
Abstract
In this study, longitudinal ultrasonic vibration was superimposed during the compaction of titanium powders. Then, specimens were vacuum sintered at 1273 K for 120 min. In order to investigate vibration influence on physical/mechanical properties, density, shrinkage, and compression strength of sintered samples were measured. The influence of powder size, compaction pressure, and aspect ratio also were studied on mentioned physical properties. Improvement of fine powder sintered samples density due to applied ultrasonic is greater than coarse powders, although their compacted density is lower than coarse powders samples. Dimensional stability (in the opposite of shrinkage) in coarse powder is greater than fine powders so that shrinkage in fine powders decreases up to 12%. Compression strength is improved due to the application of ultrasonic vibration up to 64%.
Introduction
Titanium and its alloys are widely used in different industries due to their high specific strength, high corrosion resistance, and biocompatibility.1,2 However, the high cost of titanium restricts its application on high added value parts. 3 This limitation causes to use of near-net-shape manufacturing processes such as powder metallurgy for their component fabrication. 4 Different industrial techniques for fabricating of parts from titanium powders include press/sinter, warm compaction, hot compaction, Cold Isostatic Pressing (CIP), and Hot Isostatic Pressing (HIP). Press and then sintering is the most straightforward and cost-efficient technology among powder metallurgy techniques. 5 This method suffers from pressure gradient along with the thickness of compacted parts due to inter-particle friction as well as die wall friction. Also, cold welding of titanium powders to die wall is a common problem in this technique. 6 Density variation along with part thickness directly results from this non-uniform pressure distribution that causes dimensional instability and low mechanical properties of sintered parts. However, the high reactivity of titanium restricts the use of lubricant material for friction reduction. 7 In addition, using warm compaction (simultaneous press and sintering) or hot isostatic pressing due to the high reactivity of titanium needs a vacuum or inert atmosphere that increases the cost of tools. So, these restrictions should be decreased to obtain higher productivity and decrease titanium parts costs in the industry. One solution for these problems, imposing ultrasonic vibration during the compaction process. This method successfully was performed on compaction of metallic,8,9 ceramic,10,11 biomass, 12 medicine,13,14 and polymeric materials. 15
Khasanov and Dvilis 10 reported that using ultrasonic vibration during pressing, increases density distribution uniformity by 20% and decreases density gradient by 35%. Tsujino et al. 16 used ultrasonic vibration for compaction of metal, ceramic, and polymeric powders and reported higher density and uniform density distribution.
Fartashvand et al. 17 investigated the influence of ultrasonic vibration on green part density, friction stress on die wall, and removal force of part from the die and found that ultrasonic vibration has an improving role in these parameters. Abedini et al. 8 investigated the contribution of pressure, temperature, and high-power ultrasonic vibration on hot pressing of titanium alloy. They reported that ultrasonic vibration enhances powder consolidation during hot pressing and causes to increase in final relative density of about 7.7%. Hong et al. 11 found that superimposed ultrasonic vibration on Al2O3 and Al2O3/SiC compaction process causes to improve the densification, hardness, and decreases the randomness of mechanical properties. Singh and Pandey 18 used ultrasonic vibration during sintering of bronze spherical powder and reported that homogeneity and density of parts increased. Lv et al. 19 applied ultrasonic vibration during compaction of Polymer bonded explosives and found that the density and its distribution homogeneity of compacted parts increases
Acoustic softening of material20–24 and friction reduction25–29 at contacting surfaces due to propagation of high-power ultrasonic vibration maybe reduce required compaction pressure besides reducing the pressure gradient. In addition, local thermal softening at contacting surface increases the compressibility of powders. 30
This research was performed to investigate the possibility of industrial use of high power ultrasonic technology in press-sinter CP titanium powder metallurgy. First, to investigate its effect on the properties of the green sample in cold compression, which was presented in our previous study. 17 This study determined the influence of ultrasonic vibration on sintered specimens’ density, shrinkage, and compression strength. Also, the effect of compaction load, aspect ratio, and powder size on mentioned properties was investigated.
Experimental procedure
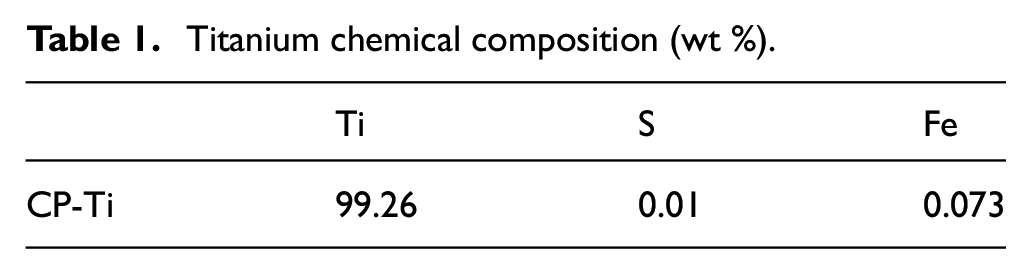
Two Commercially Pure Titanium (CP-Ti) powders with different particle sizes: (a) the purity of 99.9% with particle size <45 μm and (b) the purity of 99.9% with particle size <150 μm were used in the experiments. The morphology (SEM photograph) and size distribution of two CP titanium powders were shown in Figures 1 and 2, respectively. Powder’s composition was measured by XRF and presented in Table 1.
Titanium chemical composition (wt %).
