sustainability aspects of the ISF process is presented
ISF process performance in term of power demand, energy consumption, cost, CO2 emissions, processing time, and material wastage/usage is analyzed
Relationships between process parameters and various sustainability indicators are given
Sustainability performance of ISF is compared with other traditional processes
Key challenges and future work are identified, and recommendations are provided
Introduction
Sustainability of manufacturing processes nowadays require critical assessment and improvement due to multi-directional and multi-dimensional challenges in economic, social, and environmental sectors. There is a dire need to consider and develop cost, energy, and carbon footprint management tools and strategies for the survival of various manufacturing techniques. Brundtl and Commission provided a widely accepted definition for sustainable development: “To meet the needs of present world without compromising the needs of future generation to be fulfilled.” 1 World Summit on Sustainable Development in 2002 2 identified three important pillars in the form of economic, social, and environmental in sustainability framework as shown in Figure 1.
Three main dimensions of sustainability.
Sustainability indicators are the quantitative or qualitative measures of sustainability performance of products or manufacturing processes against sustainability dimensions. 3 An indicator is defined as “an aggregate measures which quantifiably conclude certain phenomenon.” Sustainable metrics are set of indicators aggregated from economic, social and environment dimension which provide holistic sustainability framework. Sustainability indicators can be categorized into quantitative indicators and qualitative indicators. Quantitative indicator is measurable using formula and calculation such as, cost, energy consumption, and CO2 emission while qualitative is based on surveys and experiences such as personnel health risks and customer satisfaction. 4 Sustainability assessment is a method for evaluating sustainability dimensions and defined as ‘the method which indicate and help the policy-and-decision makers to take action in societal favor and environmental protection.” 5
US Department of Commerce defined sustainable manufacturing as the production of parts with processes that are eco-friendly, economical, and safe for employees and community, while conserving energy and natural resources. 6 National Institute of Standard and Technology (NIST) has developed sustainability indicators with sub-categorization for measuring sustainability dimensions (economic, social, environment, technology advancement, and performance management) in manufacturing sector as shown in Figure 2.7,8
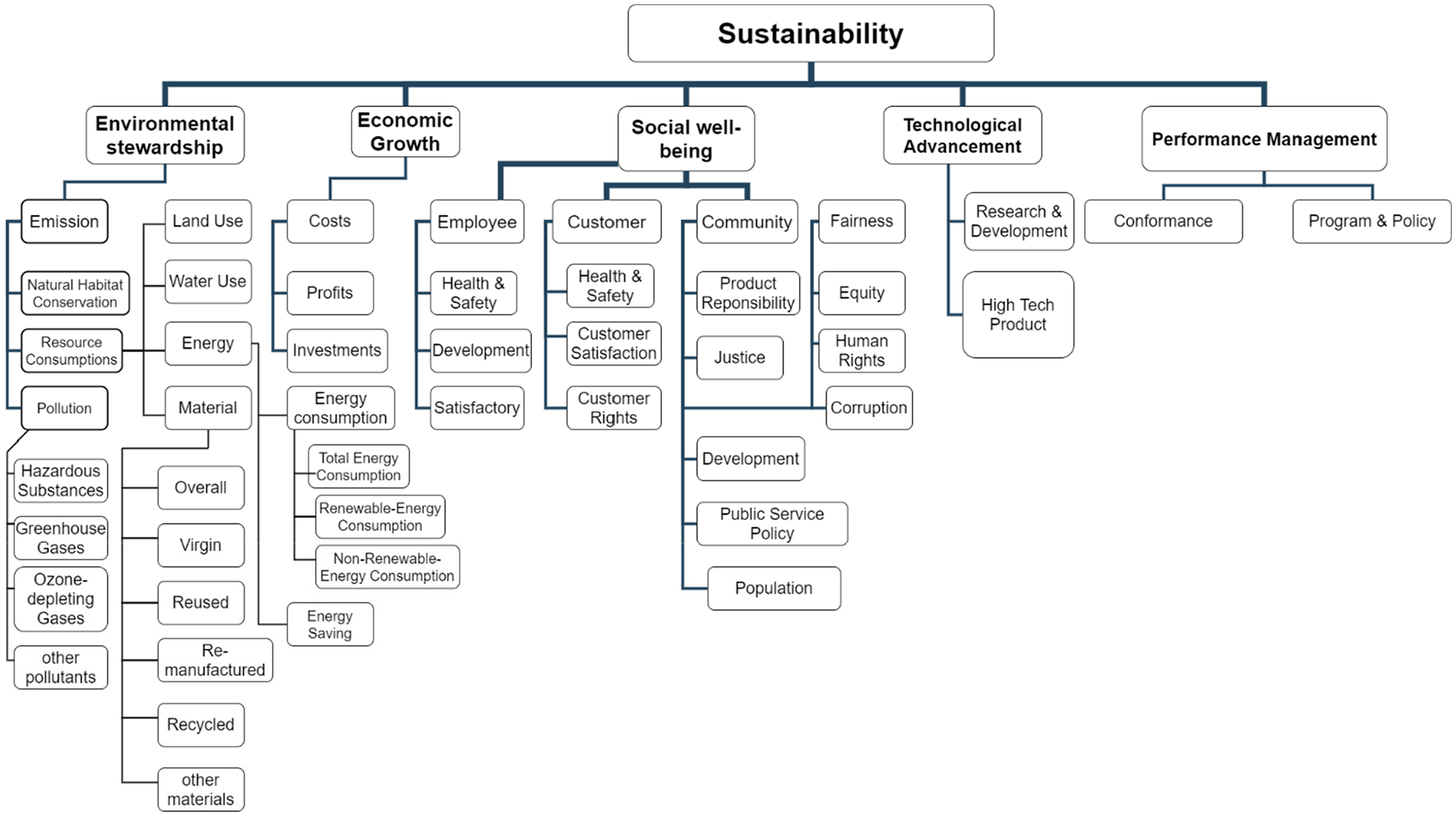
Sustainability indicator categorization structure including three main dimensions (economic, social, environment) and two additional sustainability dimensions (technology advancement and performance management) (Drawn on basis of the data retrieved from published literature).
Establishing a new technology for achieving sustainable development is urgent demand of the present world. 9 In fact, in the last decade, need for automotive and aeronautical industry related parts have been increased many folds. Consequently, material and resource consumption has undergone a huge growth which leads toward depletion of earth natural resources.
China’s metal processing industry is huge and consuming millions of tons of natural resources every day. For example, in China, the primary sources for the electrical energy production is coal and it is fact that coal possess highest carbon footprints. 10 National Bureau of Statistics of China published an annual statistical report which revealed 38% increase in the energy consumption in 2018 which compared with 2012. 11 Furthermore, 46.6% of the total energy was consumed in the manufacturing sector, thereby intensifying environmental issues in future. Metal processing industries can help rein in this anticipated rise in the energy demand by replacing less-efficient equipment and environmentally unbenign material processing methods with more efficient and eco-friendly material processing methods.
Due to global expansion of industrial and manufacturing setups, international community is searching, switching, and tracking for more green and sustainable manufacturing techniques. Carbon emissions are not eco-friendly and associated repercussions are global warming and serious meteorological deviations. Forty percent of total electric energy consumed by industrial setups leads to carbon emissions. 12 About 32% are indirect CO2 emissions which cover the emission from discrete and additive manufacturing processes while 68% are direct emissions. 13 Similarly, huge amount of dangerous gasses such as CO2 is emitted from the metal forming processes, which pollute the environments. CO2 emission due to electrical energy consumption is relatively lower than the CO2 emission due to indirect resource consumption. From the whole world perspective, industry sector shares 32% CO2 emissions due to electrical energy consumption. For example, application of liquid nitrogen in the manufacturing process is responsible of huge amount of indirect CO2 emissions. Only the industrial sector of China shares 80% of the total of CO2 emissions. 11 Due to the high-pressure of new rules and regulations implemented by environmental protection agencies (such as ISO 14955-1), the Low Carbon Manufacturing (LCM) is becoming indispensable for the metal processing industry.
Incremental sheet forming process
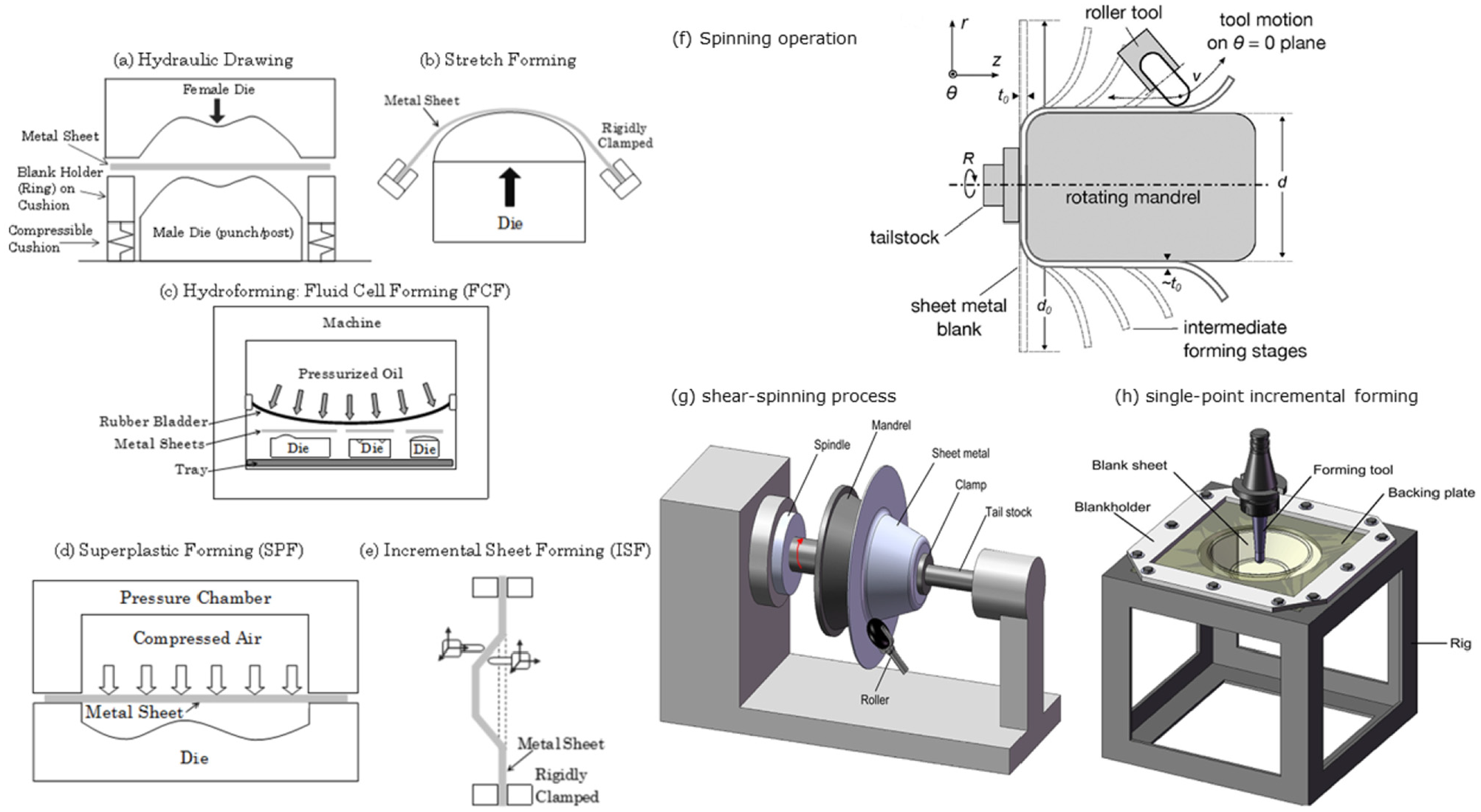
Several forming processes are in practice for discrete manufacturing. These include spinning, flow forming, hydroforming, drawing, stamping, stretch forming and super plastic forming but they all have certain forming constraints, process limitations and sustainability issues. 14 In spinning, a starting blank (flat sheet) is formed into axisymmetric parts using tool which forces the sheet on mandrel.15,16 Flow forming uses ring-shaped starting blank to produce tubular parts along with substantial reduction in the blank thickness while shear forming produces conical and profiled part.17–19 In drawing/stamping method, a flat sheet metal blank is placed in between matched male and female dies which hydraulically pushes together against the sheet blank to get the desired part.20,21 In stretch forming technique, a single male die moves and stretches the clamped sheet metal blank into final shape. 22 Flexforming or fluid cell forming (FCF) belongs to family of hydroforming in which pressurized rubber bladder presses the sheet metal blank against the stationery male dies to get the desired geometries.23,24 In Superplastic forming (SPF) method, a rigidly clamped sheet metal blank is pressed pneumatically at elevated temperatures against stationary die in a pressurized chamber. 25 The schematic of the various sheet forming techniques is shown in Figure 3.
