
Abstract
Construction is the part of human activity which is directly linked to urbanization for moving ahead on the path of growth and prosperity. Construction activities in past centuries are now part of our precious heritage. The repair and maintenance of heritage structures are of great importance for present-day researchers. One of the most common damage these century-long constructions faces are in form of surface cracks. In the present study, investigations were performed for a 3D printing-based customized solution for crack repair and maintenance of heritage structures. In this study, polyvinylidene fluoride (PVDF) polymer was reinforced with graphene (Gr) and Mn-doped ZnO nano-particles to prepare a smart composite material for crack repair and restoration. The composite was successfully 3D printed on fused deposition modeling (FDM) based 3D printer after investigating its rheological, thermal, and mechanical properties. The in-house developed composite was tested for smart characteristics to use as a programmable solution for filling cracks. The piezoelectric property and dielectric constant of 3D printed disk-shaped composite (PVDF-Gr-Mn-ZnO) were obtained after DC poling (to be used as stimulus) of the functional prototype. The results of the study suggest that the electro-active nature, volumetric change, and charge storing capacity of the additively manufactured composite may be used practically to acquire the shape of cavity/crack present in the constructed wall and repair the damages that occurred in a heritage site. The photoluminescence (PLS) and atomic force microscopy (AFM) analysis was used to ascertain the properties of the prepared composite. Also, the results obtained from the morphological analysis are reported to support the outcomes of the research.
Keywords
Introduction
The recent growth in low-cost, tabletop three-dimensional (3D) printing setups has led to a new way of building functional objects. In commercial manufacturing of functional, non-functional prototypes, the use of open-source 3D printing is very common nowadays and many studies have been reported on the use of process parameters, different infill patterns, and densities to improve dimensional accuracy, reduction in printing time, and material consumption. 1 The 3D printing of polymers for spring manufacturing and health monitoring applications has been reported by some researchers in which recyclability and other properties were improved using a covalent adaptable network. At the commercial level focus is laid on the development of more advanced thermoplastic filaments and characterization and recycling of plastic waste to increase their applications in 3D printing technology and to take it a step ahead toward 4D printing.2–5 In the past two decades along with the use of 3D printing and additive manufacturing (AM) for construction, advanced techniques based on 3D surface analysis for heritage structures have been well reported. By integrating the advanced tools of damage detection and 3D printing effective solutions for constructions can be developed. It has been reported that FDM of Al2O3 reinforced ceramics, fiber reinforced plastics, non-reactive and mechanically recycled polymers like poly-lactic acid (PLA), acrylonitrile butadiene styrene (ABS), polyamide (PA6), polycarbonate (PC), etc. is very effective to improve the usage of virgin and recycled plastics and one can easily control their viscosity and thermo-mechanical properties during printing.6–11 Some studies reported on biomedical applications and thermal conductivity of PVDF highlighted that such special polymers with phase changing and chemical stability capabilities can be investigated intensely for many other aspects.12,13 Based upon reported literature it has been observed that large-scale applications of 3D printing in construction are being explored by the researchers to reduce the cost and time of construction, its repair, and maintenance.12–15 Many studies have been reported on the use of solid plastic waste, mortar-polymer mixture, and sulfoaluminate high activity material for constructional 3D printing, and investigations were performed on self-healing hydrogels-based composites.14–18 Further, some work has been reported on smart polymer materials, geo-polymer, PVDF, Gr, smart composites for civil constructional applications of 3D printing for maintenance and repair of cultural heritage structures.18–25 Also, it has been noticed that in the past two decades a lot of research efforts were focused on 3D printing of polymers,26–32 whereas a gap in the literature has highlighted that little work has been reported on the development of 3D printable composite material with smart/4D properties to provide a self-healing and self-assembling customized solution for heritage construction.33–36
Motivation and concept
The present study reports the investigations for mechanical, thermal, morphological, and piezoelectric properties of PVDF-Gr-Mn-ZnO nanoparticle-based composite to elaborate the concept of heritage repair and maintenance by imparting 4D properties in the proposed composite with the applied electric field as the stimulus. The customized solution can be useful as a push-fit type repair material for filling non-structural cracks of the heritage structure. The Gr nanoparticles contribute toward the improvement in electrical conductivity of the PVDF matrix whereas Mn doping has been reportedly used to impart magnetic properties in the composite.37,38 The customized solution can be useful as assembly fit type repair material for filling non-structural cracks of the heritage structure. Figure 1 shows the heritage site (Grade-III type as per Central public works department guidelines, India) located at village Ghundani Kalan, Payal Tehsil of district Ludhiana (Punjab, India). The heritage structure was built in the 19th century by using agricultural waste as a clay binder for bricks. The inset view of the structure wall highlights the removal of binders due to deterioration that caused cracks and gaps in the front walls that were considered to repair and maintain by the proposed 3D printable customized composite solution.

Front view of 19th-century heritage structure and non-structural cracks and gap present in the wall due to deterioration of binder material (inset).
Experimentation
Material
The base polymer matrix PVDF (Make: Sigma Aldrich, USA) was procured from a local vendor, and Gr nanoparticles (size 5–10 nm, purity >99.9% for commercial use) (Make: Platonic, India) along with Mn-doped ZnO (synthesized in the laboratory by sol-gel method, size 5–10 nm) were blended mechanically to prepare the required composition/proportion. The Mn-ZnO nanopowder was prepared by doping 6%Mn in ZnO powder and heating the mixture to 100°C for 2 h.
Methodology
Melt flow index (MFI) and viscosity testing
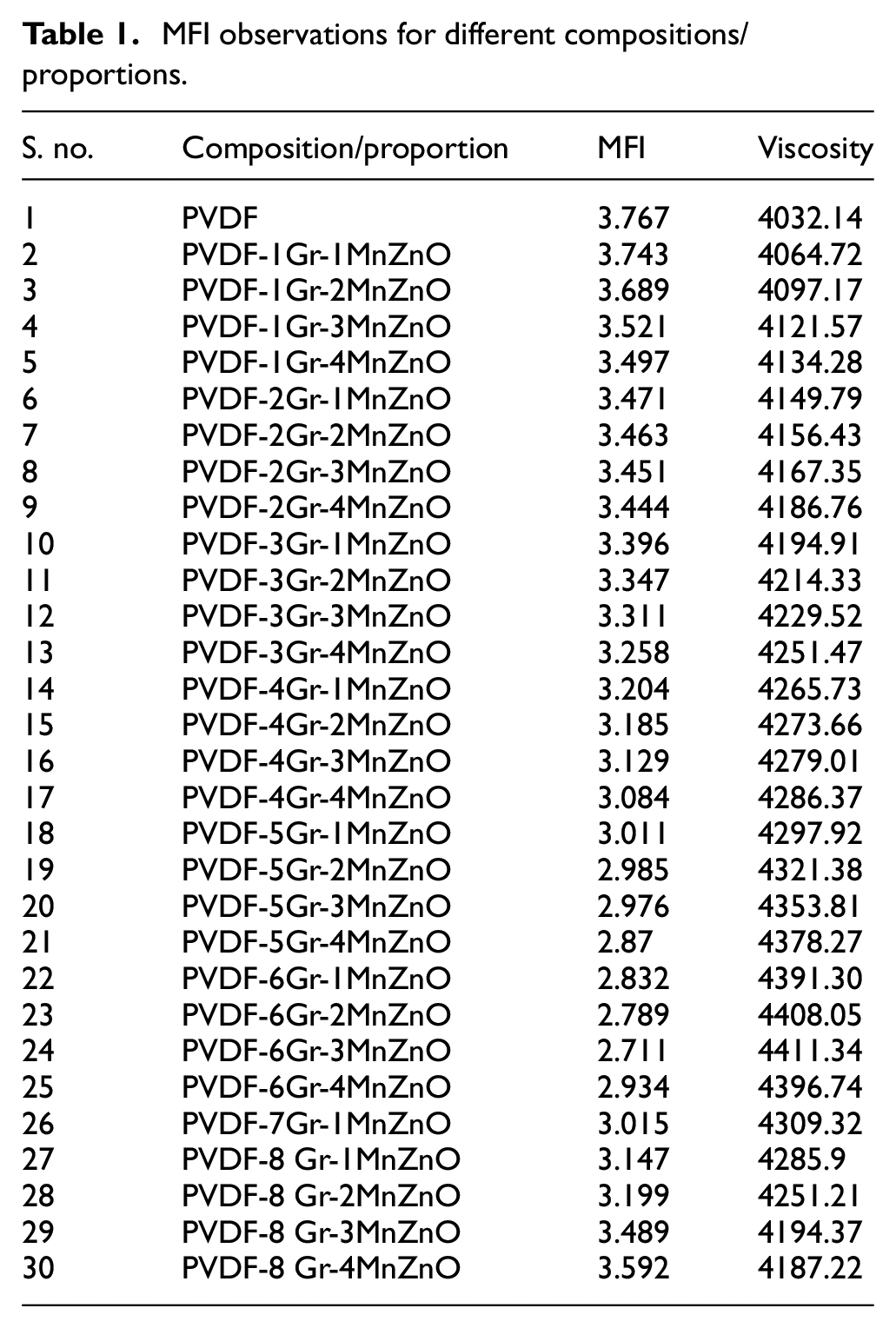
The mechanical blending of PVDF-Gr-Mn-ZnO nano-particles was performed to investigate the rheological, thermal, mechanical, piezoelectric, and morphological properties of the composite. Each set of experiments was performed three times to reduce experimentation error and increase the repeatability and accuracy of the study. Figure 2 shows the work methodology of the present research work. MFI of each composition/proportion was tested using an MFI tester (Make: Shanta Engineering, India) as per ASTM D1238 standard (Table 1). The wire sample obtained from the MFI tester was weighed and the volume of each sample was recorded for viscosity calculations.