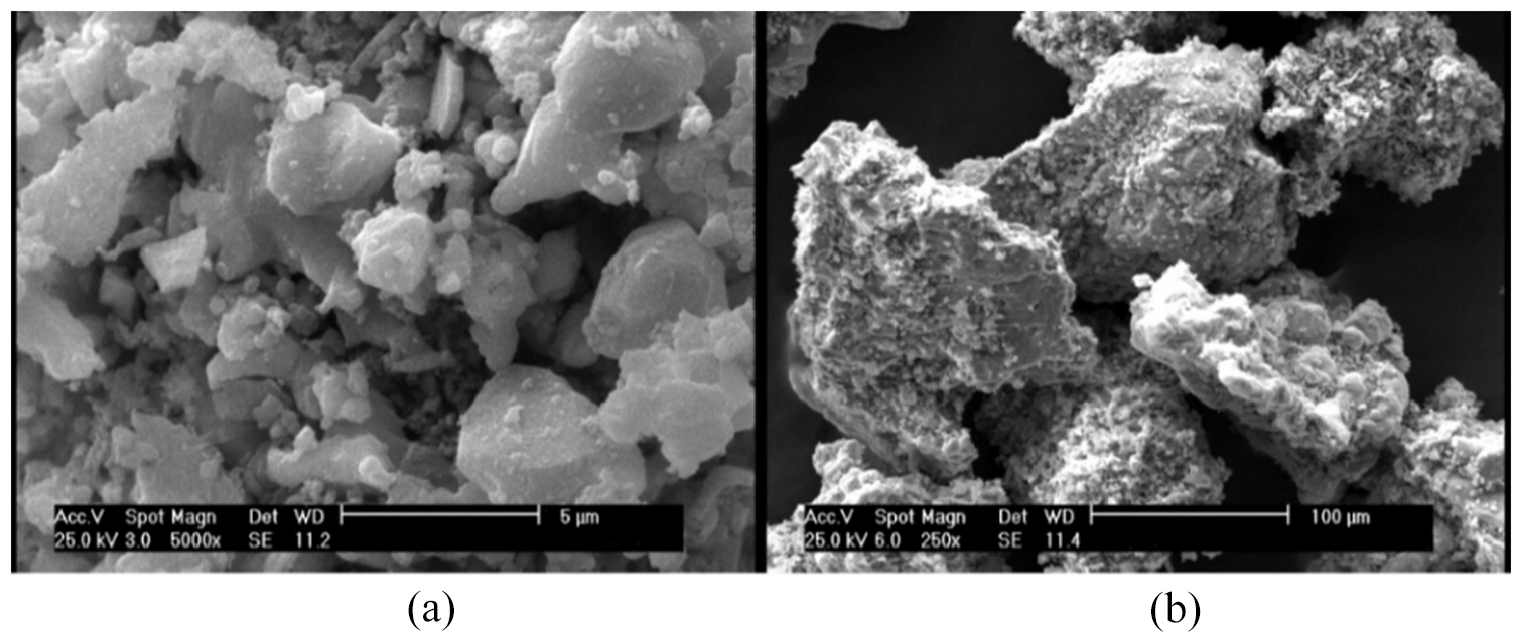
Morphology of: (a) <45 µm and (b) <150 µm CP titanium particles.
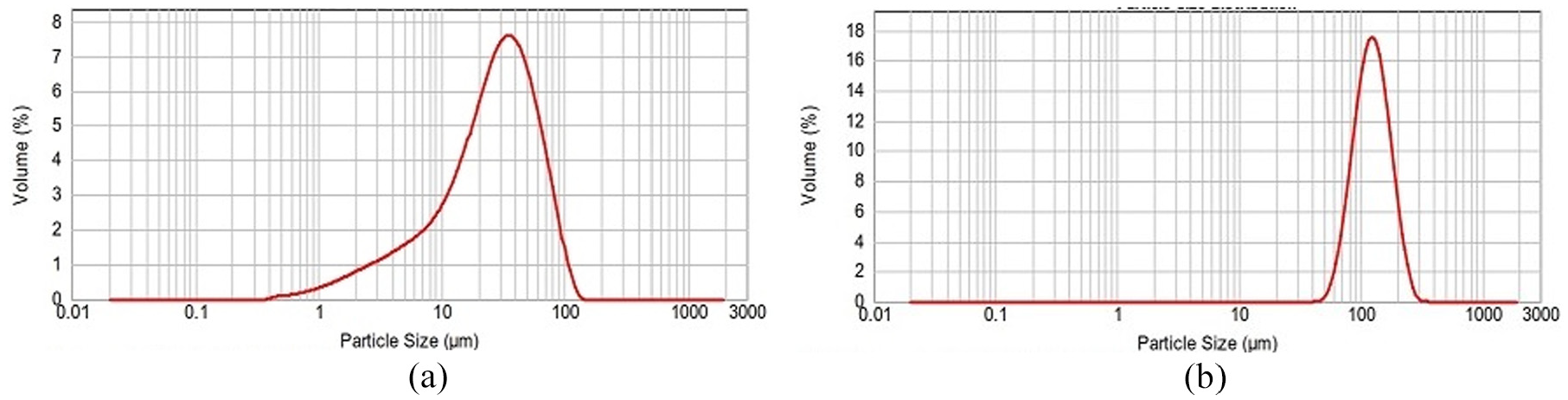
Particle size distribution for: (a) <45 µm and (b) <150 µm CP titanium particles.
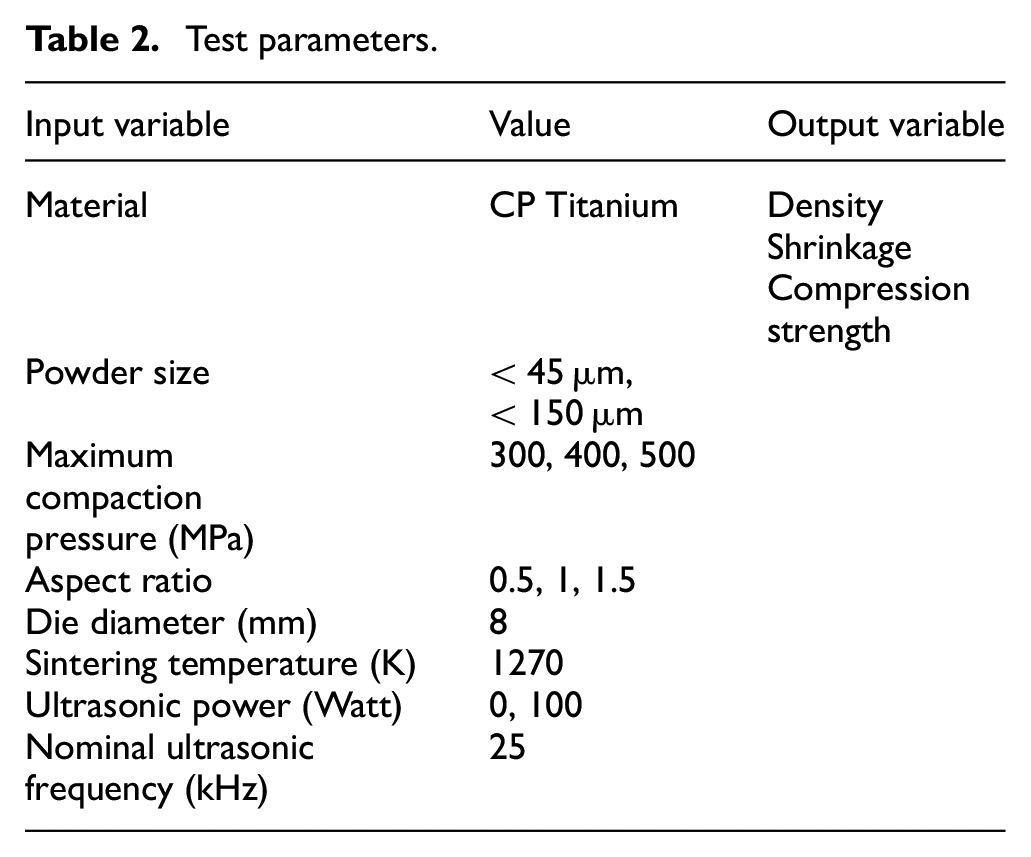
Ultrasonic assisted cold compaction set-up was designed and fabricated (Figure 3(a)). The detail of the set-up and the compaction procedure were described in Matsuoka. 15 The longitudinal vibration mode of punches and radial vibration mode of the die are shown in Figures 4 and 5, respectively. In Figure 4, the vertical axis is normalized amplitude from finite element analysis. In this figure, valleys are node points with minimum vibration amplitude (maximum ultrasonic stress), and peeks are antinode points with maximum vibration amplitude. The diameter of the die hole is 12.7 mm. Cold compaction was done at three different compaction pressure of 300, 400, and 500 MPa. Some compaction tests were done up to 900 MPa and observed that the improvement was observed pressures (up to 500 MPa) under superimposed ultrasonic vibration. Beyond this pressure, ultrasonic vibrations damp, and the significant effect was not observed. So, three