
Abstract
TC4 titanium alloy is widely used in aerospace, petrochemical, pharmaceutical and other fields, which accounts for about 60% of the current titanium alloy products. Water Cavitation Peening (WCP) is a new material surface modification process and has great development potential. The improvement of the water cavitation peening is severely limited by the correlation and coupling between process parameters. Therefore, the influence law of each process parameter is the key problem that needs to be resolved. TC4 titanium alloy as research object is took and four main process parameters of WCP under four working conditions is construct (four factors and four levels orthogonal). The influence of process parameters on three evaluation indexes is studied, such as the surface residual stress, the surface roughness and the microhardness. Then, the fuzzy mathematics comprehensive evaluation is used to optimize. Results show that the peening time has the greatest influence on strengthening effect and the nozzle diameter has the least. The optimized combination is that the nozzle diameter is 1.4 mm, the incident pressure is 40 MPa, the dimensionless target distance is 72.5 and peening time is 27.5 min. The corresponding surface residual stress, the surface roughness and the microhardness can reach −612 MPa, 0.76 μm, and 405 HV respectively.
Keywords
Introduction
TC4 titanium alloy is used in aerospace, petrochemical, pharmaceutical and other fields, accounting for about 60% of current titanium alloy products. Its advantages are high strength and low density, good mechanical properties, good toughness, and corrosion resistance. Its disadvantages are low hardness, poor wear resistance, and poor fatigue resistance. Therefore, TC4 titanium alloy structural parts need to be surface strengthened.1,2 Water Cavitation Peening (WCP) is a kind of the peening technology, which uses the collapse of cavitation bubble to generate high pressure and strong micro-jet shock wave. The cavitation bubble group is made collapse to have great potential on the material surface modification by micro-jet shock wave. 3 This process is not only environmental, compared with the traditional peening process, but also suitable for the strengthening of the inner and outer surfaces of full-size complex parts.4–6 Therefore, it has become one of the hot research topics in the field of material surface modification.
Soyama et al. 7 and Liu et al. 8 used WCP to strengthen the surface of carbon steel material, which effectively improved the surface residual stress, the surface strength and the fatigue resistance of the material. Ijiri et al. 9 explored the cavitation erosion process of pure aluminum based on a self-designed rotating nozzle, and concluded that the spongy structure, layered structure and separated particles formed on the surface of pure aluminum with the increase of peening time. Ju et al. 10 observed the surface of pure titanium samples treated by the WCP with the X-ray diffraction (XRD), the optical microscope (OM), the scanning electron microscope (SEM) and the transmission electron microscope (TEM), and explored the WCP from the perspective of the strengthening mechanism. They found that the surface of strengthened samples had a stable residual pressure distribution layer. Marcon et al. 11 took 7075-T651 aluminum alloy as an example to study the influence of nozzle geometric features on the effect of the WCP. They concluded that the strength and the efficiency of the WCP increased with the increase of nozzle size. Hutli et al. 12 studied the WCP of the A316 stainless steel by the OM, the SEM, the AFM (Atomic Force Microscope) and the interferometry. They proved that the WCP could not only strengthen the material surface, but also realize the surface modification at the micro level. The increase of the incident pressure would improve the cavitation effect. Li et al. 13 used the nozzles of different diameters to conduct the WCP research on 2A12 aluminum alloy. Based on the analysis of the influence law of different target distances on materials, the WCP action area is divided into droplet action area, mixed action area and cavitation action area. Balamurugan et al. 14 strengthened the forming tool with the WCP and determined the residual stress of the sample through the XRD. They analyzed the influence of the beneficial residual stress on the hardness and the surface morphology. Latchoumi et al. 15 used the particle swarm optimization technology to conduct the single-order iterative calculation for independent WCP strengthening process parameters, and found that the correlation between it and experimental observation value reached 98%.
At present, researches on the WCP strengthening mainly focus on the mechanism analysis and the influence of single process parameters, which take the copper-aluminum alloy and the stainless steel as objects. However, the influence of process parameters on the peening performance has strong correlation and coupling during the WCP processing. The single process parameter analysis cannot reflect the synergy and interaction of various factors on the peening quality. Systematic analysis of process parameters strengthened by the WCP can not only reveal the correlation and coupling, but also provide the experimental support for its further promotion. In addition, there are few studies on the WCP strengthening of TC4 titanium alloy due to its low hardness, poor wear resistance, and low fatigue resistance.
Therefore, TC4 titanium alloy is taken as the research object of WCP in this paper. The effects of the nozzle diameter, the incident pressure, the dimensionless target distance and the peening time on the residual compressive stress, the surface roughness and the microhardness are analyzed by the orthogonal experiment. Then the fuzzy mathematics comprehensive evaluation method is used to evaluate the experimental results. The process parameters of WCP are optimized by converting multiple performance evaluation indexes into a single target. Results of this study not only provide a basis for the selection of WCP strengthening process parameters of TC4 titanium alloy, but also lay a foundation for the selection of surface strengthening process parameters of other materials.
Water cavitation peening experiment
Experimental material
TC4 titanium alloy has two-phase (α+β), accounting for about 60% of the current titanium alloy market, which is widely used in aerospace, petrochemical, medical, and health fields. However, TC4 titanium alloy has low hardness, poor wear resistance and low fatigue resistance. Therefore, the peening strengthening is an important surface treatment method for TC4 titanium alloy structure. 16 Annealed TC4 titanium alloy bar is selected in this paper, which chemical composition, and mechanical properties are shown in Tables 1 and 2, respectively.
Chemical composition of TC4 titanium alloy.

Mechanical properties of TC4 titanium alloy.