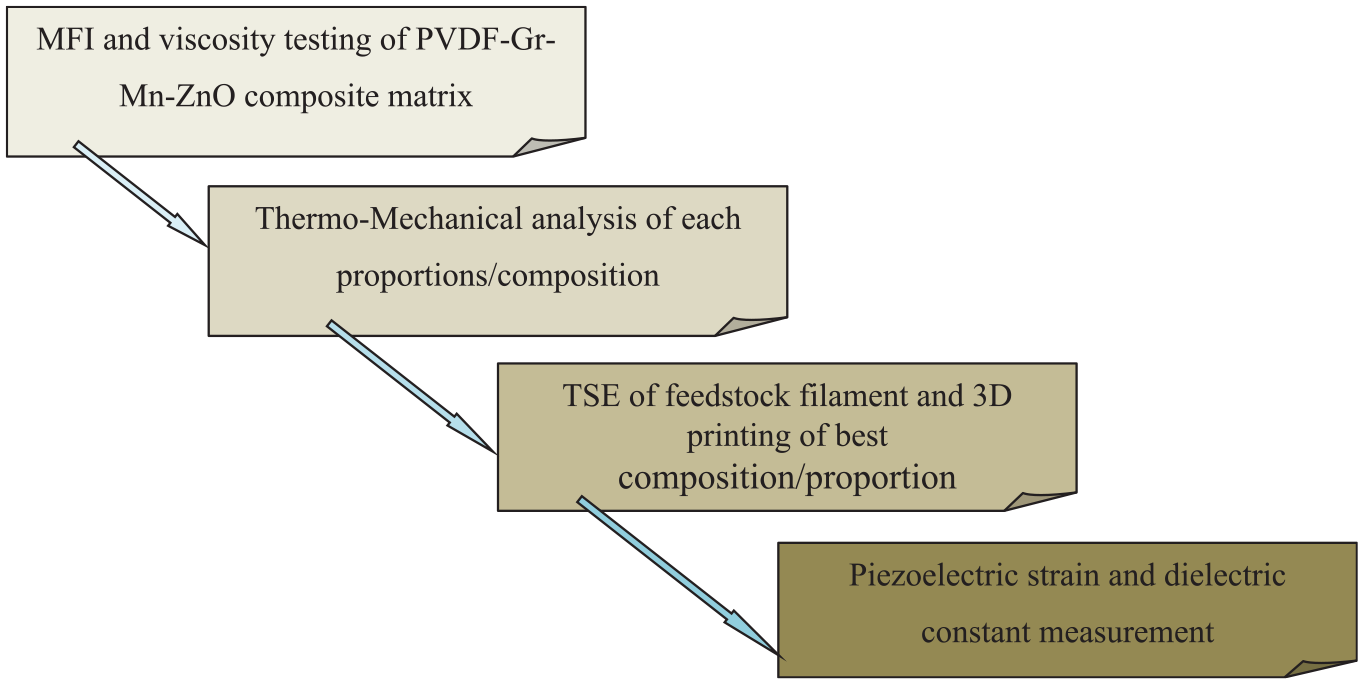
Process outflow of the proposed work.
MFI observations for different compositions/proportions.
Thermo-mechanical analysis of TSE filament and 3D printing
After rheological analysis, each selected composite of PVDF-Gr-MnZnO was extruded through a twin-screw extruder (TSE) (make: Thermo Fisher Scientific HAAKE miniCTW, Germany) to perform thermal and mechanical analysis of each composition/proportion by differential scanning calorimetry (DSC) (Make: Mettler Toledo, Switzerland) and universal testing machine (UTM) (Make: Shanta Engineering, India, sensitivity = 0.001 N for the tensile test) testing respectively. The composition/proportion with the best acceptable thermal and mechanical properties was used for 3D printing. The TSE of PVDF composite was performed at 190°C screw temperature, 0.35 Nm torque and 12.5 kg applied load. The diameter of the screw extruder nozzle was 2.5 mm to prepare the 3D printer feedstock filament wire of composite with diameter = 2.7 ± 0.05 mm. Disk-shaped pallets (diameter = 10 mm, thickness = 0.8 mm) were 3D printed by using commercial open-source Ultimaker2+ FDM printer. During 3D printing melting temperature of the composite was 210°C and the bed temperature was kept 65°C.
Piezoelectric strain, dielectric constant measurement, andPLS-AFM analysis
The 3D printed functional prototypes were polarized through direct current by application of an external electric field of 4.5 kV at room temperature since the specimen was not able to be poled at elevated temperature. The piezoelectric strain in terms of D33 was measured and then the dielectric constant of the printed sample was obtained to investigate the charge storing capacity of the proposed composite. The spectrofluorophotometer/photoluminescence (PLS) (Make: Shimadzu, Japan, wavelength sensitivity = 0.1 nm) analysis was performed by exposing 3D printed composite under ultraviolet (UV) light with a wavelength of 250–800 nm. The graph obtained for intensity versus wavelength highlighted the presence of constituent particles at a specific wavenumber. This shows that the 3D printed specimen can be programmed to emit a signal at a particular intensity of UV light after the excitation of a unique component present in the composite. The AFM was performed to support the morphological properties of the composite at the nano level. The metallurgical microscopy was performed to investigate porosity percentage in the composite.
