
Abstract
In this paper, for the first time, dual-phase Mg-Li alloy is used to produce a three-layered Al/Mg/Al composite with the use of the cold roll bonding process. The low density and high ductility are known as the essential advantages of the Mg-Li alloys, while a couple of important problems should be taken into account, namely low corrosion resistance and low strength. It has been tried to deal with the mentioned problems by performing cold work and cover the Mg sheet with the Al similar plates. To investigate the Mg-Al layers bonding quality, mechanical properties and microstructure were examined for different thicknesses reduction ratio. The peeling test results showed that with increasing rolling pressure, the size and number of cracks on the brittle surfaces due to brushing, surface expansion, and metal extrusion between the cracks were improved by rising the reduction thickness ratio, bond strength enhanced, sharply. The UTS of 33.33% thickness reduction three-layered Al/Mg sample was obtained 186.5 MPa, which was more than 2.1 and 1.3 times higher than the initial Al1050 and MgLZ91 samples, respectively. However, because of increasing the amount of thickness reduction, roll-bonded layers’ quality, the tensile strength of the composite, and the microhardness of both layers increased. Furthermore, the elongation has reduced, and the maximum ultimate tensile strength and microhardness were achieved at 66.67% thickness reduction.
Keywords
Introduction
In recent years, over the last different multi-layered alloys and composites are used in industrial applications. However, mono-layered materials are still mostly used in various industries. 1 For example, multi-layered Al alloys and Al matrix composites are used for structural applications in the automotive body2–4 due to several attractive features at the same time, such as desirable mechanical properties, low density, and relatively high thermal conductivity and corrosion resistance.5–8
Amongst the various fabrication procedures which are available to produce the multilayer metal alloys and composites, cold roll bonding (CRB) process applications are overgrowing. The main reason for this growth is the unique characteristics of the CRB process compared to other methods,5,9 such as the simplicity of this method and also its ability to automate. In the CRB process, two or more sheets or strips of the same and non-identical metals or alloys are placed together, pressing with a rolling machine, to obtain a suitable deformation to achieve a solid-state connection of contacting layers. The CRB process is a kind of solid-phase bonding method, in which plastic deformation of the metal sheets is the cause of layer bonding.10–12 In the CRB process, desirable joining is achieved when the oxide layers are broken up by surface expansion, and the surfaces are bonded due to the rolling pressure.1,10,12–15 Recently, the CRB process has widely been employed to fabricate the foils and sheets. 1 This method could be accomplished for a wide range of metals, which material could be from similar or different metals. Also, for metals that cannot be fabricated through other manufacturing technologies, the CRB procedure can be used.1,16
In recent years, Al and Mg alloys have attracted much attention and also have a high potential in the automotive industry due to the strength of Mg alloy and excellent corrosion resistance of Al alloys. Besides, as low-density structures, a combination of Mg and Al alloys can reduce carbon dioxide emissions due to the reduction of vehicle weight in the automotive industry. In three-layered Al/Mg/Al composites, where Mg as the core is coated by Al that protects Mg and improves its corrosion resistance and increases the ability to deform it by creating compression stress. 17 Also, Al/Mg composites are widely used in many fields, particularly aerospace, automotive, and electronic products, due to their unique properties such as low density, high strength, and excellent corrosion resistance, which is mainly due to the weight reduction of structural components and consequently energy saving.
Cui et al. 18 produced a three-layer Al5052/AZ31/Al5052 composite using the hot roll bonding process and investigated its ductility and anisotropy. Zhang et al. 19 surveyed the mechanical and microstructural properties of the three-layer Al7075/AZ31B/Al7075 composite in four temperatures (400, 450, 465, and 475°C) three thickness reduction (60%, 70%, and 80%). Luo et al. 20 produced three-layered Al5052/AZ31B/Al5052 composites in two cold and hot rolling processes and heat treatment between them. Macwan et al. 21 studied the effect post-annealing of cold roll bonded Al 1060/Mg/Al 1060 composite.
In all of these investigations, various Mg alloys with Hexagonal Close Packed (HCP) structure (limited ductility) have been used to produce multi-layered Al/Mg composite. Of course, in these researches, due to the limited formability of Mg and the improvement of adhesion of Al-Mg layers, roll bonding accompanied with a different technique such as hot rolling, applying high thickness reduction, post and interpass annealing.17–21
Formation of the intermetallic layers between the interfaces of the initial plates will be unavoidable if laminated composites or welded different metal alloys have been fabricated at high temperatures or apply a preheating process.22–25 These intermetallic compounds and their structures determine the performance of the joint. 26 In this area, Yazdani et al. 27 studied the fabrication of Al-matrix nanocomposites reinforced by mono-dispersed TiAl3 intermetallic three-step process of cold-roll bonding, heat-treatment, and accumulative roll bonding. According to their research, the initial Ti particles have been totally converted into TiAl3 intermetallic and achieved a heat treatment process at 590°C for 2 h, which caused coarse formation TiAl3 particles on the interface of the original Al plates. Baboukani et al. 28 had research regarding the intermetallic layer characterization of the Friction Stir Welded (FSWed) Al-Cu plates. They concluded that, due to the reaction between aluminum and copper, Al2Cu composition had been formed as an intermetallic layer on the surface of aluminum alloy. Moreover, according to the EDS analysis, they illustrated that the intermetallic layer grows by the increase of the number of FSW passes. However, at room temperature, the formation of intermetallic layers does not occur and only the welding between the layers will be established.29,30
At room temperature, the formability of lithium-containing magnesium alloys is significantly more than other Mg alloys due to the change of the microstructure of magnesium from the HCP structure to a dual-phase one, including Body-Centered Cubic (BCC) and HCP structure.31,32 Mg-Li alloys in the range of about 5–11 weight proportion of lithium have a dual-phase structure of BCC-HCP with considerable ductility. Also, the presence of Li causes a significant reduction in the density of Mg-Li alloy.
According to the research of Hanwu et al., 33 the rise of the strain rate causes the dual-phase Mg-Li alloys elongation and tensile strength decreased and increased, respectively. Also, the effect of rolling temperature and accumulated applied strain on the Mg LA51 and LA51 + 0.5Y alloys have been evaluated by Wang et al. 34 which LA51 + 0.5Y showed more proper mechanical properties compared to LA51. Although several types of research were performed regarding the Mg-Li mechanical properties, 35 rolling process effects, 36 and fracture behavior,37,38 fewer studies focused on the impact of the roll bonding process on these alloys.