The Φ 40 mm×4 mm round block sample is prepared by the wire-electrode cutting, which is measured the surface three-dimensional topography and the internal metallographic structure as shown in Figures 1 and 2 after the sanding, the polishing, the cleaning and the drying.
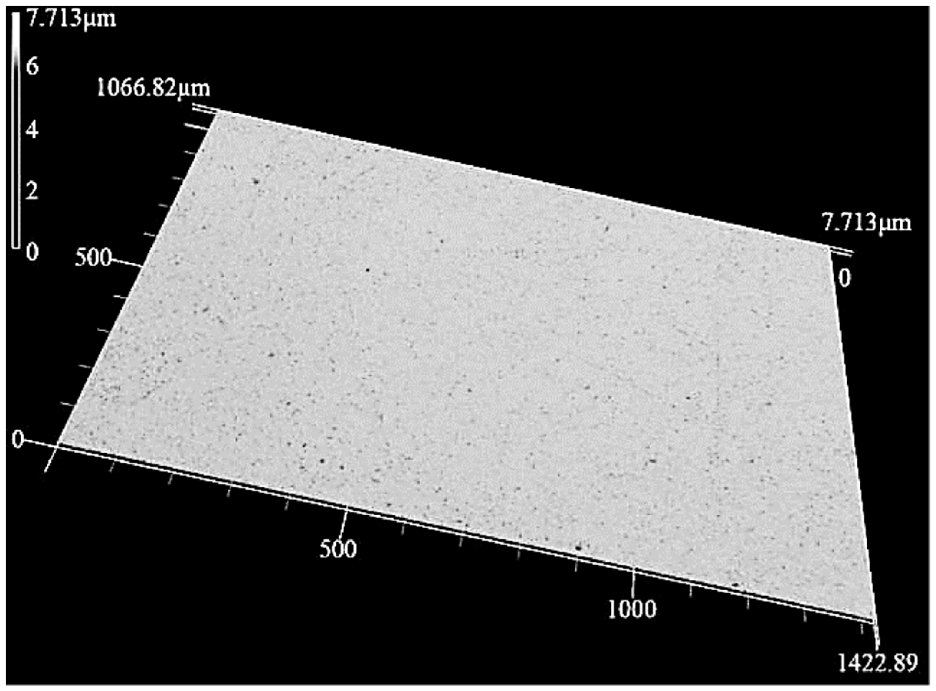
Surface three-dimensional topography.
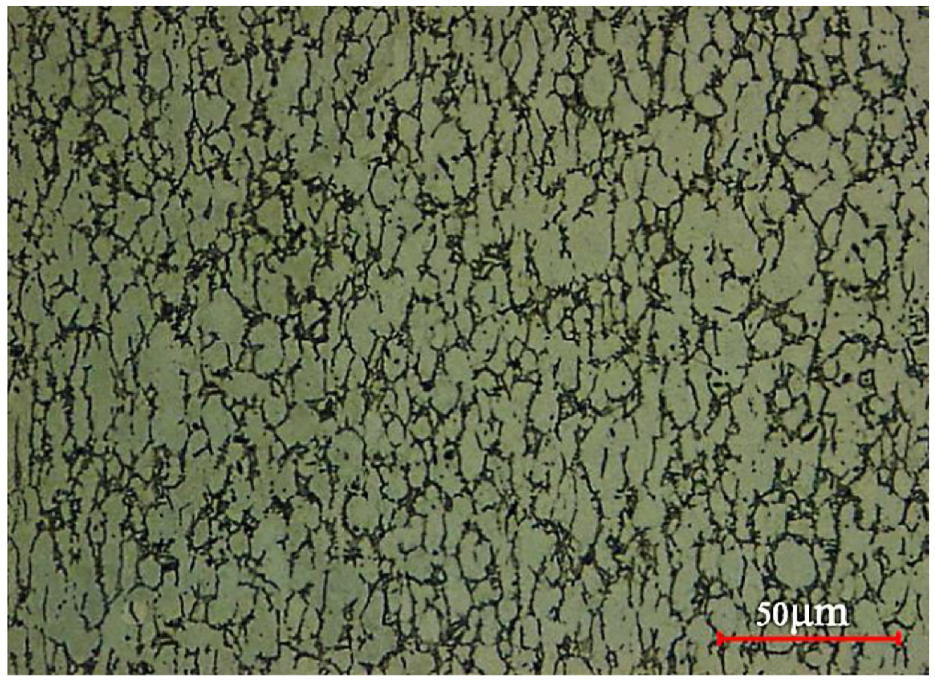
Internal metallographic structure.