Results and discussion
Rheological analysis
The various compositions/proportions of nanoparticle composites (out of Table 1) were selected for further (Table 2), based upon the following facts: (i) for comparison of virgin PVDF with PVDF composite matrix, (ii) the reported literature outlined that 3MnZnO and 4MnZnO are better options for the better molecular structure of base polymer, 27 (iii) the Gr content was gradually raised to ascertain the effect on improved conductivity on piezoelectric behavior. The variation in the average melt flow of PVDF-Gr-Mn-ZnO was observed. It was noticed that the increase in composition/proportion of Gr (up to 6% by weight) and Mn-ZnO up to 3% resulted in improved rheological property of PVDF as MFI of the PVDF compositions/proportions decreased and viscosity increased, but the reinforcement of Gr and Mn-ZnO more than 6% and 3%, respectively resulted into poor rheological properties as MFI increased and viscosity of the composite decreased. The uncontrolled and less restricted flow-ability of virgin PVDF granules was reduced by reinforcements of composite. The presence of Gr and Mn-ZnO particles significantly affects the molecular structure of PVDF due to which MFI, density, and viscosity of composite matrix show different results. The viscosity for each composition/proportion was calculated by measuring the mass, length, and volumetric flow rate.
Average MFI of Gr and MnZnO Reinforced PVDF.
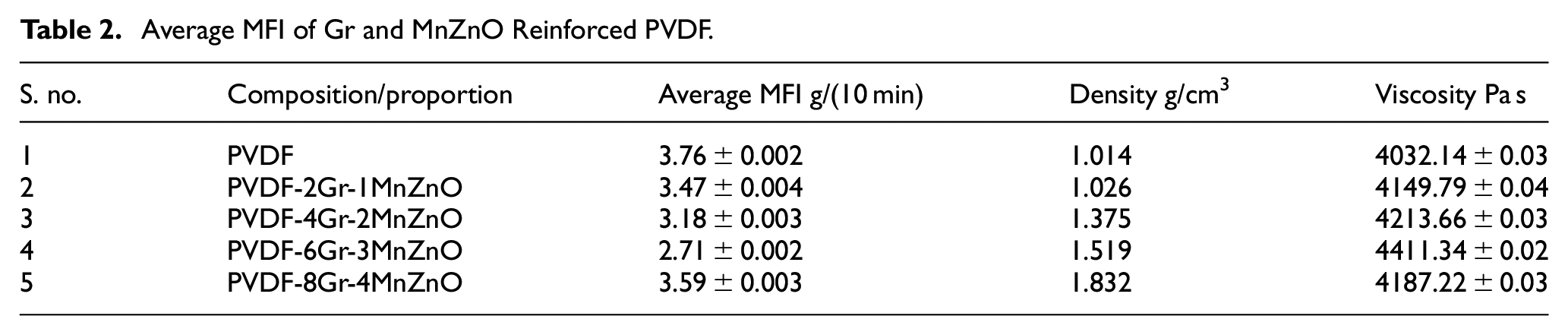
Based upon Table 2, the results of MFI and viscosity were plotted to obtain a trend in rheological properties of PVDF after reinforcement of nano Gr and Mn-ZnO (Figure 3). As observed from Table 2, composition/proportion of PVDF with 6Gr and 3MnZnO has an acceptable average MFI = 2.71 ± 0.002 g/(10 min) that is, of the order 2–3 g/10 min for processing on commercial open-source 3D printing setup (as a thumb rule for commercial FDM applications). Further increase in the reinforcement of Gr and Mn-ZnO nanoparticles leads to disturbance in rheological property of the polymer matrix composite (PMC) as the MFI of sample 5 = 3.59 ± 0.003 g/(10 min) was observed, thus may require a change in hardware/software settings leading to process downtime for 3D printing of composite with unacceptable MFI.
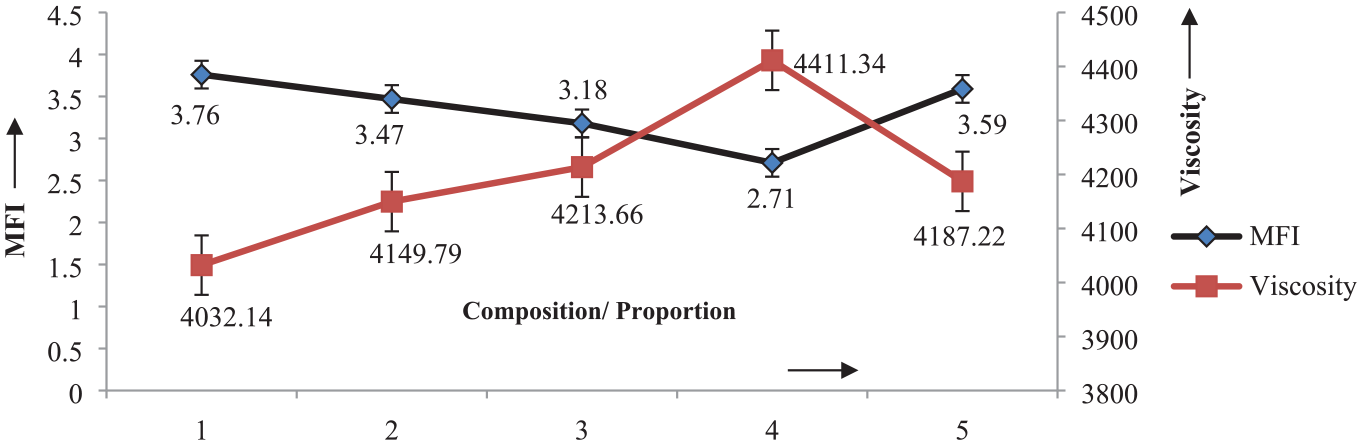
MFI and viscosity of PVDF-Gr-Mn-ZnO composite.
Thermal analysis
As observed from Table 2, the selected composition/proportion of Gr-Mn-ZnO reinforced PVDF matrix can be used for 3D printing on FDM with small iterations. To ascertain the best composition for 3D printing application, each composite was processed on TSE at selected processing conditions to produce wire-shaped specimens for DSC testing. A sample length of 5 mm approx. was analyzed for thermal behavior/stability during practical applications. Figure 4 shows DSC trends obtained and Table 3 provides the heat capacity for each type of tested composition/proportion. The peaks of the DSC test
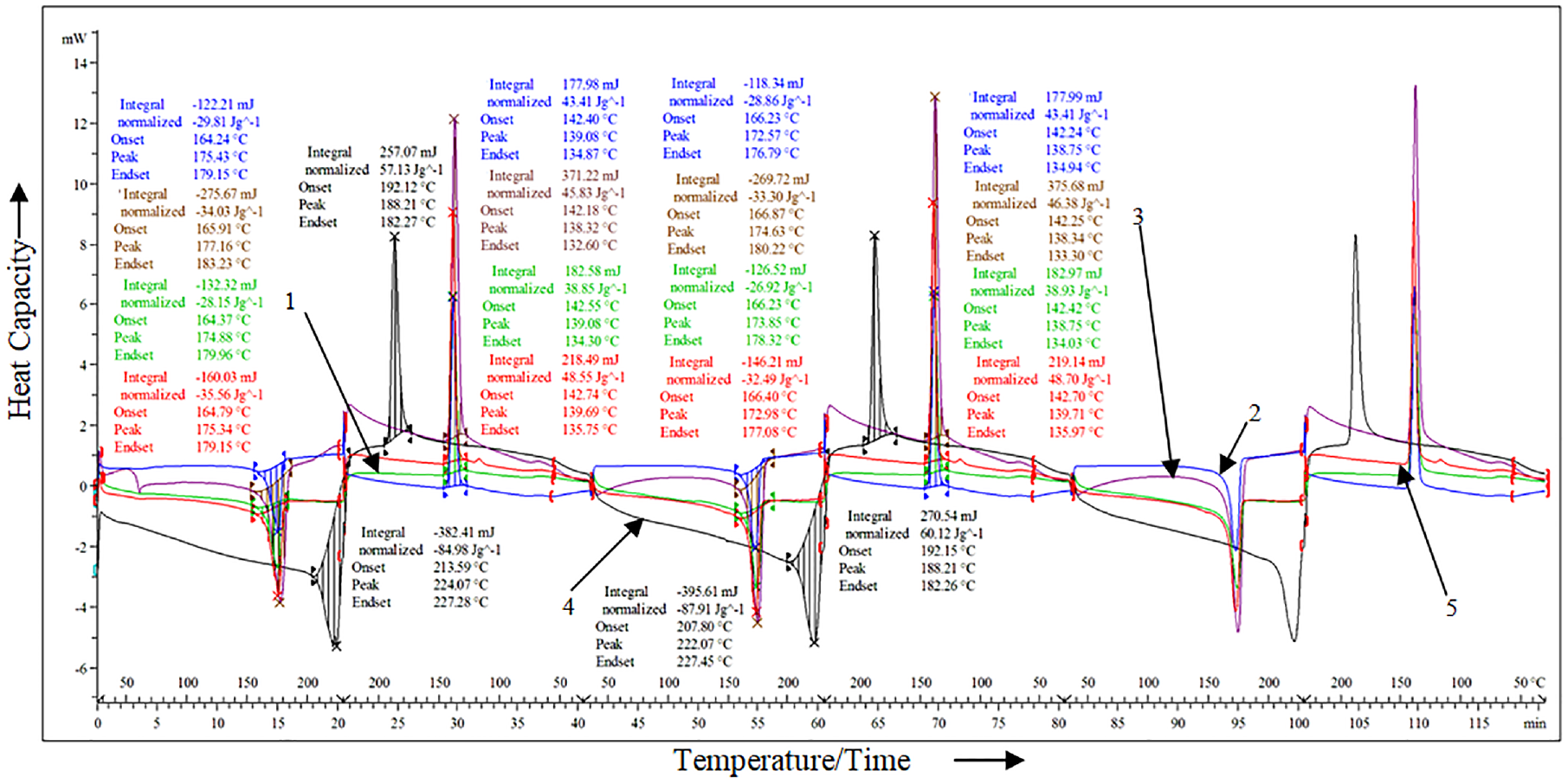
DSC graphs for PVDF and PVDF-Gr-MnZnO composites
DSC results for heat capacity of PVDF and PVDF-GR-Mn-ZnO composites.
