
Abstract
In recent years, issues related to eco-friendly machining have received more and more attention, leading to the development of new cooling/lubrication techniques. Herein, the paper investigates the effect of high-pressure coolant (HPC) supply on machining performance of Inconel 718 and compare with conventional flood cooling. Significant improvement in tool life, tool wear, tool-chip contact length, material removal volume, and cutting forces have been observed from the outcomes of HPC cooling condition. Moreover, in order to study the environmental impact of machining Inconel 718, a carbon emissions model was established and analyzed for high-pressure and flood cooling conditions, taking into account the carbon emissions from energy, material, cutting tool, and cooling/lubrication fluid. HPC assisted machining was revealed to be better as it makes possible a reduction in overall carbon emissions at higher cutting speeds. In addition, economic analysis for both cutting environments was also carried out. Significant improvement in reduction of the overall machining cost was observed under HPC conditions, especially at higher cutting speeds. In a nutshell, the findings revealed better performance of HPC assisted machining, with regard to machinability, environmental, and economic issues.
Introduction
The cooling lubrication fluid (CLF) is commonly used in machining application with the primary function of reducing friction and subsequently heat generation at the cutting zone. The application of conventional CLFs is associated with several environmental and health issues. 1 Thus, introducing new cooling/lubrication techniques and new clean materials are strongly required to increase the effectiveness of the metal cutting process and to reduce the environmental impact associated with the use as well as disposal of CLFs. 2 Nevertheless, conventional cooling (also known as flood cooling) is still broadly used for machining processes, especially for difficult-to-cut materials which cannot be effectively machined without lubricooling, even with the latest tool coatings. Nickel-based superalloys are broadly used for producing critical components in the aerospace and chemical industry because of their exceptional mechanical properties at very high temperatures and elevated corrosion resistance. 3 However, when machining these superalloys, numerous important phenomena occur, including excessive heat and high cutting forces produced in the cutting area, resulting in rapid tool wear and poor surface integrity.4,5
Manufacturing industries around the world are working to develop adequate alternatives to traditional flood cooling/lubrication when machine difficult-to-cut materials, such as High-Pressure Coolant (HPC), Minimum Quantity of Lubricant (MQL), cryogenic cooling, etc. for environmental and economic reasons. The basic idea of HPC is to inject a high-pressure jet of CLF into the cutting zone. This method outperforms conventional flood cooling/lubrication in terms of productivity, tool-chip interface temperature reduction, 6 tool life enhancement, 7 cutting force reduction, 8 and chip breakability improvement. 9 Afore mentioned advantages are accomplished by a decreased CLF flow rate as compared with conventional flood machining. 10
Nowadays, with the increased consumption of energy and natural resources, as well as resulting contamination issues, global environmental challenges have gained very much attention. Consequently, the concept of sustainable manufacturing has emerged as the main option for transitioning from traditional production to a more environmentally friendly direction. 11 The key principles related to sustainable manufacturing have become a competitive priority for manufacturing in the Industry 4.0 era. 12
In order to respond to low-carbon manufacturing, several attempts have been done to quantify the carbon emissions of the machining process. Li et al. 13 introduced an analytical method to quantify the overall carbon emissions of a CNC machine tool, concerning the effect of electricity, cutting tools, cutting fluid, material consumption, and disposal of chips. A feature-based carbon emission quantitation strategy was established to evaluate the carbon emission of the overall part machining process. 14 Yi et al. 15 developed a multi-objective optimization model for CNC turning in order to achieve minimal processing time and carbon emissions. Similarly, an integrated gravitational search algorithm optimization model of cutting parameters and scheduling was introduced that aims to decrease carbon emission and machining time. 16 Zhou et al. 17 established an ontology-based cutting tool configuration approach to reduce carbon emissions and to improve the efficiency of cutting tool configuration. The carbon emission model was established considering multiple cutting tool flexibilities and corresponding cutting parameters and then built the optimization model with the goal to minimize the carbon emissions, cost and time for a machining feature of parts. 18 Lin et al. 19 investigated parameter optimization in multi-pass turning operations in both dry and wet cut environments, with carbon emissions, operation time, and machining cost as optimization objectives. A model with generic system boundaries was proposed in order to quantify carbon emissions by converting energy consumption, resource depletion, and waste generation associated with the machining process to equivalent carbon emissions. 20 Tian et al. 21 analyzed the relationships between cutting parameters, tool wear, and production indexes such as carbon emissions, cost, and time. La Fé Perdomo et al. 22 investigated how to minimize carbon emissions and costs, and maximize operational safety in a multi-passes cylindrical turning process. An algorithm for general sustainability assessment that includes the four lifecycle stages was presented by Hegab et al. 23 Priarone et al. 24 assessed the carbon emissions during a machining operation of titanium-based alloys in a dry and wet cutting environments.
All the aforementioned studies have been conducted using two cooling/lubrication techniques, namely, flood and dry cooling. Some researchers have also implemented sustainability assessment methods to evaluate the effectiveness of eco-friendly cooling conditions, such as MQL,25–27 cryogenic,28,29 and hybrid cryoMQL.30,31
The above-discussed literature reveals that many researchers established different methods of quantifying carbon emissions of the machining process and carry on optimization of cutting parameters to obtain a balance among different objective functions such as processing carbon emissions, costs, and efficiency. With the increasing usage of nickel-based alloys, particularly in aerospace industries, it is very important to study the carbon emissions as well as machining costs for machining of these superalloys. The poor machinability of nickel-based alloys results in a lower material removal rate and consequently longer machining time. Combined with the high carbon footprints encountered in extracting this workpiece material from natural ore, it is clear that the environmental impact of processing this material requires to be studied. To the best author’s knowledge, the comprehensive environmental and economic based performance analysis of HPC assisted machining difficult-to-cut materials is missing in the literature. To address this important topic, the machining investigations along with the carbon emission and economic assessment have been performed under HPC and conventional flood cutting environments.
