
Abstract
The present work studied the enhancement of the tensile shear strength for joining AA6061-T6 aluminium to galvanized DP590 steel via electrically-assisted mechanical clinching (EAMC) using an integrated 2D FE model. To defeat the difficulties of joining low-ductility aluminium alloy to high-strength steel, the electroplastic effect obtained from the electrically-assisted process was applied to enhance the clinch-ability. For this purpose, the results of experiments performed by the chamfering punches with and without electrically-assisted pre-heating were compared. Joint cross-section, failure load, failure mode, fracture displacement, material flow, and failure mechanism were assessed in order to study the failure behaviour. The results showed that the joints clinched at the EAMC condition failed with the dominant dimpled mechanism observed on the fracture surface of AA6061 side, achieved from the athermal effect of the electroplasticity. Besides, these joints were strengthened 32% with a much more fracture displacement around 20% compared with non-electrically-assisted pre-heating.
Introduction
The hybrid use of aluminium to steel (Al/St) sheets has become an inevitable trend for fabricating lightweight assemblies (www.A2Mac1.com).1,2 These lightweight assemblies are challenging for joining by conventional resistance spot welding, friction stir spot welding, and self-piercing riveting. Joining of dissimilar thicknesses with different properties, for example, melting point, thermal conductivity, density, Young’s modulus, and intermetallic formed compounds require the use of the mechanical clinching (MC) process. Many merits were reported for MC relative to other joining methods including excellent fatigue property, low energy consumption, no additional fasteners, no pre-working or reworking required, and the minimum maintenance costs.3–7 However, relatively low joint strength is restricted the usability of the MC process. Peng et al. 8 reviewed the latest advances of technologies on the development of clinching tools and processes to expand the application range of clinching technologies. Additionally, Paidar et al.9–11 investigated the modified friction stir clinching to solve the clinch-ability problems of the low-ductility dissimilar aluminium alloys.
MC process produces joints by the mechanism of mechanical interlock which is formed with the induced severe localized plastic deformation via a simple punch and an anvil. Mechanical behaviour in MC is mainly depended on two geometric parameters that is, neck thickness (
In electrically-assisted processes, the effect of electrical current on the mechanical behaviour of metal materials during the process is termed an electroplastic effect. 23 This effect was firstly assessed and reported by Troitskii and Likhtman. 24 Theories related to the electroplastic effect are divided into two groups of athermal and thermal effects. The current density is a measure to assess the athermal effect. Significant changes will occur in the material behaviour at the threshold current values of the current density. 25 Researches in thermal effect discuss the thermal softening according to Joule heating theory. Since most electrically-assisted manufacturing processes are performed at low temperatures, the athermal effect will be much more interesting rather than the thermal effect. Asghar and Reddy 26 successfully formed the titanium alloy at low temperature (47 °C) with the help of athermal effect. This alloy was often formed at temperature above 800°C. Wang 27 showed that the recrystallization occurred for AZ31 at 200 °C, while this value was much lower than the conventional hot drawing (350°C). With similar results, Lu et al. 28 reported that the brittle fracture of a magnesium AZ91 alloy in warm rolling was replaced with dimple fracture by electrically-assisted rolling at a temperature below 250°C.
Literature reviews revealed that no prior attempts have been made to improve the clinch-ability with the help of the electroplastic effect. As a result, the electroplastic effect of the EAMC can be a high potential solution to strengthen the clinched joints due to the relatively low generated temperature, simplicity of implementation, and high efficiency. In this paper, the EAMC of AA6061-T6 aluminium to galvanized DP590 steel is investigated with the target of improving the tensile shear strength. In order to study the failure behaviour, the joint cross-section, failure load and mode by considering the fracture displacement were observed. In addition, an integrated 2-step FE model was developed to assess the material flow and current density distribution.
Methodology
Experimental
In this work, upper aluminium alloy AA6061-T6 sheets with a 1mm thickness was clinched to lower DP590+Z140 with the thickness of 1.5 mm that was galvanized with coating 275 g/m2, respectively. The chemical compositions of materials are reported in Table 1. The uniaxial tensile tests were performed according to ASTM E08 standard with a constant ram speed of 1 mm/s. Hollomon constitutive equation (equation (1)) was considered to describe the elastic-plastic behaviour through the stress-strain data up to maximum uniform strain.

Where K and is n represent the strength coefficient and the strain-hardening exponent, respectively. The fitted values are reported in Table 2.
Chemical composition of the material (wt. %).

Mechanical properties of the material.

The tensile shear testing of single joints (ISO 12996:2013) were performed with an overlap length of 40 mm to investigate the effect of the mechanical properties of the clinched joints, with constant ram speed of 2 mm/min. Three repetitions were performed for each test condition. The sheets length was parallel to the rolling direction. In addition, the samples prepared were examined by optical microscope (OM) model IM2700 MEIJI TECHNO and field emission scanning electron microscope (FE-SEM) model TESCAN MIRA3.