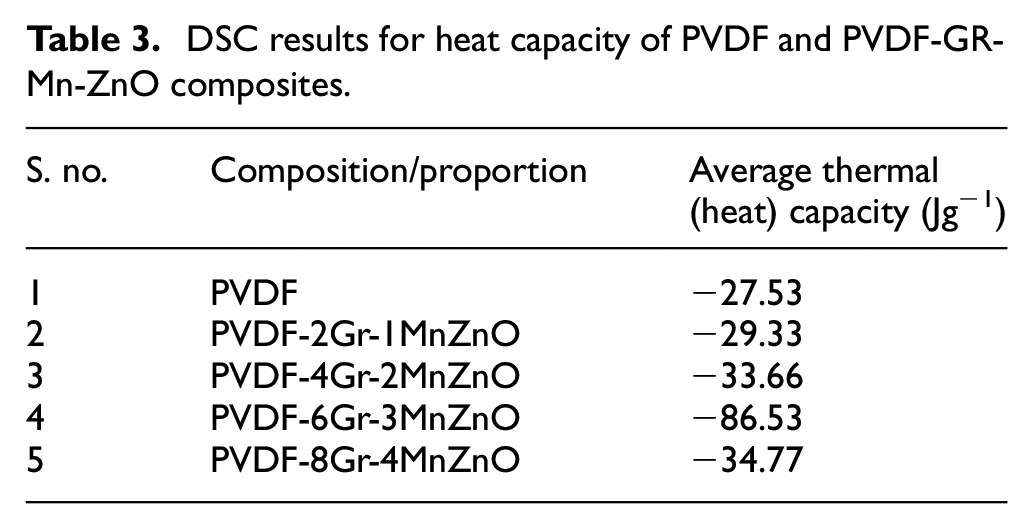
It was observed in DSC graphs that each sample shows a similar trend of heating and cooling for their respective composition/proportion (Figure 4), which indicates that the proposed composites are thermally stable for the temperature range 30°C–230°C. The observed values of normalized heat (Jg−1) for each sample in the DSC graph show that the heat capacity of PVDF increased after the reinforcement of nanoparticles. The average heat capacity of each sample was calculated and listed in Table 3 to ascertain the composition that possesses highly acceptable thermal properties. Table 3 shows that composite having PVDF-6Gr-3MnZnO has the highest acceptable heat capacity (−86.53 Jg−1) for 3D printing in comparison to other compositions/proportions. The decrease in heat capacity of sample 5 shows the loss of thermal properties of PVDF due to excessive doping of reinforcement that may contribute to disturbing the heat-carrying capacity of molecules as a result of weak intermolecular bonding in the composite.
ATR-FTIR analysis
Attenuated total reflection (ATR)-Fourier transformed infrared (FTIR) testing of each composition/proportion was performed to investigate the effect of nanoparticles reinforcements on bonding characteristics of PVDF composite matrices. Figure 5 shows the absorbance and changes occurred in bond strength of PVDF and its composites at distinct wave number when IR rays of intensity range 600–4000 cm−1 wave number (WN) passed through wire specimens. The outcomes of ATR-FTIR analysis of PVDF and its composite samples were compared with the scientific database; vibration spectrometric analysis available in handbook of FTIR of polymers to ascertain the changes that takes place in bonding properties of PVDF for its application in crack repair and maintenance work.39,40
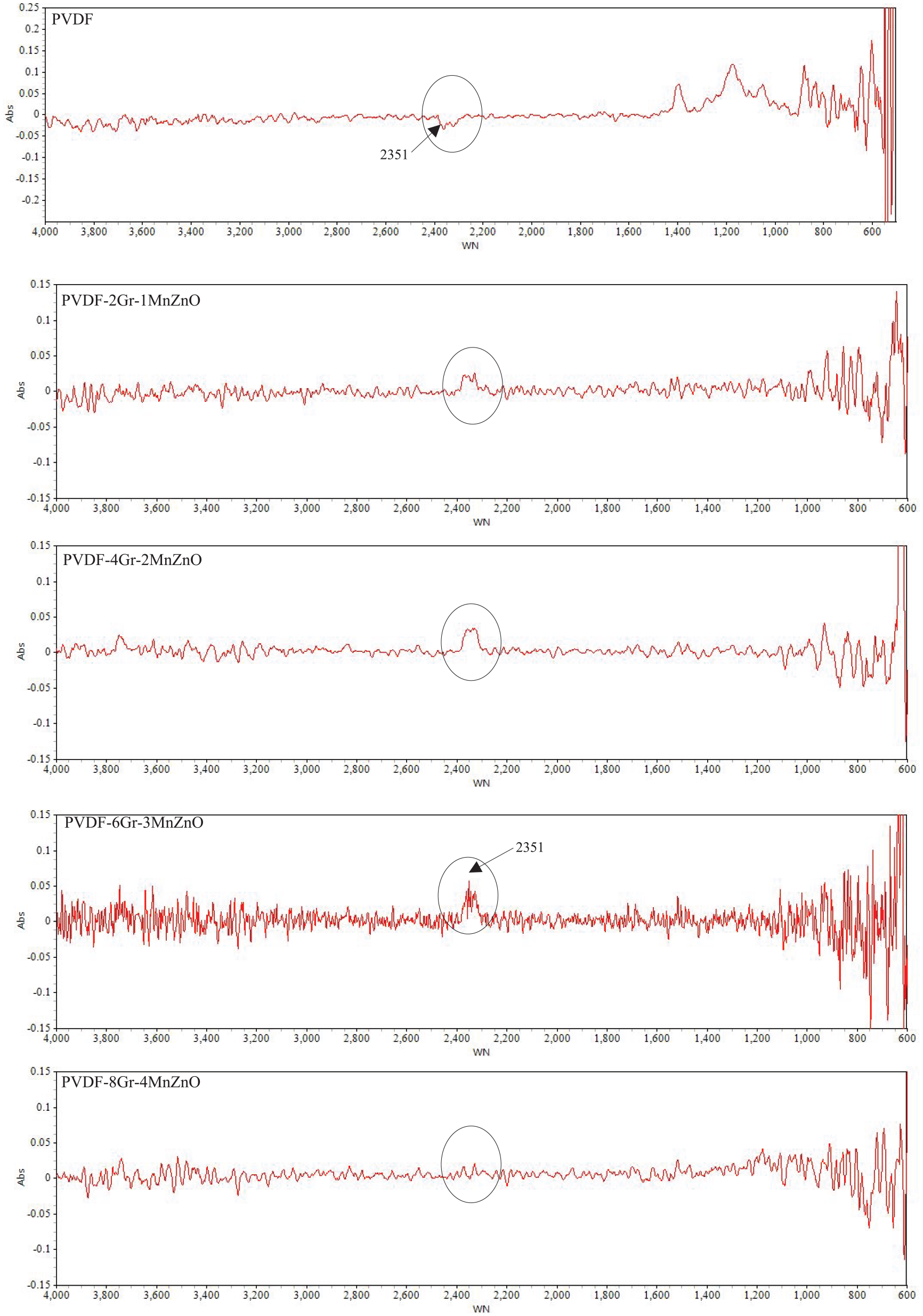
ATR-FTIR absorbance spectrum of PVDF and its composite.
