
Abstract
Compared to conventional sheet forming operations, incremental sheet forming (ISF) is a flexible forming technique that can achieve higher formability in terms of localized deformation. Due to excellent mechanical properties and X-ray penetration, polyether-ether-ketone (PEEK) is an ideal alternative to titanium alloy and stainless steel in orthopedic applications. In this study, a 3-axis desktop manufacturing system has been fabricated to investigate the temperature-dependent formability of PEEK in terms of manufacturing the cranial plate by using the ISF technique. Meanwhile, the forming force, temperature distribution, geometrical accuracy, and thermal properties were obtained and analyzed. The findings indicate that the ISF technique provides technological and economic advantages in cranial reconstruction by using PEEK.
Introduction
The purpose of craniotomy is to protect the brain after decompressive craniectomy (DC). 1 However, there is still no widespread agreement on whether a craniotomy repair is preferable to standard craniectomy. Recently, the progress in this field was reviewed in an excellent and comprehensive review paper. 2 According to the review, the craniotomy surgical procedure can be classified into three categories. The first category is composed of all those researches that repair skull defects in the place of preformed implant taken from patient own body. The second category includes those researches that offer the implant taken from a donor body. The third category is to reconstruct the cranial plate with alloplastic materials such as polymer and metal. To meet this requirement, the ideal synthetic cranioplasty materials should not only have good radioactivity, a significant influence on the biomechanical process, but also cannot be sensitive to temperature, easy processing, and low cost. Up to now, non-metallic materials such as poly-methyl-methacrylate (PMMA), 3 hydroxyapatite and silicone material, metallic materials such as stainless steel and titanium have previously been used in cranioplasty reconstruction.4–9 Typically the characteristics of biomaterials and surgeon’s experience are often important factors in the cranioplasty materials selection. At the same time, the technical maturity of clinical application, as well as the cost and time efficiency of shaping the alloplastic cranioplasty are also very important considerations.
In recent years, polyetheretherketone (PEEK) and its composites have been widely employed in the reconstruction of the implants of orthopedic, trauma, and spinal in recent years.10,11 Compared with the traditional substitute materials, PEEK offers distinct benefits in the reconstruction of the implants including radiolucent to X-rays, approximating native cortical bone biomechanically, and insensitive to the body temperature. Furthermore, it has been proven that there is a perfect matching of elastic modulus between PEEK and human bone structures. This contributes to the elimination of the stress shielding, which is commonly found in titanium-based implants.12,13 Therefore, PEEK and its composites are increasingly being used in orthopedic implants (such as trauma, spinal, and dental) is more and more extensive. Most recently, the fast development of the clinical applications of PEEK was reviewed in general.1,14 There is no doubt that PEEK has emerged as a promising cranioplasty candidate with its favorable characteristics. To meet clinical demand, it is highly necessary to develop a cost-effective and high-efficiency forming process to manufacture the implant by using PEEK material.
So far manual shaping and rubber press forming have been used in skull reconstruction due to the common use and growing demand for cranial reconstruction.15,16 These two approaches each have their own set of benefits and drawbacks. It is well acknowledged that the manual shaping of titanium cranioplasty plates is simple and low-cost. However, it tends to be treated arbitrarily and difficult to strictly control the cranial plate dimensional precision and surface quality. In contrast to manual shaping, the second method can gain perfect dimensional accuracy but has to manufacture customized forming dies for the purpose of a very limited number of uses. This is not only costly, but it also takes a few days to 2 weeks to complete. 17 As a result, it is clear that the major disadvantage of rubber press forming is its lack of flexibility, as well as time-saving property. Furthermore, the super-plastic forming technique was innovatively employed to manufacture the titanium cranial prostheses. 18 Based on time and cost, the current trend toward developing flexible manufacturing based technologies such as 3D printing/additive manufacturing. 19 However, insufficient material properties and high-cost issues are still the bottlenecks before the wide use of 3D printing technology in the clinic. 20
Increment sheet forming (ISF) is a flexible process capable of shaping complex sheet components.21–24 It is flexible because the specialized die is not required which greatly decreases the lead-time and energy consumption in the life cycle of manufacturing. In addition, ISF can enhance material formability and enable it to fabricate components with complicated shapes that cannot be made in conventional sheet forming processes. As the flexible manufacturing method, ISF also allows the creation of both symmetric and asymmetric shapes of components in machine working space with little concern of machine tonnage limits. In other words, ISF technique is very suitable for manufacturing high value-added and customized sheet parts.
Up to date, ISF has been commonly used for the fabrication of sheet metal components at room temperatures, even at relatively high temperatures via electricity and friction.25,26 Around 10 years ago, the ISF technique was pioneered to fabricate workpieces from polymers. 27 Meanwhile, it has been that the ISF force of polymers decreases with the increase of the processing temperature. 28 However, there are limited studies on the performance of biocompatible polymers in ISF can be found. As in our previous study, the experimental results reveal that PEEK exhibits poor formability at room temperature with total elongation of about 5%.29,30 There is a clear need to identify potential solutions that might enhance the PEEK formability. Furthermore, no work has been attempted to consider the thermal formability of PEEK in ISF. Therefore, the objective of this study is to develop the prototype of an in-house machine that can be operated smoothly to characterize the thermal formability of PEEK. Meanwhile, the route to construct the multi-axis ISF machine is introduced in detail. By taking the typical cranial shape as an example, the effects of temperature on forming force and geometric accuracy were studied in terms of ISF experiments.