Experimental principle and scheme
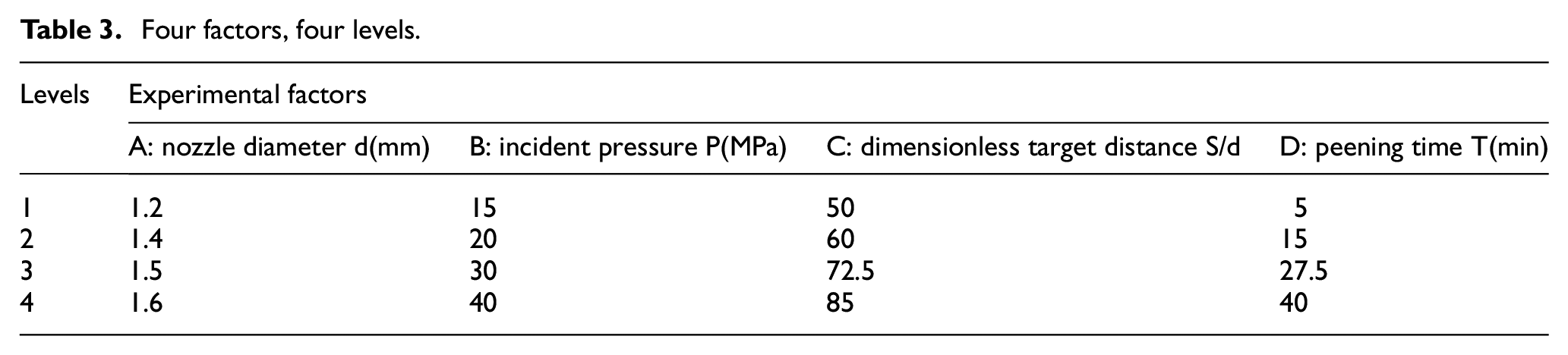
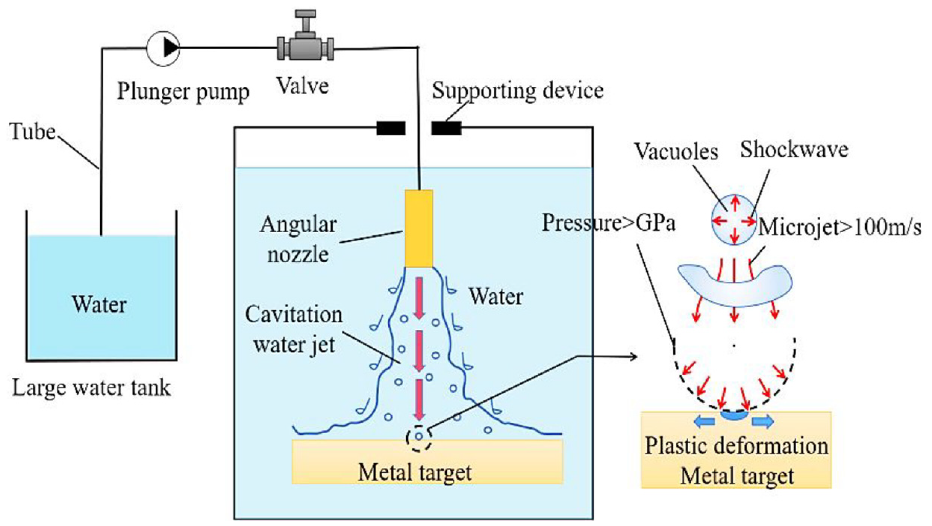
The TW-5570 high-pressure plunger pump is used as power source in the experiment. The WCP working principle is shown in Figure 3. Results have shown that the strengthening effect of WCP is directly determined by the nozzle diameter, the incident pressure, the dimensionless target distance and the peening time. 11 According to the research foundation of the WCP enhancement, the orthogonal experiment of four factors and four levels was carried out by Li et al. 13 and Himanshu and Pragya. 17 The specific experimental factors and levels are shown in Table 3.
Four factors, four levels.
WCP strengthening experimental equipment.
A total of 16 experiments are needed in this experiment. The surface residual compressive stress, the surface roughness and the surface microhardness are selected as the WCP performance evaluation indexes of TC4 titanium alloy. In addition, to reduce the impact of accidental errors on the results, all the three performance evaluation indexes are randomly selected 10 points in the WCP enhanced region and averaged after the testing.
Analysis of the influence of process parameters
Experimental result
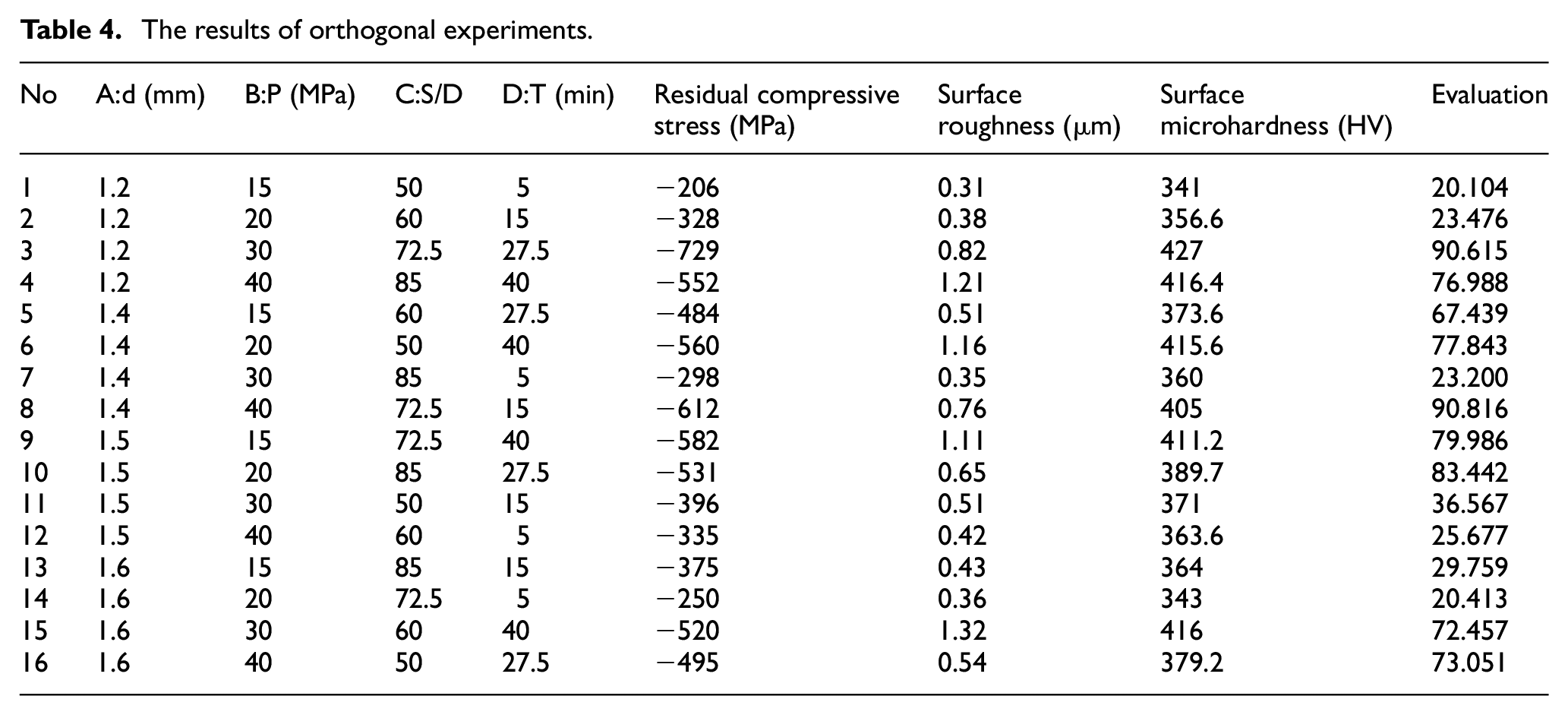
The surface residual compressive stress, the surface roughness and the surface microhardness of samples are obtained through 16 orthogonal experiments. These samples are strengthened by the WCP. The SPSS (Statistical Product and Service Solutions) is used to generate the orthogonal experiments. The experimental results of the WCP for each group are shown in Table 4.