Experimental details
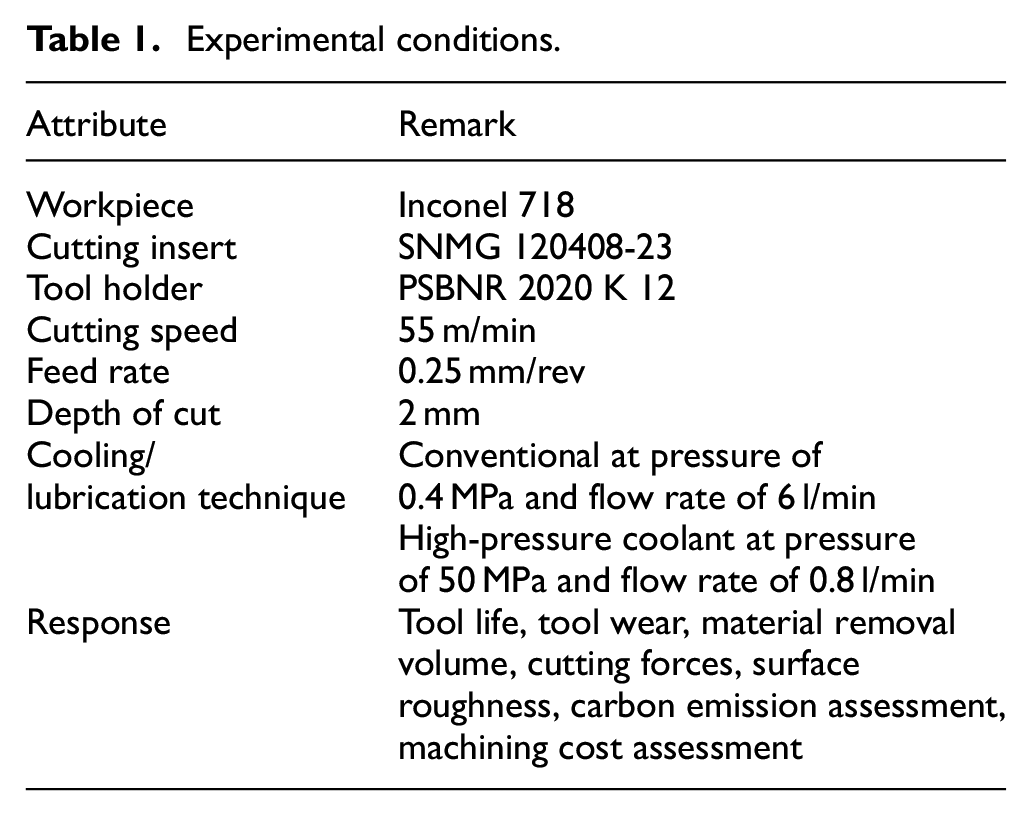
Inconel 718 alloy was selected as a workpiece material for this study because it is the most commonly used nickel-based superalloy. The cutting tool inserts used in the experimental runs were PVD TiAlN coated carbide tools. A new cutting insert was used for each test. Longitudinal turning tests were performed on a CNC lathe equipped with a flooded and HPC supply system. The CLF used in the experimental trials for both cutting environments was an emulsion of vegetable oil at concentrations of 5%. In the case of conventional flood cooling, coolant was applied by flooding the cutting interface at an average flow rate of 6 l/min and a pressure of 0.4 MPa. The high-pressure coolant supply was performed at an average flow rate of 0.8 l/min, at a pressure of 50 MPa and directed via a nozzle to the cutting edge at a low angle of 5° with the rake face at the distance of 22 mm. According to preliminary tests carried out, a depth of cut of 2 mm, feed rate of 0.25 mm/rev, and cutting speed of 55 m/min were selected as cutting parameters. Table 1 list the detail of input process parameters and responses used in present study.
Experimental conditions.
The tool wear has been measured using a Mitutoyo TM microscope equipped with a CCD camera. The evolution of tool wear was measured according to ISO 3685. In the present study, an average width of flank wear of 0.3 mm was used as a criterion for tool life. Cutting forces were measured using a three-component piezoelectric dynamometer (Kistler 9259A) in combination with a charge amplifier (Kistler 5001). The machined surface quality of has been measured by using a stylus type instrument Mitutoyo – Surftest SJ-301 with a cut-off length of 0.8 mm. The surface finish characterization was limited to two commonly roughness criteria, namely, the arithmetic mean surface roughness (Ra) and a total height of the roughness profile (Rt). The flow chart of research methodology used for this investigation is shown in Figure 1.
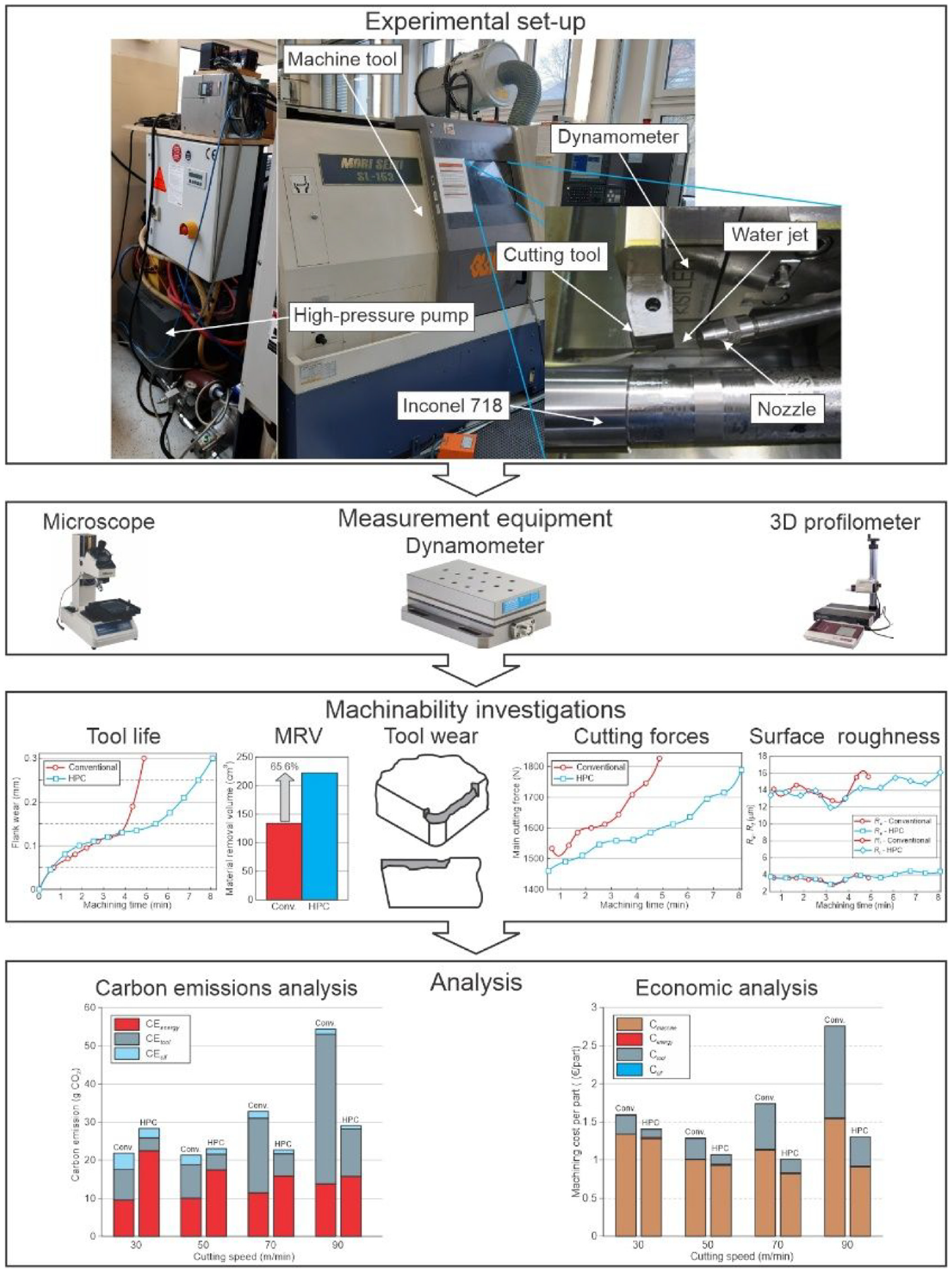
Experimental set-up.
Results and discussion
Tool life
Significant improvements in sustainability during machining processes can be obtained by increasing the effectiveness of cutting tool utilization, while reducing the manufacturing cost. Figure 2 shows the evolution of the flank wear criterion (VB) for both conventional and HPC machining conditions. The tool life curves exhibit three regions, namely initial wear region, steady wear region, and catastrophic wear. The initial flank wear is slightly higher for test with HPC, but this does not affect the overall tool life and fact that tool wear is more severe for cooling/lubrication condition. It can also be noted that the evolution of flank wear is steady under HPC conditions. For the specified criterion VB = 0.3 mm, the cutting time under conventional flood cutting conditions is about 4.88 min. At that point, flank wear value of 0.14 mm was observed under HPC conditions. A rapid increase of tool wear for conventional cooling was observed. Flank wear increases almost linearly with time, from 0.13 to 0.30 mm. Longer tool life (8.08 min) was achieved when machining under HPC supplies compared to conventional coolant supply (4.88 min). The primary reason of tool failure or cutting tool rejection criteria when machining heat-resistant superalloys such as Inconel 718 is extreme temperatures generated at the tool-chip and tool-workpiece interfaces. The use of high-pressure coolant allows better penetration of cooling/lubrication fluid to the tool-chip and tool-workpiece interfaces, thus, providing efficient cooling and lubrication of the contact areas as well. Consequently, the temperature in the cutting zone is significantly reduced, the tool-chip and tool-workpiece interfaces are adequate lubricated with a significant reduction in the friction. This enhance tool life and reduce tool break during machining.