The design solution for the test machine
In the present study, an ISF workspace coupled with a thermal radiation heating system has been developed to address forming of the PEEK cranial plate. The developed ISF machine can be categorized as a special category of desktop machines. For the convenience of heating the workpiece and the easy access to the workspace, the structure of the ISF machining system adopts vertical configuration. The following sections give the detailed characteristics of the manufacturing system.
Main frame of the manufacturing system
Based on the flexibility of the workspace and due to the condition of a relatively small forming force under the effect of softening temperature, a vertical frame was employed to fit in with the needs of the cost-effective manufacturing design and implementation. Certainly, when manufacturing the PEEK sheets, high-dimensional accuracy and outstanding dynamic stiffness can be guaranteed. In order to meet this need, the frame was made of 304 stainless steel, which has a high specific strength, good weldability, and a relatively low coefficient of thermal expansion. Furthermore, in order to enhance the flexibility of the fabricated manufacturing system, as shown in Figure 1, the cantilever-type frame was employed.
Schematic diagram of the desktop machine of cranioplate processing.
Machine base of the manufacturing system
As mentioned above, one of the most important aspect is to ensure that the main structure has a relatively low thermal expansion. To meet this demand, the cantilever frame was mounted on a granite base that can reduce the influence of temperature changes on the dimension chain of the fabricated system. Meanwhile, this base has the capability to dampen external vibrations to some extent.
Machine axis of the manufacturing system
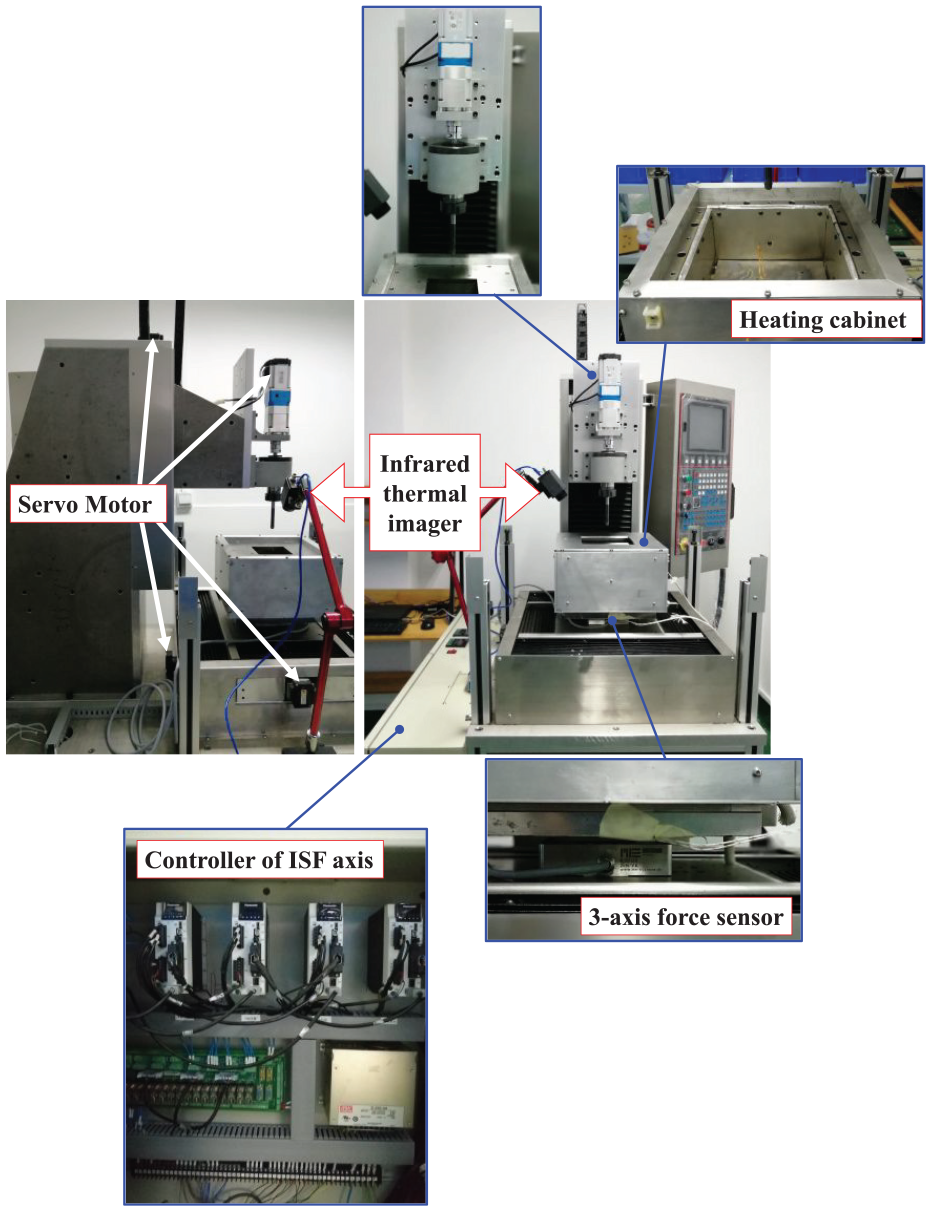
The positioning tables play a significant role in ensuring the high positioning accuracy between the forming plates and machine tools. The 3-axis of the ISF desktop machine tool has been built by adopting high-resolution positioning stages (Panasonic). Three servomotors (Panasonic-MHMF042L1U2M) are mounted mutually perpendicular, as illustrated in Figure 1. They are capable of providing 250 mm travel in x, y, and z directions. The tables can be easily controlled by using the software package named M-SELECT (Software Ver.3.1.7.0, Data Ver.1.1.E.5).