The results of orthogonal experiments.
Influence of process parameters on surface residual stress
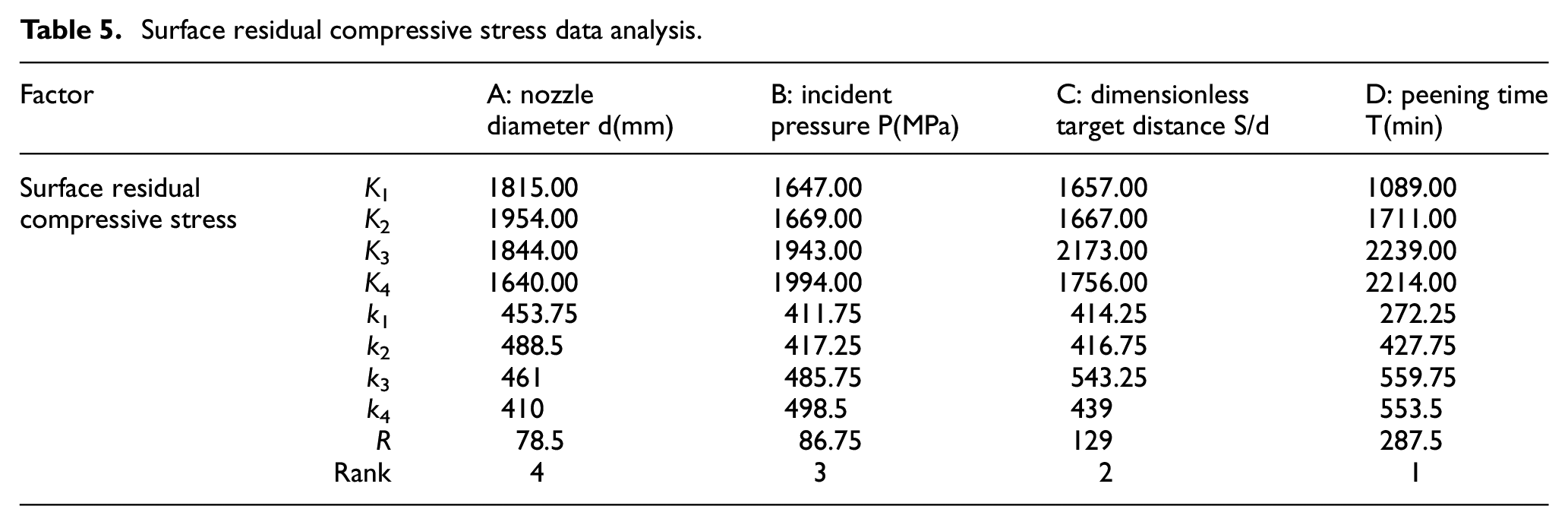
The evaluation index of surface residual compressive stress is taken as the research object in Table 4. The evaluation index and the factor K corresponding to four process parameters at different factors, including the mean value k, the range R and the influence law are analyzed. Table 5 is data analysis table of the surface residual stress after the orthogonal experiments. Figure 4 is the main effect graph with factors and levels as the abscissa, the mean value of surface residual compressive stress as the ordinate.
Surface residual compressive stress data analysis.
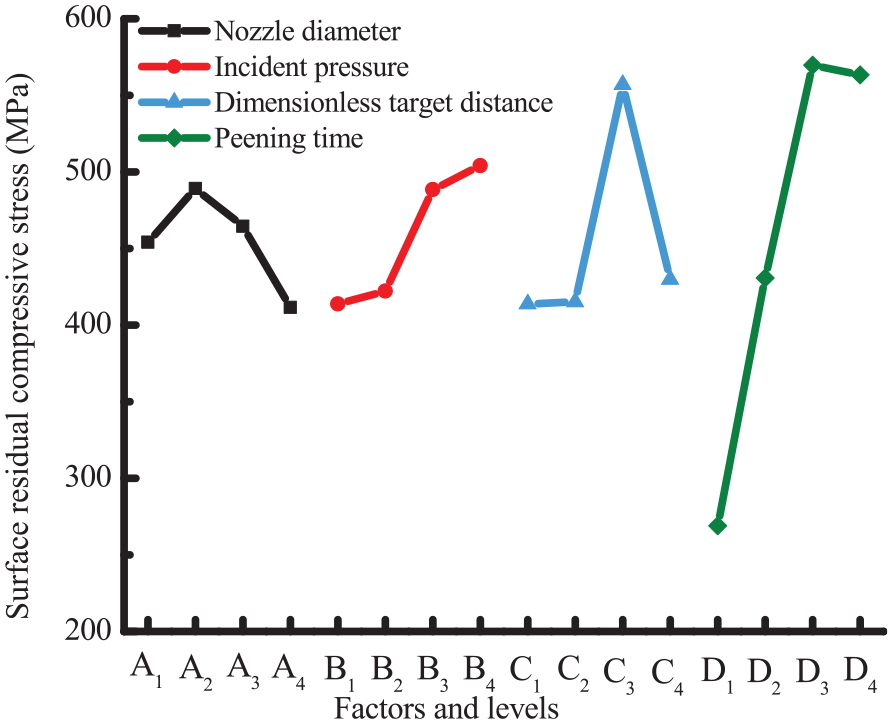
Main effect graph of surface residual compressive stress.