compaction levels were chosen in the area that ultrasonic could improve processes efficiency. Also, three aspect ratios of 0.5, 1, and 1.5 were investigated. The different aspect ratio was chosen that the influence of die-wall friction on density could be studied. Specimens compacted with and without ultrasonic vibration. The power of ultrasonic vibration was 100 W. Pressed parts were vacuum sintered at 1273 K for 120 min (Figure 3(b)). The heating rate was 15 K/min, and the cooling was done in the furnace. Sintering curves selected according to Yamamoto et al. 31 results. Sintered density was measured by liquid immersion technique using the Archimedes method according to ASTM B962 – 15 (Figure 3(c)). The compression test was done on the specimen with an aspect ratio of 1:1 on the DTU-900 universal testing machine at room temperature with a 0.48 mm/min compression rate. In order to determine the shrinkage of samples, their diameter and height were measured by digital micrometer with 1 µm resolution. The variables are presented in Table 2.
Test parameters.
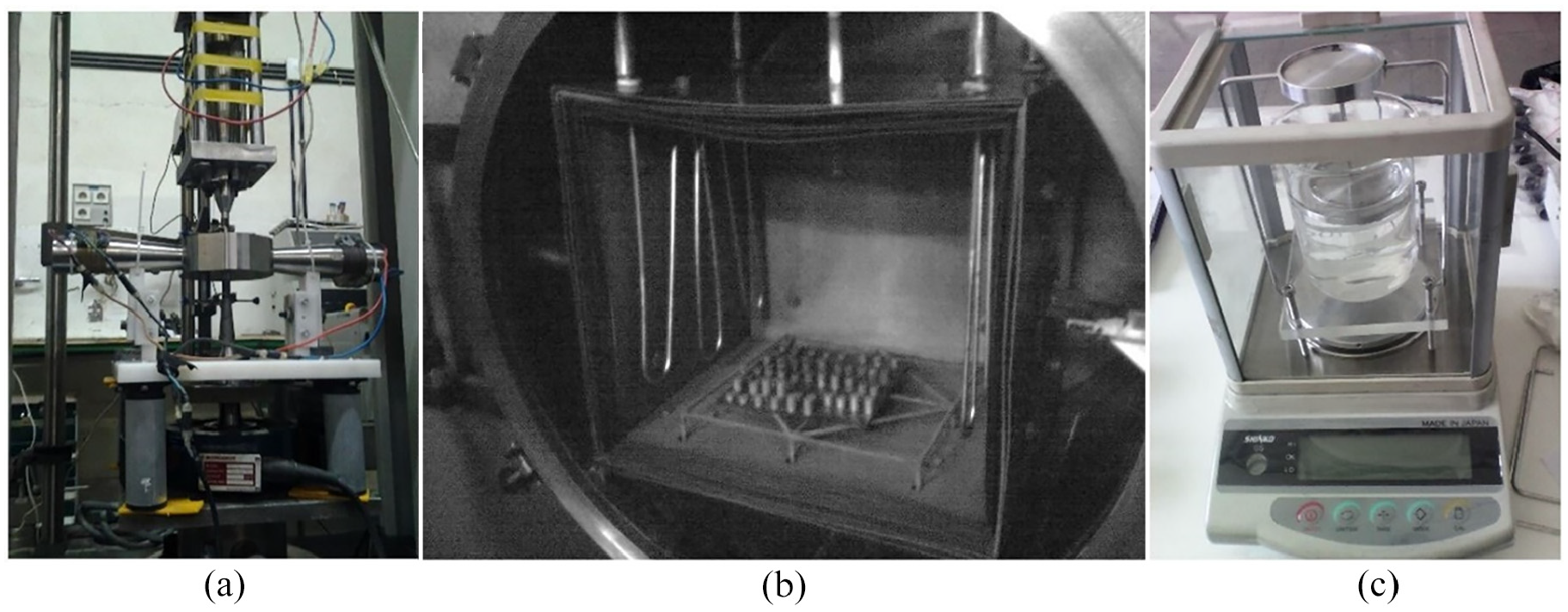
Experimental procedure: (a) pressing set up, (b) vacuum sintering furnace, and (c) density measurement.