In all pre-mentioned sheet metal forming techniques, expensive shape-dependent tooling are employed for shaping the metals. 28 On the other hand, increasing customization demand call for flexible processes. Several manufacturing processes have been developed to produce highly customized products with reasonable cost. ISF is an emerging manufacturing technology characterized very high flexibility. This avoids use of the dedicated tools thereby enabling forming of complex shapes. The process has shown great economic promise to produce small lots of size up to 600 parts.15,29 Owing to these promising aspects, the process is gaining increasing attention.
The idea of incremental forming using single point cutting tool was first introduced back in 1967 and patented by Edward. 30 ISF is used for both symmetric and asymmetric part fabrication.15,31 It includes single point incremental sheet forming (SPIF), double-sided sheet forming, and two-point incremental sheet forming (TPIF). SPIF is particularly drawing researcher’s attention for the last decade due to its flexibility and low-cost tooling. 32 The forming limit curve appears in ISF reveals enhanced formability as compared to other conventional forming methods. 33 Slow forming speed, and comparatively low accuracy are main issues associated with the process so far.34–36 However, efforts are under way to overcome these issues, such as use of heating while forming and back support.37,38 The industrial applicability and commercial use of the process are consistently increasing with overcoming these bottlenecks and to make the process more sustainable and competitive. Large companies are investing on the process to widen its applications. As instance, Ford Motors, Beauvary GmbH, Nissan and Boeing are implementing this technology for prototypes, customized products and low-scale production.39,40 Among other sectors, ISF applications are better-suited to aircraft/aerospace industry where part production is in small lots.41–43
Industrial applications are documented, in which various part shapes have been fabricated using ISF method. It has broadened its application domain since its emergence. This method has applications in numerous sectors such as biomedical sector (denture base, 44 ankle prosthesis, 45 foot orthosis, facial, cranial and cadaver implants,46–55 knee implants, 56 surgical tools 57 ) and architectural industry (decorative elements and artifacts, 3D roof structure at RWTH, 58 sandwich panels, 59 historic façade construction 32 ). Other prototyping applications cover in aeronautic industry (Gas Turbine diffuser cone, 32 airfoils 60 ), and automotive sector (vehicle head lights reflector, 61 engine intake parts, and heat shields, 62 car body, 63 car fender, 64 car tail light bracket, 65 powertrain guards, 32 motorcycle exhaust pipe cover, 66 Ford Motors logo plate, 67 hood parts of Honda S800, Toyota iQ logo mark on side door panel, 68 and other general parts and dies (shower basin molds for thermoforming, 69 solar cooker, 70 HVAC baffles for efficiency, HVAC shrouds for flow pattern, 32 and bullet train (Shinkansen) components 67 ). ISF is yet passing through the development phase and extensive efforts are required to widen applications window as reviewed in a recent review article by the Hassan et al. 71
Scope and methodology
Literature on ISF and sheet metal forming is continuously adding up with focus on several aspects such as formability, accuracy, mechanics and sustainability.72–75 Available information in the literature covers history, progress, and development aspects of ISF, technological aspects, process applicability, prototype applications, and influence of process parameters on performance measures of ISF etc.17,76–80 Many research scholars have published research on the sustainability assessment of ISF either discussing energy consumption or carbon emission or product cost as sustainable indicators.81,82 However, according to the author’s best knowledge, any study entailing critical review on the holistic sustainability performance of ISF process has not been published. This review primarily aims at contributing to the extensive review of electrical energy consumption, CO2 emission, production cost, process time as well as wastage of materials during incremental sheet forming operations of various materials belonging to different material families such as polymers, composites, and metal alloys. In addition, latest research trends and issues to achieve the sustainability of the ISF process has been addressed. The framework/layout of this review study is depicted in Figure 4. The studies addressing sustainability issues in manufacturing section are exponentially increasing since the last decade while maintain the same momentum. The temporal distribution of papers cited in this review article is depicted in Figure 5. The findings from these articles are discussed and analyzed. The platform used for articles search is google scholar. More than 900 articles were found published with keywords: SPIF; single point incremental sheet forming; incremental sheet forming. These articles were further filtered to those containing material related to “sustainability of incremental sheet metal forming, that is, power requirement, energy consumption, CO2 emissions, process time, product cost, process time, and material wastage in single point incremental sheet forming.”
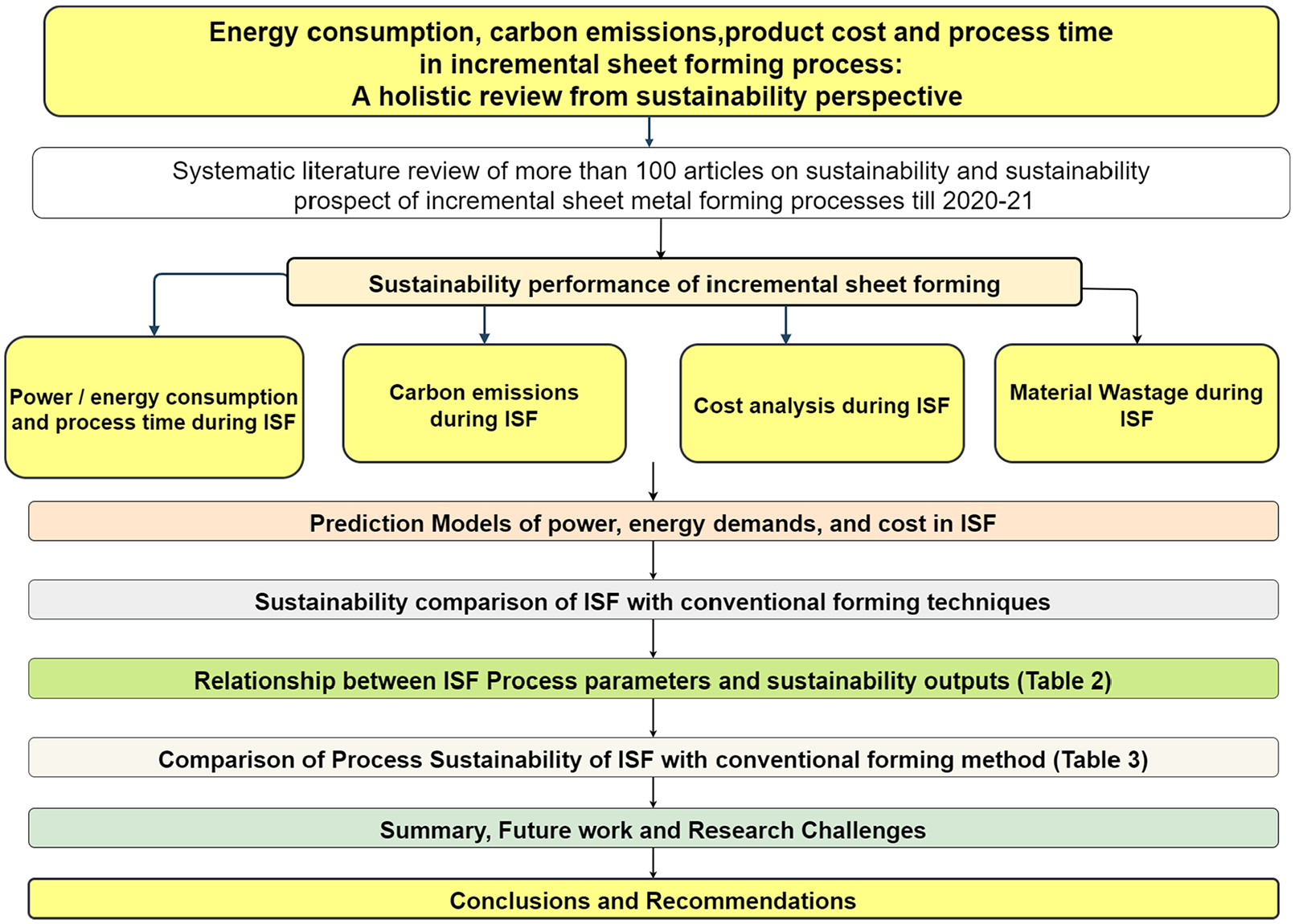
Framework/methodology/layout of this review study.
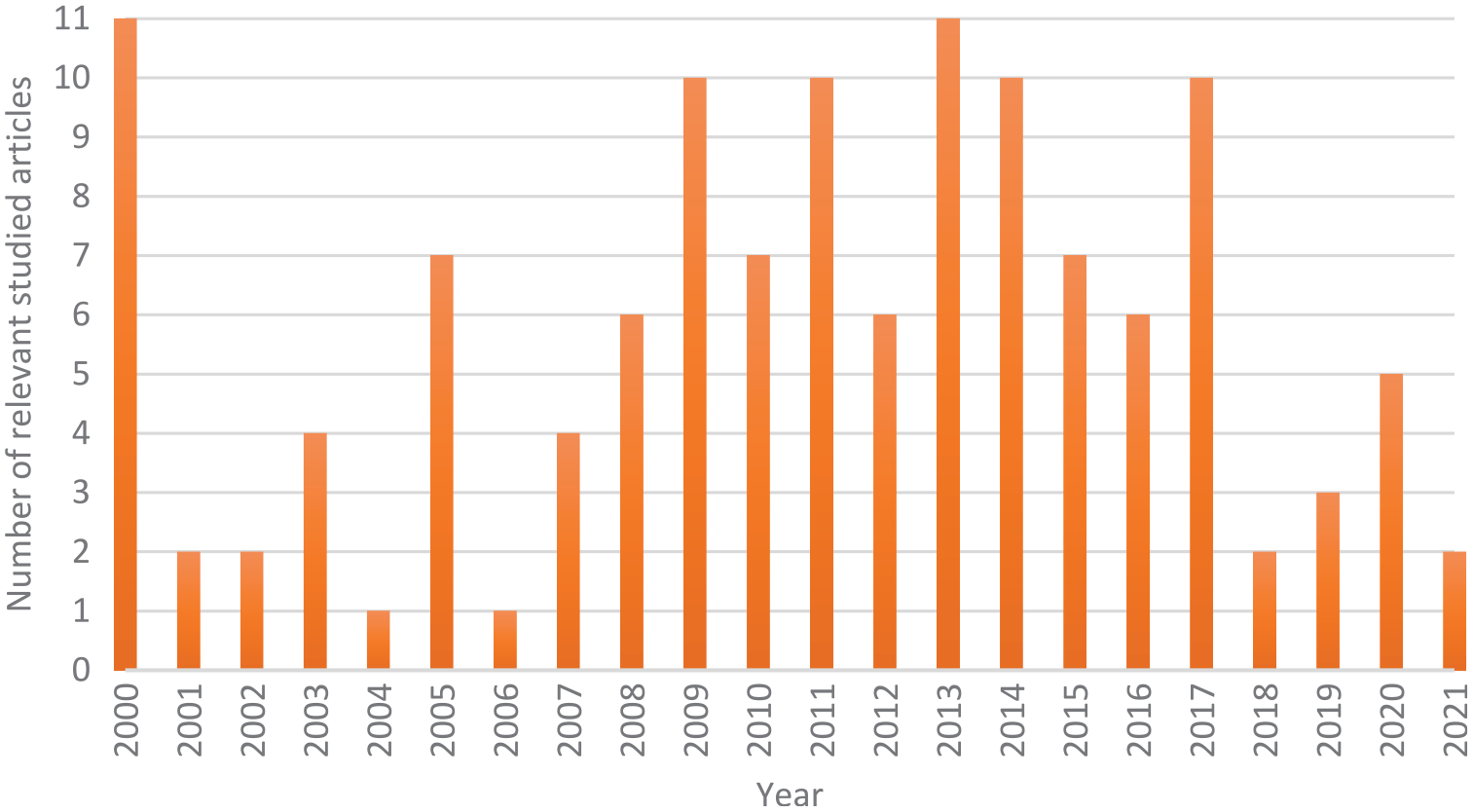
Temporal distribution of reference articles.