Table 5 and Figure 4 show that the influence of WCP strengthening process on the surface residual compressive stress of TC4 titanium alloy is the peening time, the dimensionless target distance, the incident pressure, the nozzle diameter in sequence. Therefore, the peening time and the dimensionless target distance are adjusted to the increase surface residual stress preferentially. Besides, the optimal level combination of the surface residual stress on TC4 titanium alloy is A2B4C3D3, which mean the nozzle diameter is 1.4 mm, the incident pressure is 40 MPa, the dimensionless target distance is 72.5, and the peen time is 27.5 min.
Influence of process parameters on surface roughness
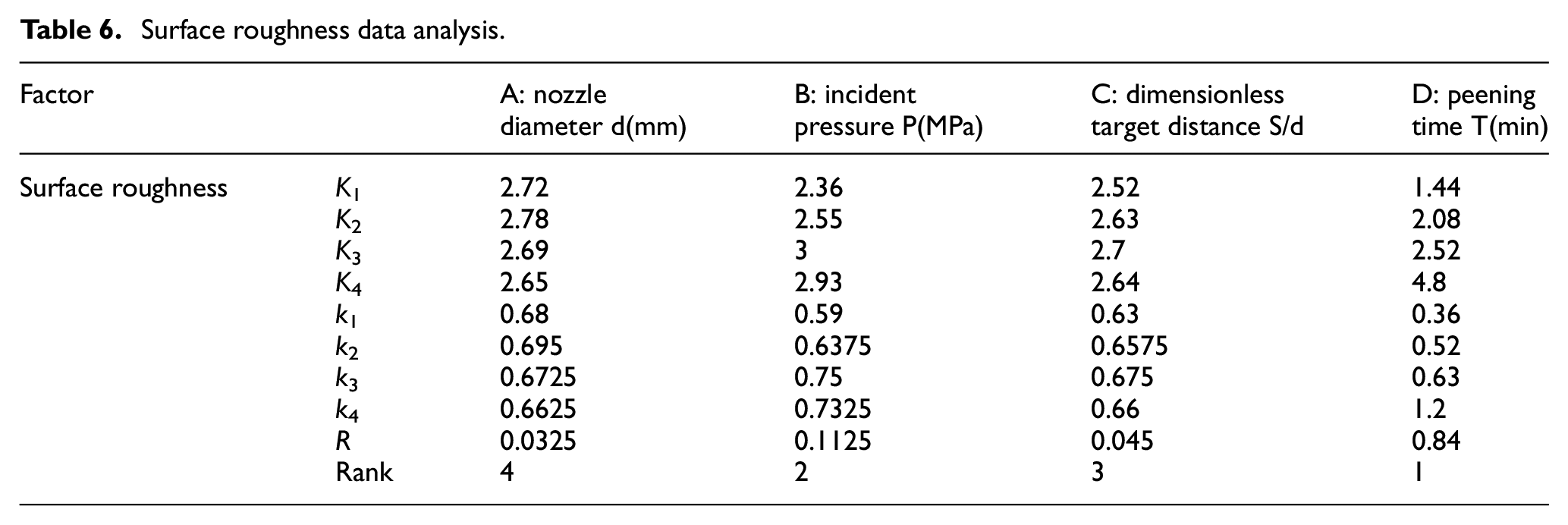
The evaluation index of the surface roughness is taken as the research object in the Table 4. The evaluation index and the factor K corresponding to four process parameters at different factors, including the mean value k, the range R and the influence law is analyzed. Table 6 is the data analysis table of the surface roughness after the orthogonal experiments. Figure 5 is the main effect graph with factors and levels as the abscissa, the mean value of surface roughness as the ordinate.
Surface roughness data analysis.
Main effect graph of Surface roughness.