It was observed that PVDF shows very little absorbance (below zero) at 2351 cm−1WN, but a sharp shift takes place in its composites matrices at 2351WN after blending of nano reinforcements. The sharpest peak was observed for composite PVDF-6Gr-3MnZnO in which C=C stretching takes place and formation of –C–C– chain takes place. Also, this proportion shows the highest heat capacity during thermal analysis. The increment of nanoparticles to a higher extent reached saturation and hence sharpness in peaks started damping. The stronger bond affinity of reinforcements and PVDF matrix may be helpful to impart more strength to the composite for improved bonding strength in 3D printed prototypes. Push-fit of proposed composite in repair site (non-structural crack) of heritage structure may result in acceptable fitment. This may be due to the frictional effect between composite and binders used in a heritage building that shows strong bonding with plastic-based composites. The weathering effect of the atmosphere that includes humidity, temperature, and moisture variation may be controlled due to the ZnO particles present in the composite. It is due to more surface oxygen vacancy defects in the composite that is capable of absorbing moisture.41,42 The DSC and FTIR analysis show that thermally stable composite PVDF-6Gr-3MnZnO can resist humidity and moisture as a 3D printed prototype in heritage structure due to the presence of reinforced elements like ZnO.
Mechanical analysis
The mechanically blended compositions (as per Table 2) were extruded to 90 mm long, 2.5 mm diameter cylindrical wire-shaped specimens (for UTM testing) using TSE. Three-wire samples of each set were tested. The results obtained for the UTM test of the best suitable feedstock filament wire are shown in Table 4. It was observed that mechanical properties like modulus of toughness (MoT) and Young’s modulus (YM) were best obtained for PVDF-6Gr-3Mn-ZnO. The stress-strain curve obtained during tensile test and specimen under UTM testing is shown in Figure 6(a) and (b) respectively. As compared to PVDF wire (sample no. 1), PVDF-6Gr-3Mn-ZnO (sample 4) has shown better mechanical properties like break strength (BS = 36.11 N/mm2), MoT (3.316 N), and YM (636.39 MPa) due to which it is found good for 3D printing the functional prototype for investigations of 4D properties.
UTM results of PVDF and PVDF-GR-Mn-ZnO composites.
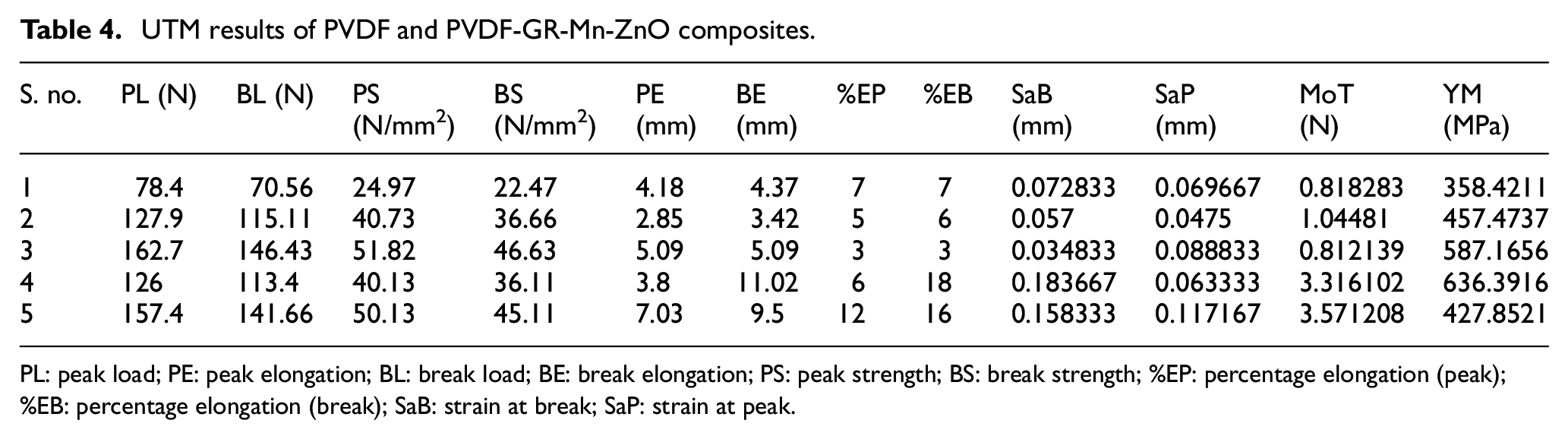
PL: peak load; PE: peak elongation; BL: break load; BE: break elongation; PS: peak strength; BS: break strength; %EP: percentage elongation (peak); %EB: percentage elongation (break); SaB: strain at break; SaP: strain at peak.