Sustainability performance of incremental sheet forming
Sustainability performance measures of ISF with respect to its process parameters are summarized and discussed in this section. The ISF sustainability measures include power requirements, energy consumption, process time, CO2 emissions, production cost, and material wastage. The information provided here involves research work which address direct or indirect effects and/or contributions to ISF sustainability.
Power/energy consumption and process time during ISF
Power requirement, energy consumption, and process time are substantially interlinked. Due to this fact, many researchers choose to discuss their relationship in a combined manner. Electrical power consumption of machine tool is divided into two states; “base state energy” consumption, and “forming state energy” consumption. Computer start-up, loading unit, lubrication, cooling fan, and running motor in unloaded condition are included in basic state energy consumption, while sheet forming energy consumption is counted in forming state energy consumption.
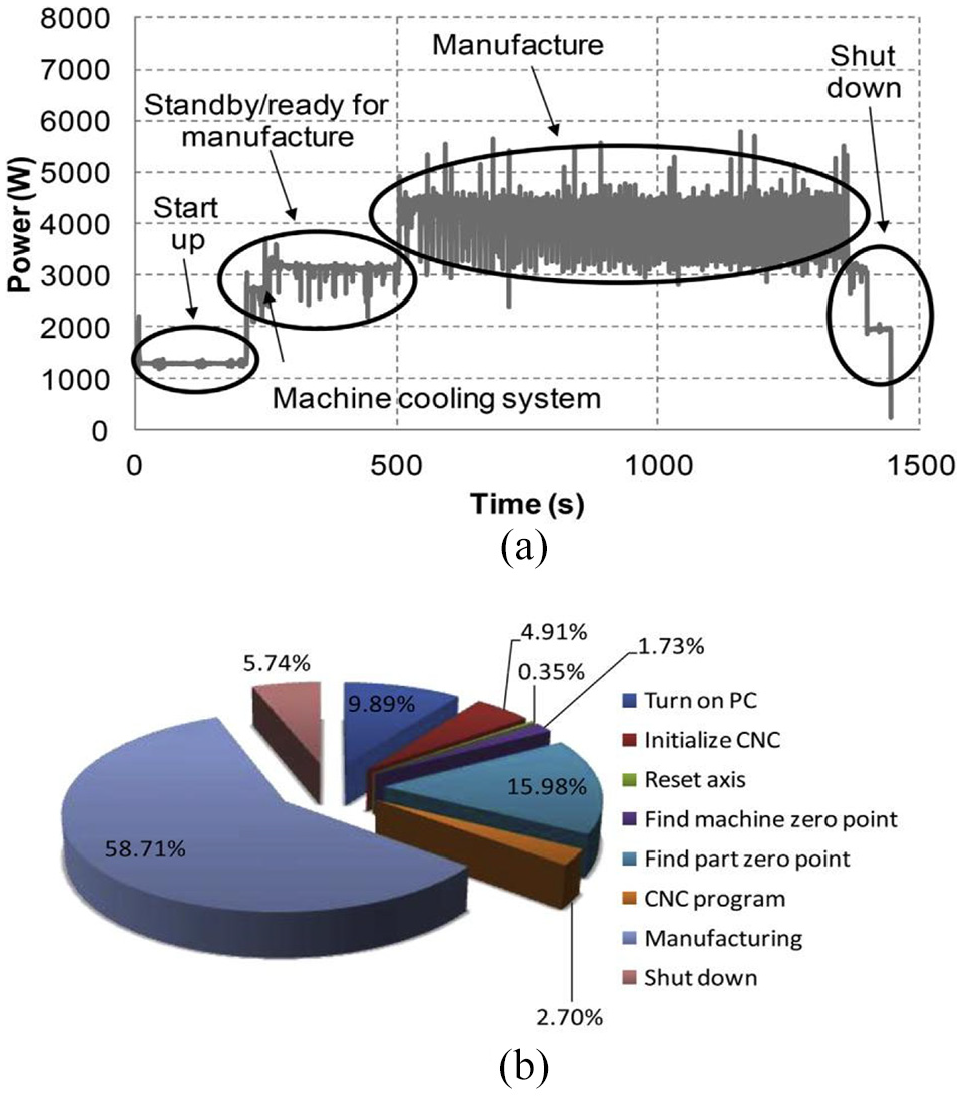
ISF is generally performed employing three-axes CNC machine tools, which possess computer control for path and tool programing. Electrical power is consumed from process start-up to shut-down. Power consumption profile and time share profile are classified into four stages as given below and depicted in Figure 6(a) and (b), respectively.83–85
In second stage, the sharp rise in power consumption is identified, due to pneumatic activation, cooling system, and spindle run)
In ISF, total power requirement is dominated by baseload power, meaning standby or idling power. 86 Electrical power intensity requirement in ISF is independent of step size and feed rate. 87 In light of the available literature, largest power peak requirement for ISF is claimed to be 3–3.5 kW.14,88
Polymer sheets are incrementally formed to assess and highlight those forming parameters which reduce power peaks, energy consumption, and process time during ISF. 85 For that purpose, two polymers are incrementally deformed. Influence of spindle speed variation on energy and environmental parameters are reported. After testing different spindle speeds without any material forming, a notable difference in power requirement and energy consumption is observed in manufacturing stage. Another scholar developed a theoretical model to study and analyze the effect of feed rate and step size on the energy and power consumption during ISF. It is found that feed rate has the greatest impact and influence on sheet forming power, processing time, feed axis power comparatively. 89
Cooper et al. 90 investigated electrical power requirement while forming four truncated cone under different conditions of ISF. It is reported that changes in all forming parameters have minimal impact on power requirement. Also, power drawn is independent of part material and forming mode (single sided incremental forming or double sided incremental forming). Furthermore, it was noticed that electric requirement is primarily dependent on forming time which is further influenced by step size, feed rate, and part dimensions.
Beside power requirements, electrical energy consumption during ISF-formed part is also critical as hike in energy consumption increases energy-cost of the product.16,91,92 The total electric energy is the sum of direct energy and ancillary energy and embodied energy consumed for each combination. Direct energy includes electrical energy consumed in sheet deformation, rotation of loaded spindle, and running of motor for table movement. Ancillary energy is composed of electrical energy dissipated in pneumatic system, cooling system, machine support system, and control systems. However, embodied energy is the amount of energy consumed due to resource consumption.
Energy consumption and process times for different process parameters during ISF of bowl are studied by Branker 93 in his published thesis. It is observed that change in tool size and lubricant used has negligible effects in energy consumption. However, increase in the feed rate and step size reduces process time and results in decrease in energy consumption. Therefore, energy consumption and process time is inversely proportional to feed rate and step size. It is noteworthy that power peak rises up with increase in feed rate and step size. Feed rate and step size influences the energy consumption, and high feed rates and greater step size in ISF result in low energy consumption as depicted in Figure 7. As presence of lubricant during ISF is highly necessary and unavoidable. The energy consumption due to change in lubricant types is almost negligible (2.4%).
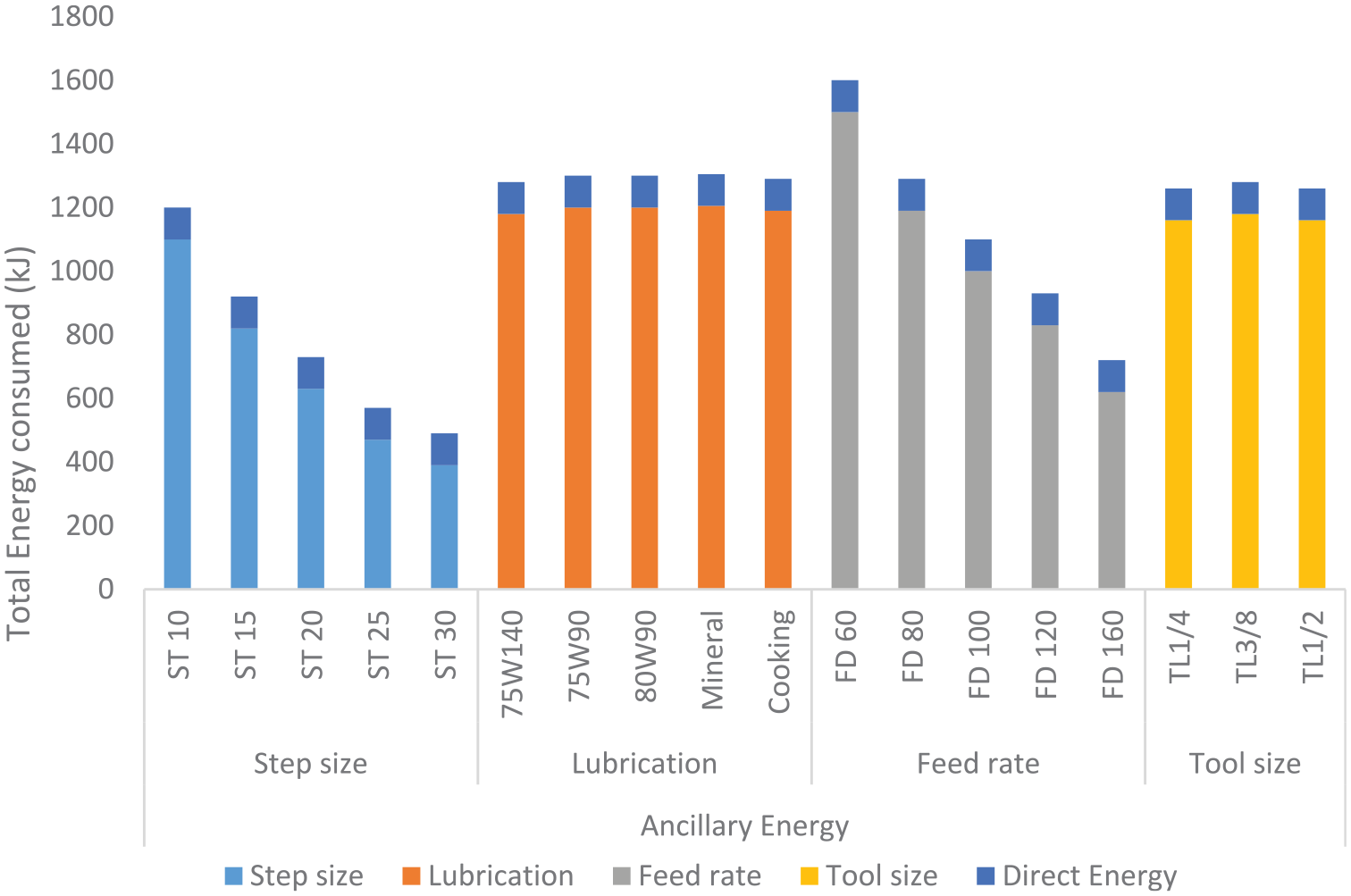
Effect of process parameters on total energy consumed during ISF-bowl (drawn on basis of the data retrieved from published literature) 93 .
Bagudanch et al. 85 reported that spindle speed is the primary energy consumer in ISF. Hussain and Al-Ghamdi 83 established a model to gage energy efficiency or to estimate deformation power requirement to select appropriate machine tool for sheet forming. Tool rotation and wall angle are critical parameters in total power requirements. During ISF, selection of low tool speed and small wall angles, high values of step size and feed rates, simultaneously reduces energy consumption and enhances productivity.
Ingarao et al.94,95 claimed that energy consumption reduces with decreasing forming time with toolpath optimization as well as with increasing feed rate. It was noticed that power consumption of CNC machine tool almost remains unchanged for processing different sheets. The required power for machine tool is much higher than forming sheet. Using 3-axes CNC milling machines (MAZAK NEXUS 400 A and MAHO 600C), experiments were conducted to reveal the energy efficiency or E-fraction, that is, Ratio of deformation energy to total energy consumption which is found in range of 0.11%–0.12%. It is due to fact that major chunk of available energy is consumed in standby running auxiliaries. It is recommended to restructure the CNC machine tool for sheet forming to reduce energy consumption by standby/idle running auxiliaries.
Dittrich et al. 86 investigated six case studies forming three different shapes (Dome, Box, and Cone) and observed the energy consumption in the ISF-formed part. It was found that tool movement and forming consumes 16%–22% of the energy while the rest of the total energy is consumed idle running (power supply, controllers). Li et al. 96 found that increasing step size and reducing wall angle reduces forming energy during ISF, and also concluded that sheet thickness influences forming energy requirements.