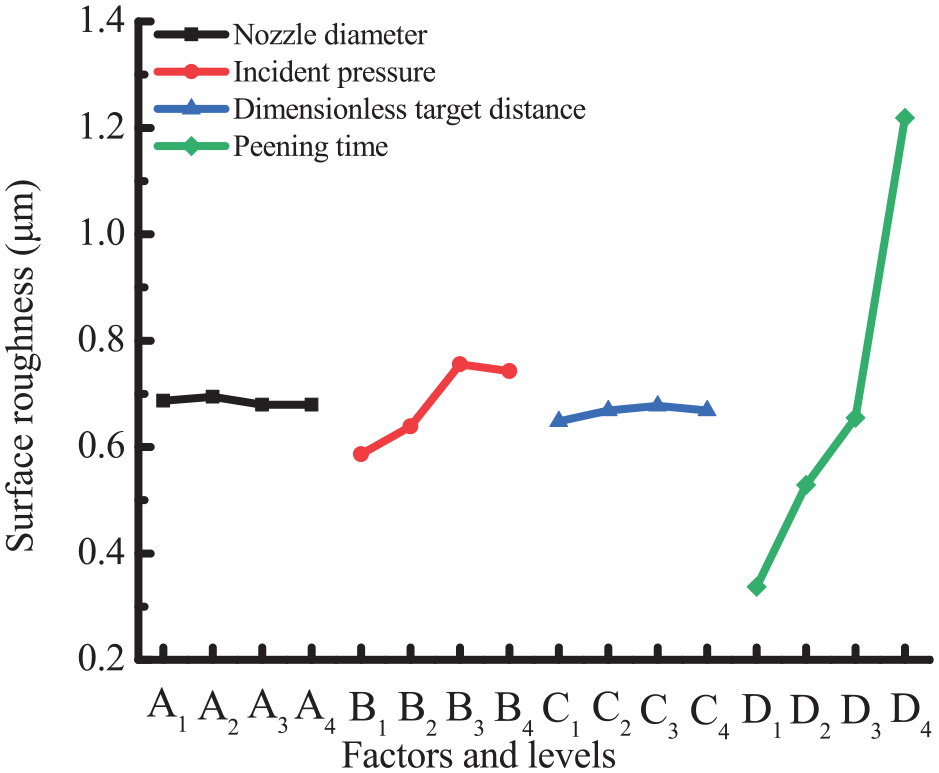
Table 6 and Figure 5 show that the influence of the WCP strengthening process on the surface roughness of TC4 titanium alloy is the dimensionless target distance, the incident pressure, the peening time, the nozzle diameter in sequence. The surface roughness gradually decreases with the change of the dimensionless target distance, the incident pressure and the nozzle diameter. The lowest surface roughness combination is A4B1C1D1. However, the peening time has the greatest effect on the surface roughness. The mean value of the surface roughness increases from 0.63 to 1.2 μm at 27.5 to 40 min. The effect of cavitation on material changes from the surface deformation to the cavitation ascent stage with the change of peening time. The plastic deformation pits on the surface of material begin to show the great denudation damage under the continuous impact at this time.
Influence of process parameters on Surface microhardness
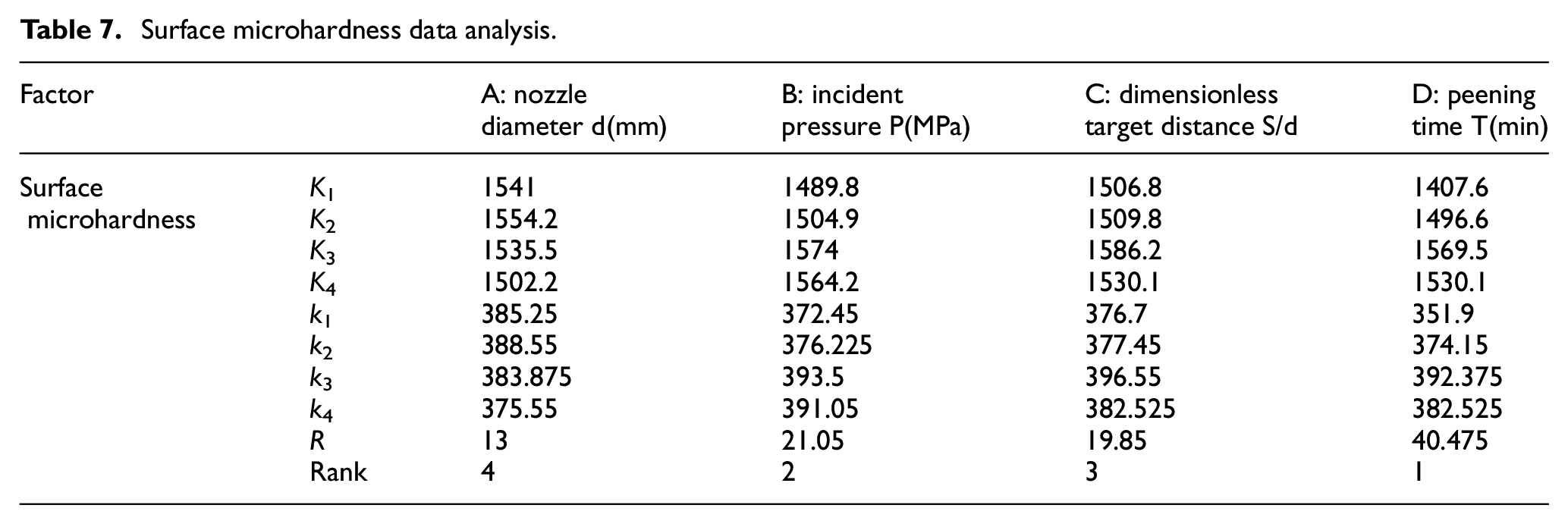
The evaluation index of the surface microhardness is taken as the research object in the Table 4. This paper analyzes the evaluation index and the factor K corresponding to four process parameters at different factors, including the mean value k, the range R and the influence law. Table 7 is the data analysis table of surface microhardness after the orthogonal experiments. Figure 6 is the main effect graph with the factors and levels as the abscissa, the mean value of surface microhardness as the ordinate.
Surface microhardness data analysis.