Heating cabinet
To improve the formability of PEEK, the workpieces have to be heated to a relatively high temperature. Considering the deformations along Z-axis during the ISF process, the electrically heated resistance element operated by a temperature controller was mounted on a granite base at the bottom of the heating cabinet. Meanwhile, adiabatic asbestos was used as the heat insulator and fixed around the inner wall of the heating cabinet. It means that the workpieces can be heated through the heat transfer of thermal radiation. In addition, the heating cabinet is fixed on the X/Y linear stages, which allows for precise control of the heating cabinet’s movement in x and y directions.
Ancillary equipment
The optimum parameters of the ISF for PEEK have to be determined and also play a guiding role in the actual production process of the cranial plate by using PEEK. To that aim, the desktop ISF manufacturing system was developed with the necessary on-line testing system. The assembled desktop machine mainly integrates the following two ancillary systems. One is for enabling in-situ workpiece temperature field inspection by employing FLIR A35. The other is for 3-axis force testing with ME 3DT120, which is capable of 2 kN in all three axes. The 3-axis force sensor stands out due to its particularly compact structure, with an area of 120 mm × 120 mm and a low total height of 30 mm.
Materials, tool, and lubricant
Material properties of PEEK sheets
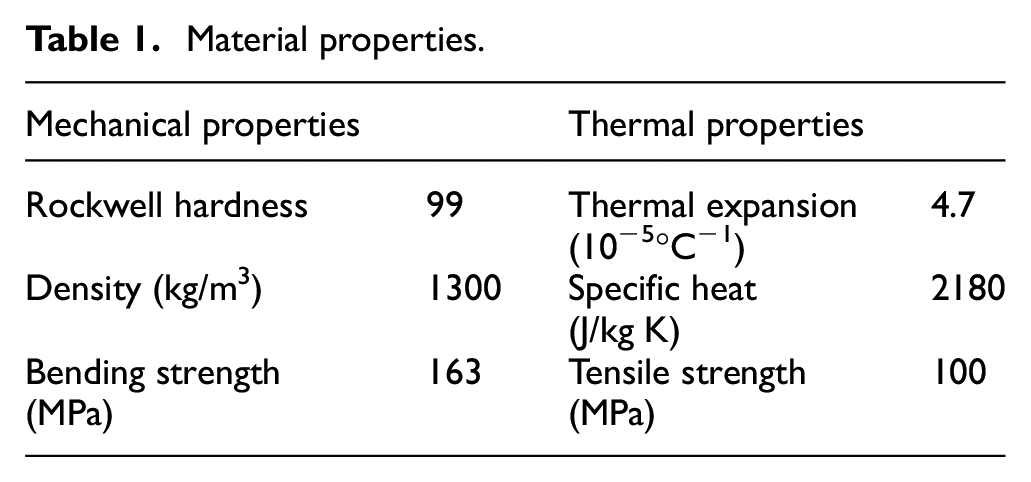
PEEK 450G extruded sheet with a thickness of 3 mm (JUNHUA PEEK, China) was employed in testing. Table 1 shows the mechanical and thermal properties of the material. Figure 2 depicts the differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) curves for the formed material. It can be found that the melting peak is around 339°C. In addition, a degradation step is in the temperature range (564°C–639°C) with a maximal decomposition rate of 605°C. These typical temperatures are consistent with the findings of Rae et al. 13 To reduce the deformation resistance and ensure dimension accuracy during the ISF, the investigated temperatures are 80°C, 100°C, and 150°C in this study. The following are the key experimental steps: PEEK sheets were fixed in the experiment setup firstly, then the cabinet was heated to the target temperature (80°C, 100°C, and 150°C) and held for about 15 min, and finally began to carry out the ISF experiments. These temperatures were taken from the thermocouple located within the cabinet.
Material properties.
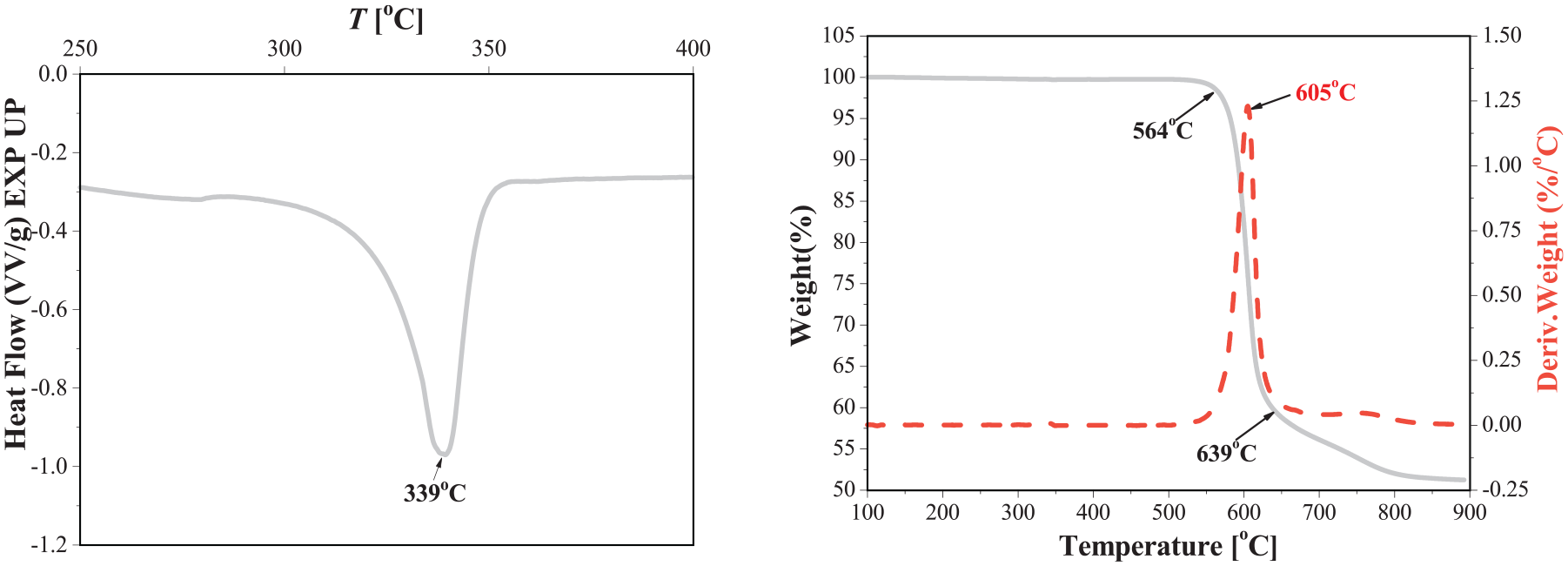
DSC and TGA plots of PEEK before ISF.