Branker et al. 87 analyze energy data profile used for hat fabrication from Aluminum 3003-O using ISF method. It was found that direct energy contributes only 16% of total process energy during ISF (Spindle and axes movement consumes 13.8% and sheet forming consumes 2.6%) and ancillary energy contributes in bulk such as 84% approximately. It was further concluded that the direct energy for producing hat using ISF technique with modified parameters is increased from 16% to 27%. In addition, stock or virgin materials are primarily contributing to energy and CO2 emissions when compared to recycled materials. It was found that forming cost covers a major segment of the total cost which is reduced to 93%–80% for hat. The same authors found that if feed rate and step size is doubled, the energy consumed and process time roughly reduces by threefold. Similarly, contribution of ancillary energy reduces from 84% to 73% while direct energy increases due to increase in power peaks. Deformation energy also decreases significantly. After increasing the feed and step size twofold, the surface finish from outside and inside of part remains the same, even when finishing is more for this case. It is also noticed that Machine tool used in ISF results in reduction of process efficiency.
Ingarao et al. 88 investigated the effect of sheet thickness, sheet strength, formed shape, and sheet material on process energy consumption. It is observed that energy increases slightly with increase in sheet strength and sheet thickness; however, energy difference decreases significantly for increasing thickness. It was noted that sheet material variation considerably affects the energy requirement. Effect of energy on formed shape is investigated, where it is reported that pyramid shape consumes greater energy than cone shape due to larger tool displacement. It was noticed by Liu et al. 89 that influence of sheet thickness and tool diameter is negligible on processing power, processing energy, energy efficiency, and power efficiency.
The pre-discussed research literature shows a relationship between process parameters and energy consumption and power requirement during ISF. Change of sheet material, sheet thickness, sheet malleability, geometric shape, and lubricant type on energy consumption and power requirements is also discussed and summarized.
Carbon/CO2 emissions during incremental sheet forming
Electrical energy consumption is responsible for the second largest CO2 emitter. 87 Manufacturing sector uses fossil fuel energy which is a major contributor in CO2 emissions.97,98 Metal processing setups in European countries consume 14.3% of the total electric production which results in indirect CO2 emissions, ultimately causing eco-damage. 99 In US, 31% of total energy is consumed by industrial sector in which 65% is consumed by manufacturing sector. 5 Manufacturing sector in European Union countries generates 19% of total green-house gas emissions. 100 This review aims to create awareness so that governments may consider to ban and impose taxes on processes leading to greenhouse emissions. CO2 emission tax is now a key consideration while assessing sustainability model of different manufacturing processes.97,101
In manufacturing industry, Carbon Emission Signature (CES) is the measure/estimation of CO2 during manufacturing of parts, that also indicates as to which process is less or more harmful to environment. 102 The CO2 emission intensities for each component involved in CO2 emission during SPIF with respect to its reference are provided in the literature and available databases. Carbon emission intensities for different materials are also available in the literature.103,104 CO2 emission intensities for tool size and lubricant are also documented.105,106 Emission from electric energy consumption can easily be accessed. CO2 emissions from electric energy consumption vary among countries and are reported in the literature. 107
The electric energy from fossil fuels, materials and lubricant used during forming are the major source of CO2 emission.98,108,109 Emission intensities (CO2/kg) are reduced by 28%–33% when recycled aluminum sheet was used instead of virgin aluminum sheet. It is further reduced by 85% when 100% recycled sheet is used during ISF. Emission intensities (CO2/kg) for cooking oil ester is 0.51 kg/L which is 80% more than mineral gear oil value of 3.30 kg/L 104. It is demonstrated that both have the same friction coefficients and produce the same surface finish. Emission intensities (CO2/kg) for virgin form tool is 80% more when compared to re-manufactured tool which was re-ground up to fivefold in its life cycle. 84
Effect on CO2 emissions for modified ISF parameters; such as double the feed rate and step size, Aluminum sheet with 33% of recycled contents, cooking oil and reproduced ISF tool is studied by Branker et al. 87 while forming Al-3003-O sheet in to hat shape using ISF. It was found that CO2 contents reduced by 28%–31% as compared to pre-modified ISF parameters which result in saving 0.06% $ per hat at a cost of 50$ per ton of CO2. Also, it is claimed that stock or virgin materials were predominantly contributing to CO2 emissions when compared to recycled materials.
Sustainability of manufacturing processes always encourage reduction in carbon emissions. Beside energy requirements, Branker 93 in his published thesis also reported CO2 emission with respect to ISF parameters include feed rate, tool size, lubricant type and step size. CO2 emissions are majorly dependent on electric energy consumption. It is noticed that variation in CO2 with changing lubricant type and tool size is negligible. Similar to feed rate, CO2 emission reduces with increase in step size. It is obvious that reduction in process time lowers CO2 emissions. It is highly recommended to use cleaner and eco-friendly lubricant during forming in ISF, however cooking oil ester shows low carbon emission without losing the part quality in ISF.
To sum up, CO2 emissions with respect to ISF forming parameters were studied in various research work. Major causes of CO2 emissions are electric energy from fossil fuels, sheet materials and lubricant type used during ISF. Generally, higher feed rates and step size emit less CO2 due to low process time and energy consumption. Tool size and lubricant types (except cooking oil) have no significant effect on CO2 pollutes. Stock or virgin sheet materials are primary reasons of CO2 emissions when compared to recycled materials.
Cost analysis during incremental sheet forming
Research studies target sustainability of available manufacturing processes through mainly working on energy management and CO2 emission costs.98,110,111 In manufacturing processes, cost estimation models are of two types; macro-economic model that estimates cost for product in batches, and micro-economic models estimates cost per part being manufactured or machined with in-depth analysis. 112 Micro-economic model is further categorized into direct and indirect cost models.110,113 Traditional cost model covers only direct cost without incorporating energy and carbon cost impacts114–116 while modern economic models implicitly work on inclusion and calculation of carbon and energy management cost as shown in Figure 8. 93
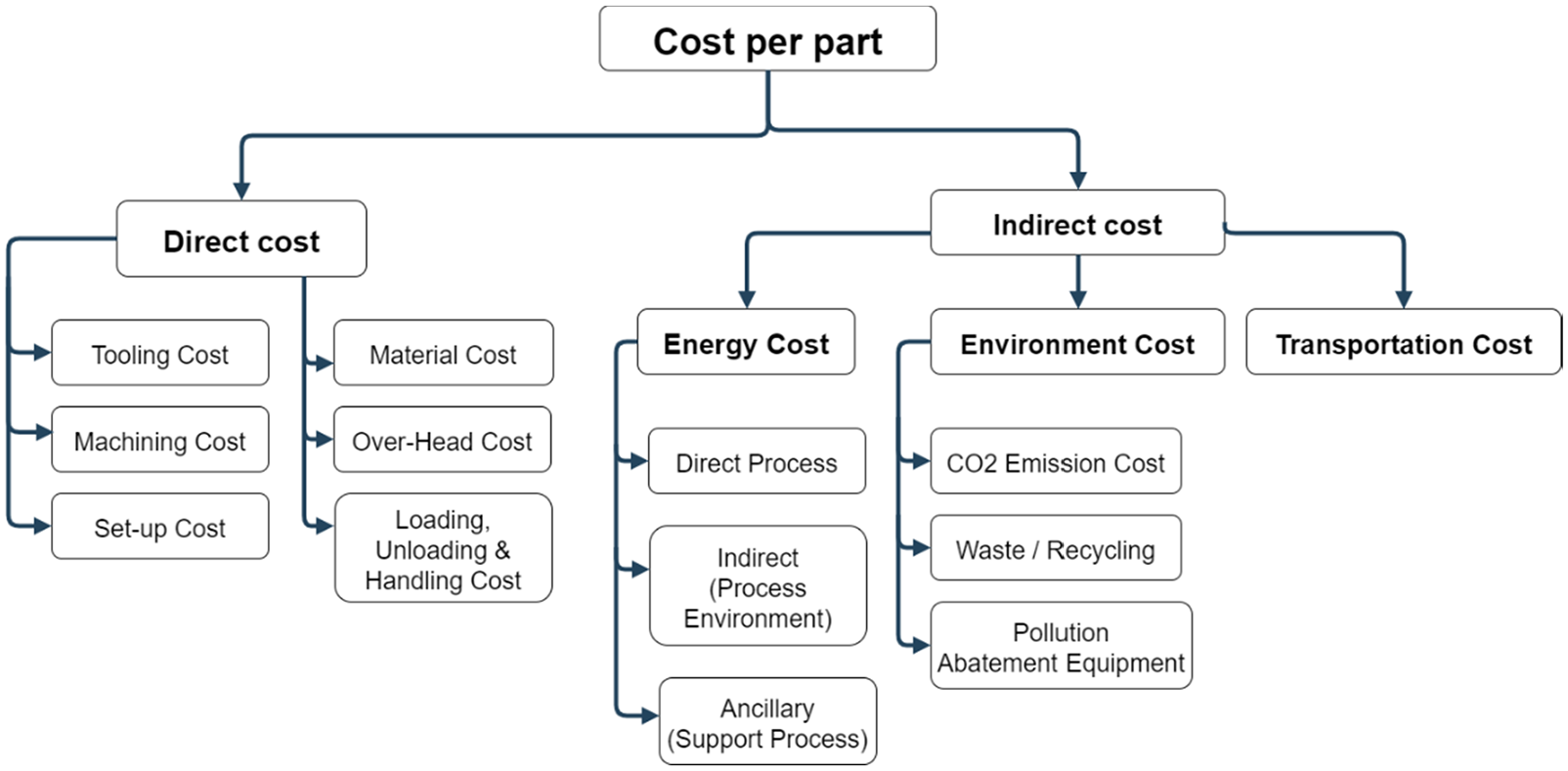
Components of cost model (direct and indirect cost)/part manufactured.
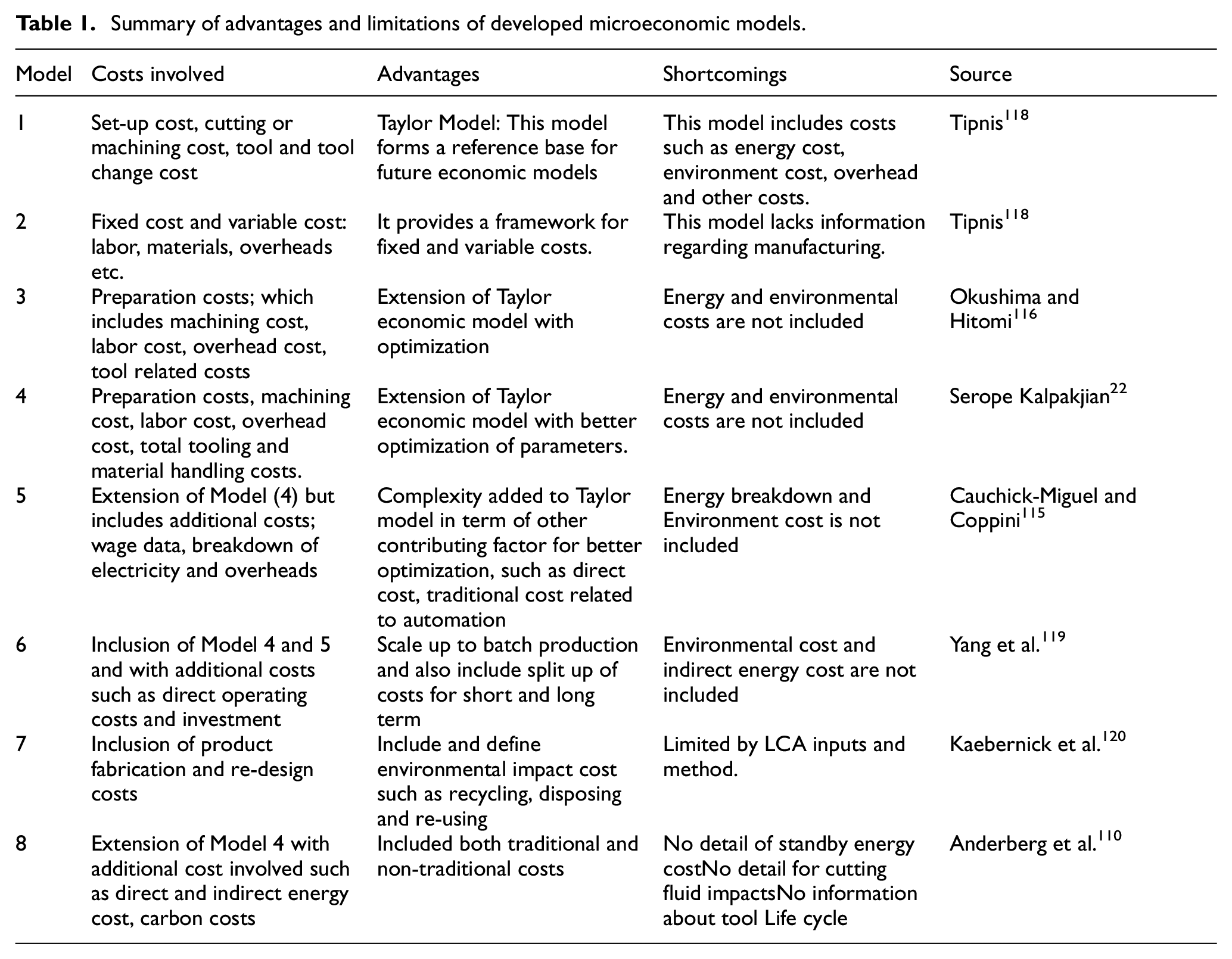
Cost analysis and economics are indispensable in any production process and manufacturing technique. Cost estimation models are developed in consideration with energy and CO2 emissions. Author’s model used for optimization in process parameters during ISF as well as cost minimization per part. 93 Traditional cost estimation model in manufacturing processes covers direct costs such as materials, labor, equipment, tools, processing times, etc. 117 However, sustainability issues and global environment concern modified the existing model by including energy consumption, CO2 emissions, and transportation as indirect costs during part production.85,110 The assessing parameters which are used to calculate manufacturing cost per part cost are summarized in Table 1.