A punch with the initial head diameter of 4.6 mm and an angle 6° was utilized to clinch the Al/St sheets. The anvil depth 1.3 mm was surrounded by four extensible sectors with internal diameter 5.6 mm. Sharp edges replaced with 0.2 mm radiuses to relieve the strain concentration. Literature review recommended these dimensions based on the thickness of the Al/St sheets.29–33 Additionally, to modify the geometry of the punch corner, two chamfering punches with a length of 0.65 mm and 1.30 mm were used at the constant angle 45°. The characteristic dimensions of the extensible die and the electrically-assisted equipment are presented in Figure 1.
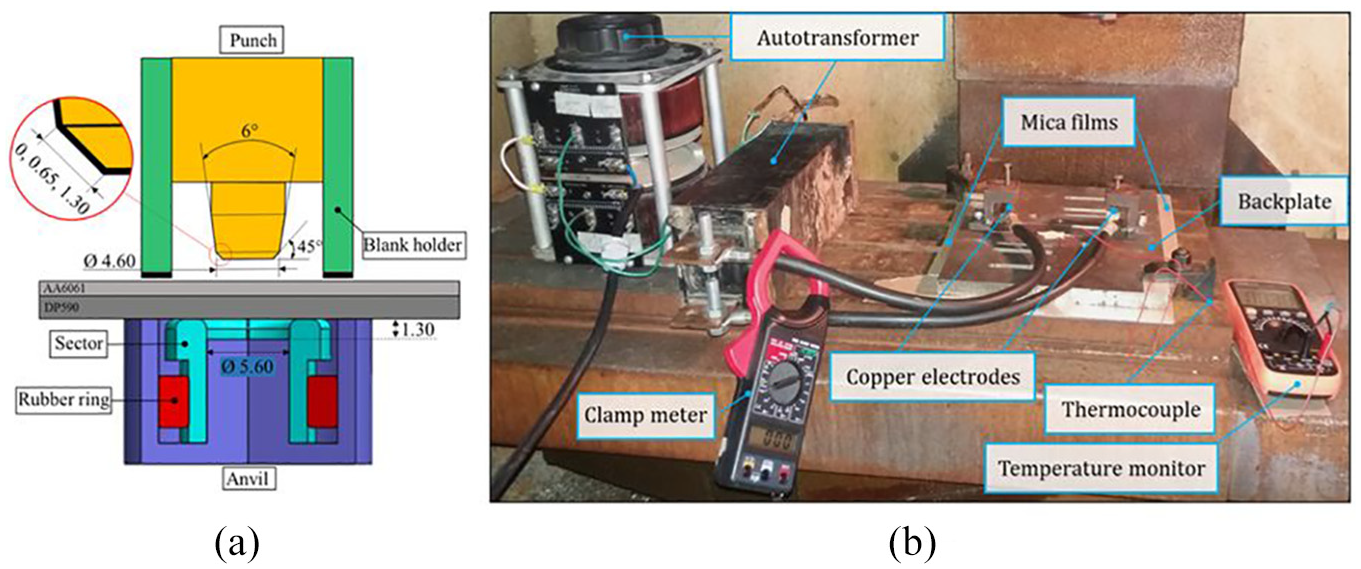
(a) Main dimensions of the clinching tools in mm and (b) electrically-assisted equipment.
As shown in Figure 1(a), sectors balanced by a rubber ring slide radially to surround the anvil core. The blank holder with the stiffness of 280 N/mm surrounded the punch while moving at a speed of 1 mm/s. As depicted in Figure 1(b), the sheets were insulated from the fixture structure and press bed using the thin layers of mica film. Two K-type thermocouples was utilized to measure and monitor the temperature variation of upper and lower sheets during the pre-heating operation (Figure 2). Note that the temperature just was measured in pre-heating operation. Therefore, the thermocouples were removed for the EAMC experiments. To manually set the autotransformer, the electrical current was monitored with digital clamp meter. The alternating current was flowed through using two copper electrodes. Each electrode was in contact with the top surface of the sheets along equal distance from the joint centre. The maximum current value was limited to 500 ± 5 A which was applied in all experiments through holding time 50 s. The longer holding time for pre-heating operation was restricted by the overheating problem. After pre-heating, the punch was rapidly moved to produce the joint and then the punch was retracted.
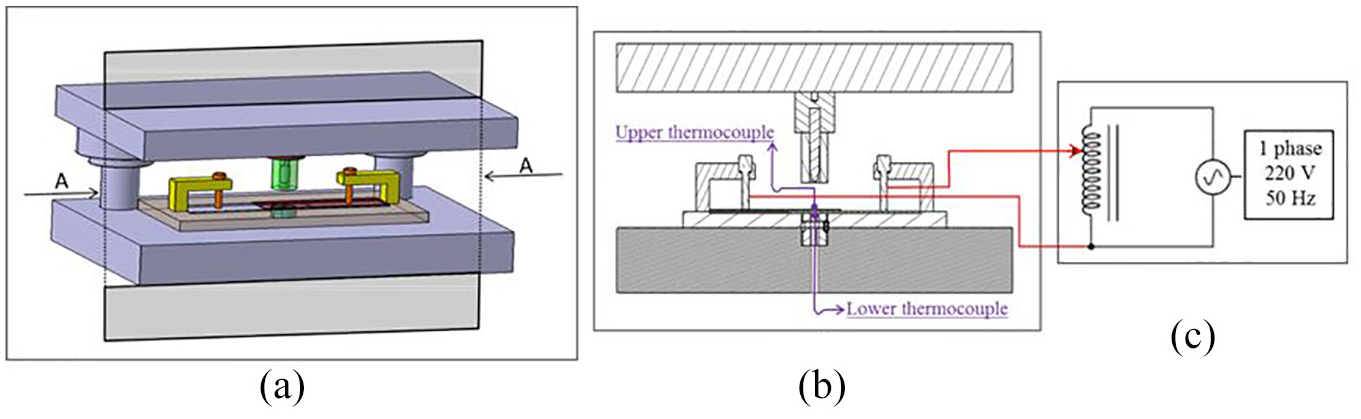
(a) Schema of the EAMC setup, (b) section view A-A, and (c) autotransformer circuit.