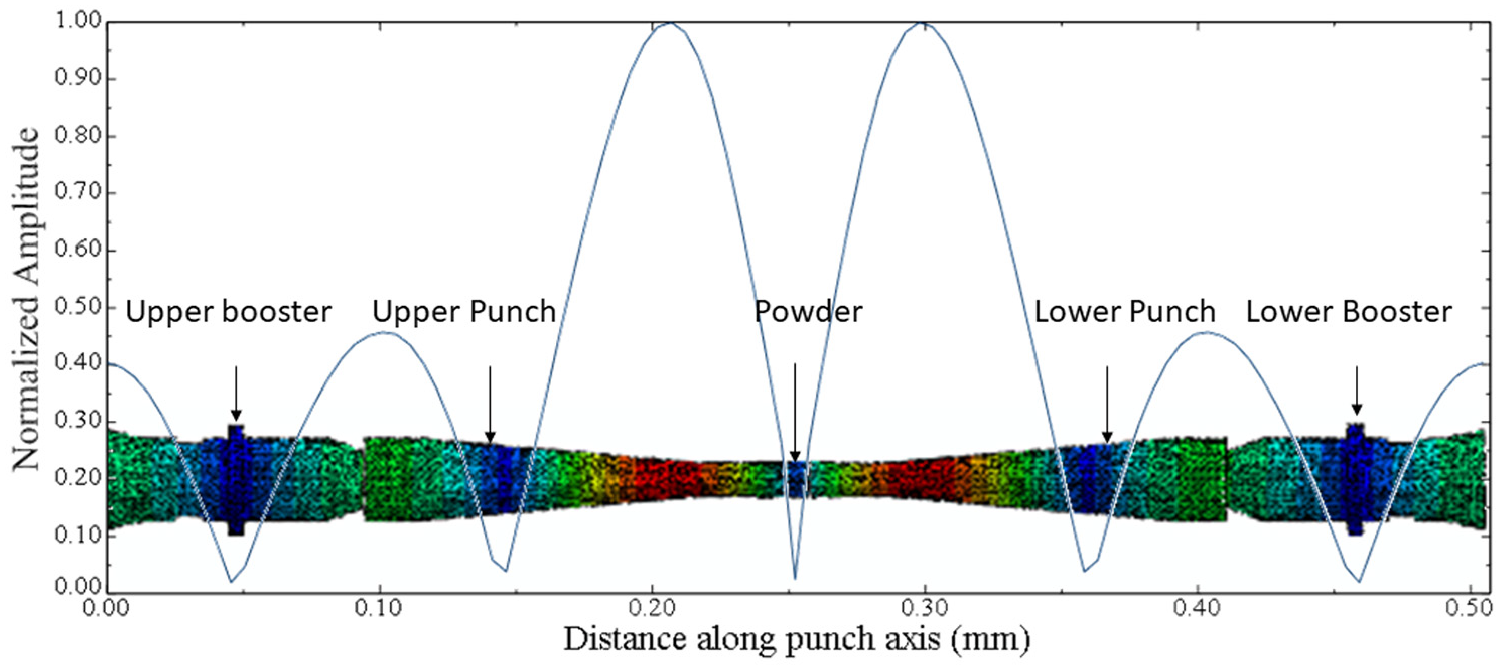
Longitudinal vibration mode of compaction punch at 24,962 Hz.
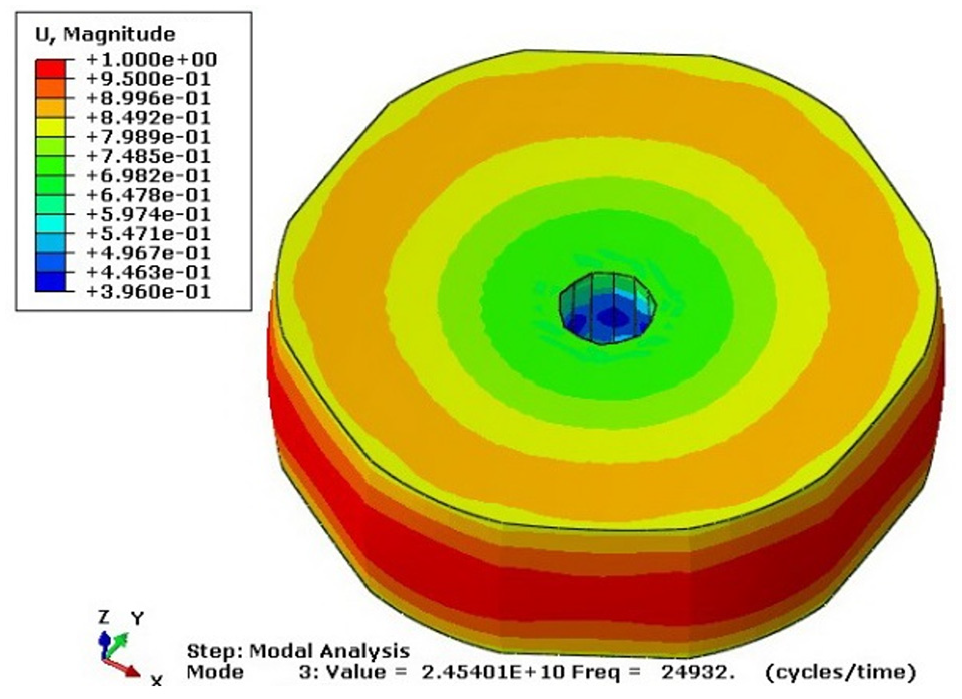
Radial vibration mode of compaction die at 24,932 Hz.
Results and discussion
Density of sintered specimens
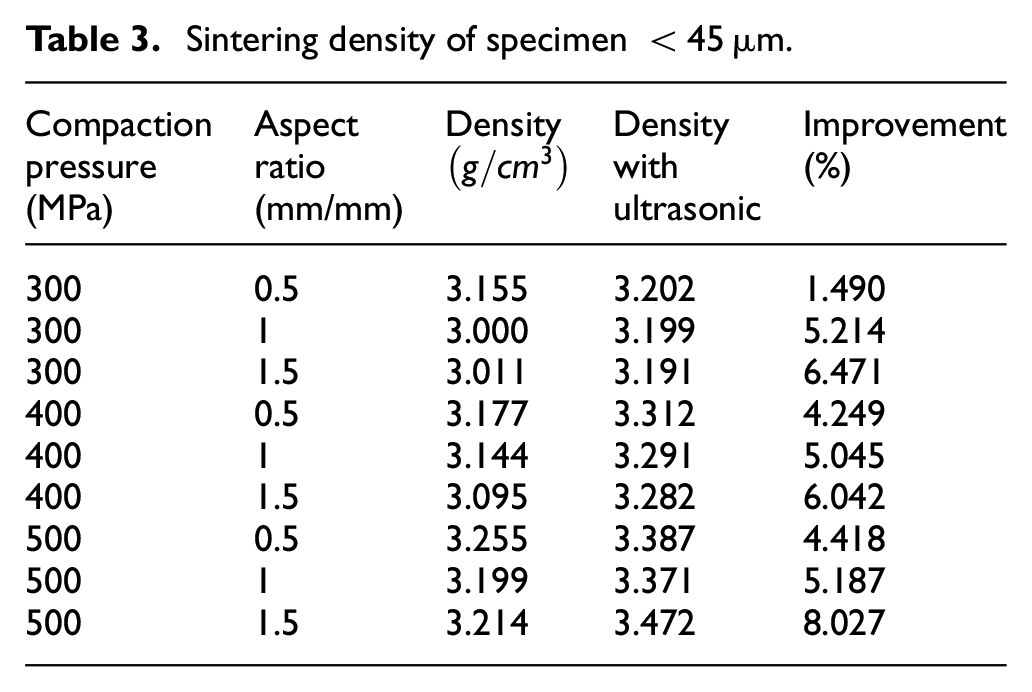
After cold compaction, powder particles are held together by cold welds as well as interlocking. During the sintering process, contacts between neighboring powders particles are growing due to diffusion processes. The most dominant mass transfer mechanisms are lattice, surface, and grain boundary diffusion. So, the density of compacted specimens increases during sintering. Table 3 shows the sintering density of sintered CP-Ti with a particle size of <45 µm. Applied ultrasonic vibration improves sintering density at all test specimens. It could mention that ultrasonic vibration decreases the flow stress of titanium 32 and more plastic deformation occurred at the same compression load than conventional pressing. So, more neighboring surfaces joined together during the sintering process, and higher sintering density achieved respect to traditional pressing. At an aspect ratio of 0.5, sintering density improvement is about 1.49%, 4.249%, and 4.418% at a compaction pressure of 300, 400, and 500 MPa, respectively. At an aspect ratio of 1, sintering density improvement is about 5.214%, 5.045%, and 5.187% at a compaction pressure of 300, 400, and 500 MPa, respectively. At an aspect ratio of 1.5, sintering density improvement is about 6.471%, 6.042%, and 8.027% at a compaction pressure of 300, 400, and 500 MPa, respectively. It is shown that influence of ultrasonic vibration at a high aspect ratio is more than a low aspect ratio. Pressure gradient due to inter-particle friction and die wall friction increases by increasing the height of samples while contacting surfaces increases by increasing the sample height. The one effect of ultrasonic vibration is the reduction of friction force at contacting surfaces. The efficiency of ultrasonic vibration is higher when more interface exists. In addition, at an aspect ratio of 0.5, increasing compaction pressure from 300 to 400 MPa and 500 MPa, improves sintering density by about 0.697% and 3.169%, respectively at conventional compaction, while the corresponding improvement is about 3.435% and 5.77%. At an aspect ratio of 1, increasing compaction pressure from 300 to 400 MPa and 500 MPa increases sintering density about 4.8% and 6.63% at conventional compaction and about 2.87% and 5.74% ultrasonic-assisted compaction process. At an aspect ratio of 1.5, 2.79%, and 6.74%, density improvement was measured by increasing the compaction pressure from 300 to 400 MPa and 500 MPa at conventional compaction, while these values are 2.85% and 8.80% under superimposed ultrasonic vibration.