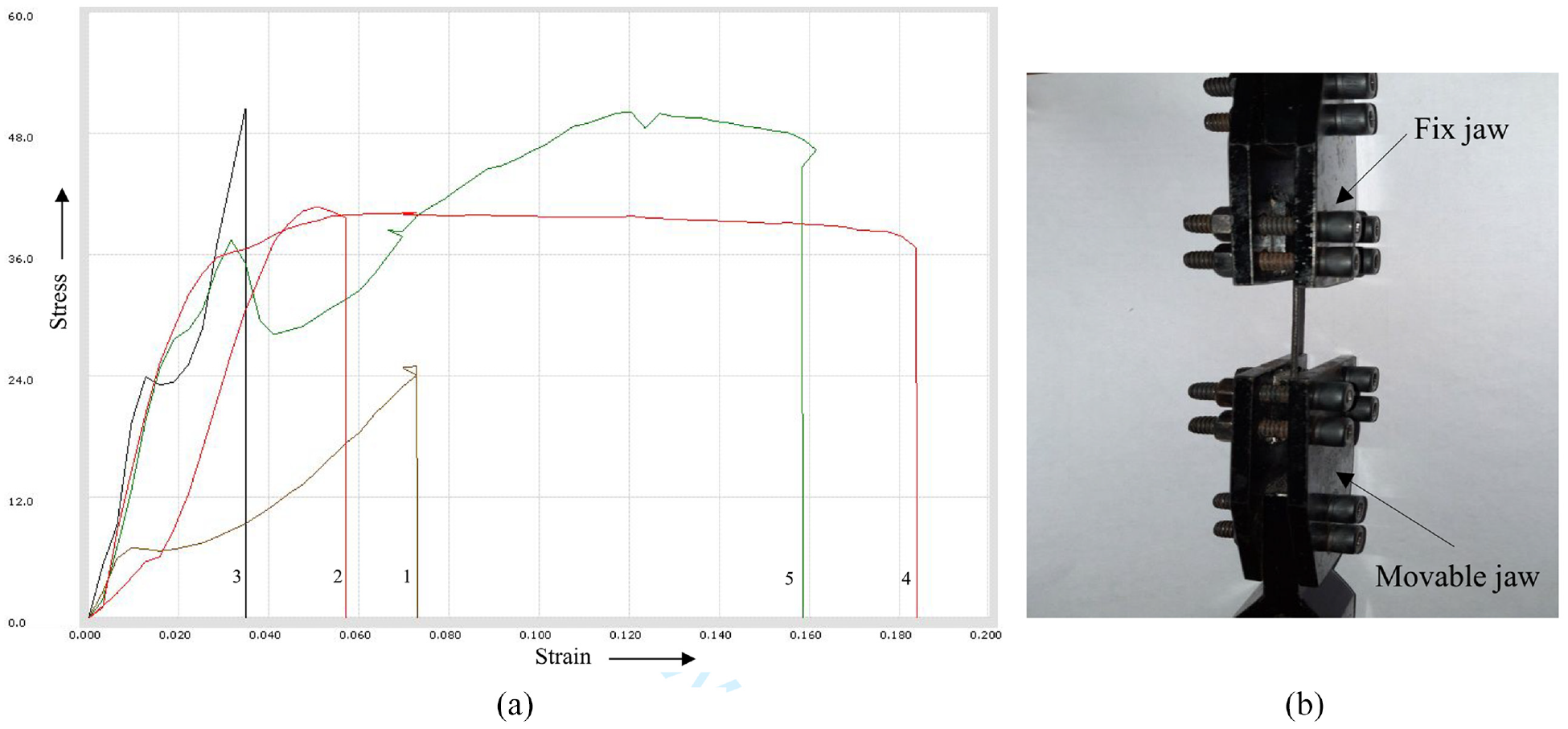
Stress-strain curves for PVDF filament and PVDF-Gr-MnZnO composites (a) and PVDF composite cylindrical wire sample under tensile testing conditions (b).
The stress-strain graph shows that the mechanical strength of various PVDF-based compositions/proportions increased in comparison to PVDF for 3D printing of functional prototypes. The test ensured that the composition selected for its 3D/4D printing application as a customizable solution will possess good mechanical properties to sustain at the repaired site of the heritage structure. It was observed that strain reduction takes place in samples 1 and sample 5. This jagged response may be due to phase transformation in PVDF from α to β phase. Secondly, this may be due to the alignment of reinforcement in the polymer matrix in the direction perpendicular to the applied load, which resulted in reflection as a negative strain. In the case of sample 3, the failure was without any necking, whereas, the other samples have characteristics stress-strain curve. This may be because of bond stretching as observed from FTIR analysis (Figure 5) at WN around 2400 cm−1 and stretched bond structure may have contributed to brittle failure.
Piezoelectric and dielectric analysis
Based on better thermal and mechanical properties, composition/proportion with PVDF-6Gr-3Mn-ZnO was 3D printed to a standard 10 mm diameter disk pallet with uniform thickness (nearly 0.6 mm (two layers of printed material)). The sample was then polished uniformly and coated with silver paint to make the surface of the composite conductive. Figure 7(a) shows the disk polishing setup and Figure 7(b) sample prepared for DC poling, D33, and dielectric constant measurement.
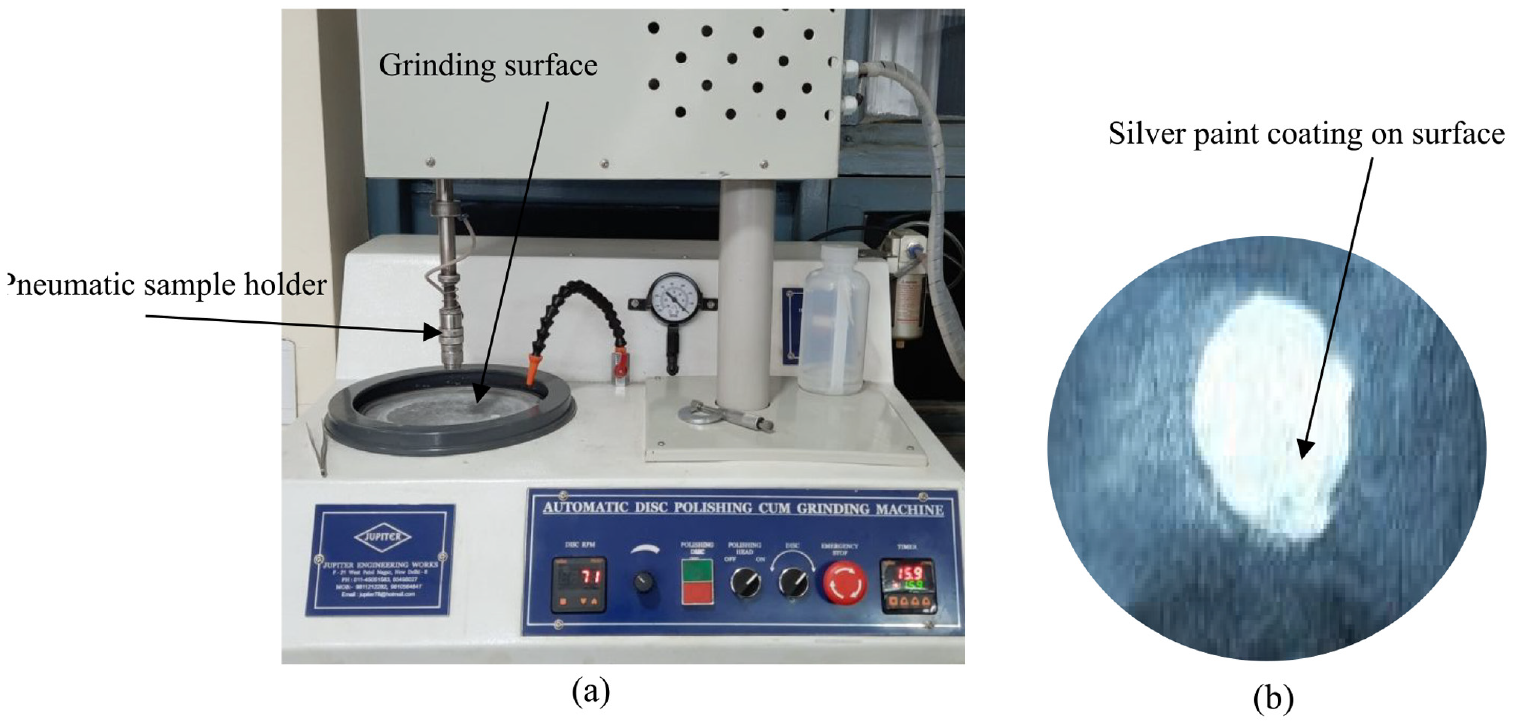
(a) Disk polishing setup and (b) PVDF-6Gr-3Mn-ZnO composite test specimen.
A 5 kV DC poling setup and D33 equipment were used for measuring piezoelectric characteristics in PVDF-Gr-Mn-ZnO composites. After sufficient DC poling of the disk-shaped sample, PVDF-6%Gr-3%Mn-ZnO attained the maximum surface electric charge of 56 pC/N with the dielectric constant of 14.5 at room temperature (26.4°C). This shows that a volumetric change of respectable value can be produced inside the composite material by the application of load on it along with the generation of charge inside the material. On the other hand, the dielectric analysis results show the application of PVDF-6Gr-3MnZnO as a good charge storing device for 4D applications.