FE simulation
An integrated 2-step FE analysis was performed by using DEFORM-2D software package. The pre-heating operation using two copper electrodes invalidates the assumption of developing the axisymmetric model. So, a 2D plane strain model was developed to effectively analysis the EAMC. With similar assumption, Chen et al. 34 utilized 2D plane strain model to simulate the electrically-assisted FSSW of Al/St sheets. The electrically-assisted pre-heating operation was simulated coupling the electrical-thermal problem in the first step. For the first step, the initial temperature of the whole model was considered at 25°C. The electrical loading scheme was applied using two copper electrodes to provide the Joule heating. The process history resulted in step 1 was automatically transferred to the next step by using multiple operations interface. The step 2 as a thermal-mechanical problem was continued by replacing the clinching tools. The thermo-physical properties are reported in Table 3.
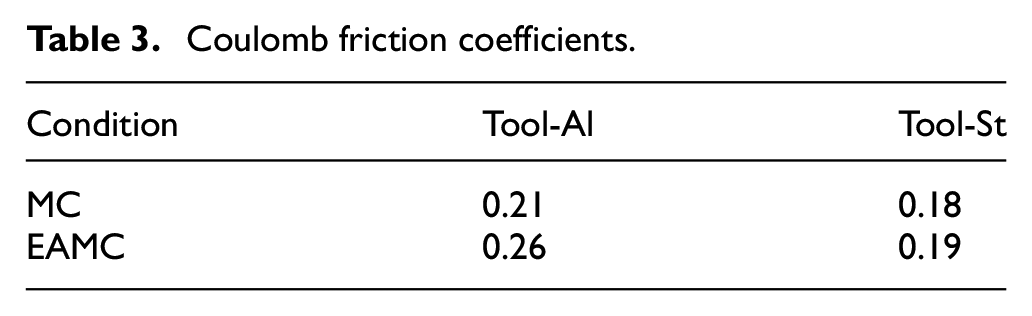
Coulomb friction coefficients.
The punch stroked according to the penetration depth, while the anvil was considered fixed. The blank holder forced was modelled with the same stiffness as experimental. The movements of the sliding sectors were depended on the bottom bulging of lower sheet. The stop criterion of the FE simulation was assumed based on the experimental prescribed depth. The elements type was assumed a linear 4-node tetrahedral. To prevent the mesh to get severely distorted, the element length in the range of 0.01–0.5 mm was used considering a finer mesh in regions induced by large deformation. Besides, the automatic remeshing technique was utilized for repairing the distorted mesh.
Coulomb friction tests were performed at each condition to find the right friction coefficients as was recently explained with details by Barimani-Varandi. 1 The extracted friction coefficients (μ) for the tool contact are presented in Table 4. The friction coefficients for the sheet-sheet interface were calculated 0.50 and 0.55, respectively for the MC and EAMC. In addition, the coefficient of convective heat transfer was applied 20 W.m−2.°C−1. Also, the contact thermal and electrical conductance values were inserted 20 mW.mm−2.°C−1 and 0.2 mΩ−1.mm−2, respectively. 35
Thermo-physical properties of sheets and electrodes.

Results and discussion
Clinch-ability boundaries
To determine the clinch-ability boundaries, the punch corner was modified to control the material flow which could result in a strong interlock by affecting the parameters tN and tU, which was generally pointed out by Lambiase and Di Ilio
36
and Kim et al.