Sintering density of specimen <45 µm.
It seems that ultrasonic vibration helps to increase sintering density due to using higher compaction pressure unless at the aspect ratio of 1. Higher compaction pressure increases the green compact density, which leads to a higher neck area. Large contact size decreases diffusion distance and enhances sintering efficiency. Also, dislocation density increases at higher pressure. Due to these reasons, the sintering rate increases at higher compaction pressure, and a higher sintering density is achieved.
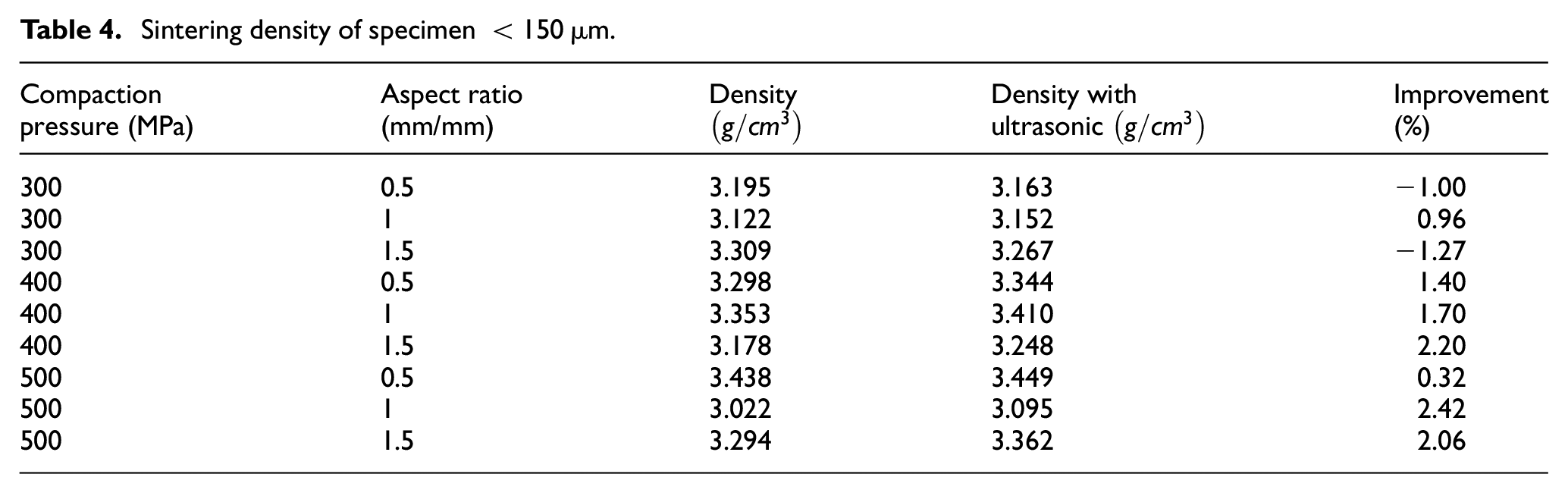
Influence of ultrasonic vibration on sintering density of <150 µm titanium powder presented in Table 4. At almost of test conditions, ultrasonic vibration improves the sintering density, which maximum improvement is about 2.42% at the highest aspect ratio and minimum compaction pressure. It is clear that by increasing the mass of powders, contacting surfaces are increased, and it is expected that ultrasonic vibration efficiency is increased. Sintering density improvement due to ultrasonic vibration at fine powders is more significant than coarse powders. This phenomenon is attributed to the number of interfaces at fine powder stock. Also, surface energy per unit volume is higher in fine powders than coarse powders, and consequently, fine powders have a higher sintering rate.
Sintering density of specimen <150 µm.
Variation of sintering density versus green density is illustrated in Figure 6. It is shown that increasing green density leads to a higher sintering density. This relationship is clearly shown on coarse powders. Lower green density is related to conventional cold compaction, demonstrated in the coarse powder that ultrasonic-assisted condensation has a distinct area in these figures. Also, it was found that the final sintered density of coarse powders at conventional compression was greater than fine powders. After ultrasonic application, most of the specimens fabricated from <45 µm powders had a higher density. This clearly showed that ultrasonic efficiency increased by increasing contacting surfaces. So, this improvement could be attributed to friction reduction and local acoustic-thermal softening.