Tool and lubricant
In the hot incremental sheet forming process, the tool material and lubricant conditions play a key role in successful manufacturing. To meet this criterion, the tool was manufactured by using tungsten carbide. The tool head radius is 10 mm in this study. The step size is 0.4 mm. The rotational speed is 100 r/min. To reduce friction at the tool/sheet interface, a copper-based anti-seize compound (ROCOL®) was employed as the lubricant.
Tool path
In the practical application for the manufacture of cranioplasty, firstly the point cloud data of the CT scan was employed to reconstruct the geometric data of a skull shape by using the Mimics software. After cutting and splitting the skull model, as illustrated in Figure 3(a), the cranial shapes especially required can be obtained and output by STL file. And then the CAD-based freeform surface of cranial shape can be generated by using the reverse engineering technique and output by STP file. By considering the radius of the ball-head rigid forming tool, an offset model was built based on the cranial geometrical shape. In this work, the conventional Z-constant tool paths with the fixed height were generated by using Pro/E software. The generated toolpath for incremental sheet forming of the cranial plates is shown in Figure 3(b). The entire increment sheet forming process for cranial plate manufacturing is less than 15 min to complete under the condition of a feed rate of 1000 mm/min. It indicates that the adaptable ISF approach used in this study may significantly increase the processing efficiency of the cranial plate. However, for most conventional forming based techniques for cranial reconstruction, the primary reason for the relatively low processing efficiency is due to the additional requirements of dies and molds.
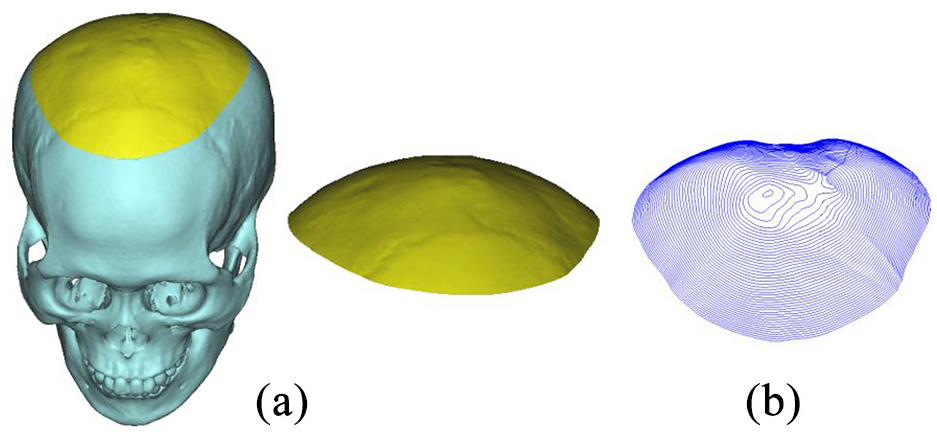
(a) Construction of cranial plate models for incremental sheet forming and (b) the tool path of ISF.
Results and discussion
Force
As shown in Figure 4, force components were measured by using the 3-axis force sensor. The force components in the x, y, and z directions are denoted as Fx, Fy, and Fz, respectively. The trends of Fx and Fy should be similar but have a phase difference of about π/2 due to the asymmetry of the cranial shape.