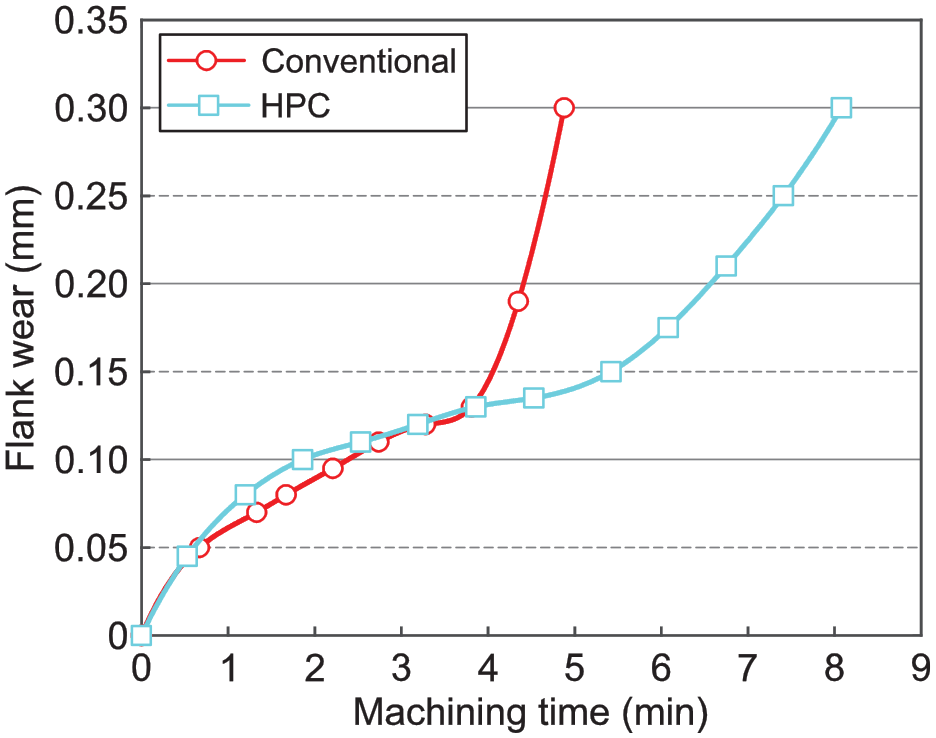
Tool life when machining Inconel 718 under conventional and HPC cutting conditions.
The effect of the cooling/lubrication technique on the tool flank face and tool rake face wear can be observed in Figure 3. As illustrated, a rapid increase in flank wear was observed when machining under conventional conditions. Sudden plastic deformation of the cutting edge can be seen, which causes uncontrolled chip formation, poor surface finish, and an increased risk of cutting edge breakage, while the tool nose radius is already completely changed. It can be also observed increased wear in the form of a notch at the point where the cutting edge cuts the workpiece’s surface. The built-up edge is also clearly visible on the rake face at 180, 240, and 293 s. The wear of the flank face is more uniform with a HPC supply. Traces of chip collision can be seen on the lower part of the flank face, which were caused by the previous use of adjacent cutting edges on the same insert. In addition to the previously described plastic deformation of the cutting edge, the most frequent tool wear when machining nickel-based superalloys with carbide tools is a notch-wear at the depth of cut. In the present study, this type of wear was observed during conventional flooding, whereas this phenomenon was not detected when machining using the high-pressure coolant supply. We assume that the surface hardens much more during conventional machining than during turning with HPC cutting conditions.
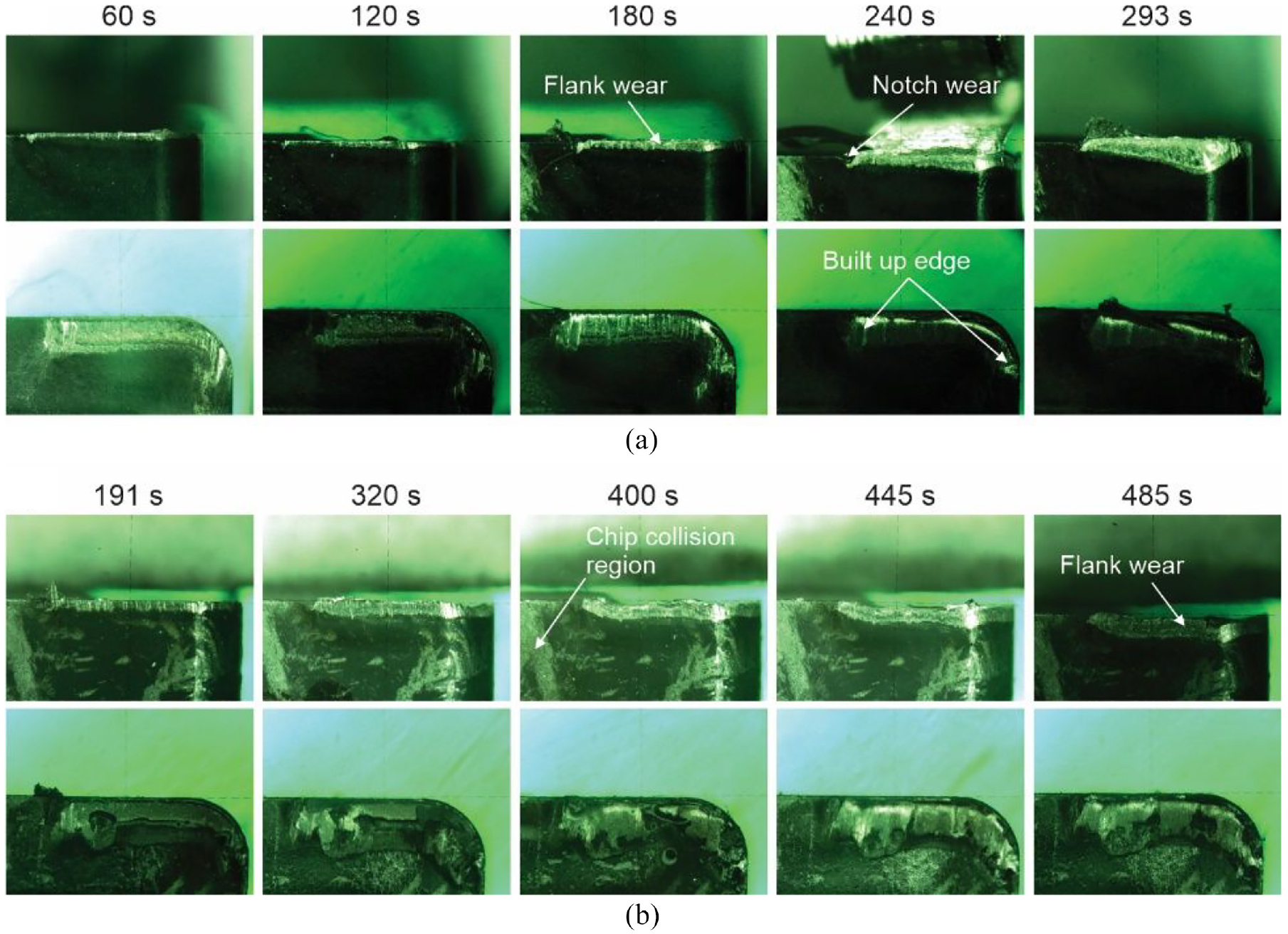
Tool wear when machining Inconel 718 under: (a) conventional and (b) HPC cutting conditions.