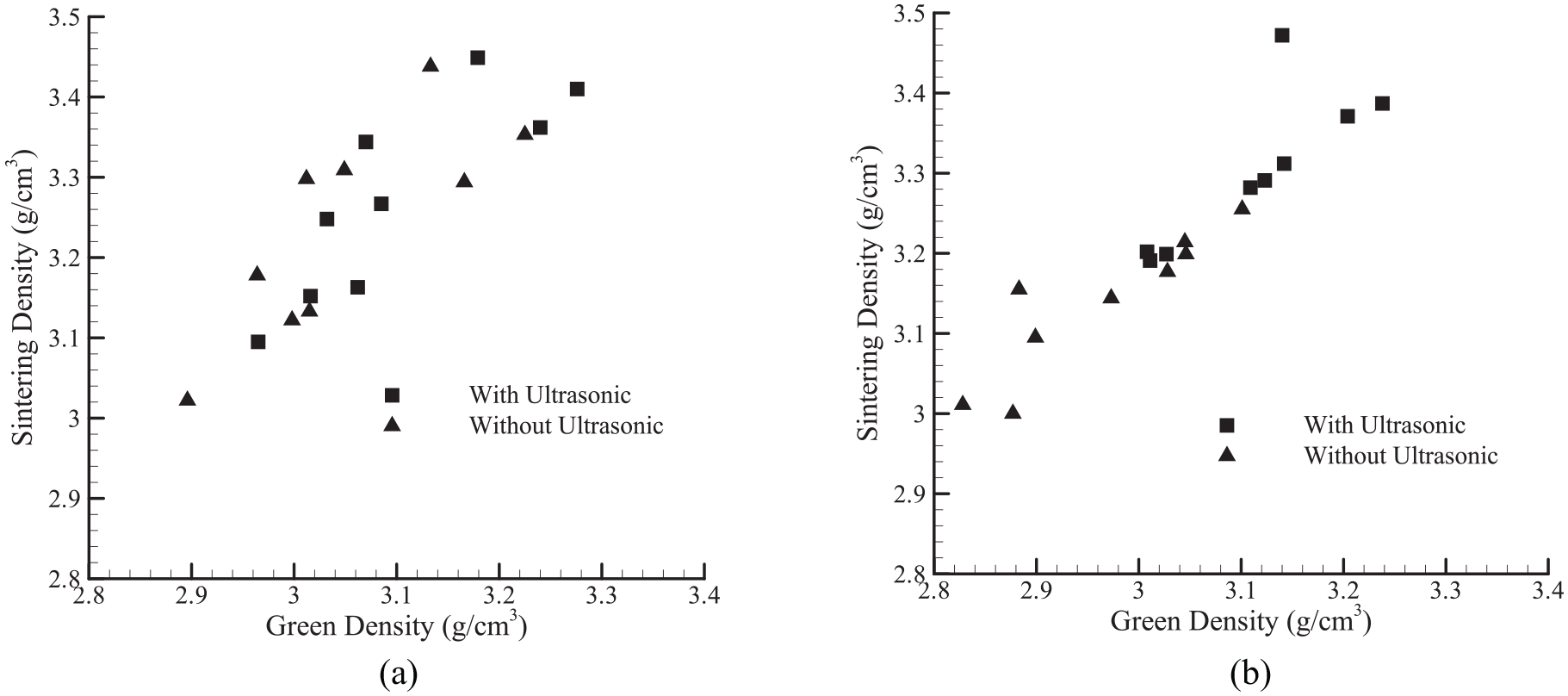
Relation of green density and sintering density under ultrasonic vibration on: (a) <45 µm and (b) <150 µm titanium powders. .
Figure 7 shows density improvement of green and sintered specimens due to superimposed ultrasonic vibration. It is estimated that the sintering density improvement is equal to the improvement of green density. So, a line with the slope of the unit is plotted in this figure. It is shown that some data are far from this line, so the ultrasonic vibration has a different influence on the sintering behavior of titanium. This could be attributed to powder’s irregular shapes, in which particles are close together at some points and may have a tiny gap in other positions. In addition, the improvement of fine powders has a higher level than coarse powders.
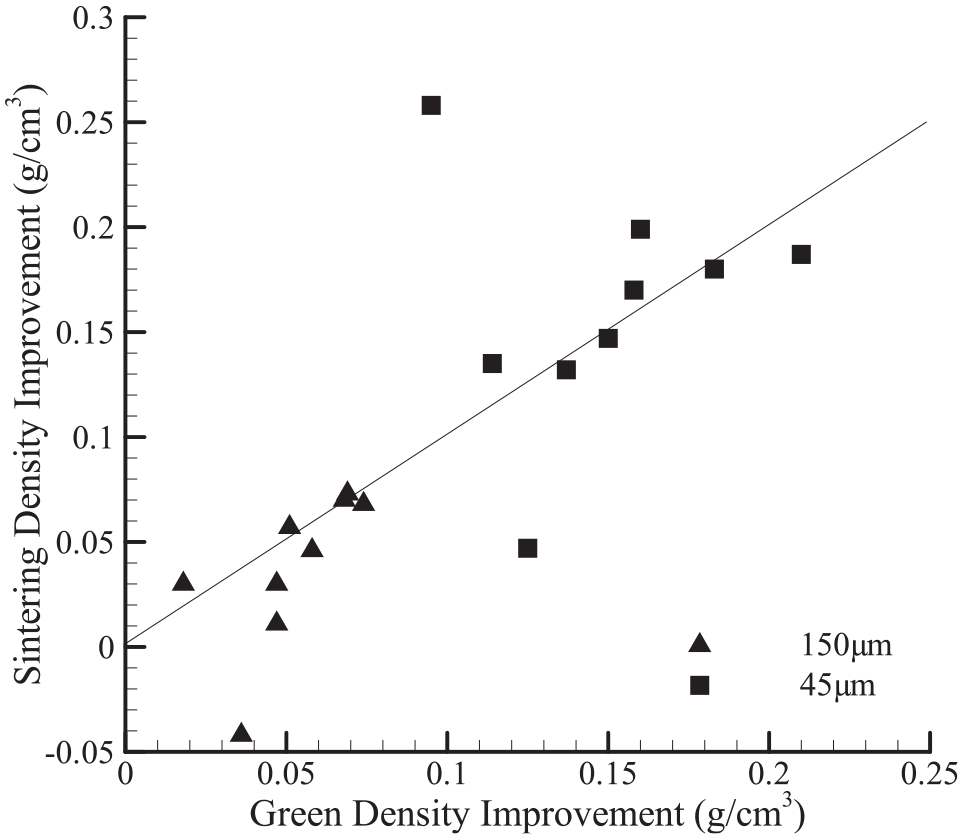
Improvement of sintering density versus improvement of green density due to ultrasonic vibration.