In short, based on the above-mentioned points, Mg-Li alloys, in comparison to other Mg alloys, have a lower density, higher ductility, and proper workability, which those mechanical properties can be improved by applying cold working. In the present survey, for the first time, dual-phase Mg-Li alloy (LZ91) is used to produce a three-layered Al/Mg/Al composite by the use of the roll bonding process. The process is accomplished at room temperature and five different thickness reduction proportion, including 33.33%, 40%, 46.67%, 60%, and 66.67%. The microstructure and mechanical properties were then examined by optical and scanning electron microscopes, uniaxial tensile test, and microhardness variation.
Experimental procedures
Material research
In this research, commercial Al 1050 and as-cast dual-phase Mg-Li (LZ91) alloys have been used as initial materials. To produce LZ91 alloy, pure commercial Magnesium, Lithium (8.9%Wt.), and Zinc (1.1%Wt.) have been used to cast the alloy. The casting temperature has been set to 770°C and also argon gas selected as a protective atmosphere. Then, using a preheated steel mold, the melt has formed into ingots. After this, the initial ingots experienced an almost 90% thickness reduction from 10 mm to 1 mm, utilizing a warm rolling process at the temperature of 300°C. Afterward, the LZ91 and Al 1050 alloys were annealed at 350°C for 2.5 h and 250°C for 2 h, respectively.
CRB process
According to Figure 1, the cold rolling process is a simple process with several successive steps, including cutting the sheets in the same dimensions (length and width), surface preparation, closing them together, and rolling. At first, Al 1050 and Mg LZ91 sheets had a thickness of 1 mm and were cut in the same dimensions.
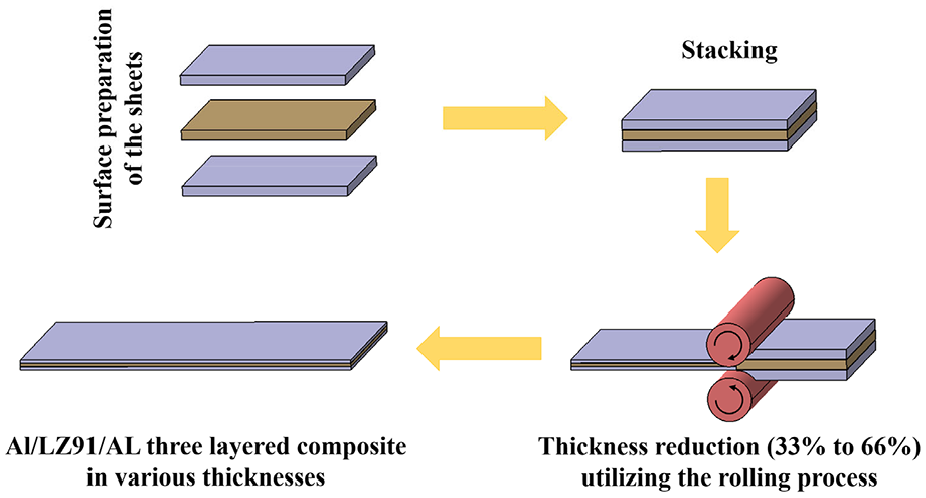
Different steps of CRB process.
For this purpose, to fabricate the three-layered Al/Mg/Al composite, initially, two Al1050 and one Mg LZ91 sheets, with the dimensions of 6 mm × 14 mm, are cut and punctured in four corners. Puncturing was done to close the sheets together and preventing them from falling apart and slipping during the rolling process. Subsequently, the contact layers (one side of the Al and two sides of the Mg sheets) are subjected to chemical and mechanical preparation operations.
The chemical process involves washing with detergents and degreasing with acetone, and the mechanical operation is scratching a fragile surface of contact layers, which is carried out by rotary sanding with a drill machine. The preparation stage is the most crucial step in the process since surface contamination affects the bonding quality directly. Therefore, the preparation process must be done accurately and the time between preparation and rolling processes should be reduced as much as possible.
Finally, after packing the sheets together via soft wires in the four corners, the rolling process is performed by controlling the output thickness (reducing thickness or strain rate) to achieve the proper bonding. In this study, Al/Mg/Al three-layered sheets have been produced having different exerted strain ratios, namely 33.33%, 40%, 46.67%, 60%, and 66.67%. In the CRB method, the deformation of the initial sheets is assumed to be two-dimensional and the plane strain equations are dominant, which the equivalent strain value is calculated using the following equation 39 :

where, t0 is the initial thickness, which is equal to 3 mm and is constant, t, εeq, and R are the output thickness, equivalent strain, and thickness reduction, respectively. Table 1 presents the parameters used in this equation for the experimental data of the present study.
Variation of applied strain and equivalent strain based on
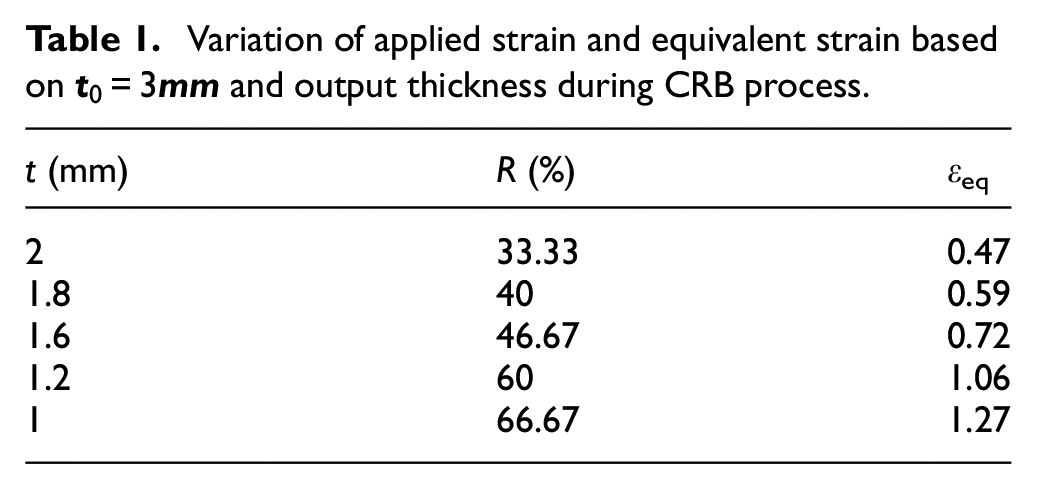
Due to the high brittleness of the intermetallic, the CRB process of the present study was designed at the ambient temperature to prevent the formation of the unwanted intermetallic layers. Moreover, no heat treatment process has been operated after the CRB process.