Tool-chip contact lengths resulting from both cutting conditions were measured as shown in Figure 4. As a result of better fluid access into the cutting zone, the contact length in HPC cutting condition (0.42 mm) is approximately 20% shorter than in the case of conventional flood cooling (0.51 mm).
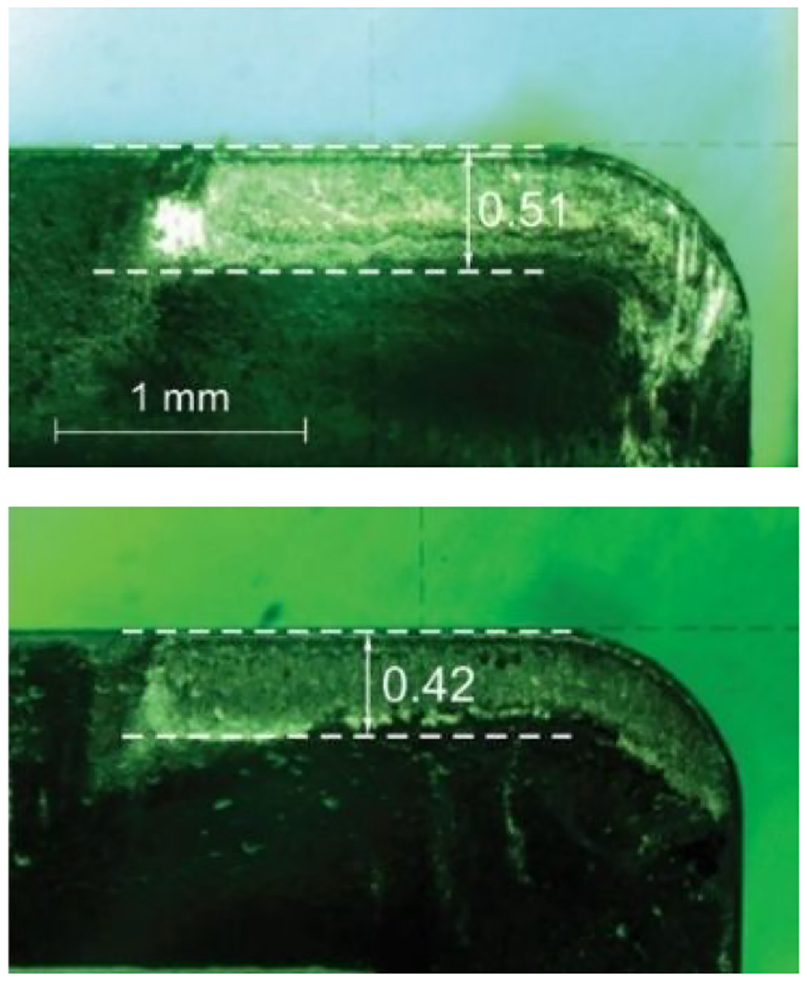
Comparison of contact length when machining Inconel 718 under conventional (above) and HPC cutting conditions (below).
Conventional and HPC cutting conditions were also compared with respect to cutting tools utilization, which can be evaluated by material removal volume (MRV). As illustrated in Figure 5, superior performance of HPC can be clearly observed with an increase in material removal volume up to 65.6% (from 134.2 to 222.2 cm3). Based on these results, high-pressure supply offers considerable benefits in terms of reduced cutting tool usage, productivity, machining cost, and sustainability.
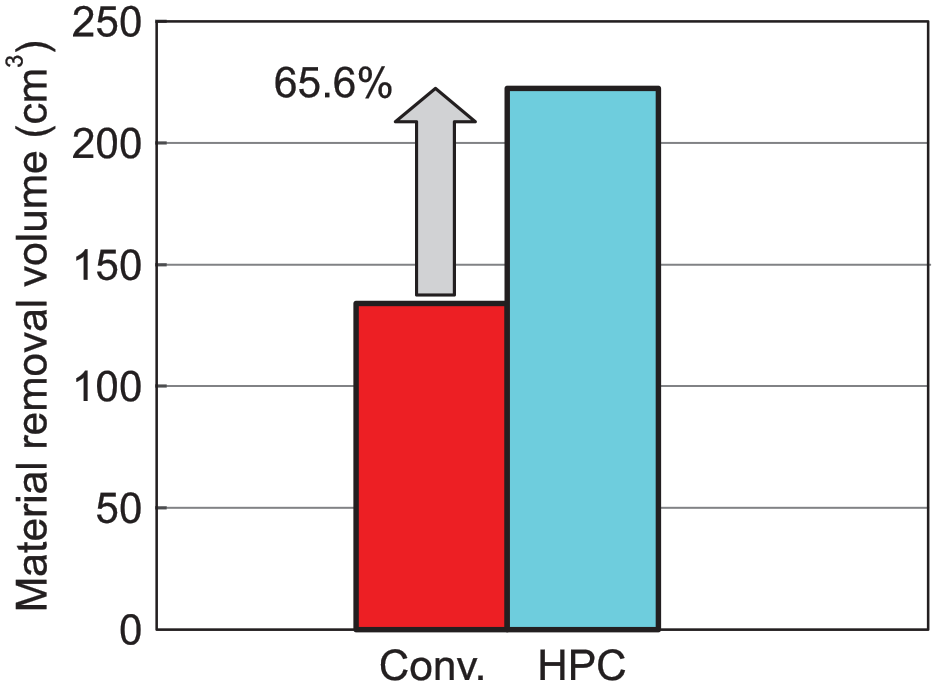
Influence of conventional and HPC cutting conditions in material removal volume when machining Inconel 718.
Cutting forces
The effects of conventional and HPC cutting conditions on cutting forces are very important since the cutting forces are directly associated with tool wear, surface quality, and machining dynamics. Figure 6 exhibits the effect of machining duration on main cutting force (Fc), feed force (Ff), and passive force (Fp) obtained under conventional and HPC cutting environments. Compared with conventional, HPC cutting conditions had lower values for all three components of the cutting force, hence increasing the machining performance. This can be explained by enhanced cooling and lubrication of the cutting zone during machining with the high-pressure coolant supply. According to Figure 6, the largest differences were observed for main cutting force, while those for the passive force were the smallest. Furthermore, the change of cutting force components for both cooling/lubrication environments can be correlated to the average flank wear. Thus, the increasing cutting force with increasing accumulative cutting time is believed to be due to the evolution of tool wear. The growth of the main cutting force with tool wear is uniform for both cooling/lubrication techniques. On the contrary, it was observed that feed force and passive force acquired with conventional cutting conditions increase drastically, as compared to the HPC cutting environment. The increase in all three components of the cutting force under conventional conditions is more significant than that during cutting with high-pressure coolant supply because excessive flank wear and significant increase in the coefficient of friction.