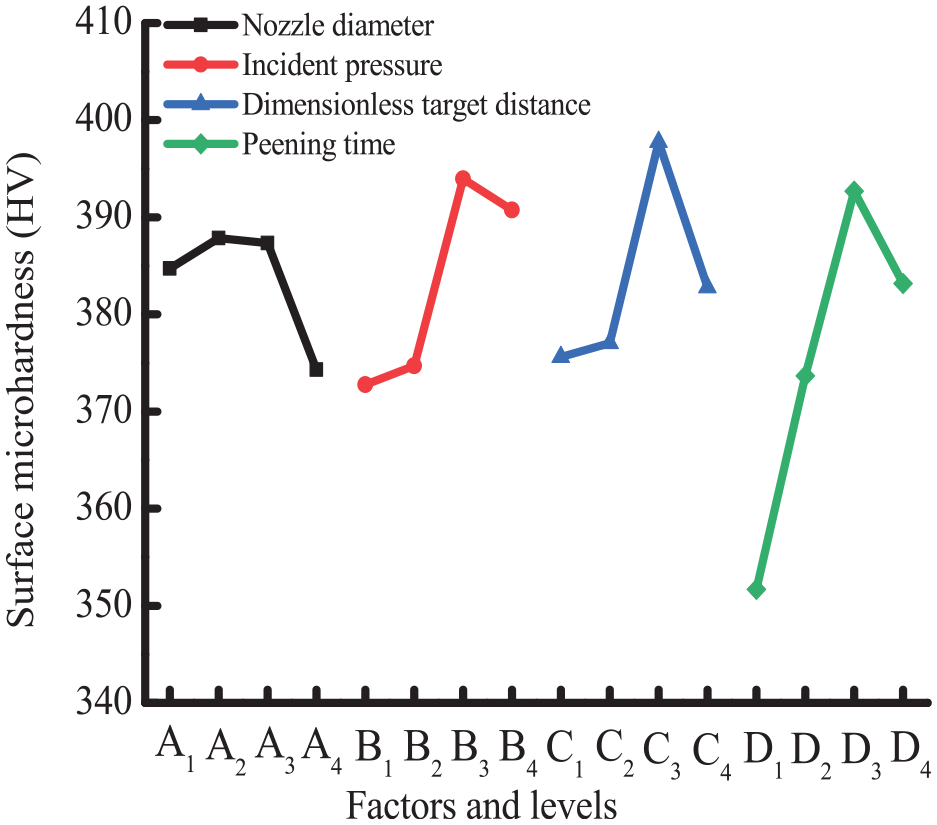
Main effect graph of surface microhardness.
Table 7 and Figure 6 show that the influence of the WCP strengthening process on the surface microhardness of TC4 titanium alloy is the dimensionless target distance, the incident pressure, the peening time, the nozzle diameter in sequence. Therefore, the incident pressure and the dimensionless target distance are adjusted to increase the surface microhardness preferentially. Besides, the optimal level combination of the surface microhardness on TC4 titanium alloy is A2B3C3D3, which mean the nozzle diameter is 1.4 mm, the incident pressure is 30 MPa, the dimensionless target distance is 72.5, and the peen time is 27.5 min.
Comprehensive evaluation of the fuzzy mathematics on multiple targets
Establishment of the mathematical model
To transform above evaluation indexes into comprehensive evaluation of a single target, the weight allocation method is adopted to analyze the influence of process parameters on WCP enhancement. The comprehensive evaluation of fuzzy mathematics is used for the calculation. 18 The weights of the evaluation index of the surface residual stress, the surface roughness and the surface microhardness are set as 40, 20 and 40 respectively, because the surface residual stress and the surface microhardness are important to the strengthening effect.19,20 Then the equation is as follows:

where j is test number, b1, b2, b3 are the weights of the surface residual compressive stress, the surface roughness and the surface microhardness respectively, Yj is the composite score of j.
To make comprehensive evaluation results more reasonable, the S-shaped membership function is used to map the three evaluation indexes to the interval [0, 1]. Then the S-shaped membership function is as follows:

where i = 1, 2, 3 are the surface residual compressive stress, the surface roughness and the surface microhardness respectively, Xji is the test result of j corresponding to the evaluation index of i, Yji is the map of j corresponding to the evaluation index of i.
Results of comprehensive evaluation
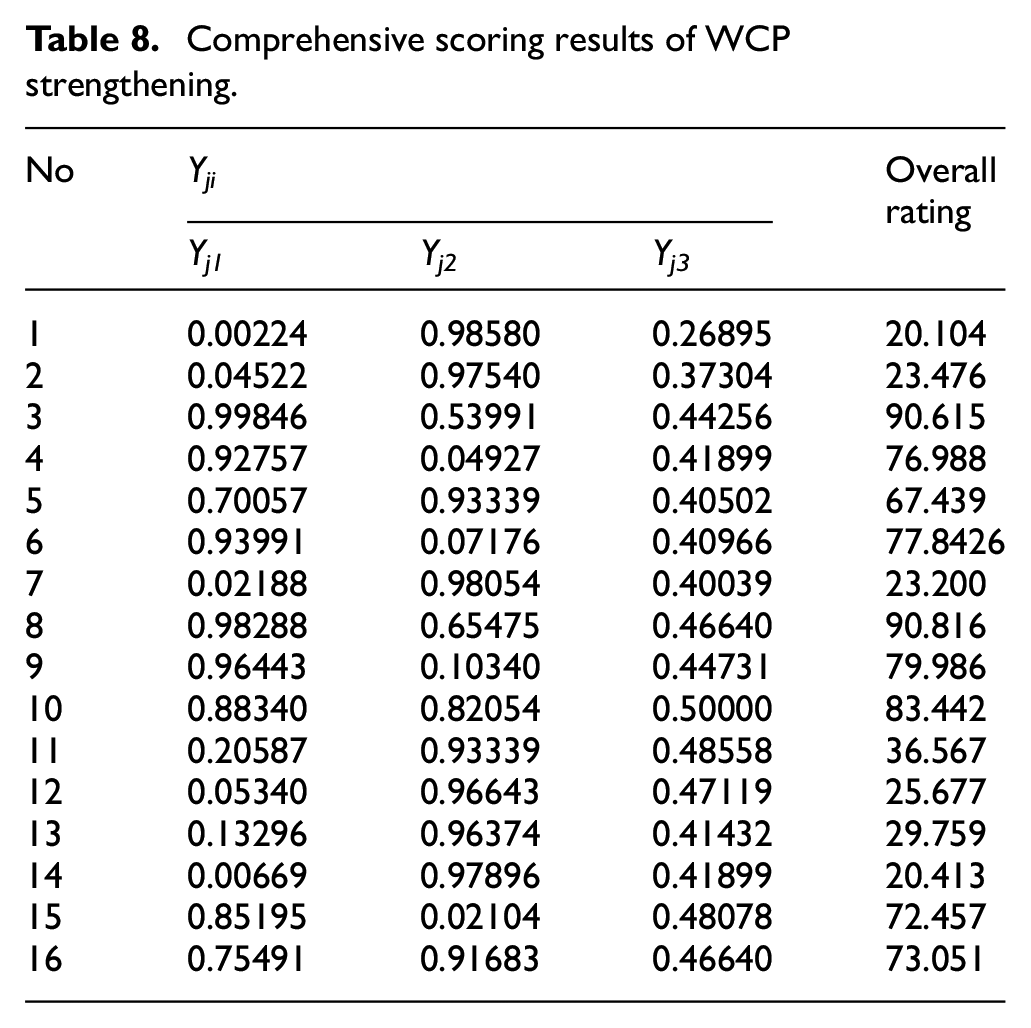