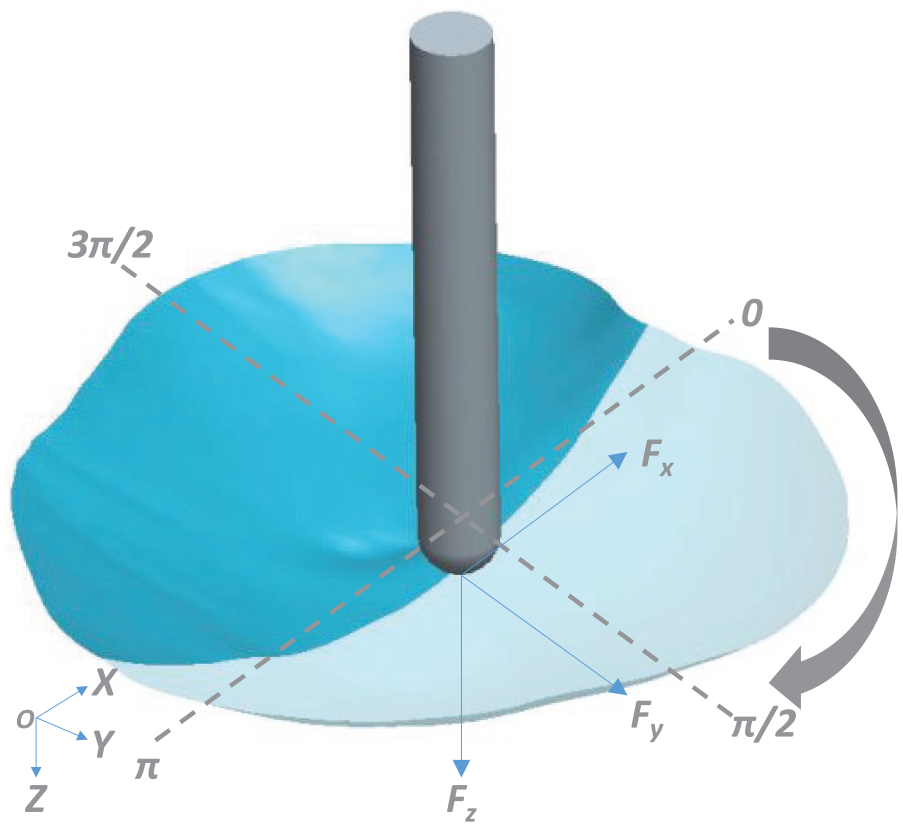
Forming forces in ISF of cranioplate.
Figure 5 shows Fx, Fy, and Fz throughout the forming process with typical heating temperatures of 80°C, 100°C, and 150°C. It can be found that as the forming tool just touched the top of the workpiece, there was an instantaneous increase in Fz, which continues to increase until it reaches the force peak. There are two potential reasons: the first reason is due to the bending deformation occurring at the edge of the fixture; the second reason is because of the incomplete contact interface between the tool and formed workpiece at the first several contours. After the peak, Fz slightly decreases. The main reason for this phenomenon is due to the combined effect of four competing factors. Material thinning and heating temperature play a key role in reducing the forces. Material hardening and an increase in the cranial shape’s forming angle both have an influence on the forming forces. Consequently, material thinning and heating temperature dominate after reaching peak values, and resulted in a decrease of Fz. However, the curves clearly reveal the multi-peak character patterns as Fz progressively increases. This is probably because of the asymmetry of the cranial shape and the non-uniformity of blank temperature. From Figure 5, it is also found that the Fx and Fy force curves display sinusoidal patterns. When the heating temperature is increased, the forces follow the same pattern. But as the increase of the heating temperature, Fx, Fy, and Fz decrease together. This is due to the fact that increasing the heating temperature might enhance the softening effects of the PEEK material.
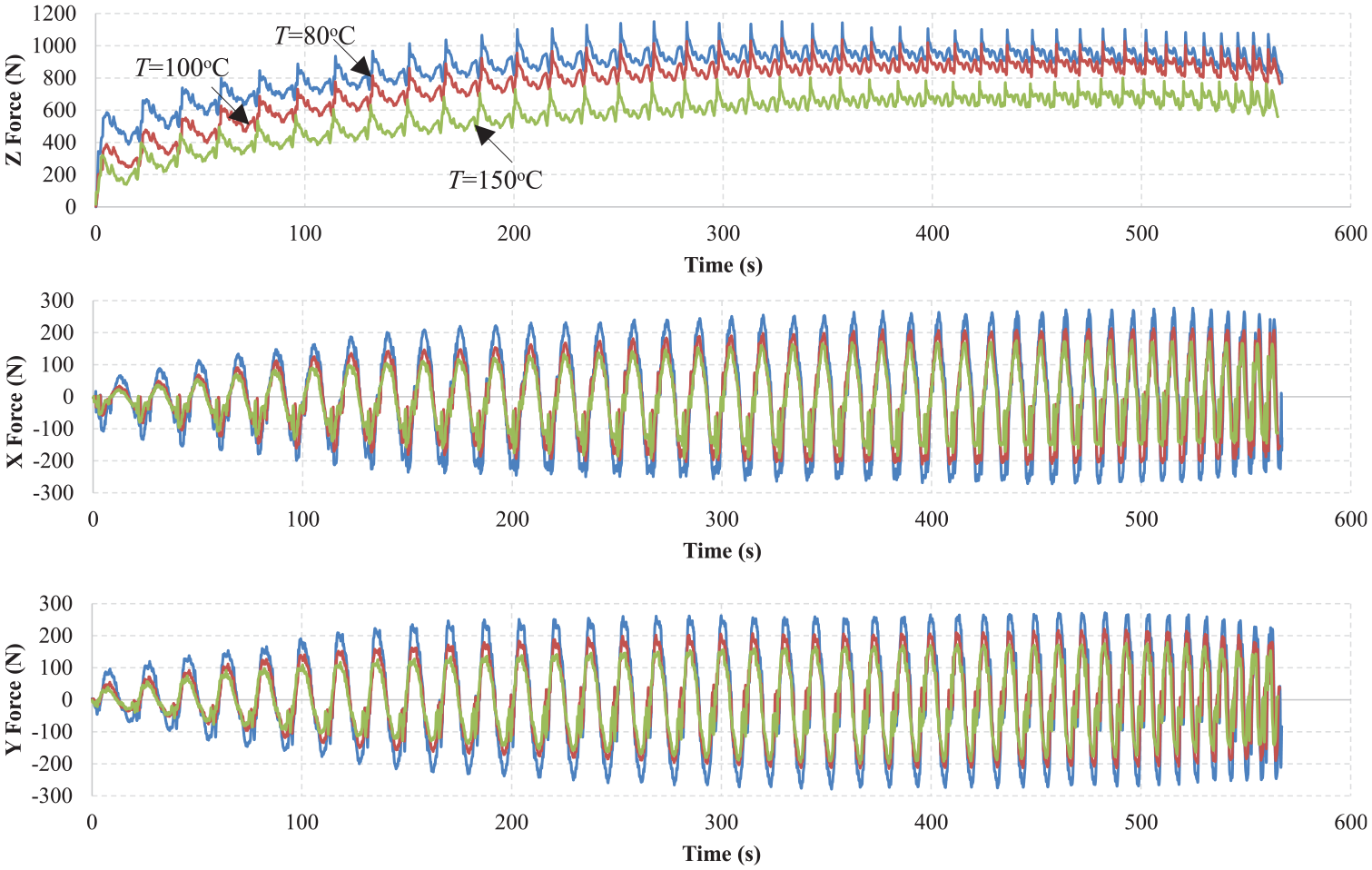
Forming force curves at different forming temperatures for the first plate.