Summary of advantages and limitations of developed microeconomic models.
Massachusetts Institute of Technology (MIT) evaluated the ISF business models and suggested that in America, the sheet forming industries can save up to 12.3 billion US dollars per year if they adopt ISF technology for making products and real-time applications. 121
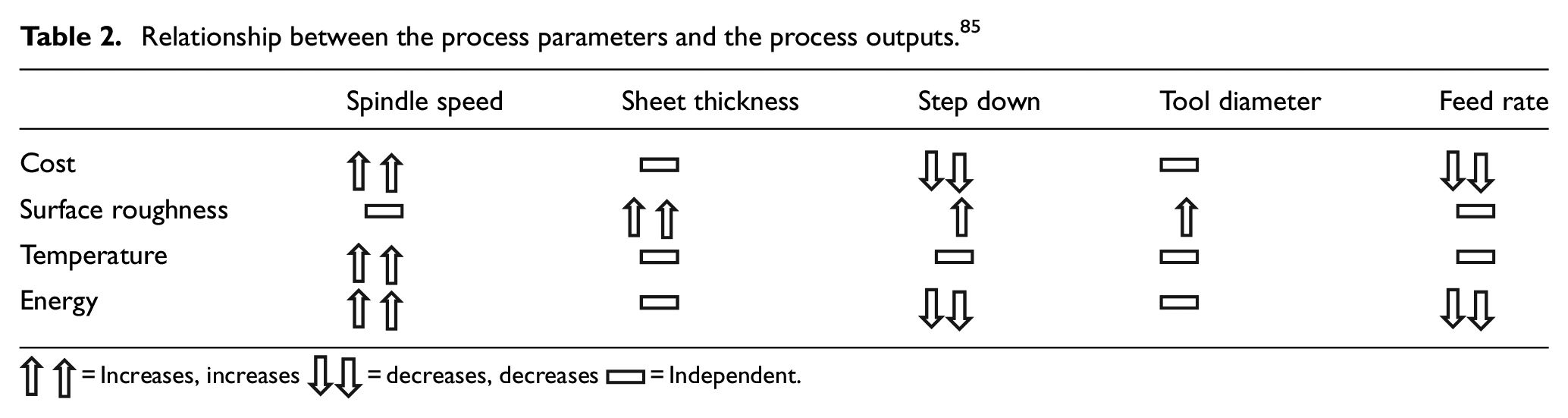
Bagudanch et al. 85 proposed the forming parameters to reduce production cost for forming of the thermoplastic materials. The conditions comprising of 0.5 mm step down, tool diameter of 10 mm, free spindle speed, and feed rate of 3000 mm/min appeared as most conducive set of parameters to produce cost-effective parts along with minimized energy consumption. Moreover, these conditions were found to minimize the surface roughness. They draw a relation between inputs and outputs of the process. As shown in Table 2, any increase in the spindle speed increases the cost, temperature and energy consumption while surface quality remains insensitive. The increase in the sheet thickness causes an increase in the roughness while others remain unchanged. An increase in the step down causes an increase in the cost and energy. An increase in the tool diameter only affects roughness. The increase in the feed rate decreases cost and energy demand. From these results, it can be deduced that cost and energy are directly linked in a way that if one increases, the other also increases. However, this is not a generic conclusion. Detailed studies with varied materials and conditions should be conducted to draw a generalized conclusion.
Relationship between the process parameters and the process outputs. 85

 = Increases, increases
= Increases, increases  = decreases, decreases
= decreases, decreases  = Independent.
= Independent.
Branker 93 calculated part cost using an economic model developed for ISF processes. Minimum, maximum, and base cost scenarios for ISF bowl with varying feed rate, lubricant, tool size, and step size are formed and discussed. It is estimated that forming cost per part dominates each scenario ranging from 70% to –90% of the total cost. Carbon emission cost has a very small contribution on total cost per part. He found that feed rate and step size are the major contributors in the cost of ISF-part as shown in the Figure 9. Hussain et al. 83 concluded a similar finding stating that forming cost (Cf = 52%–83%) is the greatest while environmental cost (0.65%) is the least one among different cost components thereby concluding the ISF is an environment friendly process.
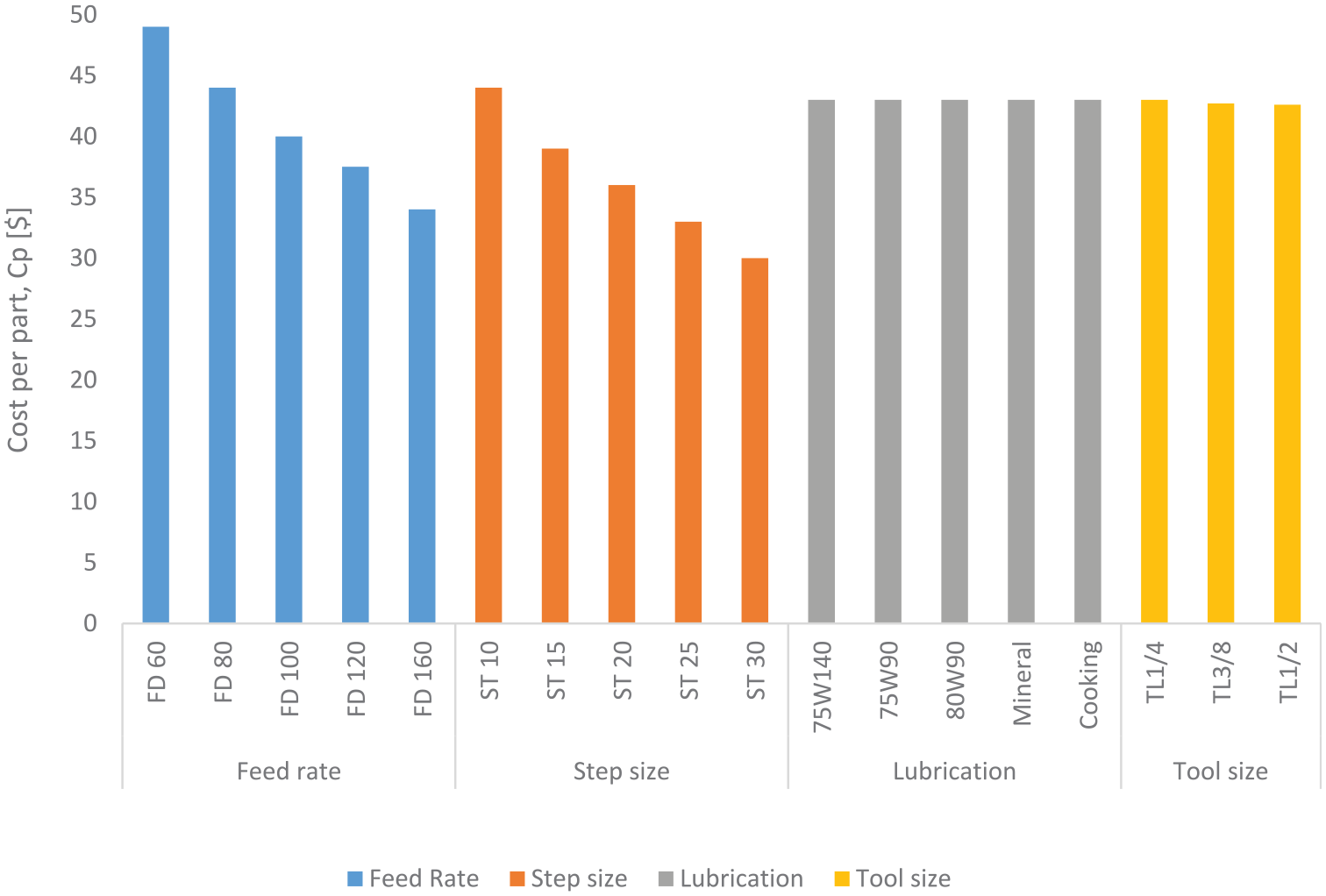
Effect of different parameters on cost per part for ISF-bowls (Drawn on basis of the data retrieved from published literature). 93
In another study, Branker et al. 87 analyze the effect on cost per part when feed rate and step size are doubled during hat fabrication from Aluminum 3003-O using ISF method. The input cost per part reduces due to decrease in energy use, cheaper lubricant use (cooking oil), and low carbon cost. Labor cost also decreases due to significant decrease in process time.
In conclusion, cost is one of the essential elements in the evaluation of process sustainability. Various models have been tabulated which can be utilized in the economics assessment of different manufacturing processes. Generally, it is noticed that forming cost is the greater among all cost in ISF-parts. Environmental cost is much less of the total part fabrication cost. The research trend shows that carbon emission cost has a very small contribution on total cost per part. Therefore, low environment cost increases acceptance of this technique. Feed rate and step size are major contributors in the cost of ISF-part. Cost increases with increase in spindle speed while decreases with increase in step size and feed rates.
Material wastage during incremental sheet forming
Material wastage is one of the critical considerations in sustainability analysis of forming methods. In one of the case studies in automobile sector, Omar 20 reported that 35% of blank sheet material is scrapped without being used in making parts while employing conventional forming methods. Scheffler et al. 122 reported that most of outer skin parts of the demonstrator vintage car, the required sheet material and tooling cost using ISF method is less than deep drawing and hydroforming. Researchers 86 studied part-to-blank ratio for ISF-cone and pyramid geometries, and found that trimming yield was up to 15% in stamping, and up to 65% on average for car parts 20 and 68% for car doors. 123
In another case study, material yields range from 58% to 63% for stretch forming; whereas for superplastic forming it ranges between 40% and 58%. 90 Ingarao et al. 88 highlight that blank material requirement for identical shape reduces for ISF than classical stamping due to continuous sheet thinning and stretching. ISF requires less sheet blank due to continuous local stretching and deformation of sheet which result in sheet thinning into final geometry. Comparative analysis of ISF and conventional deep drawing techniques shows that ISF is material efficient and save around 10% of material in comparison with the latter one as shown in Figure 10. In another comparative study, researchers 84 found that for the pyramid part with similar dimension, sheet blank material is saved by 24% in ISF when compared to conventional stamping.