Microstructure and mechanical properties study
In this paper, the microstructure of the LZ91 alloy and CRBed specimens have been observed using the Optical Microscope (OM). The specimens were ground utilizing the sandpapers grade 80 to 2000. The samples have been polished with the use of a mixture of water, soap, and alumina nano-powder (particle size was 300 nm). Also, to etch the specimens, a solution of water (150 ml), H2C2O4 (1 gr), CH3COOH (1 ml), and HNO3 (1 ml) has been used. To accomplish the phase analysis of the LZ91 specimen, X-ray diffraction (XRD) has been performed.
According to ASTM D903-93, the bond strength between Al and Mg LZ91 layers at different applied strain ratios were investigated using the peeling tests. 40 All tests were done by a crosshead speed of 20 mm/min with a SANTAM tensile testing machine applying a 100 kg load cell. The average bond strength values were calculated using the following equation.

CRBed tensile specimens have been produced in the current work according to ASTM E2141 and ASTM E8M 42 standards with the gauge length and width of 25 and 6 mm, respectively. Also, 1 mm/min has been set as the test speed, which has been applied using a SANTAM STM-50 tensile testing machine at room temperature. The rupture modes of the specimens have been observed by a VEGA II TESCAN Scanning Electron Microscopy (SEM).
Results
The microstructures of after annealing LZ91 rolled sheet is shown in Figure 2. The dual-phase microstructure of the magnesium-lithium alloy is evident in this picture. Figure 2 demonstrates the α-Mg and β-Mg-Li phases, which contain HCP and BCC crystal structures, respectively. In the microstructure, the light regions are related to the α-Mg phase spread in the dark matrixes of β-Mg-Li phases.37,38 Figure 3 illustrates the XRD patterns of the rolled annealed LZ91 sample, which indicates the alloy contains two main phases, including α-Mg and β-Mg-Li phases.
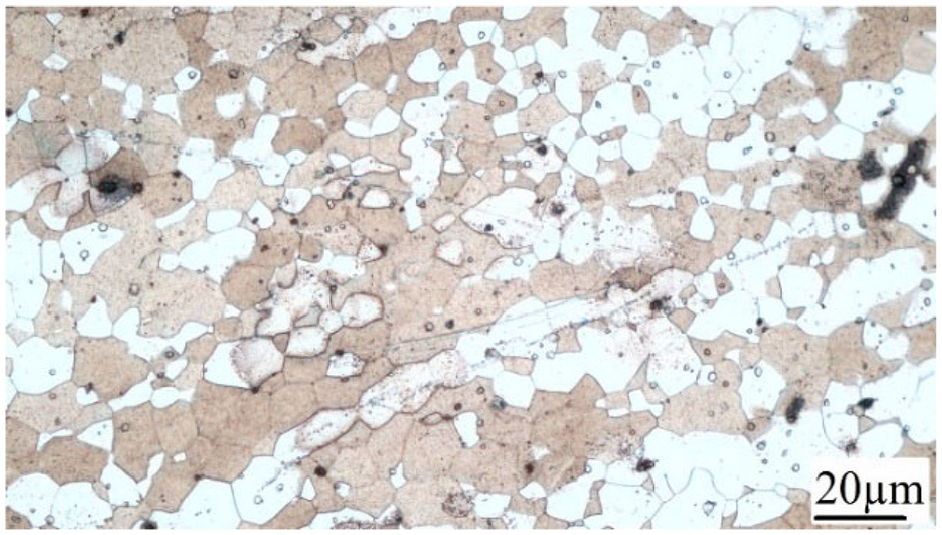
Optical micrograph of initial material (Mg-Li alloy).
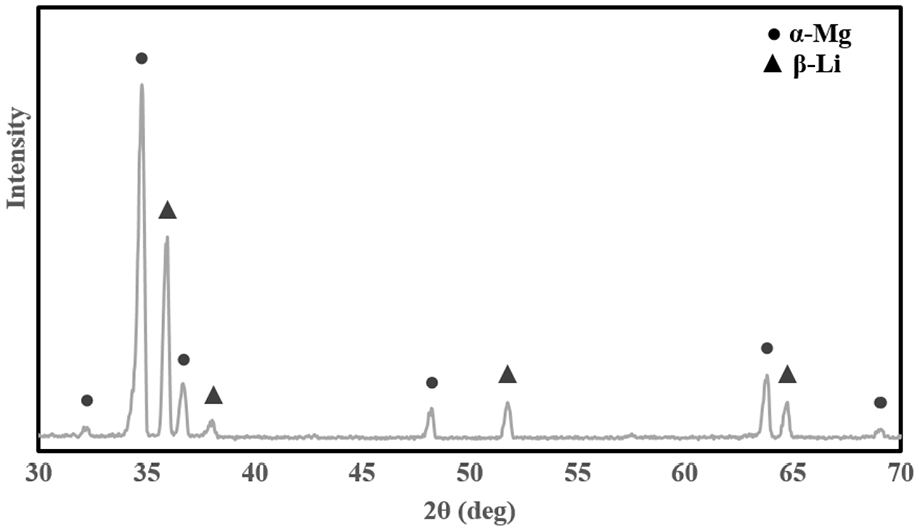
XRD pattern of the LZ91 specimen annealed at 350°C.