PLS and AFM analysis
For 3D printing, PVDF-6Gr-3Mn-ZnO composite was printed at fixed FDM settings of bed temperature 80°C, raster angle 45°, and 0.3 mm layer thickness on Ultimaker2+ printer. A square part with a side of 25.4 mm was printed for PLS and AFM testing. The PLS (Make: SHIMADZU, model: RF-5301) provided a graph showing the change in intensity signal emitted from the sample by variation in the wavelength of UV light from 250 to 800 nm. Three significant peaks were obtained which justifies the presence of nanoparticles reinforcement at different wavelengths in the PVDF matrix. Figure 8 shows that the presence of Mn-doped ZnO is highlighted by the first peak at 371 nm. The second peak obtained at 512 nm indicated the presence of Gr nanoparticles whereas the third peak at 759 nm shows the excitation wavelength of PVDF molecules. This spectrofluoro-photometric analysis shows that the composite has a significant response toward the luminescence properties. The composite may respond with bluish-white light in the UV-visual spectrum on the incidence of UV wavelengths ranging from 250 to 800 nm. This is due to the doping of Mn-ZnO and Gr nanoparticles in the polymer matrix composite.
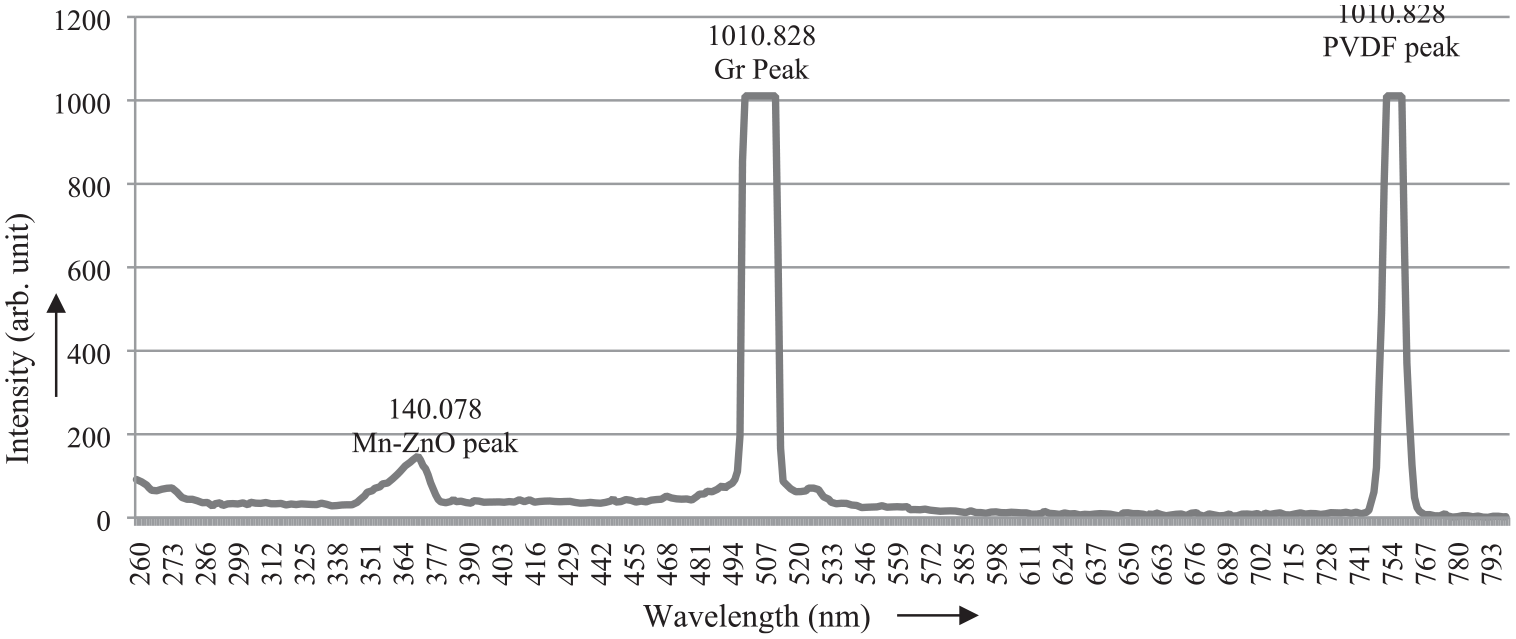
PLS graph for PVDF-6Gr-3MnZnO.
The same square shape 3D printed composite was analyzed on AFM after adjusting the microscope of the instrument at ×400 magnifications. The AFM of sample 4 (as per Table 2) was performed to analyze the surface properties and sizing of nano reinforcements in the composite. Figure 9(a) shows the CAD design of the part printed on the 3D printer. Figure 9(b) is the actual 3D printed composite prepared by Ultimaker2+ FDM setup by keeping nozzle temperature = 230°C and bed temperature = 65°C with 100% infill density and 0.16 mm layer thickness. The AFM image of side 40 µm is shown in Figure 9(c). Figure 9(d) to (f) respectively show the AFM results of the tested specimen in terms of the 3D rendered image, roughness profile, and amplitude distribution function for the surface at the nano level. The AFM results verified the presence of nanoparticles in the composite matrix and also show that the printed specimen has a high surface finish; as the Ra of the 3D printed specimen was observed to be 119.1 × 10−3 µm for the cut of the length of 0.04 mm.
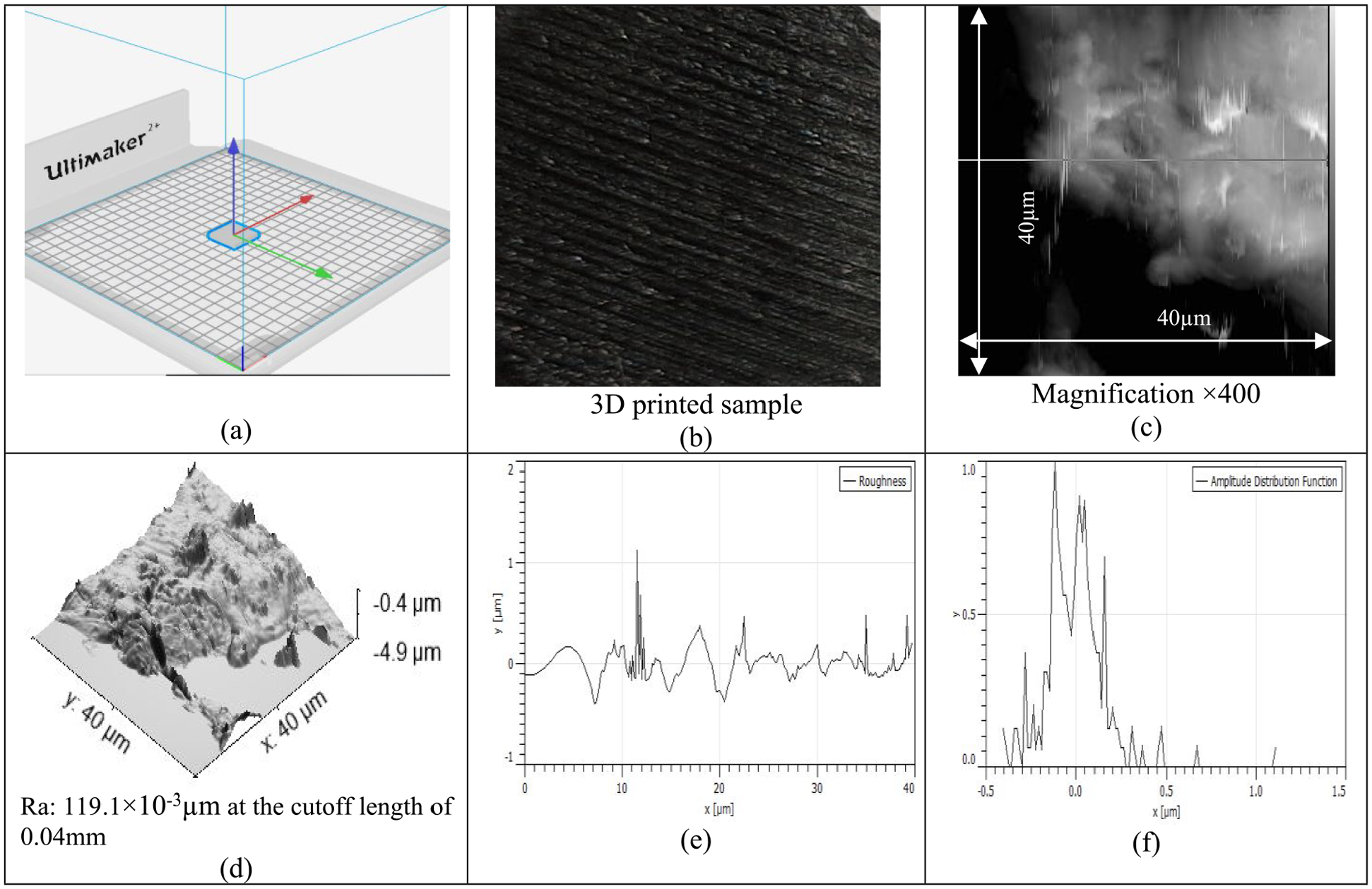
(a) 3D printing interface, (b) 3D printed sample, (c) AFM image for PVDF-6Gr-3MnZnO composite, (d) 3D rendered image, (e) roughness profile, and (f) amplitude distribution of surface roughness.