37
To this aim, the ratio of the chamfer length to punch diameter named
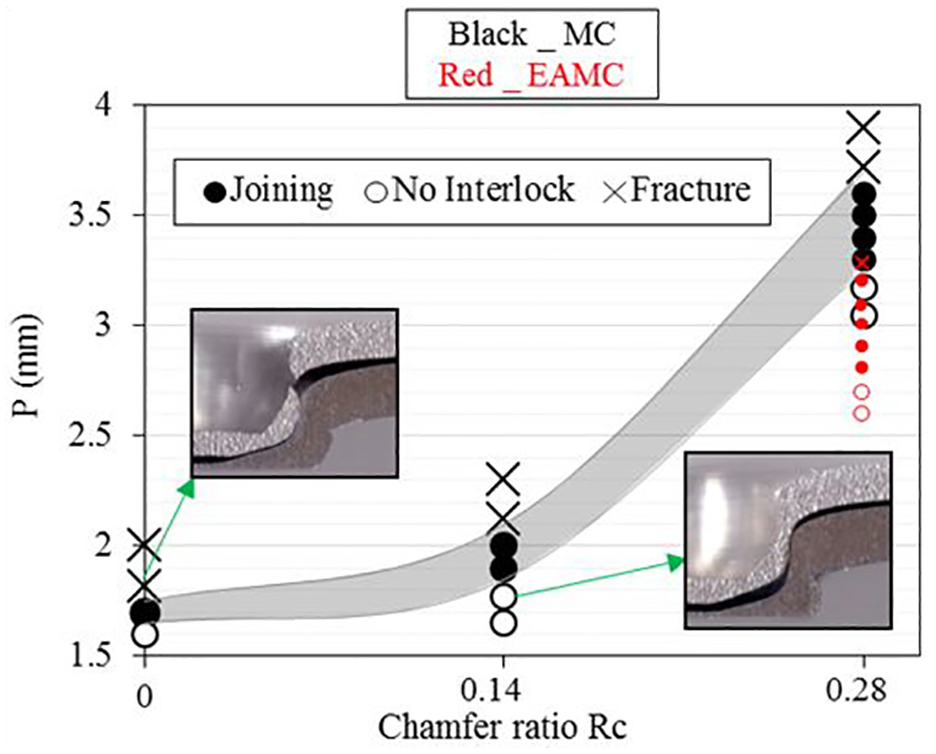
Clinch-ability for various R_C values.
The safe locus for MC is highlighted in Figure 3 in which the
FE model verification
In order to validate FE results, the generated temperature in pre-heating operation and final clinched joint cross-section were assessed. At first the temperature variations experimentally measured (Ex.) at the joint centre for the top surface of the aluminium sheet and bottom surface of the steel sheet, that is, respectively ToAl and BoSt, are compared with numerical prediction (FEM) as plotted Figure 4. The experimental result is the mean of three replicates with a standard deviation of less than 3%.
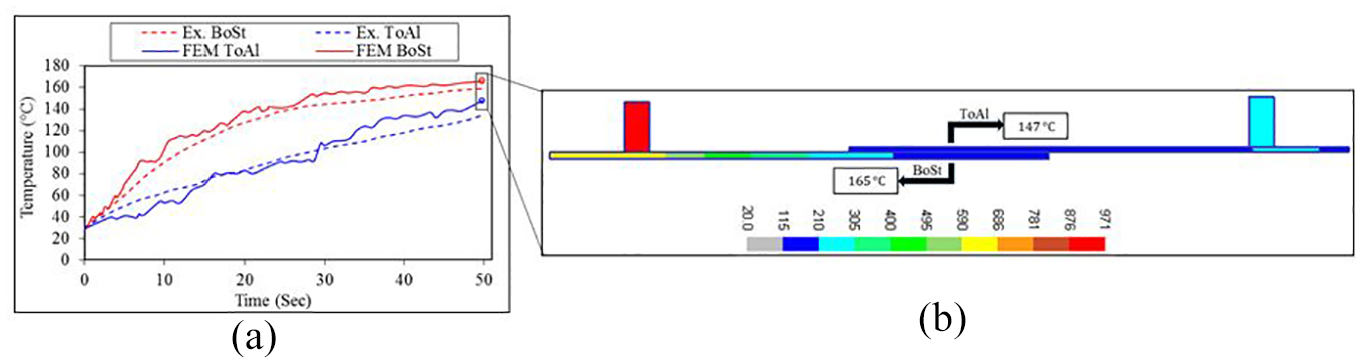
(a) Temperature variation for ToAl and BoSt during pre-heating operation and (b) temperature contour at the last moment of the pre-heating step.
As depicted in Figure 4, the FEM results were predicted higher than the Ex. ones at the end of the pre-heating operation by the maximum deviation 9%. It can be due to the insulation deficiency and the environmental convective heat transfer. Note that the temperature at the steel side increases by a higher rate compared with aluminium side due to the higher electrical resistivity of the steel material. However, more heat can be generated at less holding time by reducing the distance between the electrodes, as predicted in Figure 5.

Temperature contour at the last moment of the pre-heating step for time and electrode axis distance 10 s-45 mm.
As depicted in Figure 5, the significant temperature rise especially for the steel side during holding time of 10 s indicates the high efficiency of the electrically-assisted operation. However, previously the almost similar heat was reported at a holding time 50 s by Lambiase, 38 that is, 5 times more than the results reported in Figure 5. However, challenges involving MC tools positioning, EAMC equipment assembling, and fixture clamping restricted the possibility of reducing the distance between two electrodes.
The main defects of the MC including the neck fracture and no interlocking may fail the clinched joints. So, the joints clinched successfully in the safe P ranges were not affected by these defects. As a result, ignoring the damage criterion in FE simulation may not sensibly affect the accuracy of the numerical results which can be verified as presented in Figure 6. According to the Figure 6, the parameters tN and tU within the clinched joint cross-section were accurately predicted with a maximum deviation less than 6 %.