Shrinkage of sintered components
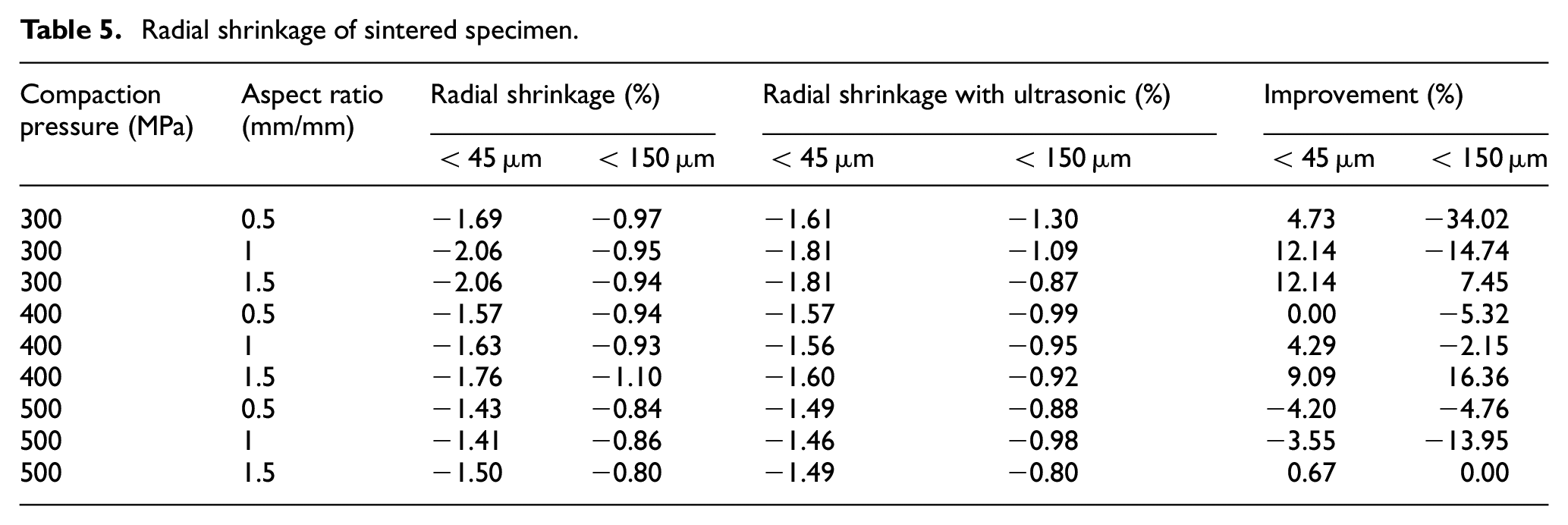
After ejection of green compact from the die, compact expansion occurs in the radial direction attributed to elastic deformation and air trapped among particles. After the sintering process, dimensions of the specimen shrink when mass transfer between particles occurs and particle centers move to each other. Amount of shrinkage should be seen in the design of the die in order to obtain dimensions of part within desirable tolerance. A small value of shrinkage indicates dimensional stability. Table 5 shows radial shrinkage for <45 and <150 µm titanium powders. Also, axial shrinkage is presented in Table 6. Higher bonding strength causes higher shrinkage. As shown from data, ultrasonic vibration affects the amount of shrinkage, especially in fine powers, which a 12% reduction in radial shrinkage was measured in compaction pressure of 300 MPa at 1 and 1.5 aspect ratios. The maximum reduction of radial spring back of green compact was calculated at 400 MPa pressure. Reduction of radial shrinkage due to superimposed ultrasonic vibration on coarse powders was not predictable behavior so that increasing up to 34% and decreasing up to 16% was measured. In addition, it is seen that the radial shrinkage of coarse powders is lower than fine powders.
Radial shrinkage of sintered specimen.
Axial shrinkage of sintered specimen.
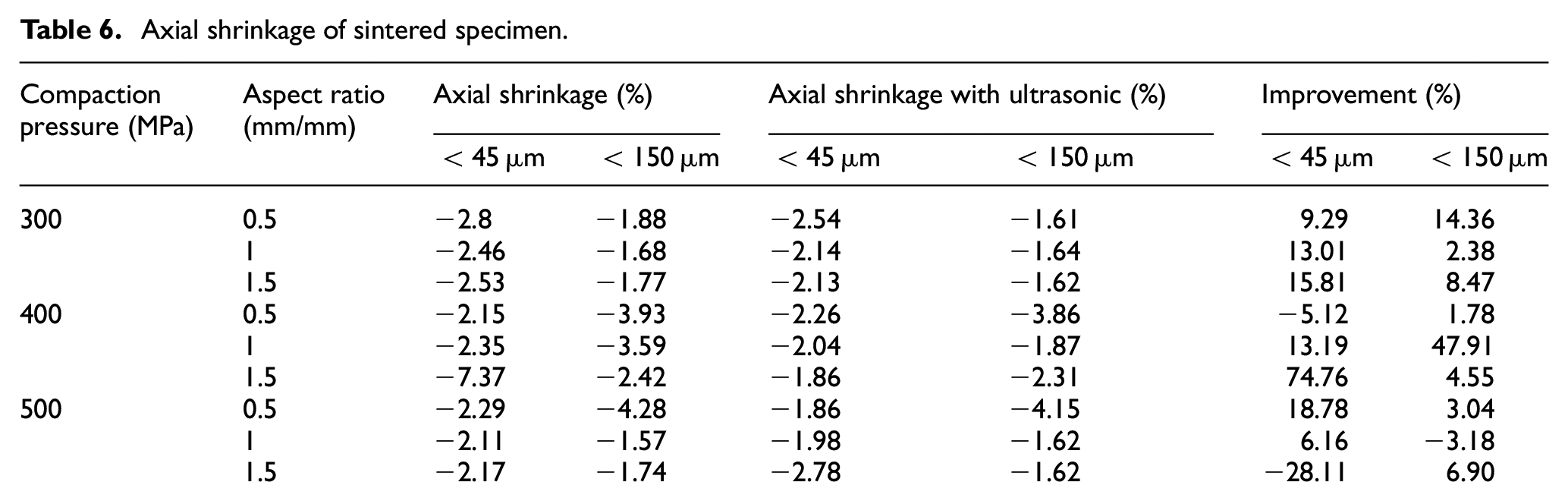
Concerning higher bonding number in fine powers, it may be attributed to the higher sinterability of fine powders. From a shrinkage point of view, coarse powders are suitable for powder metallurgy, but by using fine powders to obtain higher density, shrinkage decreases by superimposing ultrasonic vibration during the compaction process. Ultrasonic vibration reduces pores between powders and improves densification during sintering.