Bond strength
In Figure 4, the peeling test results and bond strength of all Al/Mg composite samples are presented. The shear stress and exerted strain between the contact surface of rollers and layers rise by rising the thickness reduction ratio, which increases the pressure during the rolling process. Based on Figure 4, the bond strength of Al/Mg composite samples with 33.33%, 46.67%, and 66.67% thickness reduction ratio, improves from 83.07 N to 114.10 N, and 203.06 N, respectively. Increasing the amount of rolling pressure raises the number and size of cracks on the brushed surfaces, surface expansion, and shear deformation. According to the theory presented in previous researches, the fracture of brittle surface layers due to brushing in the preparation step and extrusion of pure metal between the surface cracks and reaching each other results in mechanical bonding between the opposite layers.40,43
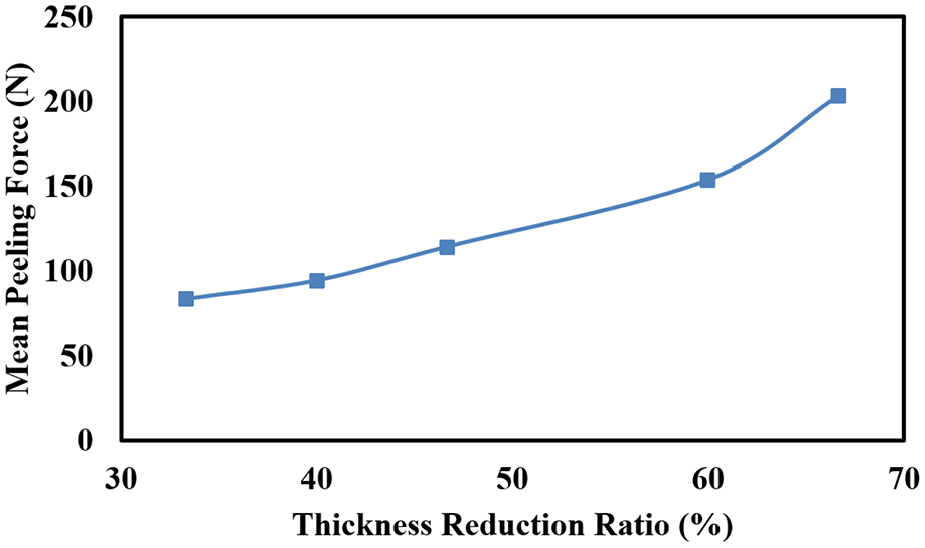
Mean peeling force versus thickness reduction ratio.
In Figure 5, tensile fracture surfaces of the maximum and minimum applied strain, namely 33.33% and 66.67% thickness reduction during the rolling process, are shown. According to Figure 5(a), the Al1050/MgLZ71 contact areas are free from any cracks and separations while in Figure 5(b) minor separation between the lower Al1050 layer and Mg LZ91 is observed. According to the previous researches, the critical thickness reduction is equal to the minimum thickness reduction during the rolling process, which creates bonding between the layers. The critical thickness reduction was proposed for Al/Mg roll-bonded more than 50% which is even suggested to be accomplished at high temperatures to form a better roll bonding, but due to suitable formability of the Mg LZ91, there was not required a high applied strain and temperature for roll bonding to the Al alloy.
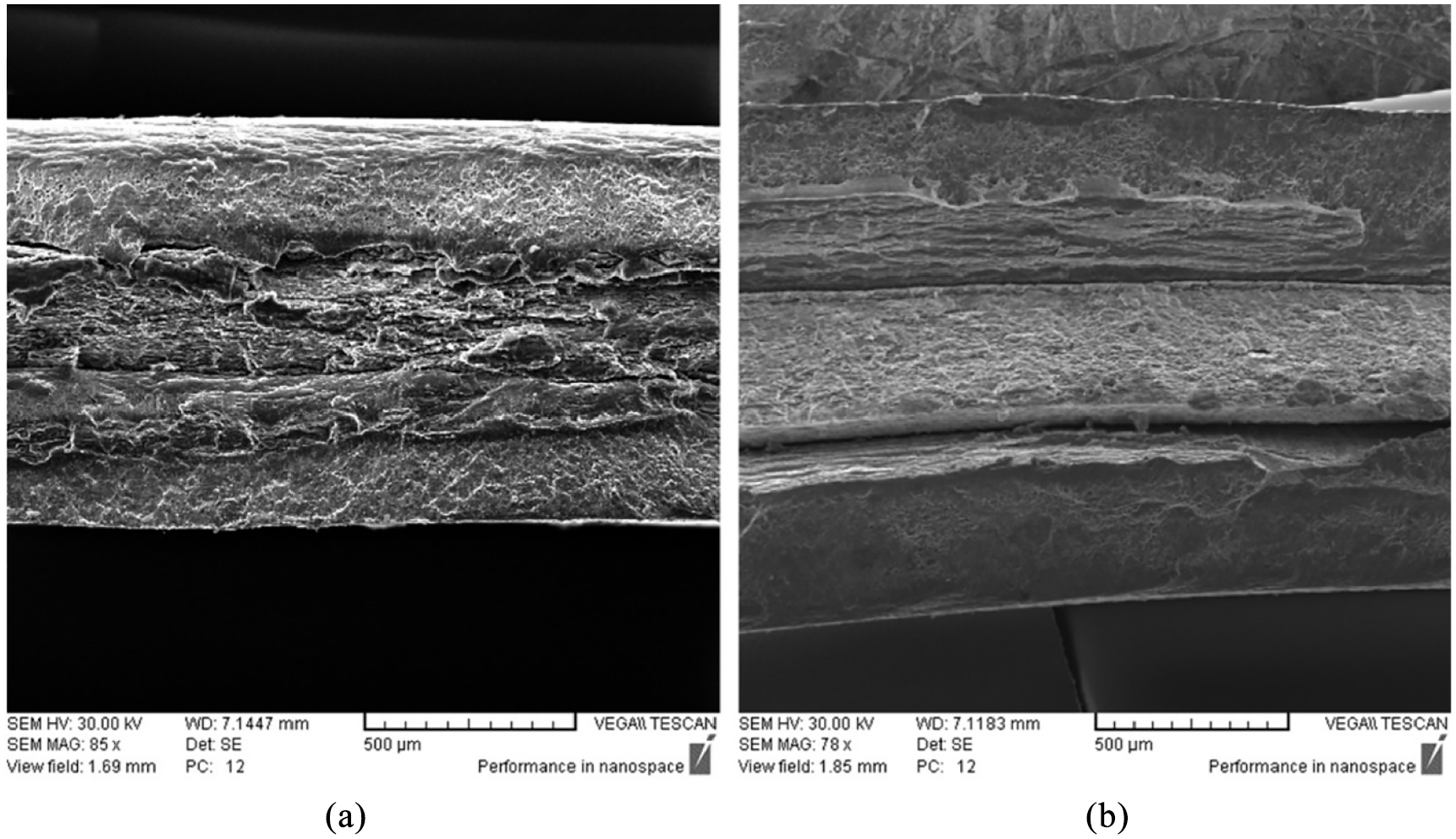
SEM images of tensile fracture surfaces of three-layered Al/LZ91/Al composite at different applied strains (thickness reduction): (a) 66.67% and (b) 33.33%.