Temperature measurements
A thermocouple is attached to the inner side of the formed plate to achieve real-time temperature recording in order to provide temperature feedback from the heating cabinet. On the other hand, an infrared thermal camera is employed to monitor the temperature progression of the outside of the plate. In order to get a uniform emissivity, the outside of the plate is painted before ISF. By using this method, the instantaneous maximum temperature value can be also obtained at the contact zone.
As shown in Figure 6, when the temperature of the heating cabinet reaches the target value of 80°C, the temperature of the outside is lower than 80°C. This is due to the natural convective heat transfer to air from the front side of the blank sheet. Meanwhile, it can be seen that the temperature gradually increases with the increase of the Z depth during the forming process. This is mainly due to the following two reasons. One is that the thermal capacity of the formed plate is saturated. The other reason is that the space between the formed plate and the heating resistance components mounted at the bottom of the heating cabinet is reducing.
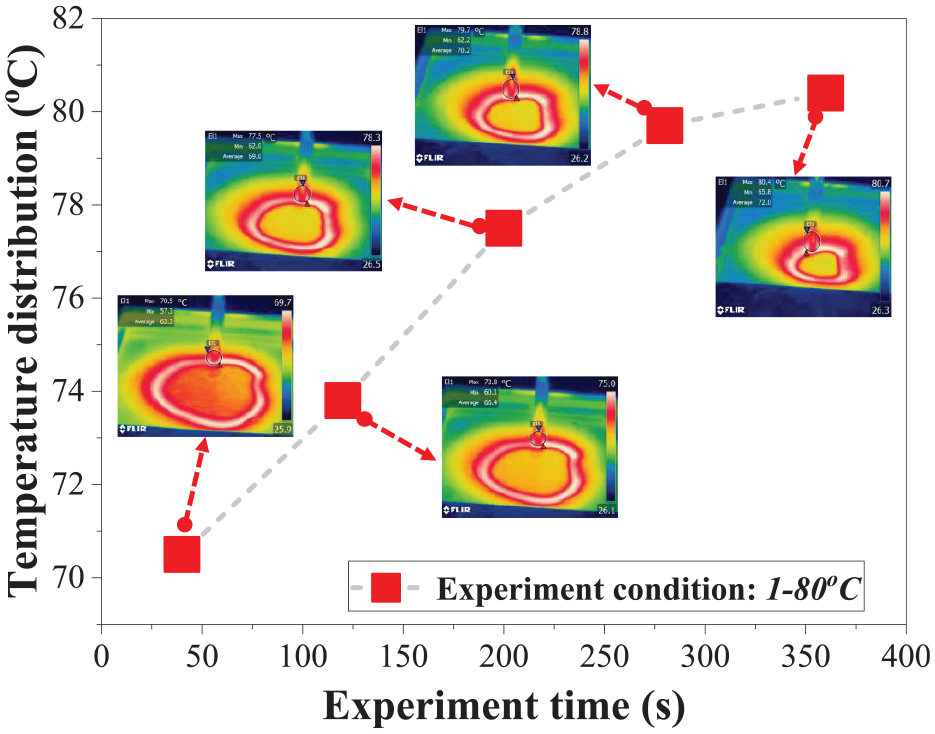
Forming cranial plates at different forming temperatures.
According to Figure 7, it is found that the mean values of the temperature of the entire blank sheet are about 80°C, 90°C, and 120°C at the experiment period of 350 s. This is probably associated with the wall angle of the design cranial shape which results in the difference in the distance between different regions of the workpiece and the heating resistance elements mounted at the bottom of the heating cabinet.