By investigating shrinkage as a function of green and sintering density, it was seen that higher density necessarily did not mean lower radial shrinkage in both powder sizes, but the general trend of data showed a reduction of shrinkage by increasing density. Also, axial shrinkage of both powders under ultrasonic vibration increases due to obtaining higher density.
Compression strength of sintered specimens
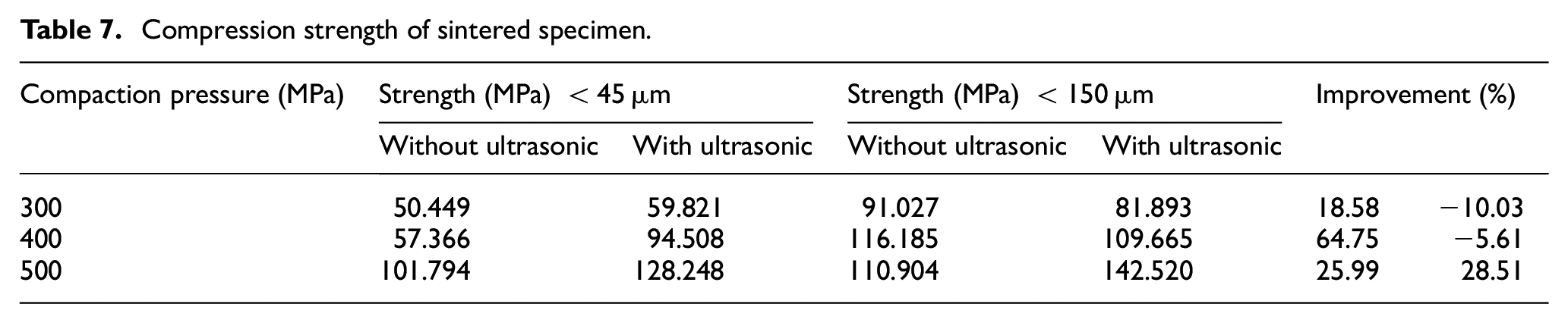
During the sintering process, the green compact porosities reduce and result in the improvement of mechanical properties. Compaction strength of sintered powders was measured for specimens with an aspect ratio of one (Table 7). Figure 8 presents stress-strain curves for samples that compacted under 500 MPa from <45 µm titanium powders. It is shown that stress linearly increases, and after reaching the maximum value that corresponds to fracture of the specimen, inter-particle bonds separate, and load-carrying capability reduces. These curves do not have a plastic deformation stage that indicates the occurrence of brittle fracture. This brittle fracture is the result of residual porosity as well as inhomogeneous microstructure. Irregular pores cause to increase locally due to geometry discontinuity. Also, residual acoustic softening may occur due to applying ultrasonic vibration to titanium. 27 It could decrease material strength, but the annealing condition may occur after sintering, and twins recovered in the microstructure.
Compression strength of sintered specimen.
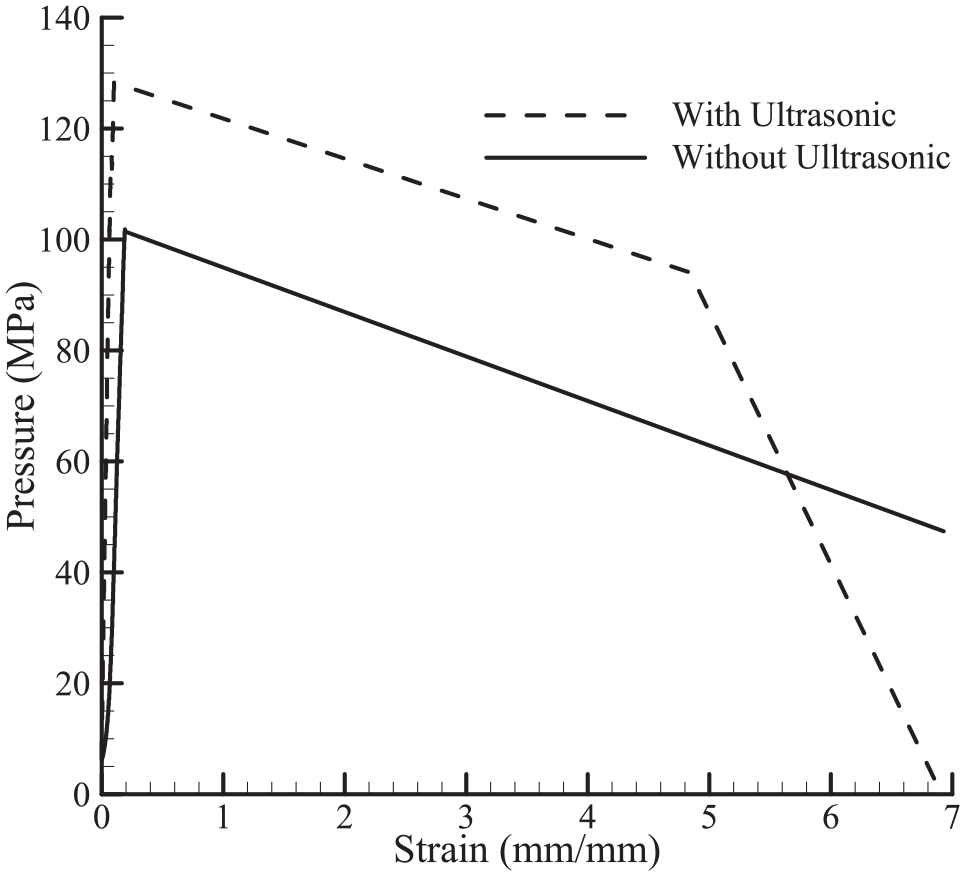
Typical compression test graphs for sintered specimens.
The compression strength of sintered specimen of<45 µm increases by using ultrasonic vibration. Increasing compression strength under superimposed ultrasonic vibration about 18.58%, 64.75%, and 25.99% was measured for 300, 400, and 500 MPa, respectively. In addition, increasing compaction pressure increases the strength of sintered. The ultrasonic vibration effect is confusing at coarse powder, so strength decreases at 300 and 400 MPa but increases at 500 MPa. In addition, higher compression strength was recorded for coarse powders.
Conclusions
In this research, the sintering behavior cold compaction of titanium powder was investigated under a uniaxial longitudinal superimposed ultrasonic vibration condition, and the following was concluded:
Ultrasonic vibration increases the densification of sintered titanium powders.
The effect of ultrasonic vibration on sintered specimen properties depends on the powder size.
The sintered density of <45 and <150 µm titanium was increased by 8.027% and 2.42%, respectively.
Ultrasonic vibration decreases shrinkage of <45 and <150 µm titanium. This improvement is more significant in fine powders.
Ultrasonic vibration causes to increase of compression strength up to 64%.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.