Plastic instability
Figure 6 shows the structure of the roll bonded interfaces of Al 1050 and Mg LZ91 layers are shown in terms of thickness reduction (applied strain) during the cold rolling process. At first glance, by increasing the applied strain, the thickness of both Al 1050 and Mg LZ91 layers is decreased and the interface layers are perfectly flat and smooth. In other words, by applying a thickness reduction of 33.33% to 66.67%, at the ambient temperature, the lamellar structure of the Mg LZ91 layer is preserved and has not been broken or necked.
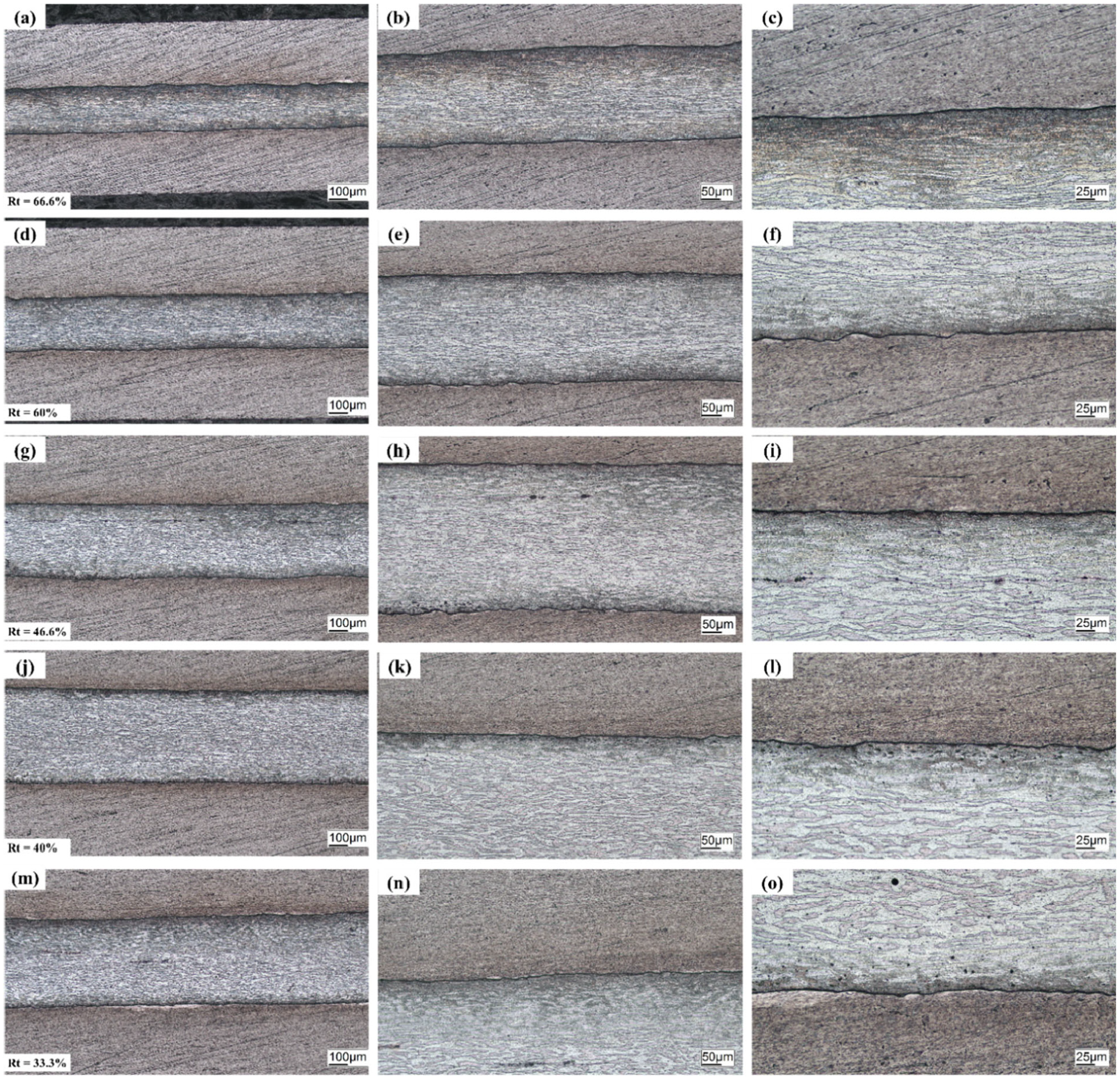
Plastic instability and roll bonded areas of Al/LZ91/Al composites according to different applied strains: (a), (b), and(c) strain rate of 66.67%, (d), (e), and (f) strain rate of 60%, (g), (h), and (i) strain rate of 46.67%, (j), (k), and (l) strain rate of 40%, (m), (n), and (o) strain rate of 33.33%.
Also, thickness changes of both Al 1050 and Mg LZ91 layers in the roll bonded samples length are very small at different thickness reduction, indicating a uniform distribution of deformation and thickness changing. In general, major factors such as variations in the force applied by rolling, temperature, and material properties cause thickness variation of the rolled layer along the length. 44 As an illustration, it has been reported that as the temperature rises, thickness changes will increase during the rolling process. 45 Another important parameter in the cold roll bonding process is the frictional conditions between the rollers and sheet which has a severe influence on the deformation which is mainly due to exerting a considerable shear strain on the surfaces of samples. 46 When the friction exerted highly, the redundant shear strain on the surface areas increased. In the CRB process compared to the accumulative roll bonding process, this shear strain is only on the surface areas because this is a single-stage rolling process.46,47
With Accordance to Figure 6, applying a thickness reduction of 33.33%, three-layered Al1050/LZ91/Al1050 composite has successfully been produced at room temperature, and suitable bonding between the Al 1050 and Mg LZ91 layers has been established. Also, Al/Mg roll-bonded interfaces have become more robust, and overlap of the layers become more visible, enhancing the exerted strain.