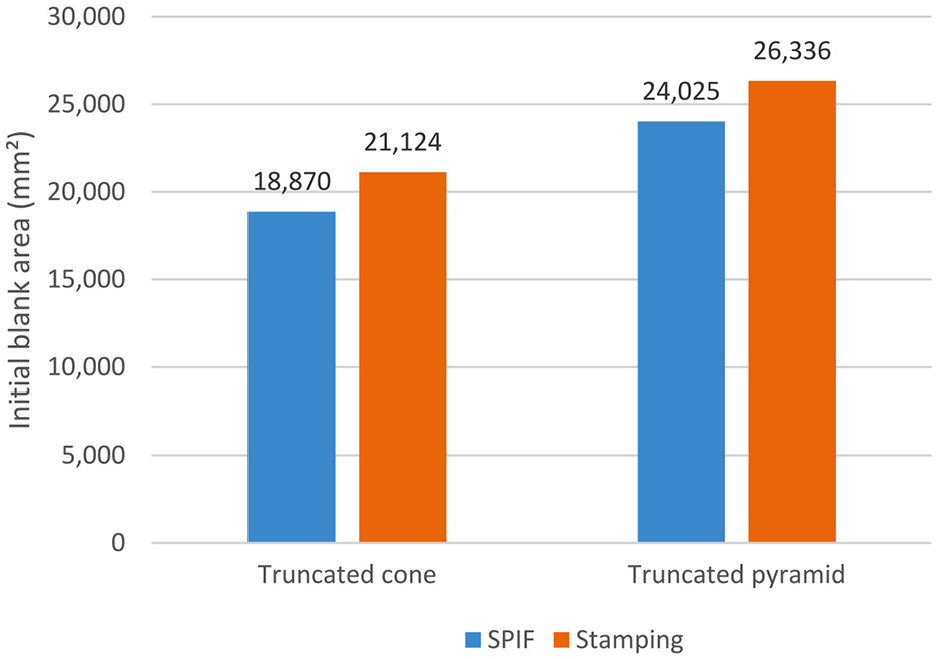
Requirement of initial blank area (ISF vs Stamping) for identical parts (drawn on basis of the data retrieved from published literature).
The aforementioned research shows that ISF can be a material efficient process unlike some other forming methods. The material saving characteristics of ISF manifests itself as a promising technique demonstrating its acceptance and sustainability.
Prediction models for various sustainability indicators
In this section, mathematical models of cost and energy prediction presented by researchers are summarized in detail. Conventional and non-conventional models are available in the literature for cost analysis of ISF process. The power can be directly measured using gadgets, or indirectly calculated using theoretical equations.
Prediction of power/energy consumption in ISF
Power consumption is calculated for ISF and estimated as mean values of noted intensity of recorded values as given in equation (1) 85 ;

where P: power consumption (Watt), V: machine voltage (Volts), I: current intensity (Amperes), and cosθ: phase difference between intensities.
Energy consumption is calculated using equation (2).

Where, E = Energy consumption (Joule), t = Time consumed (seconds)
Prediction of cost in incremental sheet forming
There are different equations developed to calculate the total ISF cost. Most of the equations developed are based on conventional models without including environment cost, whereas some researchers developed equations with environmental aspect included. The models are presented as follows;
Hirt et al. 124 present an equation model to calculate the total cost of ISF (CISF) as given in equation (3) and defined through Appendix A shown in Appendices section

where; C SETUP=(V SETUP × C Manufacturing × KComplexity)/ N Parts
C MAN = R MAN × t MAN × NMAN
C MACH = R MACH × tPart
Ambrogio et al. 125 developed an equation to estimate the total cost of ISF (CISF) as provided in equation (4) and explained via Appendix B;
where; C MAN = (MS × 13 × 1.5)/(250 × 80)
C Pow = P Pow × K u × UPow
C MACH = [(1 + i) n . i ] . CM/[((1 + i) n –1) × 200]
C ind = (C Pow + CMAN). λ
M = C ind + C MACH + CMAN
C Pos = t pos × M
C SETUP = t SETUP × M
C Pr = CMAN1 × t Pr
After studying available economic models for manufacturing processes,22,110,115,116,118–120 as shown in Table 1, Branker 93 developed an LCA (life cycle analysis) based cost framework for ISF through compiling conventional, energy, and environment costs. LCA has certain constraints, and is not yet fully matured to be used to develop a sustainable economic model.98,126 However, it is a more powerful tool when used with existing economic models. 9 Keeping process sustainability in view, a new economic model based on life cycle analysis method is developed. Apart from conventional cost implication, CO2 emissions and energy consumption cost are important terms incorporated in sustainability economic model. The total ISF product cost (CISF) is the sum of the following cost mentioned in equation (5) and explained with the help of Appendix C.85,93
Where; C F = T F × K F
C I = T I × K F
C S = T S × K F /NP
C T = [TC × KF+ KT ] . TF/T
M = C ind + C MACH + CMAN
C DM = K m × DM
C IDM = [K LF × LF ] + [K L × L]
C ED = K E × ED
C EA = K E × EA
CENV = [E CO2+ LF CO2+ L CO2+ TL CO2+ DM CO2] × K CO2
Sustainability comparison of ISF with conventional forming techniques
Sustainability oriented analysis of ISF with other forming methods is reviewed in this section. The sustainability-based comparison of ISF process is carried out against deep drawing/stamping, stretch forming, hydroforming, and other conventional methods.
In forming techniques, major chunk of deformation energy is converted into heat energy where process is highly irreversible. 21 Like subtractive manufacturing processes, exergy of blank sheet and formed sheet yields exergy balance in approximation in sheet forming processes. In conventional forming techniques, average electric energy consumption is almost 575 kJ/part. For a small batch production (200 parts), exergy input (lubricant, material, die, electric energy) per part (MJ/part) for ISF and conventional stamping or hydroforming was compared. The results showed Cumulative Energy Demand (CED) for ISF is much lower than conventional forming and hydroforming. For small production runs, the average energy efficiency of ISF is 88%, whereas it is 73% for hydroforming, and 63%–83% for conventional stamping depending on die materials. 86 For small batch of less than 30 parts, ISF is energy efficient or less energy intensive when compared to stamping, superplastic forming, stretch forming, and hydroforming. 90 For large volume, the efficiency decreases because upfront die-cost is amortized over parts produced.
Cooper et al. 90 reported that baseload power requirement in ISF is less when compared to other forming methods. It is 0.7 kW in ISF, 19 kW in drawing and 53 kW in stretch forming. Similarly, CED (MJ/part) or primary energy demand in ISF is less than any other forming method; 187 MJ/part for ISF, 2703 MJ/part for stamping, 333 MJ/part for hydroforming, and 7210 MJ/part for superplastic forming. The CED for different forming methods for die-lifespan of 100 parts are summarized in the Figure 11. It is concluded that ISF has the potential of energy saving when compared to stamping having a die-lifespan of less than 100 parts. It is also noted that the CED saving for ISF decreases with increasing lot size and forming depth; however, increases with increasing part surface area. 14
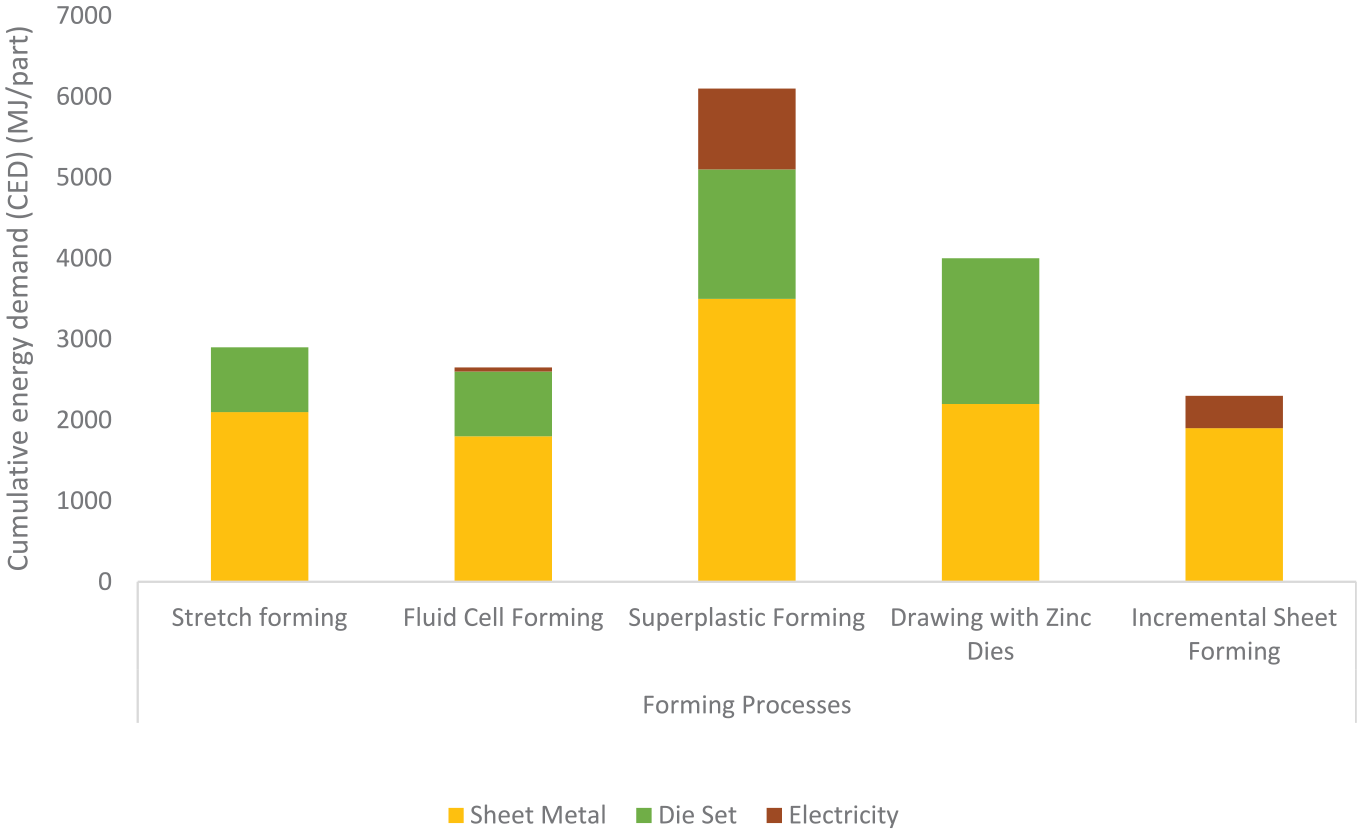
Comparison of Cumulative Energy Demand (CED) for different forming method for a production number over the die lifespan of 100 parts. 14
In recent study, Cooper and Gutowski 127 witnessed the cost and energy saving across car parts developed using double-sided ISF in single vehicle development. It is found that for the batch of 20 parts prototyping, the cost and energy savings are up-to 1.46 million US dollars and 1.98 TJ (terajoules) respectively when compared with same parts fabricated using zinc die drawing. Further, it is reported that cost saving are 0.41–0.59 million US dollars for the batch of 250 cars. Likewise, the energy saved for the same lot ranges from 0.81 to 0.87 TJ (terajoules) when compared drawing method.
Ingarao et al. 88 noticed that metered energy consumption and forming time for ISF is much higher than stamping for identical part forming. This is due to fact the energy consumption is not only force dependent but also rely upon tool displacement which in case of ISF is greater and time consuming. However, on the other side, high upfront cost for tooling and die requirement for stamping make the process less appealing. In stamping, the punch force influences energy requirement during forming. It is observed that energy consumption increases with increase in sheet thickness due to increase in punch forming load. Energy saving up to 35% is observed when thickness changed from 1.5 to 1 mm. Effect of part shape on energy consumption is negligible for stamping, while it is shape sensitive in ISF. Similar to ISF, energy consumption in stamping is not significantly influenced by material type. 90 However, ISF demands a way lower energy (i.e. 95%) than stamping in order to fabricate the same part, 125 as presented in Figure 12.
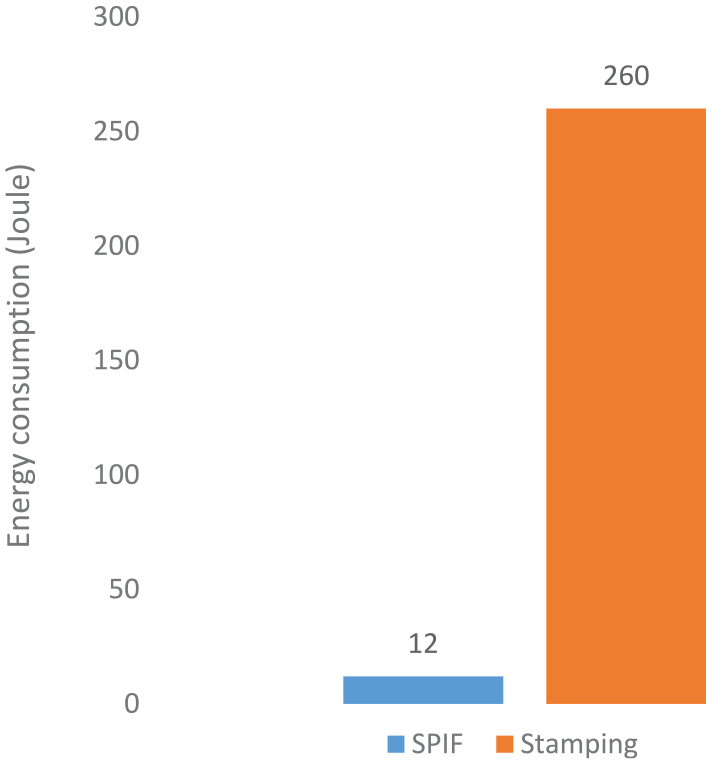
Energy consumption in ISF and stamping for the same part.