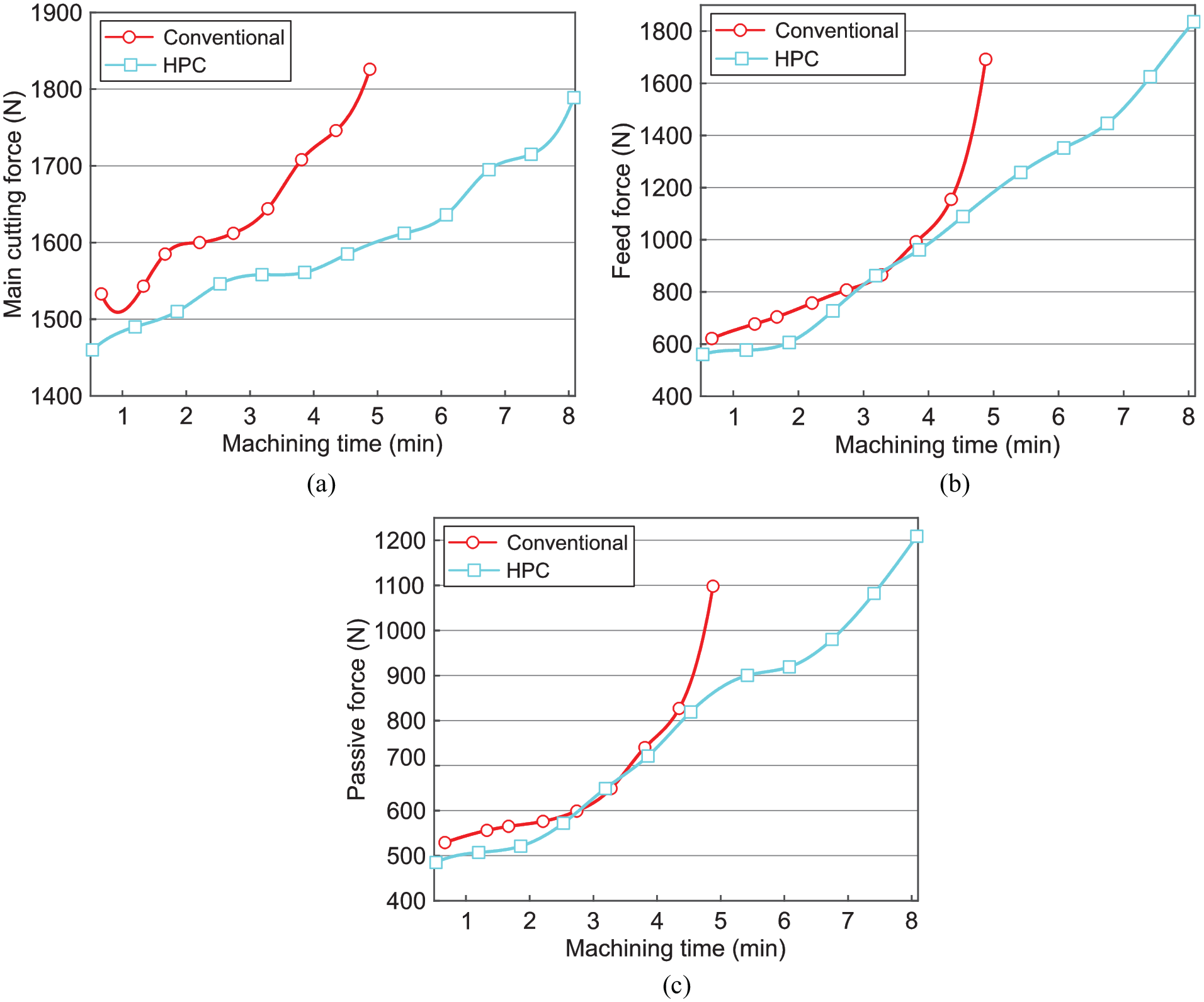
Variation of: (a) main cutting force, (b) feed force, and (c) passive force under conventional and HPC cutting environment.
Surface roughness
The evolution of the arithmetic mean surface roughness (Ra) and a total height of the roughness profile (Rt) with an increase in accumulative cutting time for conventional flood machining and with the use of high-pressure coolant is shown in Figure 7. As illustrated, there is no significant difference in surface quality obtained under both cooling/lubrication conditions. Only minor variations in an arithmetic mean surface roughness were observed with machining time. In contrast, the results in Figure 7 demonstrate some variations in the total height of the roughness profile. The major changes and higher values of this parameter at the end of the test are correlated with excessive tool wear. Somewhat larger values of considered surface parameters were observed for HPC assisted machining (R a = 4.07 µm, Rt = 16.21 µm) as compared to conventional cutting condition (Ra = 3.48 µm, R t = 14.03 µm).
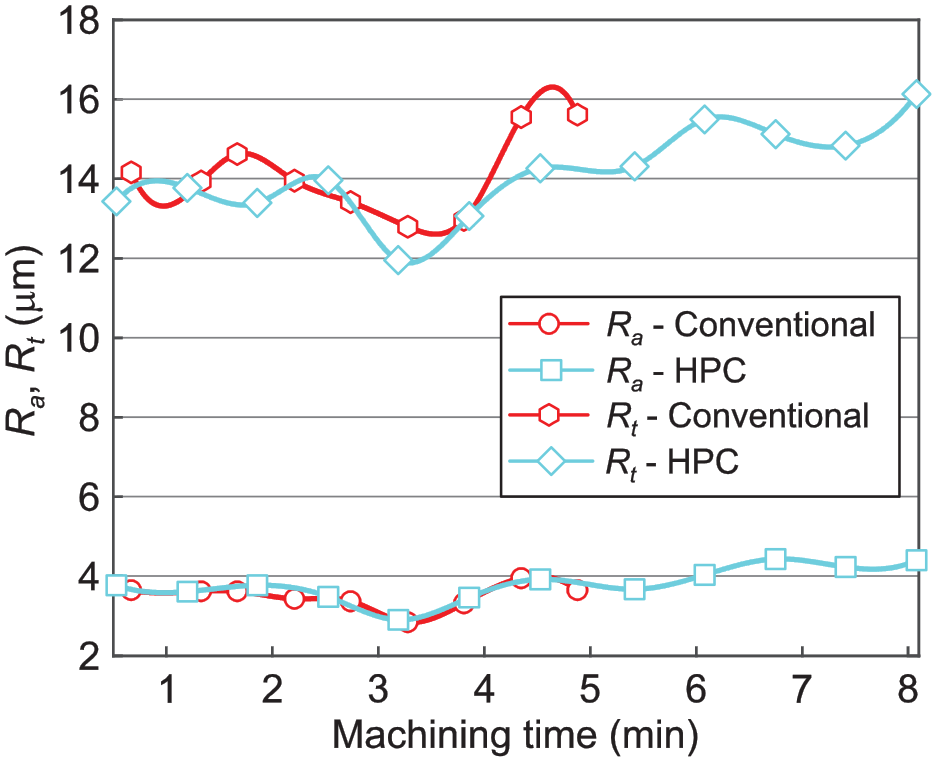
Surface quality as a function of the machining time.
Carbon emission and cost models formulation
Carbon emissions model
The total carbon emissions of the machine tool (CEmt) can be calculated by the following equation 13

where CEenergy, CEmaterial, CEtool, and CEclf are the carbon emissions caused by energy, material, cutting tool, and cooling lubrication fluid, respectively.
The carbon emissions resulted from the production of the electricity consumed by machine tools (CEenergy) is equal to the product of the electricity carbon emission factor (CEFenergy) and the energy consumption of the machine tools (ECenergy)

As reported in previous studies, 32 the total energy consumption of the CNC machine tool (Etotal) contains five parts: (i) the energy during machine idle state (Eidle), (ii) the energy consumed during standby stage for workpiece and tool setup (Estandby), (iii) the energy of air cutting stage (Eair), (iv) the energy of cutting stage (Ecutting), and (v) the energy demanded by tool change due to tool wear (Etc). The detailed model of energy consumption is given in equation (3)
where Pst is standby power, Pauc is cutting related auxiliary power, Pu is unload power, Pc is cutting power, Pa is additional loss power, tidle is the idle time, tsetup is the setup time composed from workpiece setup time (tws) and tool setup/change time (tts), tair is the air cutting time, tcutting is the cutting time, and ttc is the time for tool change due to tool wear.