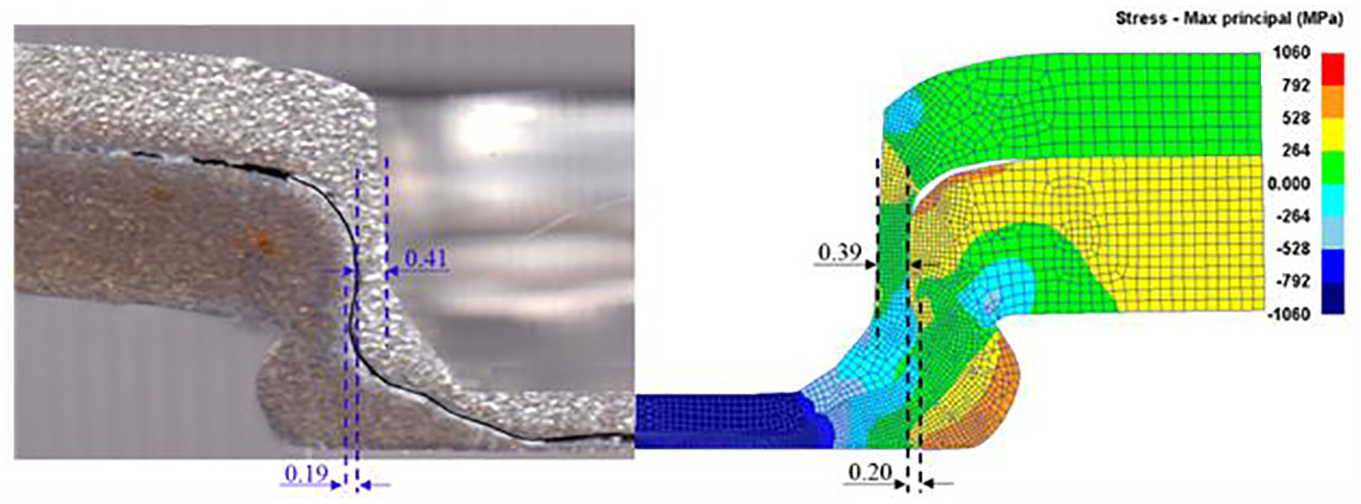
Comparison of cross-section at P = 3.2 mm for EAMC.
Failure mode
In order to improve the clinch-ability of Al/St joint, the material flow and formability of sheets material should be enhanced. Incorrect design of tools as well as the reduced ductility of upper AA6061 sheet can lead to failure due to small interlocks and excessive thinning of the upper sheet, respectively. To assess the failure behaviour, joints clinched based on the upper bound of the safe P ranges were tensile sheared at four conditions. The experimental measured mean values for three replicates with a standard deviation of less than 5% are depicted in Figure 7.
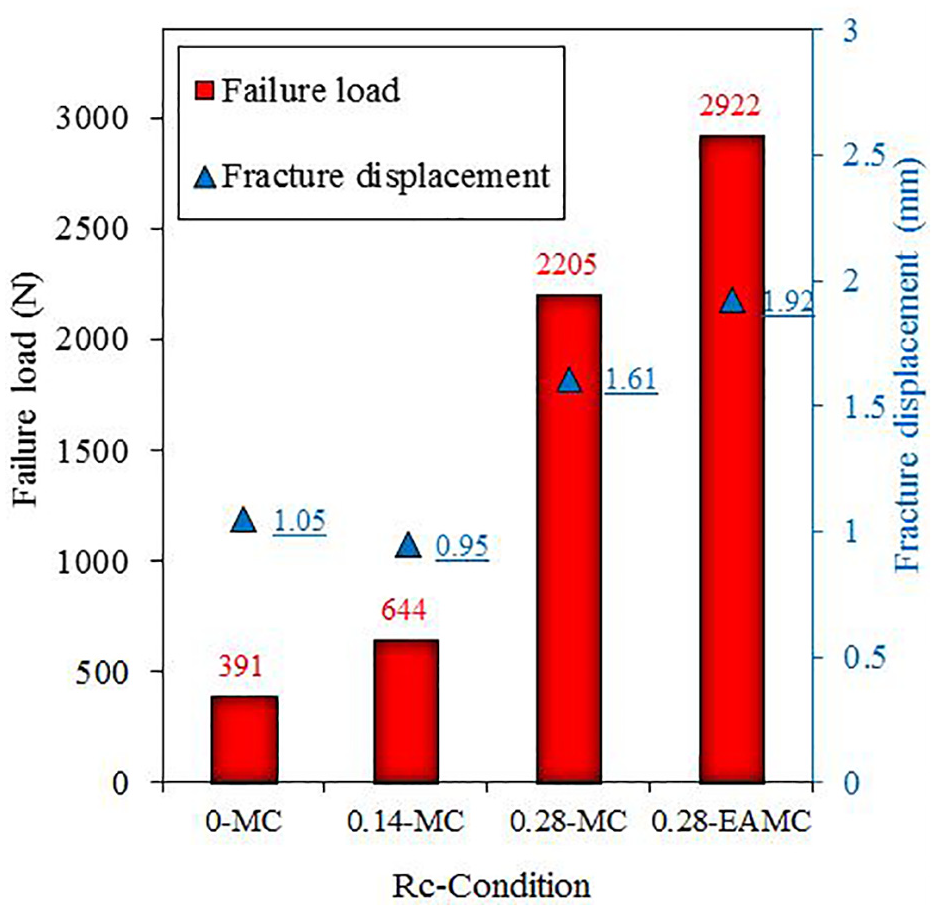
Failure loads and fracture displacement averages for various conditions.