Another research study revealed that forming energy requirements during sheet part fabrication is much less when compared to energy required in sheet making and die fabrication. 14 ISF avoids use of expensive dies, which in turn, increases its sustainability prospect when compared to other conventional methods. Researchers found that tooling cost in modern forming techniques such as ISF is reduced up to 90% when compared to deep drawing/stamping. 128 Similarly, if we compare ISF with stretch forming, the upfront tooling cost of stretch forming is less than stamping or deep drawing, but more than ISF. Also, it cannot be used for complex parts and detailed features, unlike ISF. 129
Dittrich et al. 86 observed that CO2 emissions for ISF is significantly less when compared to conventional forming and hydroforming. It is due to upfront or cumulative energy saving. It is claimed that, from environmental perspective, ISF is advantageous for small batch lots than conventional forming and hydroforming.
Apart from energy consumption, power requirement, cost, and CO2 emissions; other process parameters are also compared from sustainability prospect. It is claimed that strain levels in ISF are more in comparison to deep drawing which make it a more suitable forming process for lightweight materials. 117 High and super imposed thickness shearing lifts the forming limit diagram allowing greater surface strain when compared to other forming methods.130,131 It is reported that for the identical parts, forming force requirement for ISF-formed part is much lower than conventional stamping, however, higher number of cycles or displacement of tool consumes greater amount of energy. 88 Despite slow forming times in comparison to conventional forming techniques, 34 none or short lead time prior to production start and low tooling cost can make ISF more sustainable when compared to stamping, stretch forming, and other conventional forming methods. 14 Comparison of process sustainability parameters of ISF with conventional forming methods is given in Table 3.
Comparison of process sustainability of ISF with conventional forming method.
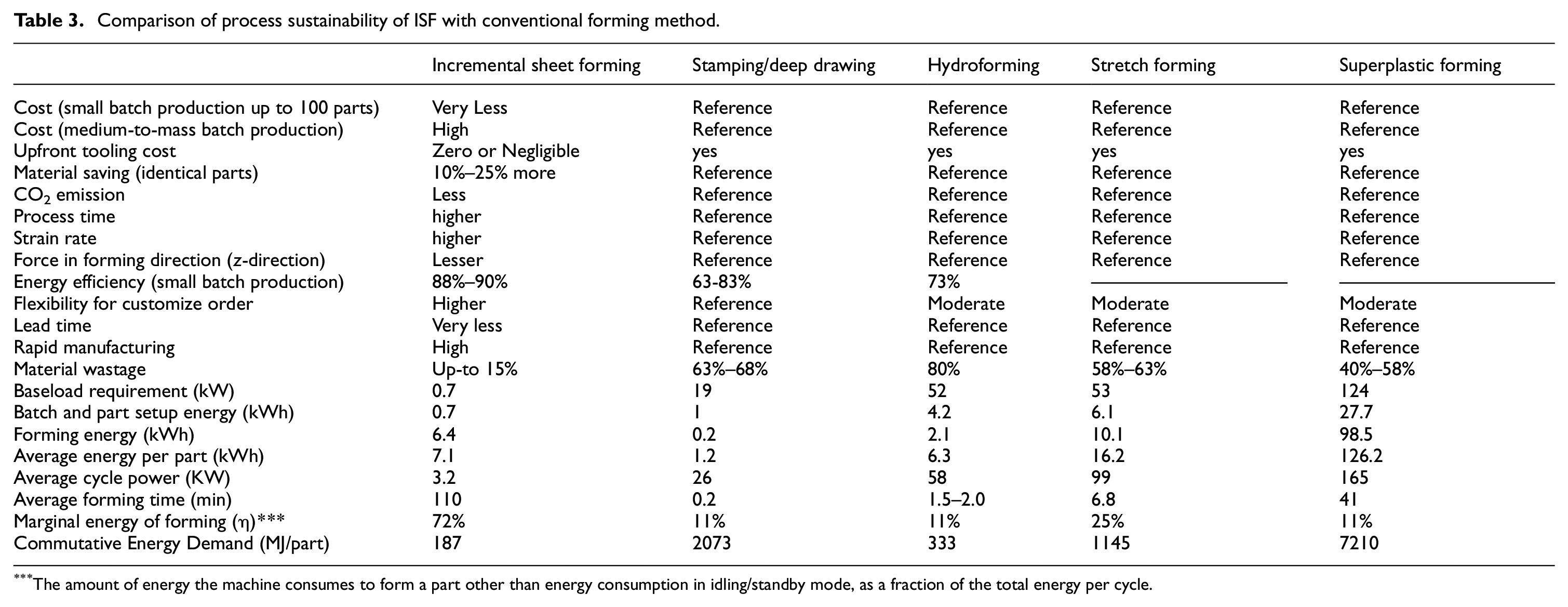
The amount of energy the machine consumes to form a part other than energy consumption in idling/standby mode, as a fraction of the total energy per cycle.
The aforementioned research work exhibits that acceptance trend and sustainability advantage of ISF is more when compared to other available forming methods. However, there are certain aspects where acceptance of this technique is compromised. These findings warrant further exploration and research. Machine tool used in ISF results in reduction of process efficiency. 87 It is necessary to mention that existing CNC machine tool is generally designed for heavy load operations whereas forming load requirement for ISF is lower during sheet forming. Therefore, process efficiency falls for existing CNC machine tool. Due to this fact, metered energy consumption in ISF is higher than stamping for identical part forming. Design modification in existing machine or custom-built machine tools can be developed to reduce power consumption and to make the ISF process more sustainable and greener choice. Forth-coming technological advancement in the machine tool and new process design may also improve sustainability dimensions.
High tooling cost and process lead time for other forming techniques compromise their acceptance. For ISF, the tooling cost is negligible, which increases its sustainability prospect as compared to other conventional methods. In addition, ISF is advantageous in term of low CO2 emissions and less environmental cost for batch lots than other conventional forming methods. Part-to-blank ratio or trimming yield in ISF are much less when compared to other forming methods. Also, greater shearing thickness in ISF lifts its forming limit diagram which makes it a more suitable and convenient forming method for lightweight materials. In brief, apart from certain limitations, ISF can be considered a more sustainable forming method when compared to stamping, stretch forming, and other conventional forming methods.
Summary, future directions, and research challenges
ISF has a welcoming future for small production runs and custom part orders due to low upfront tool cost, and sheet blank material and time saving. Therefore, it is gaining popularity in the academic and industrials sectors, and a number of research articles are publishing every year in an attempt to mature the process for industrial deployment. The present article reviewed state of the art forming technique (ISF) from sustainability perspective, summary and recommendations of which is presented below;
Power peaks remain unchanged with varying feed rate and step size. The power intensity varies in linear pattern with spindle speed while process time remains constant. In general, power requirement in ISF is independent of step size and feed rate while it increases with increasing spindle speed. It is observed that changes in other forming parameters have minimal impact on power requirement. Also, power drawn is independent of part material and forming mode (single sided incremental forming or double-sided incremental forming). Largest power peak requirement for ISF is around 3.0–3.5 kW.
Low values of spindle speed and wall angle, high feed rate, greater step size are the most conducive process parameters which reduce energy requirements during ISF. Energy consumption tends to increase with increasing process time. Change in tool size and lubricant used have negligible effects in electric energy consumption. Variation in sheet thickness and sheet strength have no significant effect on energy consumption. Geometry type appears to have a notable influence on energy consumption. Greater the sheet malleability, less forming energy it consumes. Process time is inversely proportional to feed rate. Tool diameter, sheet material and blank thickness seem to have no effect on process time and power intensity. Relationships between ISF process parameters and sustainability metrics are provided in Table 4. Low feed rates and step size, and high spindle speed in particular negatively affect the sustainability prospect of ISF as process time and energy consumption is adversely affected. It is imperative and recommended to employ high feed rate and step size for ISF process with comparatively low tool speed.
Relationship between ISF process parameter and sustainability outputs.
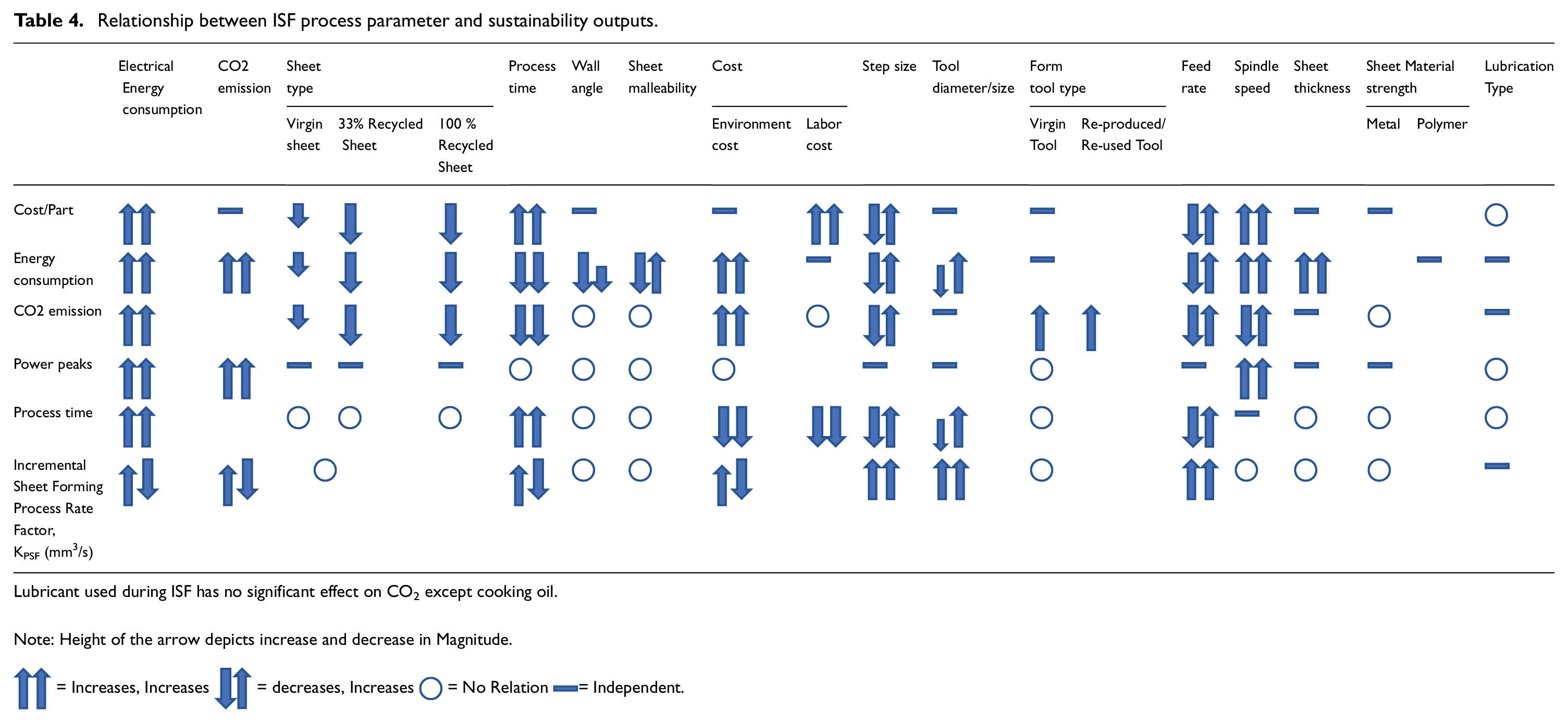
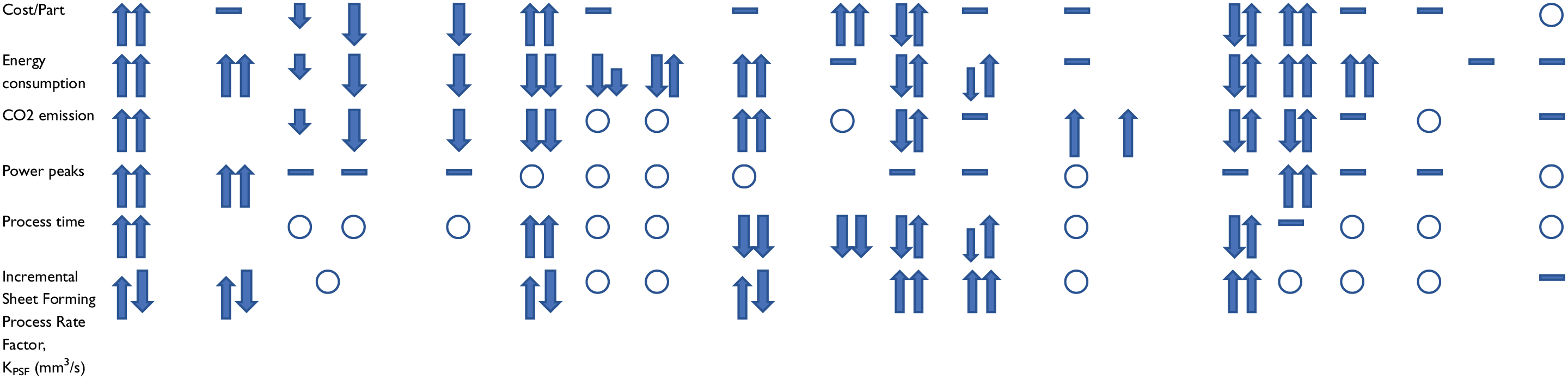
Lubricant used during ISF has no significant effect on CO2 except cooking oil.