Hu et al. 33 presented the simplified method to quantify the total power consumption into three parts: standby power, cutting power, and additional load loss power.
Carbon emission from the material is composed of carbon emission caused by the production of raw materials dissipated in the CNC machine (CEpmaterial) and carbon emission caused by chip post-processing (CEdmaterial)
where CEFpmaterial and CEFdmaterial are the carbon emission factors of raw material production and chips disposal, respectively.
The carbon emissions from the cutting tools (CEtool) includes carbon emissions from the tool production (CEptool) and tool disposal (CEdtool)

where CEFptool and CEFdtool are the carbon emission factors of production and disposal of cutting tools, respectively, Mtool is the weight of the tool and Ttool is the life cycle of the cutting tool.
The carbon emission of cooling lubrication fluid (CEclf) involves two parts: the carbon emissions caused by the production of pure mineral oil (CEpclf) and the carbon emissions caused by the disposal of CLF waste (CEdclf).
where T is the duration of CLF during the metal cutting process, Tclf is the replacement cycle of a CLF, CEFoil, and CEFwclf are the carbon emission factors for the production of CLF and its disposal, respectively. Vin and Vad are the initial and additional volumes of CLF, respectively, whereas δ is the predetermined cutting fluid concentration.
Machining cost model
In this section, the methodology adopted to calculate the manufacturing cost for conventional and HPC machining conditions. The overall cost, excluding material cost, required to produce a part (Cpp) for both machining environment in discussion is based on the criteria that are related to cost of the used machine tool (Cmachine), cost of energy consumption of machine tool (Cenergy), cost of cutting tools (Ctool), and cost of cooling lubrication fluid (Cclf)

The cost of the used machine tool can be expressed by the following equation

where cu and cl are machine tool usage cost rate and labor cost rate, respectively, and tm is machining cycle time which is defined as

Standby time (tsb) and time for tool change (ttc) can be calculated as follows


where tptc is the per tool change time and Tlife is experimentally measured tool life.
Cost of energy consumption of machine tool can be gained by following equation
where ce is the cost of energy in €/kWh.
The cost of cutting tools can be expressed as shown in equation (13)

where ct is cutting tool cost, Ne is the number of cutting edges that can be used per insert, and Np is a total number of parts per tool lifetime.
The costs of cooling lubrication fluid can be estimated as follows

where cl, cd, and cm are cost of lubricant, CLF disposal cost, and CLF maintenance labor costs, respectively.
Case study
The practical implementation of the proposed models was studied through an example to investigate the impact of conventional and HPC conditions on carbon emissions and economics of the manufacturing process. The theoretical models were tested experimentally by longitudinal turning a workpiece with a diameter of 40 mm and the cutting length was equal to 100 mm. This set of experimental runs was performed under the experimental conditions defined in Table 1, with the difference that the cutting speed was varied on four levels (30, 50, 70, and 90 m/min).
In this paper, the total power consumption was simplified and quantified into three parts that are standby power, cutting power, and additional load loss power. 33 Power in standby mode was 0.5 kW for both machining environments. The cutting power was calculated as the product of cutting force (Fc) and cutting speed (vc), that is, Pc = Fc.vc. Hence, in order to adopt this model, the cutting forces are measured by the dynamometer for each cutting parameter combination in both cutting environments. When it comes to the cutting process, there is some additional load loss power (Pa). Due to the complex mechanism of additional load loss power, it is very complicated to derive an exact function through theoretical calculations. Instead, in this paper the approximate linear equation developed by Li et al. 32 was used, that is, Pa = a0.Pc, where a0 is the additional load loss coefficient that usually ranges from 0.15 to 0.25. The average value of 0.2 was selected for the case study. High-pressure pump which is needed to supply the CLF into the cutting zone leads to an increase in energy consumption in HPC machining conditions. For an average flow rate of 0.8 l/min at an operating pressure of 50 MPa, energy consumption of a high-pressure pump is approximately 2 kW.
Tool wear tests were also carried out under different machining environments and a flank wear VB = 0.3 mm was chosen as tool life criterion according to the ISO 3685. A new cutting edge was always employed for each setting of machining parameters to maintain reference (zero) tool wear condition. Under conventional conditions, the tool life times of 8.5, 4.67, 1.5, and 0.58 min were recorded for cutting speeds of 30, 50, 70, and 90 m/min, respectively. Expectedly, the higher tool life times of 20, 10.17, 5.08, and 1.83 min at the four sets of cutting parameters have been obtained under the HPC machining environment. In the case study, the cutting tool edge changing time was 2 min, while the time needed for workpiece loading/unloading was 0.5 min. In view of the fact that the times for machine tool startup, spindle acceleration/deceleration, and air cutting are quite short, their impacts on energy consumption of machining process in this study were considered negligible. Moreover, the idle time of the machine tool during the standby state in waiting for the upcoming machining tasks is assumed to be zero.
Firstly, the overall carbon emission of a part machining process was calculated to analyze the carbon footprint for flooded and HPC assisted machining scenarios. The approximate EU national average emission factor related to electricity generation of 0.235 kgCO2/kWh was utilized in the present study. For Inconel 718 the carbon emission factors of raw material production (CEF pmaterial ) and disposal of chips (CEF dmaterial ) have been chosen as 17.5 and 3.7 kg CO2/kg, respectively. According to Rajemi et al. 34 the total energy consumption of a cutting insert with an average weight of 9.5 g is 5.3 MJ, when both the energy embodied in the tooling material and the one needed for tool production are considered. Using the electric energy carbon emission factor CEFenergy of 0.235 kg CO2/kWh derived earlier, CEFptool value of 36.04 kg CO2/kg was calculated. The carbon emission factor of cutting tool disposal was 0.013 kg CO2/kg. 35 Experimentally obtained results of tool life times were additionally multiplied with eight, as there are eight available cutting edges on insert (Ne = 8). Based on the studies 13 carbon emission factor of CLF production CEFpclf and the carbon emission factor of disposal of CLF waste CEFdclf were 2.85 and 0.2 kg CO2/l, respectively. The initial amount of mineral oil in the CLF reservoir are 10 and 6 l, while the additional amounts are 5.5 and 3.3 l for conventional flood and HPC cooling, respectively. The replacement cycle of this CLF is 2 months for both cooling/lubrication methods. The machine tool runs 22 days per month with two working shifts.
As expected, the carbon emissions caused by raw material production and waste chip processing are constant and independent of the cooling/lubrication conditions. Material production and chip recycling represent the largest source of carbon emissions in the cutting processes of Inconel 718 (CEmaterial = 4362.4 gCO2), which is unavoidable since this material associated with a high carbon footprint is a necessary input. While plotting the remaining sources of carbon emissions in Figure 8, it is clear that conventional flood machining generates slightly less carbon emissions at lower cutting speeds (vc = 30 m/min and vc = 50 m/min), whereas HPC assisted machining produces significantly less carbon emissions at higher cutting speeds (vc = 70 m/min and vc = 90 m/min). The reason for this phenomenon is because the energy consumption of machine tools is higher under HPC when compared to conventional flood machining. This can be explained by the fact that the HPC technique requires a high-pressure pump in order to deliver the CLF into the cutting zone, which increases energy consumption. In addition, Figure 8 shows a tendency of equalizing the carbon emissions resulted from the production of the electricity consumed by machine tools as the cutting speed increases. The cause of the different consumptions can be attributed to the shortest tool life in conventional flood cooling. Consequently, cutting tool inserts changing times have increased, thus extending standby time energy usage of a machine tools.