For MC condition, the failure loads were enhanced by increasing the
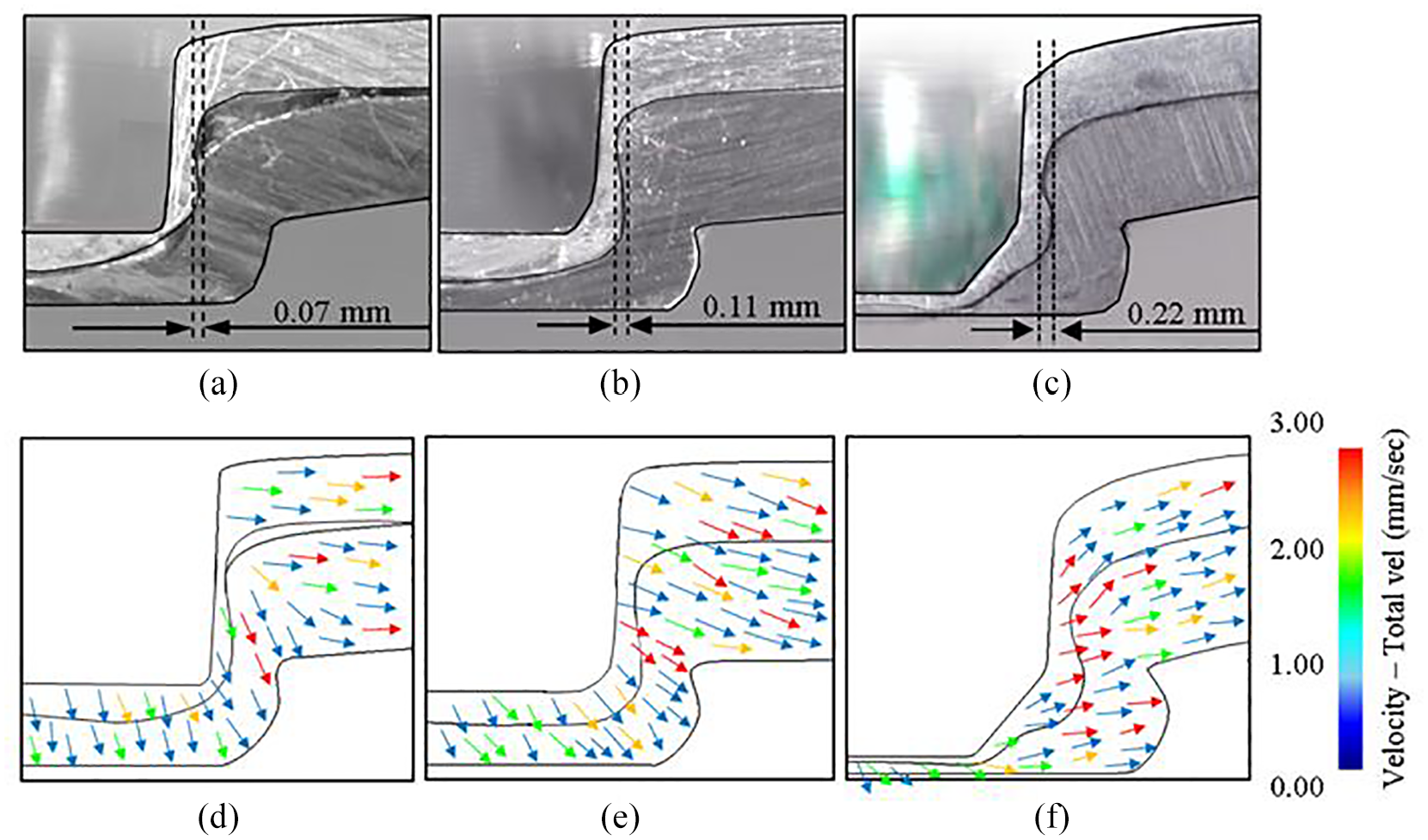
MC cross-sections for various values of P (mm)-R_C: (a) Ex. 1.7-0.00, (b) Ex. 2.0-0.14, (c) Ex. 3.6-0.28, and temporary flow velocity for, (d) FEM 1.7-0.00, (e) FEM 2.0-0.14, and (f) FEM 3.6-0.28.