Note: Height of the arrow depicts increase and decrease in Magnitude.
 = Increases, Increases
= Increases, Increases  = decreases, Increases
= decreases, Increases  = No Relation
= No Relation  = Independent.
= Independent.
Electric energy from fossil fuels, materials, and lubricant used during forming are the major source of CO2 emissions. Higher feed rates and step size are expected to emit less CO2 during ISF. Change in tool size and lubricant types used except cooking oil seem to have no significant effect on change in CO2 pollutants. Emission intensities (CO2/kg) is reduced upto 85% when recycled sheet is used during ISF. Also, recycled and remanufactured form tool reduces CO2 emissions up to 80%. To reduce CO2 emissions, it is recommended to use recycled sheets and tools during ISF.
Cost is one of critical indicators of process sustainability. Forming cost is greatest among the associated costs and contributes more than 50% of the total cost during ISF. Environmental or carbon emission cost is negligible in total part fabrication cost. Feed rate and step size are major parameters that affect the cost of ISF part. Cost tends to increase with increasing spindle speed. As regard the material, ISF saves 10%−25% in comparison to traditional pressing. Low environment & material cost potentially increase acceptance of this technique.
ISF as a process consumes a small fraction of energy while most of the energy is consumed in operating auxiliaries of the machine. Thus, a new machine tool can be developed which improves economic and environmental aspects in term of energy consumption and CO2 emissions. Technological advancements in the machine tool technology are expected to further raise the sustainability bar of the process.
From sustainable point of view, ISF is highly recommended techniques for small and custom production runs in term of energy and cost. In ISF, upfront tooling cost is negligible, material saving is more, direct and indirect CO2 emissions are comparatively low, lead time and energy need in forming direction is less and strain rate is higher during forming. Although forming time for stamping is less than ISF, high upfront cost for tooling and die, greater material waste, energy dependency on material type and part shape, and greater lead time render conventional forming less appealing.
In order to cut down CO2 emissions, it is proposed to use recycled materials. Further, it is recommended to perform shaping employing short forming paths and high feed rates and step size to reduce process time and employ low spindle speed to minimize power/energy demand to elevate sustainability performance of the ISF process. However, this may adversely affect quality of the product in terms of surface quality and geometric accuracy. To keep all these performance measures in the acceptable ranges, a suitable optimization approach (say artificial neural network or desirability function) should be opted to search out an optimum solution.
In order to further enhance sustainability performance of ISF, the following concerns need to be addressed:
The machine tool spindle consumes the maximum amount of power during the ISF process. Thus, electrical design of machine tool spindle motor must be modified to minimize energy consumption.
Existing forming CNC machines are not economically viable for the cost-effective part fabrication. There is dire need to develop new/customize machine tools as per ISF requirements.
In ISF, energy consumption is not only force dependent but also depends on tool displacement. Therefore, investigating short forming paths are necessary to save time and metered energy consumption.
High speed forming can reduce forming time and thus the energy consumption. Therefore, machines with ability to travel on high speed should be designed and built.
Conclusion
In this review article, the authors attempted to present a holistic study regarding the sustainability prospect of ISF. The published results conclude that sheet thickness, tool size and material strength are not very significant forming parameters affecting process sustainability while spindle speed, feed rate and step size are critical in this regard. Energy efficiency for small lots, negligible upfront tool cost in ISF, high forming strain, low lead time and material wastage are some of the good indicators in sustainability context which directly and indirectly benefit the sustainability dimensions. Use of recycled materials (fixture, tools and sheets) can minimize CO2 emissions and cost. Moreover, ISF process consumes a small fraction of energy while most of the energy is consumed in operating auxiliaries of the machine. The available CNC mills used for ISF thus adversely affect the overall energy demands and associated carbon emissions and cost thereby demanding devise of dedicated machines. As ISF is still at an early stage of development; exploring shorter forming paths, developing new forming machine and smart sensors, adopting artificial intelligence and statistical approa-ches can further elevate the sustainability performance of ISF.
Footnotes
Appendices
Description of Ambrogio equation components of economic model for ISF.
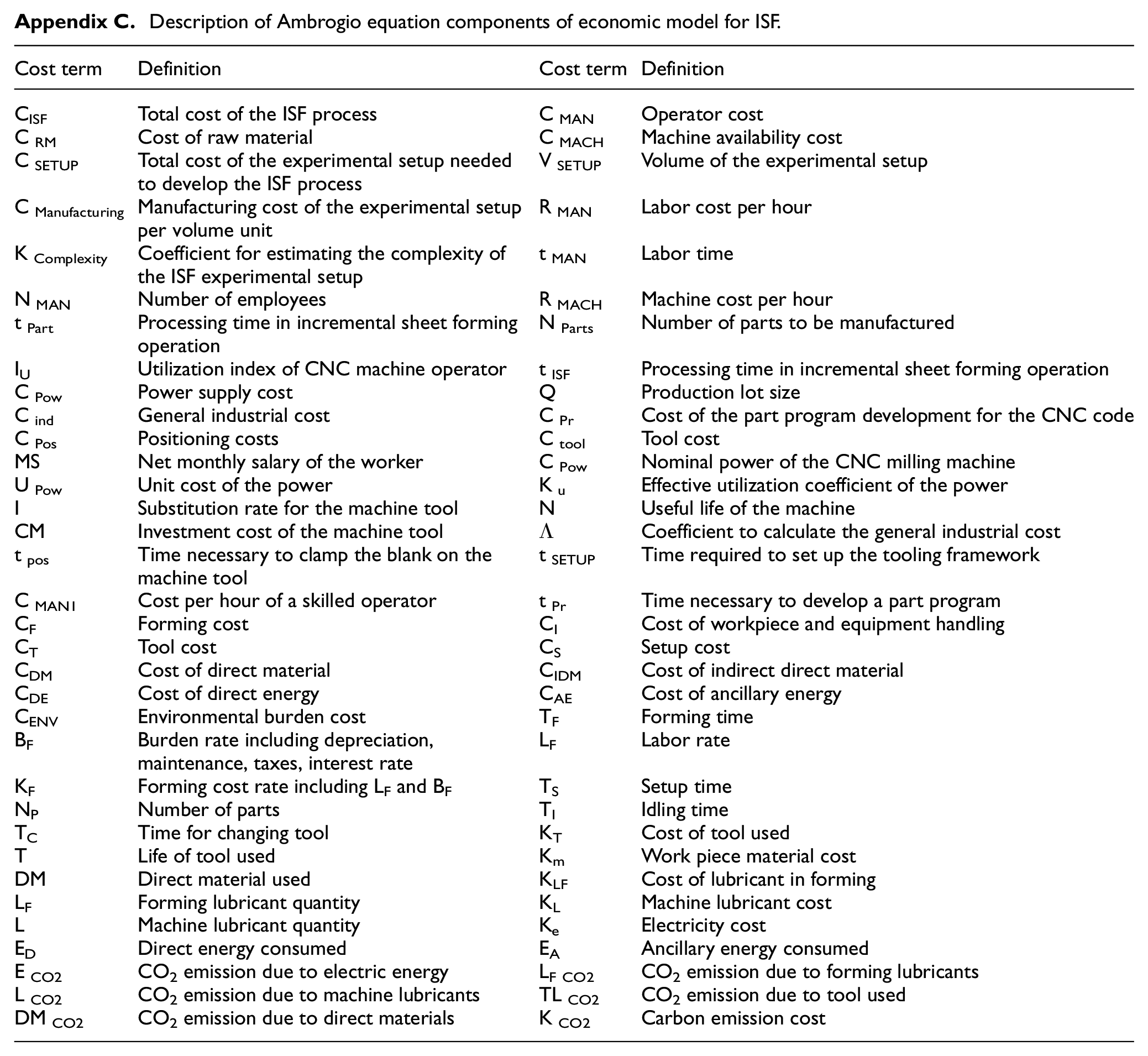
| Cost term | Definition | Cost term | Definition |
|---|---|---|---|
| CISF | Total cost of the ISF process | C MAN | Operator cost |
| C RM | Cost of raw material | C MACH | Machine availability cost |
| C SETUP | Total cost of the experimental setup needed to develop the ISF process | V SETUP | Volume of the experimental setup |
| C Manufacturing | Manufacturing cost of the experimental setup per volume unit | R MAN | Labor cost per hour |
| K Complexity | Coefficient for estimating the complexity of the ISF experimental setup | t MAN | Labor time |
| N MAN | Number of employees | R MACH | Machine cost per hour |
| t Part | Processing time in incremental sheet forming operation | N Parts | Number of parts to be manufactured |
| IU | Utilization index of CNC machine operator | t ISF | Processing time in incremental sheet forming operation |
| C Pow | Power supply cost | Q | Production lot size |
| C ind | General industrial cost | C Pr | Cost of the part program development for the CNC code |
| C Pos | Positioning costs | C tool | Tool cost |
| MS | Net monthly salary of the worker | C Pow | Nominal power of the CNC milling machine |
| U Pow | Unit cost of the power | K u | Effective utilization coefficient of the power |
| I | Substitution rate for the machine tool | N | Useful life of the machine |
| CM | Investment cost of the machine tool | Λ | Coefficient to calculate the general industrial cost |
| t pos | Time necessary to clamp the blank on the machine tool | t SETUP | Time required to set up the tooling framework |
| C MAN1 | Cost per hour of a skilled operator | t Pr | Time necessary to develop a part program |
| CF | Forming cost | CI | Cost of workpiece and equipment handling |
| CT | Tool cost | CS | Setup cost |
| CDM | Cost of direct material | CIDM | Cost of indirect direct material |
| CDE | Cost of direct energy | CAE | Cost of ancillary energy |
| CENV | Environmental burden cost | TF | Forming time |
| BF | Burden rate including depreciation, maintenance, taxes, interest rate | LF | Labor rate |
| KF | Forming cost rate including LF and BF | TS | Setup time |
| NP | Number of parts | TI | Idling time |
| TC | Time for changing tool | KT | Cost of tool used |
| T | Life of tool used | Km | Work piece material cost |
| DM | Direct material used | KLF | Cost of lubricant in forming |
| LF | Forming lubricant quantity | KL | Machine lubricant cost |
| L | Machine lubricant quantity | Ke | Electricity cost |
| ED | Direct energy consumed | EA | Ancillary energy consumed |
| E CO2 | CO2 emission due to electric energy | LF CO2 | CO2 emission due to forming lubricants |
| L CO2 | CO2 emission due to machine lubricants | TL CO2 | CO2 emission due to tool used |
| DM CO2 | CO2 emission due to direct materials | K CO2 | Carbon emission cost |
Acknowledgements
This work was supported by Researchers Supporting Project Number (RSP-2021/274), King Saud University, Riyadh, Saudi Arabia. The authors are also thankful to the University of Engineering and Technology, Peshawar, and the University of Bahrain for providing technical assistance in collecting the data.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Researchers Supporting Project Number (RSP-2021/274), King Saud University, Riyadh, Saudi Arabia.