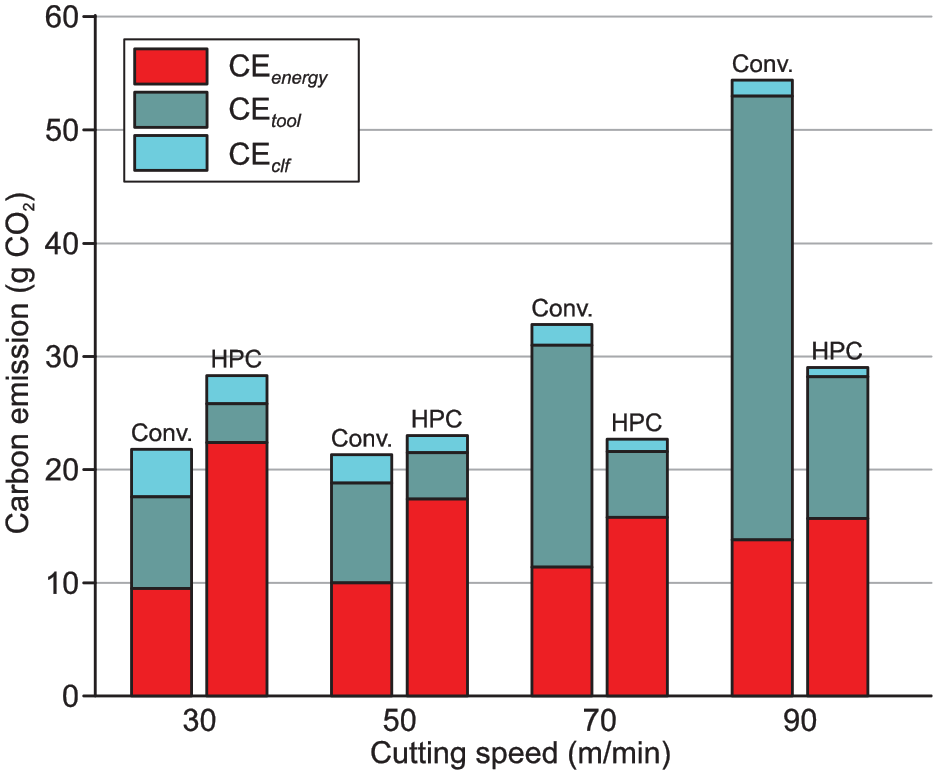
Carbon emissions of conventional and HPC conditions.
In the contrary, the HPC assisted machining produced the lowest value of the carbon emissions caused by producing and disposal of the cutting tools. This can be attributed to the great improvement of tool life when machining under HPC supplies as compared to conventional cutting conditions. Moreover, the cutting tools carbon emissions generally increase with the increase of cutting speed. Significant reduction in tool life when machining at higher cutting speeds can be explained by a reduction in the cutting tool-chip contact length and as a consequence increased heat generation. When comparing two cutting environments, the changes of the carbon emissions from the cutting tools with respect to the cutting speed is much significant in the case of conventional flood machining since this method yields the shortest tool life time.
Finally, the advantage of HPC machining over conventional flood machining is also obvious when the carbon emissions generated by producing and disposing of the CLF are considered. In the cases of HPC and conventional flood cooling average flow rate of 0.8 and 6 l/min was applied, respectively. By applying HPC at a reduced flow rate, which was 7.5 times lower compared to conventional cooling, results in a reduction of CLF consumption and its disposal as well.
The change of total carbon emissions related to the cutting speed is shown in Figure 9. The results evidently revealed that the increase of the cutting speed in order to enhance productivity does not guarantee a reduction in carbon emissions. From this figure, it can be seen that the optimum point for HPC and flood cooling conditions are different. In the case of HPC assisted machining the optimum cutting speed is approximately 20 m/min larger when compared to flood machining, which results in higher productivity.
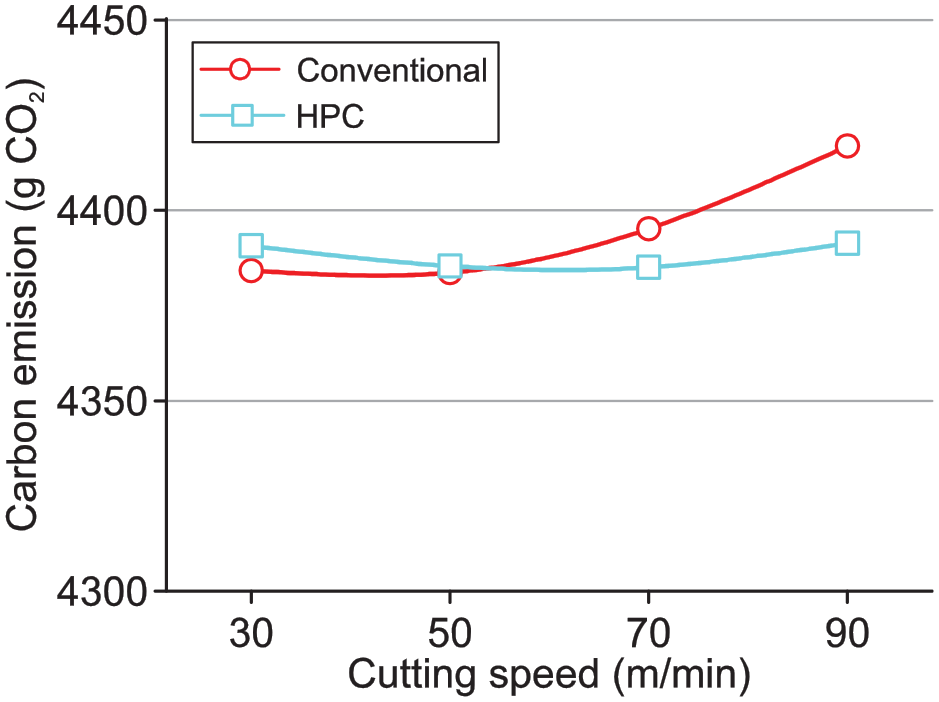
The change of total carbon emissions related to the cutting speed.
In addition to carbon emissions, two cooling/lubrication techniques have been also analyzed from an economic perspective. With a purpose to calculate the costs of the used machine tool, the machine tool usage cost rate (cu) can be defined as 12.5 and 14 €/h for conventional flooded and HPC machining conditions, respectively. 36 The higher machine tool usage cost rate in the case of HPC assisted machining is due to high-pressure coolant supply system purchase and installation costs. Moreover, for both cutting environments, the labor cost rate (cl) of 18.6 €/h was selected. The approximate EU average price for electrical energy (ce) of 0.20 €/kWh was used in this study, while the cost of cutting tool insert equals ct = 10 €. Cost of lubricant (cl), CLF disposal cost (cd), and CLF maintenance labor costs (cm) were selected to be 10, 0.2, and 0.1 €/l, respectively.
The costs for both cooling/lubrication techniques are shown in Figure 10. With regard to the contribution to the total costs required to produce a part, it is noticeable that the overall costs in HPC machining is less as compared to that of conventional flood machining. A comparison of overall cost indicates that HPC cutting conditions reduced the total part production cost by 11.9% (vc = 30 m/min), 16.8% (vc = 50 m/min), 41.9% (vc = 70 m/min), and 52.7% (vc = 90 m/min) in comparison to flooded environment. The costs of the used machine tool and tool costs are major contributors to the total production costs, causing more than 98% of the overall costs. The costs associated with the energy consumption of machine tools are almost negligible, although the energy costs are higher when machining under HPC supplies, due to the high-pressure pump required to supply the cooling lubrication fluid into the cutting zone. CLF costs are the smallest cost contributor in each case, however, these costs are smaller in HPC conditions due to reduced flow rate.