Microstructure
In Figure 7 the Mg LZ91 roll bonded microstructure is demonstrated in terms of the thickness reduction (66.67% to 33.33%) during the cold rolling process. In all sections of Figure 7, there are two identical characteristics: the first is the dual-phase Mg LZ91 structure and the second is the stretching of the α-phase along the rolling direction. The dual-phase Mg LZ91 structure and stretching of the α-phase are due to the structure of the primary Mg LZ91 and exerting the strain along the rolling direction, respectively. The most important differences of all sections shown in Figure 7 are the shape and size of α-phase strain as applied strain enhances, the amount of the α-phase thickness, and length decreases and increases, respectively. This will result in a more fine-grained structure in the higher exerted strain and increase of produced sheet anisotropy.
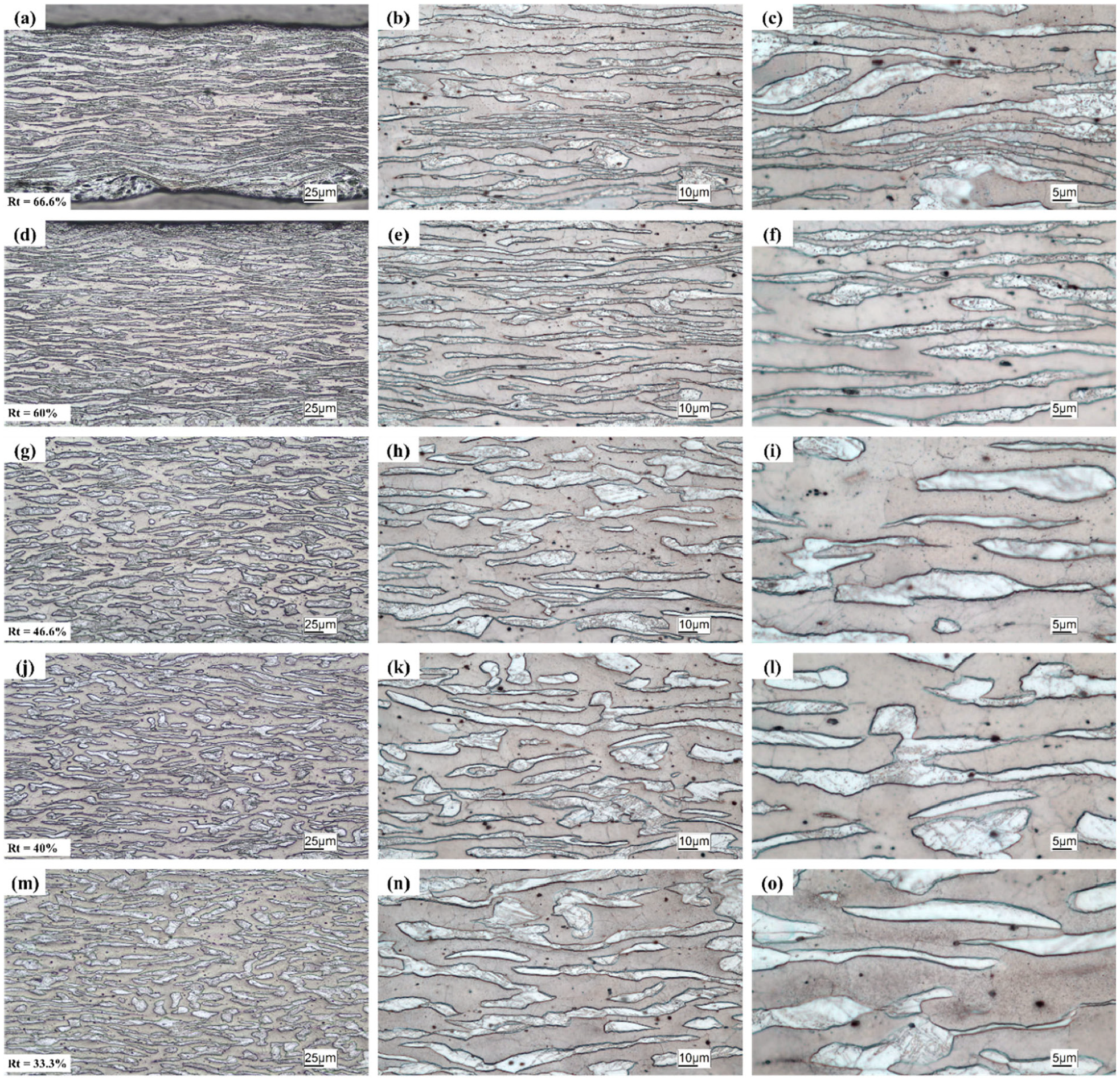
Optical images from microstructure of LZ91 layers in the three-layered Al/LZ91/Al composite produced by CRB at various reduction in thickness: (a), (b), and (c) strain rate of 66.67%, (d), (e), and (f) strain rate of 60%, (g), (h), and (i) strain rate of 46.67%, (j), (k), and (l) strain rate of 40%, (m), (n), and (o) strain rate of 33.33%.
Generally, the increase of the applied strain also results in a higher dislocation density, which can subsequently improve the strength and hardness. Also, according to Figure 7(a), (d), (g), (j), and (m), the boundary α-phases are smaller than the central regions. Moreover, due to the surface operations before the rolling process, the interface surfaces have experienced higher work hardening, and also the fine graining of the structure in these areas are more significant than those of other points. As earlier noted, due to the friction between the specimen and the rollers, as well as the mechanical surface operation (grinding) before the rolling process, the applied strain is not uniform along the thickness, so that at the boundary is more than central areas.