Morphological analysis
The metallurgical microscopic images of each composition/proportion (as per Table 2) were obtained to investigate the porosity percentage of the wire filament along the radial axis after fracturing of wire samples during the UTM test. Figure 10 shows the images captured at ×100 magnification for each specimen along with their porosity percentage. Sample 4 (PVDF-6Gr-3Mn-ZnO) was found acceptable for 3D printing as its porosity percentage was minimum (6.03%) along the cross-section of the filament wire.
Metallurgical microscopic results for PVDF and its composites.
Scanning electron microscopy (SEM) (at ×200 magnification) was performed at the fractured surface of wire specimens to study the effect of reinforcements on mechanical strength, material dispersion rate, and surface roughness (Ra) properties. Figure 11 shows the results SEM and Ra profile for the fractured surface of samples investigated along the radial axis.
SEM images and roughness profiles of PVDF and its composite at fractured surface.
It was observed from the SEM investigations that reinforcement of Gr and Mn ZnO significantly improved the Ra of PVDF (sample 1, Ra = 76.08 × 10−3 µm) along with radial surface up-to sample 4 (Ra = 63.23 × 10−3 µm) as a result of uniform dispersion of nanoparticles in PVDF matrix till saturation of reinforced elements is achieved. Also, the results obtained for mechanical properties may be co-related with SEM micrographs as sample 1 with poor fractured surface and higher Ra shows less YM of 358.421 MPa. On contrary, YM of samples 2–4 increased as Ra of fractured surfaces decreased after mechanical blending. For sample 5 YM was decreased and its morphological analysis also reports the higher porosity (=12.37%) and higher Ra = 81.28 × 10−3 µm which indicates that higher concentration of nano reinforced particles resulted in the decrease of mechanical properties of the PVDF-Gr-Mn-ZnO composite due to weak binding of PVDF molecules with Gr and Mn-ZnO particles.
Self-healing/repair of construction cracks
The proposed composite can be used to prepare a multilayered 3D printed strip with conducting and nonconducting layers (managed during 3D printing). Figure 12 shows some probabilistic nature of symmetry of cracks in walls of heritage structures. This strip size and dimension can be customized according to the nature and size of the cracks. 3D scanning with the latest photogrammetric techniques and high-resolution surveying tools can be used to acquire the correct size of the crack. Figure 13 shows the supply of electric current to conducting medium which will induce magnetic properties in the strip. The developed polarity will be responsible for changing the size (basic compression in case of series connection) of the strip. After compression in strip size, it can be push fitted into the construction crack. Once inserted, the direction of applied current can be reversed for alternating conducting layers of the strip. The reverse polarity will expand the strip and it can fill the crack by acquiring the shape of the crack. The connections to the customized strip can be easily removed.
Nature of cracks in non structural walls.
Contraction and expansion of 3D printed strip for filling construction crack.
Conclusions
In this study, 3D/4D properties of mechanically blended PVDF-Gr-Mn-ZnO nano-particle-based composite were investigated for electro-active response to fabricate a customizable functional prototype. The 3D part may be considered as a strip-like solution to repair the non-structural crack present in the heritage structure. The composite with electric conductivity may heal the crack by self-contracting and self-expanding based on 4D property. The outcomes of the present work are listed as follows:
The rheological analysis outlined that blending of Gr and Mn-doped ZnO nano-particles in PVDF decreases the MFI but increases the viscosity of the composite matrix to achieve a suitable range of flow for 3D printing. The MFI, density, and viscosity for the most relevant composite (PVDF-6Gr-3Mn-ZnO) were 2.71 g/10 min, 1.519 g/cm3, and 4411.34 Pa s, respectively.
The thermal analysis of compositions/proportions shows that PVDF-6Gr-3Mn-ZnO nano-particle-based composite is more thermally stable and has a high heat capacity of −86.53 Jg−1 (during the heating cycle) as compared to other samples to sustain in harsh climatic conditions faced by heritage structures.
As regards to mechanical properties for selected compositions/proportions, PVDF-6Gr-3Mn-ZnO nano-particle-based composite shows maximum MoT = 3.316 N and YM = 636.39 MPa for feedstock filament preparation using TSE at settings of screw temperature 195°C with 0.35 Nm torque and 12.5 kg applied load.
The ATR-FTIR analysis outlined that 6%Gr-3%Mn-ZnO nanoparticles reinforced PVDF composite is suitable for chemical stability against environmental degradation and higher bond strength for affinity with binders used in mentioned heritage structure to impart the best mechanical properties to the PVDF composite matrix as a customized solution for repair and maintenance.
The piezoelectric strain constant of 3D printed PVDF-6%Gr-3%Mn-ZnO nano-particle-based composite is observed (after DC poling up to 4.5 kV) to be 56 pC/N in terms of D33 for self-expansion/self-contraction properties. The dielectric properties investigations highlight that the composition has an acceptable dielectric constant of 14.5. PLS and AFM testing of the 3D printed sample ensured luminescence property and acceptable surface roughness Ra = 119.1 × 10−3 µm.
The morphological analysis supports the outcomes of the study that the results obtained for porosity and Ra profile are in line with thermal, mechanical, and bonding characteristics of PVDF-Gr-Mn-ZnO nanoparticle-based composites. The SEM-based fracture analysis post UTM test outlines least porosity = 6.03% for PVDF-6Gr-3Mn-ZnO (along the radial axis) and minimum Ra = 63.23 × 10−3 µm as compared to other compositions/proportions. On behalf of piezoelectric properties, the proposed composite may be commissioned as a customized solution by application of an external electric field to the 3D printed strip for self-healing the crack.
Footnotes
Acknowledgements
The authors are thankful to Manufacturing Research Lab, GNDEC, Ludhiana (Punjab, India), Dept. of Applied Physics, PEC Chandigarh, Department of Mechanical engineering, NITTTR, Chandigarh and Department of Mechanical engineering, Punjabi University, Patiala (Punjab, India) for providing lab facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors received financial support from the Department of Science and Technology (DST), Govt. of India (GoI), under project file no. DST/TDT/SHRI-35/2018