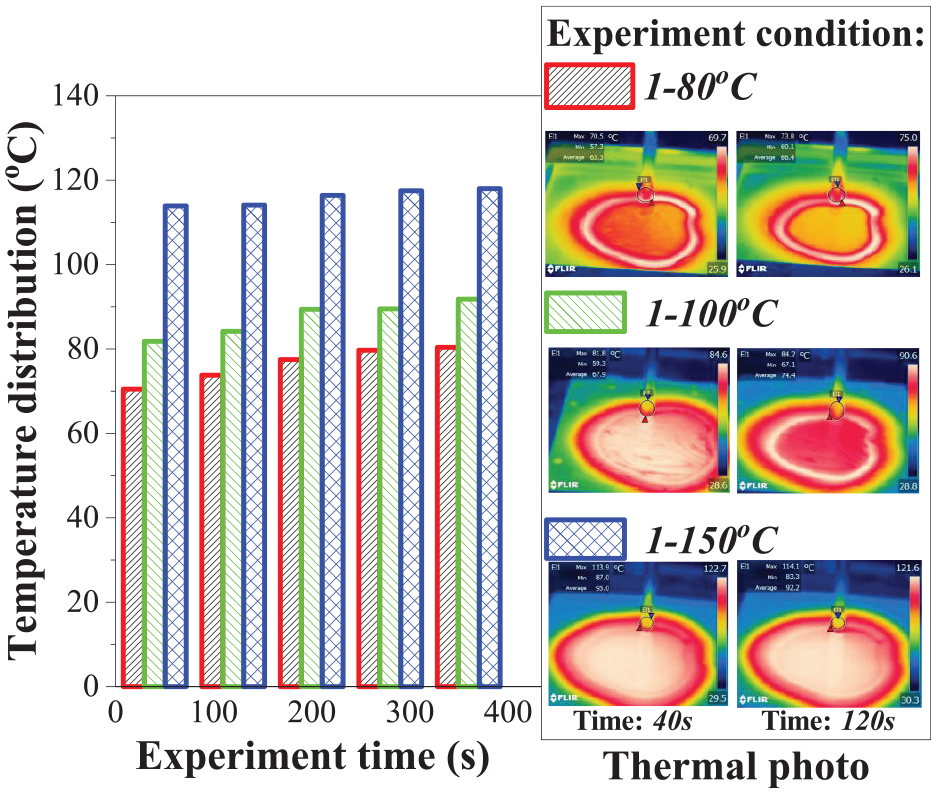
The mean values of the temperature of the whole blank sheet.
Geometrical accuracy
The combined effects of springback upon unclamping and bending deformation are well-acknowledged to have a critical role in the geometrical accuracy of the produced plate. 31 Meanwhile, it is well recognized that a higher contribution of the bending deformation leads to a more pronounced geometric deviation. Furthermore, it is also found that the contribution of bending deformation increases with the increase of the tool diameter and tool step-down. Previous investigations of incremental sheet forming have generally confirmed the above-mentioned results.32,33 However, in the case of polymer, it is widely assumed that the springback upon unclamping and twisting plays a significant influence on the geometrical deviation during ISF.
Figure 8 presents the geometrical discrepancies between the forming cranial plates and the target geometry for three different heating temperatures. In this study, the amount of deviation between −1 and 1 is to be compared. In Figure 8, 77.4%, 89.9%, and 87.2% represent the volume fraction (the amount of deviation of the final component between −1 and 1) of the formed plate at the deformation temperatures of 80°C, 100°C, and 150°C, respectively. As shown in Figure 9, the rising heating temperature from 80°C to 100°C results in an increase of the value (from 77.4% to 89.9%). It means that higher temperature shows better geometrical accuracy of the formed cranial plate. The possible reason can be attributed to the softening behavior of the PEEK which gives a higher deformation capacity. But when the heating temperature is higher than the glass transition temperature (143°C), the role of springback and twisting becomes dominant. It can be seen that geometrical accuracy decreases at the heating temperature of 150°C on the contrary. Additionally, the diameter of the tool and the step size of incremental sheet forming still play a key role in the geometrical accuracy.34,35
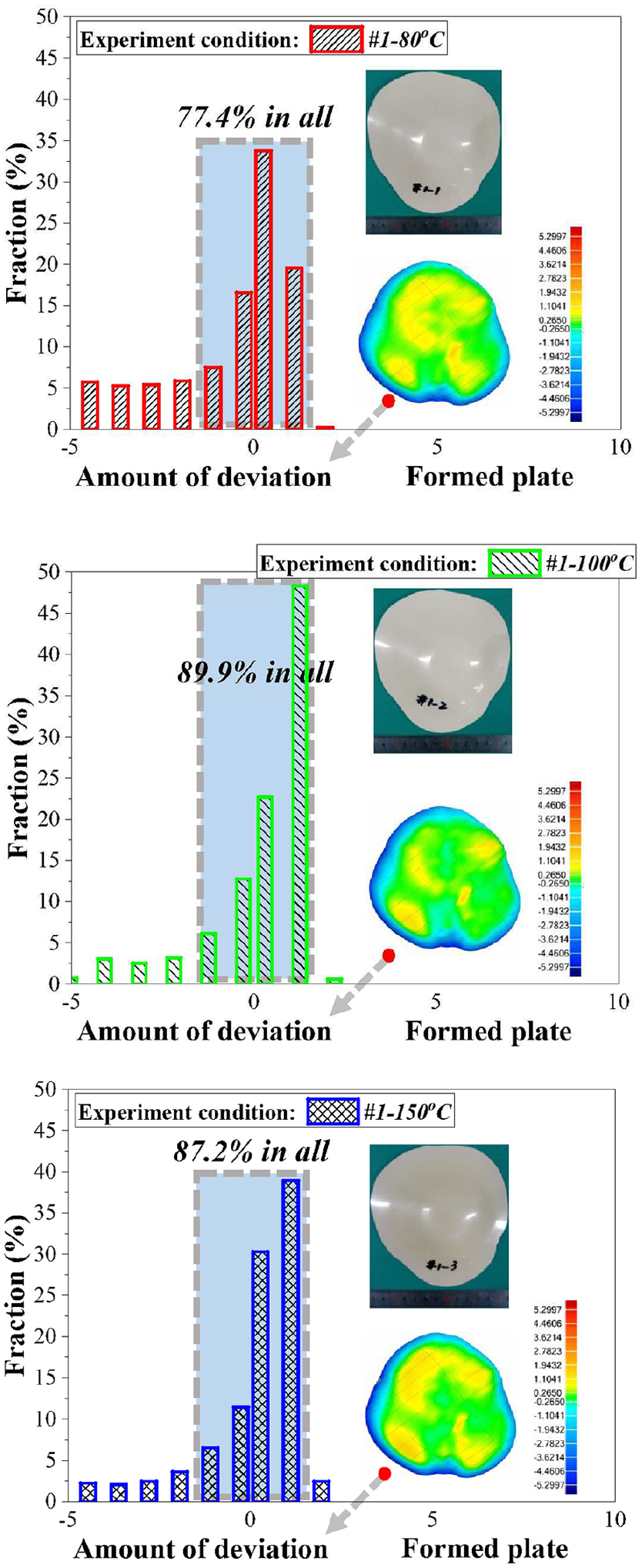
Geometric deviations of the formed cranial plate.