Mechanical properties
Strength and elongation
According to the results of uniaxial tensile tests, LZ91 tensile strength and total elongation are about 143 MPa and 62%, respectively, which are much higher than those of commercial Al. In Figure 8, engineering stress-strain curves of roll bonded Al1050/LZ91/Al1050, during different thickness reduction, are presented. From the results, tensile strength increased and elongation decreased continuously due to the increase of the thickness reduction. Variations of the ultimate tensile strength (UTS) and elongation are shown in terms of thickness reduction during the cold roll bonding process in Figures 9 and 10. There are direct relations between cold working rate and strengthening, and also, the highest tensile strength values are achieved by the highest applied strains.
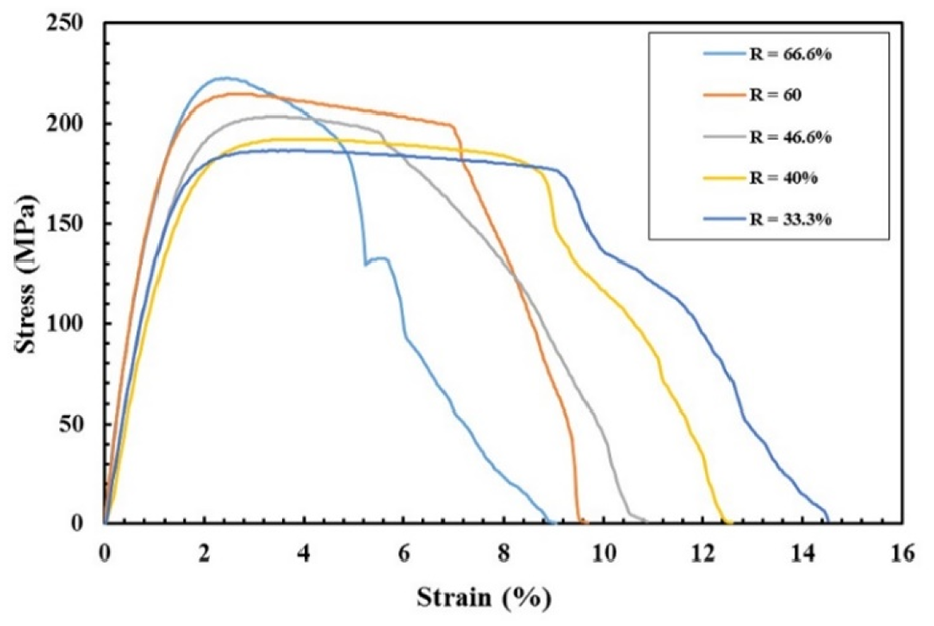
Stress-strain curves of three-layered Al/LZ91/Al produced by cold roll bonding at various reduction in thickness.
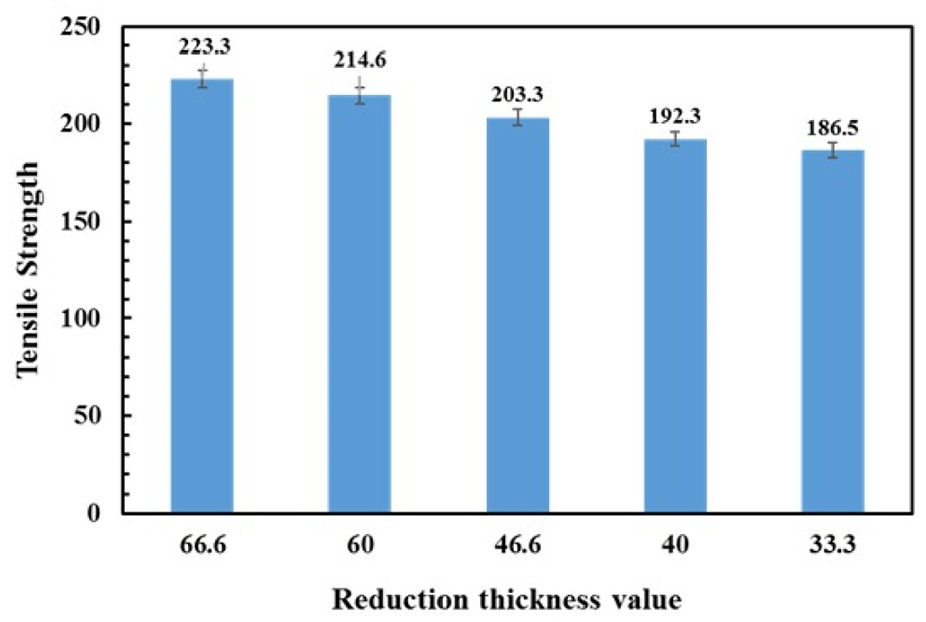
Variation of tensile strength of three-layered Al/LZ91/Al produced by cold roll bonding at various reduction in thickness.
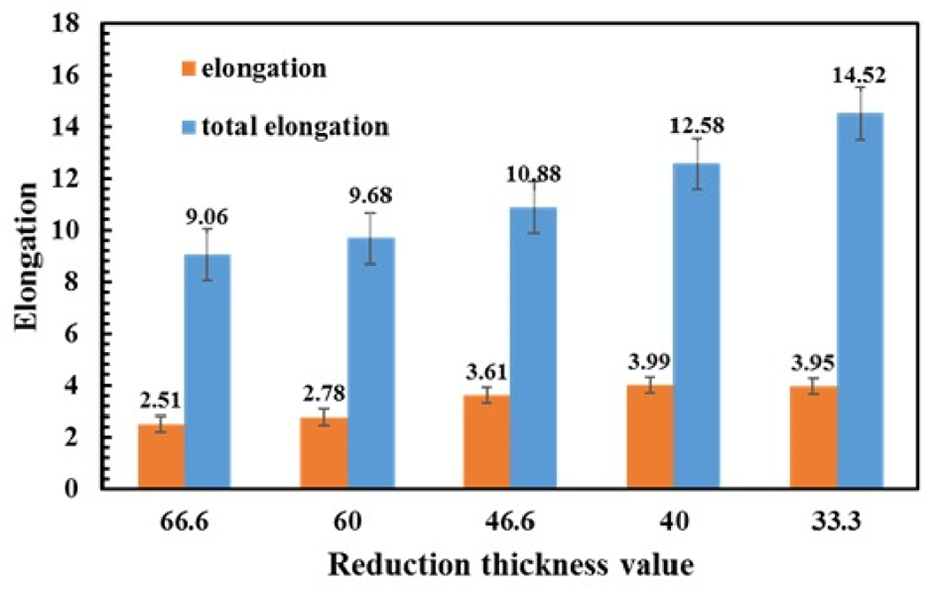
Variation of UTS and total elongation of three-layered Al/LZ91/Al produced by cold roll bonding at various reduction in thickness.