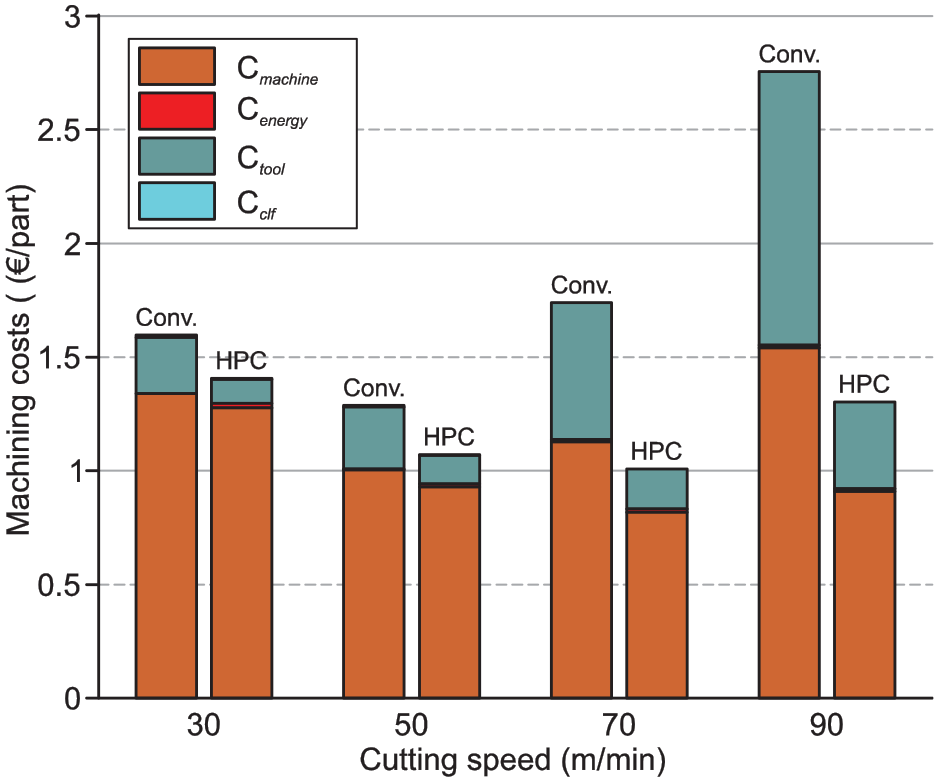
Machining costs of conventional and HPC cutting environment.
There is an interesting observation regarding the fact that used machine tool costs and tool costs are highly correlated with the cutting speed. It was generally observed that tool costs increase with the increase in cutting speed which may be attributed to shorter tool life when machining difficult-to-cut material such as Inconel 718. As previously mentioned, higher cutting speed values accelerate the generation of cutting temperature and this softens the cutting edge resulting in rapid tool wear. This phenomenon is significantly more pronounced in conventional flood machining than in the HPC alternative, which is attributed to the strong cooling ability of high-pressure coolant, thereby resulting in significant improvement of tool life.
The change of the overall machining cost per part of conventional and HPC assisted turning related to the cutting speed is shown in Figure 11. Overall, it can be observed that HPC cutting conditions are more cost-effective than conventional flooded machining environments for all cutting speeds. This trend is even more pronounced when high cutting speeds are applied. The most economical cutting speeds were found to be 50 and 64 m/min for conventional and HPC supply methods, respectively. Thus, HPC can be considered as a superior option for reduction of total cost required to produce a part and improvement of productivity in Inconel 718 machining.
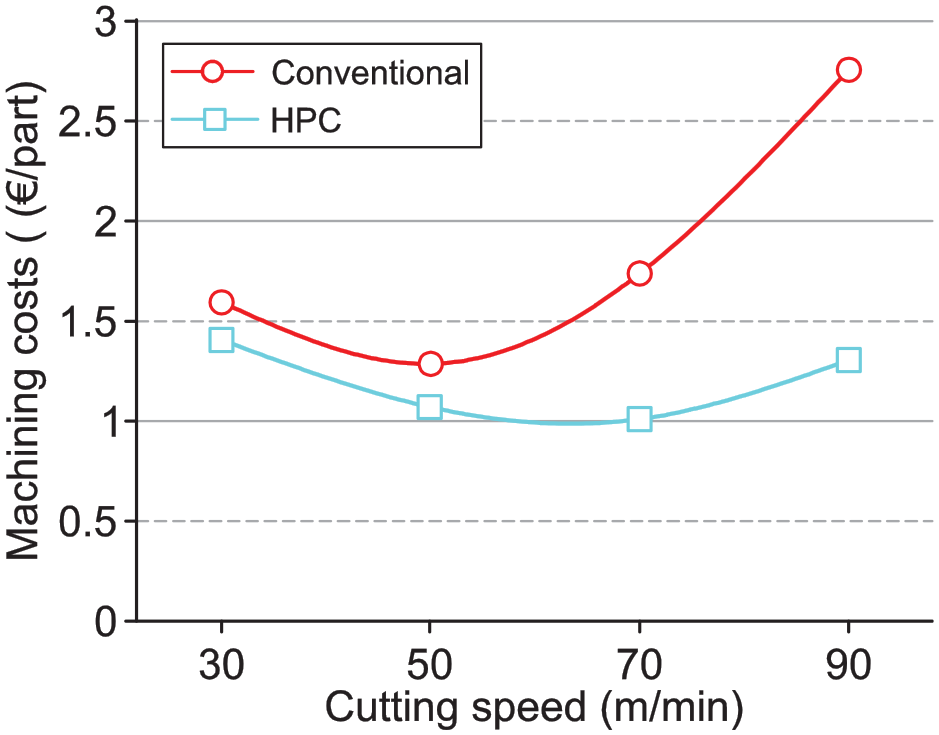
The change of overall machining costs related to the cutting speed.
Conclusions
In this work, the machinability of Inconel 718 was carried out with cooling lubrication fluid applied under conventional and high-pressure supplies. Moreover, a case study of a CNC cylindrical turning process is conducted to analyze in detail both cooling/lubrication techniques with respect to their environmental and economic characteristics. Based on the experimental results and subsequent analysis, the following conclusions are identified.
It was observed that the coolant delivery method has a substantial influence on machining performance. HPC assisted machining produced a longer tool life than that achieved with conventional flood coolant supply and significantly improved tool-chip contact length. The application of high-pressure coolant also significantly enhanced the machining performance in respect of all three cutting force components. Different cooling/lubrication conditions do not have any significant influence on the surface quality. Only minor variations in an arithmetic mean surface roughness were observed with machining time.
The case analysis shows that the carbon emissions caused by raw material production and chip recycling have the dominant impact on the overall carbon footprint of the part and these emissions are unrelated to the cooling/lubrication conditions. Analysis of the other sources revealed that conventional machining produces less carbon emissions caused by the energy consumption of machine tools, whereas HPC assisted machining generated the lower values of the carbon emissions from cutting tools and the carbon emissions from the CLF. In addition, the optimum cutting speed that minimizes overall carbon emissions is higher when machining under HPC supply compared to conventional coolant supply, resulting in increased productivity.
A comparison of overall costs required to produce a part refers that HPC cutting conditions, for this case study, reduced the total costs in the range of 11.9%–52.7%. The costs of the used machine tool and tool costs represent the largest contributors to total machining costs, causing more than 98% of the overall costs under each scenario. The costs associated with the energy consumption of machine tools and CLF costs are minor. Comparing optimum results of both cooling/lubrication conditions, it is observed that the best overall economic performance of machining operations can be achieved with HPC cooling/lubrication technique.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.