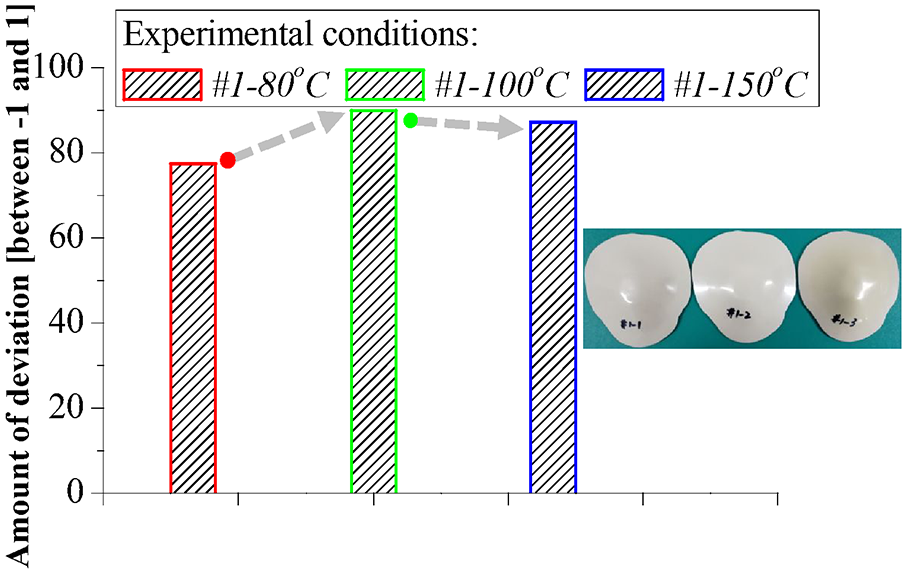
The amount of deviation under different conditions.
Characterization of PEEK
Differential scanning calorimetry (DSC) is a popular technique for determining the impact of different heating temperatures on the melting and crystallinity behavior of the PEEK. Thermal gravimetric analysis (TGA) is commonly used to determine the weight loss of a polymer as a function of time or temperature. For this reason, the thermal properties of the PEEK were studied by using DSC and TGA in this study. DSC measurements were performed in the temperature range −70°C to 550°C at the rate of 10°C/min using a DSC 204 F1 Phoenix (Netzsch, Germany). TGA analysis was performed using a SDT Q600 (TA Instruments, New Castle, DE, USA) with a precision of the thermobalance of 0.0001 mg. Table 2 presents the characteristic temperatures before and after ISF for PEEK. It demonstrates that the melting temperature and crystallinity of PEEK before and after incremental sheet forming are almost kept constants as evident.
DSC and TGA for PEEK with different forming conditions.

The thermal degradation of the polymer has been extensively studied.36,37 It has been proved that end chain functionalization plays a key role in thermal polymer stability. And it is also commonly recognized that the thermal degradation of polymer mainly involves initiation, propagation, chain transfer and termination steps in terms of random, chain-end scission, back-biting, and disproportionation. In this study, the TGA test results reveal that the decomposition temperature of the PEEK plate before and after the incremental sheet forming process is almost kept constant. The primary reason can be attributed to the natural characteristic of semi-crystalline for the side groups and the regularity of the polymer. In addition, the presence of dominant phenyl functional groups along the polymeric chain can provide PEEK material with exceptional resistance to thermal deformation.
Conclusions
Manufacturing of PEEK biocompatible cranial plate by using ISF is a feasible solution and it shows clearly the potential for real medical application.
The heating temperature plays a dominant role in the geometrical accuracy of the formed cranial plate. But if the value is higher than the glass transition temperature, the springback may weaken the accuracy of the formed component.
The DSC and TGA experimental data show that the mechanical properties of the PEEK plate almost remain steady at 100°C. Meanwhile, the dimensional accuracy of the formed cranial plate can be guaranteed.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Shanghai Pujiang Program (18PJD019) and Program of Shanghai Academic Research Leader (19XD1401900).