In the CRB process, two significant factors contribute to the increase of the tensile strength: (1) Strain hardening or cold working, and (2) Adhesion and bonding quality between layers. Strain hardening is one of the strengthening mechanisms and related to cold work as the main reason in the CRB process increases the UTS and yield stress (YS) of the produced composite. Another critical factor is the bonding quality between the layers, which depends on several factors such as crystalline structure, properties of raw materials, preparation steps, applied force, temperature, etc. Strain hardening and interface bonding quality are affected by the thickness reduction percentage as the main parameter of the CRBed composite strengthening. As the thickness reduction decreases, the dislocation density increases and the bonding between the layers also improves, which both mechanisms are designed to increase the product strength.
According to Figure 9, the UTS values of the three-layered Al/LZ91/Al composites are achieved in 186.5 to 223.3 MPa. Also, the tensile strengths of all produced composites are higher than those of initial Al and LZ91 which indicates an appropriate joint between the layers even in the three-layered composite produced by the lowest thickness reduction. The tensile strength obtained 186.5 MPa for the composite produced with a 33.33% thickness reduction, which is more than 2.1 and 1.3 times higher than the initial Al 1050 and Mg LZ91 samples, respectively. Also, by doubling the thickness reduction value from 33.33 to 66.67%, the tensile strength increased by about 20%.
The variations of the uniforms and total elongations are presented in Figure 10, which depicts the trends of the elongation and strength changes, versus different thickness reductions, are entirely different, such that by raising the proportion of the reduction in thickness, the uniform and total elongations decreased continuously. Changes in the total elongation for three-layered Al/LZ91/Al composite is in the range of 9% to 14.5%, which is far lower than the initial alloys. The cold working and bonding quality are dominant regarding the elongation variations so that by the rise of the applied strain, the elongation values dropped though bonding quality improved. Therefore, cold working has a dual-effect on the elongation, which means the rise of the cold work ratio improves the bonding quality and reduces the elongation value.
Microhardness
The average of the Vickers microhardness of the Al 1050 and Mg LZ91 layers of three-layered Al/Mg/Al composites, produced by the CRB process at various thickness reduction, are presented in Figure 11. The trends of the microhardness value variation of both Al and Mg layers are similar to that of the tensile strength, such that by increasing the applied strain, microhardness increased which the maximum values of microhardness have happened in 66.6% thickness reduction, equal to 60.3 VHN and 78.7 VHN belong to the Al 1050 and Mg LZ91 layers, respectively.
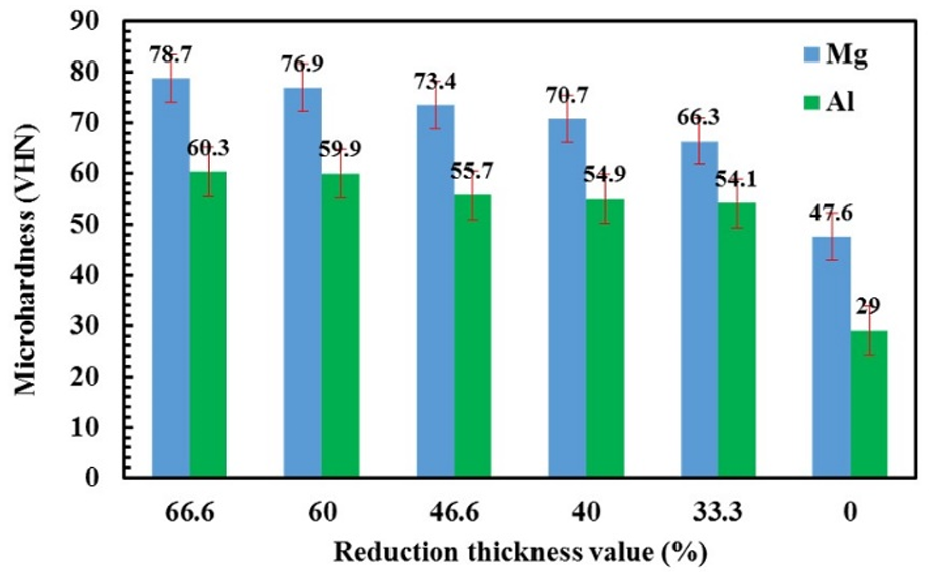
Variation of Vickers microhardness of both Al and Mg layers at various reduction in thickness.
Also, the microhardness growth rates of the Mg LZ91 layers are higher than those of Al 1050 layers, which are reported due to the difference in the flow properties and the strain hardening exponents of the layers. Moreover, the amounts of microhardness of the interface area of both Al and Mg layers are greater than those of the central regions due to a further increase of the shear strain at the contact surfaces of the rollers and the sheets. Furthermore, the cold working of the contact layers is more than that of central areas during the mechanical preparation stage.
Conclusion
For the first time in this research, superior alloyed Mg (LZ91) with higher strength and ductility than pure commercial Al was used to produce three-layered Al/Mg/Al composite via a cold roll bonding process. Mechanical and microstructural properties of the products with different thickness reduction ratio have been investigated. The following results were obtained:
Rising the exerted strain resulted in a higher dislocation density, which can modify the strength and hardness.
Exerted work hardening and, consequently, fine-graining of the structure of the interface surface of the layers was much more than other regions.
The UTS values of the three-layered Al/LZ91/Al composite are achieved 186.5 MPa to 223.3 MPa so that by doubling the thickness reduction value from 33.33 to 66.67%, the tensile strength increased by almost 20%.
The UTS of the composite produced with a 33.33% reduction in thickness is over 2.1 and 1.3 times higher than the initial Al 1050 and Mg LZ91 specimens, respectively.
Rising the applied strain causes an increase of the cold working and bonding quality and the decrease of the elongation values.
Increasing the applied strain causes the rise of microhardness value with the maximum values of 60.3 VHN and 78.7 VHN belong to the Al 1050 and Mg LZ91 layers, respectively, which have happened in 66.6% thickness reduction.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.