The
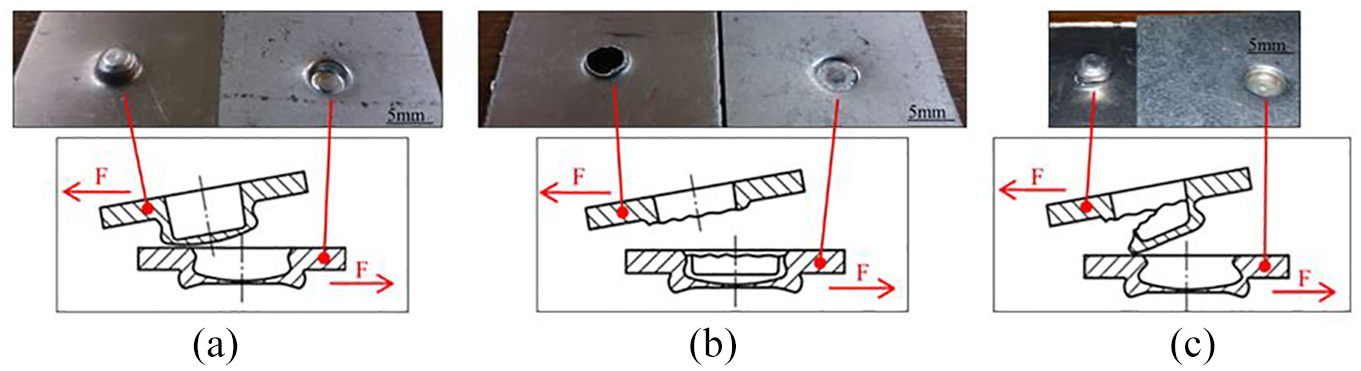
Failure mode of MC process at various R_C values: (a) 0.00, (b) 0.14, and (c) 0.28.
Among the various methods applied to measure the strength of clinched joints,12,31,40–43 the tensile shear testing was just standardized by ISO 12996:2013 considering four types of failure modes. Three of them were observed in MC process through the increasing
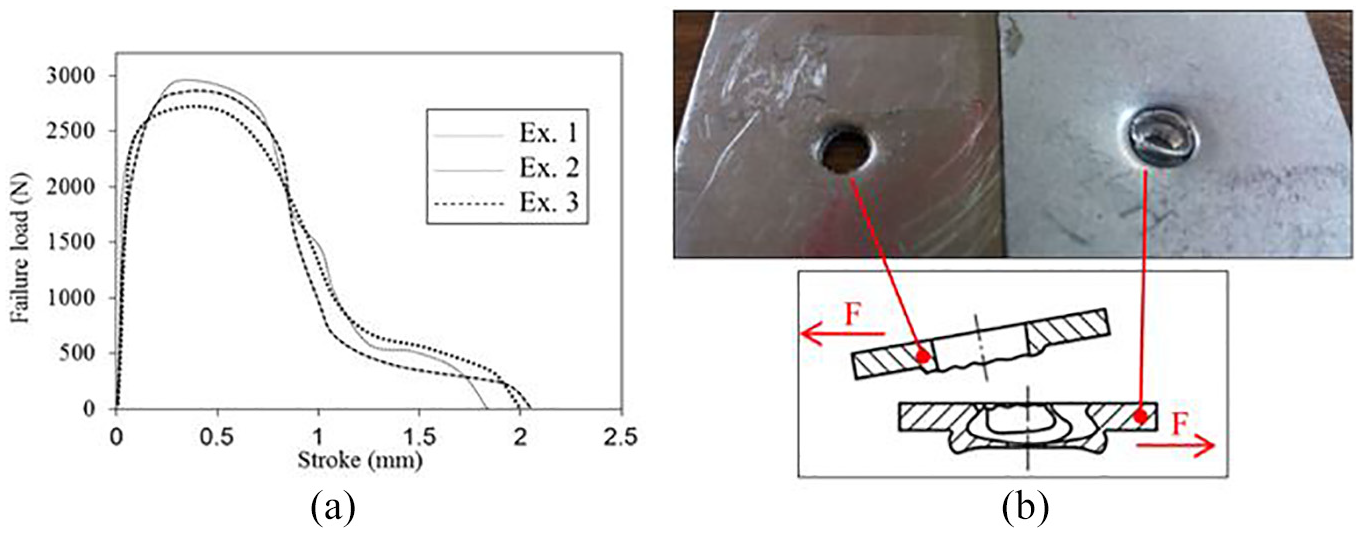
EAMC process at R_C = 0.28: (a) failure load-displacement changes and (b) failure mode.
The joints clinched at EAMC were failed in hybrid neck fracture mode with a 32% improvement in the average failure loads relative to the other hybrid mode. In this mode the primary neck fracture is followed with an incomplete button separation of the lower sheet. For the EAMC joints, the raptured neck peripherally propagated with a much more deformation compared with the hybrid poll-out mode, that is, around 20%. It is in agreement with referring to ISO 12996:2013, where the hybrid neck fracture mode is introduced as a mixed mode failure of neck fracture with a large plastic deformation. It may be required to consider the generated current density as Figure 11 to justify the high joint strength as well as the large deformation prior to the complete failure in EAMC joints.

Current density distribution at the last moment of the pre-heating step.
As shown in Figure 11, the generated current density for the punch-sided sheet is lower than that of the steel side due to the smaller electrical resistance. The current density at joint region is about 15 A/mm2 and 26 A/mm2 for the aluminium and steel side at 500 A, respectively. While the current density for the aluminium sheet is less than the threshold value, the generated density is within the reported threshold limit for the steel side. 44 However, according to the magneto plasticity theory, the electric current flow will facilitate the dislocations motion by creating a magnetic field, reducing flow stress, and thus improving the material flow.45,46 The improvement of the material flow for upper aluminium in Al/St joints created a large interlock, which resulted in a higher failure load than the MC condition. Besides, during the pre-heating operation, referring to Figure 4, the maximum created temperature for the steel side was about 10% of its melting point in degree centigrade, which did not have much effect on the material flow of the anvil-sided sheet. Nevertheless, the maximum created temperature was about 20% of the melting point for aluminium sheet, which had a sensible effect on the formability of the punch-sided material. Increased formability can be confirmable by more than twice rising of the strain-hardening exponent in EAMC than MC condition. However, it is noteworthy this increase is mainly due to the athermal effect of the electroplasticity rather than thermal impact. 23 In order to evaluate the mechanism of the failure in EAMC joints, the fracture region of the aluminium sheet which was remained in the steel pit is presented in Figure 12.
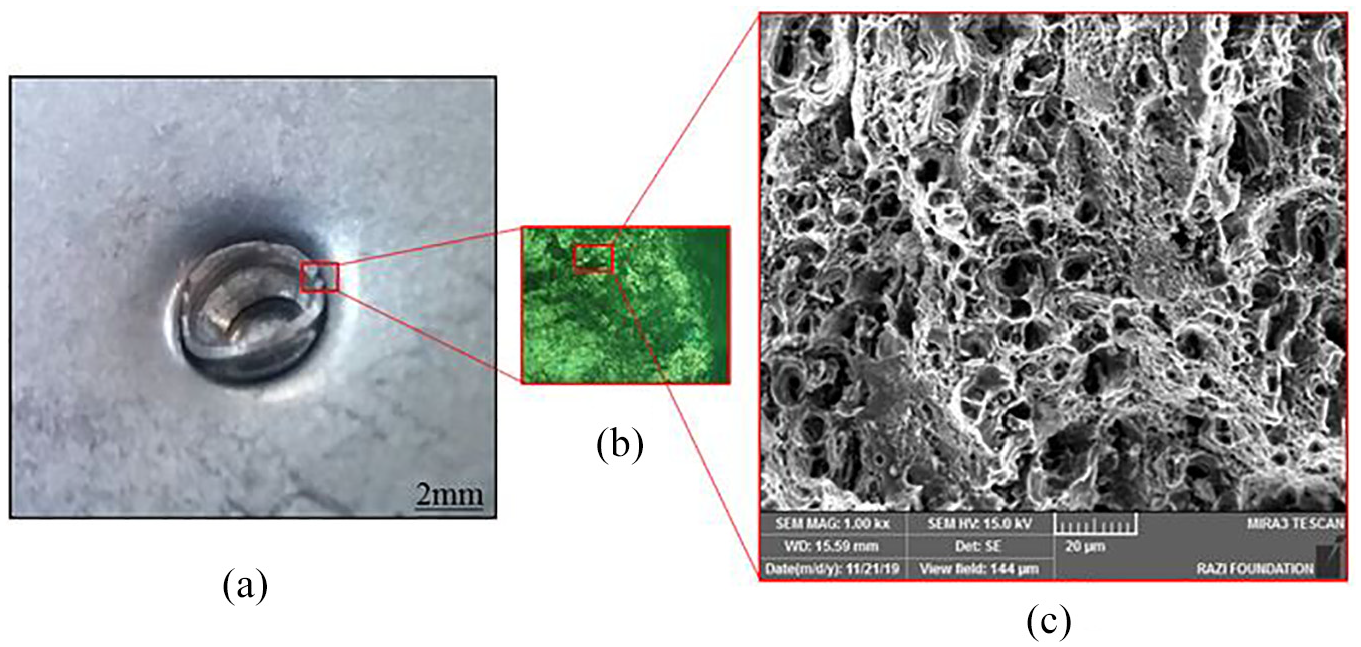
AA6061 remained in the joint pit at hybrid neck fracture mode for EAMC: (a) fracture surface, (b) OM macrograph, and (c) FE-SEM micrograph.
The fracture surface in Figure 12 is showing the dominant dimpled mechanism of AA6061 side for EAMC joint. According to the not-so-large temperature generated by the pre-heating operation which was even lower than the operating temperature of the warm range (200-350°C), the athermal effect of the electroplasticity may be the main reason considering the dimple fracture. This mechanism was reported before in the electrically-assisted rolling at a relatively low temperature. 28
Conclusion
The material flow and formability of sheets material were improved to enhance the strength for the electrically-assisted mechanical clinching of high-strength steel to low-ductility aluminium sheets. The following results were obtained:
According to the numerical results, the significant temperature rise especially at the lower sheet during the holding time 10 s with electrode axis distance 45 mm, confirms the high efficiency of the EAMC process.
For MC condition, in addition to the 53% increase of the fracture displacement for the tensile sheared clinched joints, the failure load was enhanced more than 5.5 times for the
For EAMC condition, the joints were failed in hybrid neck fracture mode with a 32% improvement in the average failure loads relative to the MC condition. For this combined mechanism failure, the primary neck fracture was followed with an incomplete button separation of the anvil-sided sheet with a much more deformation around 20%. In addition, due to the relatively low generated temperature during EAMC process, the athermal effect of the electroplasticity is the main reason for the dimple fracture occurred on the fracture surface of AA6061 remained in the joint pit.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.