The evaluation indexes are substituted into the S-shaped membership function to calculate (a, c) from the surface residual compressive stress, the surface roughness and the surface microhardness. Then the (a, c) of S-shaped membership function are (0.025, 452), (−8, 0.84) and (0.12, 380) respectively. According to the equations (1) and (2), the comprehensive scoring results of the WCP strengthening of TC4 titanium alloy are shown in the Table 8.
Comprehensive scoring results of WCP strengthening.
On the basis of above studies, the main effect graph of the WCP strengthening of TC4 titanium alloy is shown in Figure 7 to study the influence of process parameters on the comprehensive score of the WCP strengthening of TC4 titanium alloy.
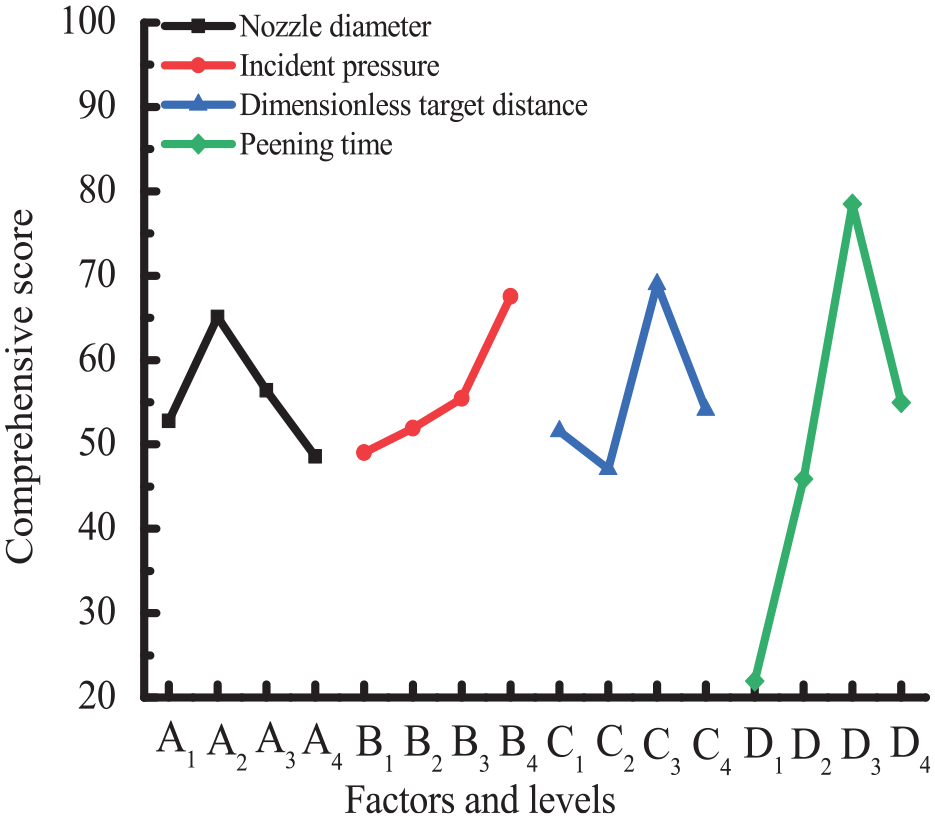
Main effect graph of the comprehensive score of WCP.
Table 8 and Figure 7 show that the influence of the WCP strengthening process on the comprehensive score of TC4 titanium alloy is the peening time, the dimensionless target distance, the incident pressure, the nozzle diameter in sequence. Besides, the optimal level combination of the comprehensive score on TC4 titanium alloy is A2B4C3D3, which mean the nozzle diameter is 1.4 mm, the incident pressure is 40 MPa, the dimensionless target distance is 72.5, and the peening time is 27.5 min. At the moment, the surface residual stress, the surface roughness, the microhardness and the comprehensive score are −612 MPa, 0.76 μm, 405 HV, and 90.816, respectively.
In addition, the above method cannot distinguish the data fluctuation from the variation of experimental conditions and error. Besides, it is difficult to provide the criteria to determine whether each factor has a significant impact on experimental results. Therefore, the variance analysis of the experimental data is further carried out. The confidence interval and confidence level are set as 95. When p < 0.05, the influence is significant. When p > 0.05, the influence is not significant. The comprehensive score of the WCP variance analysis is shown in the Table 9.
The comprehensive score of WCP variance analysis.
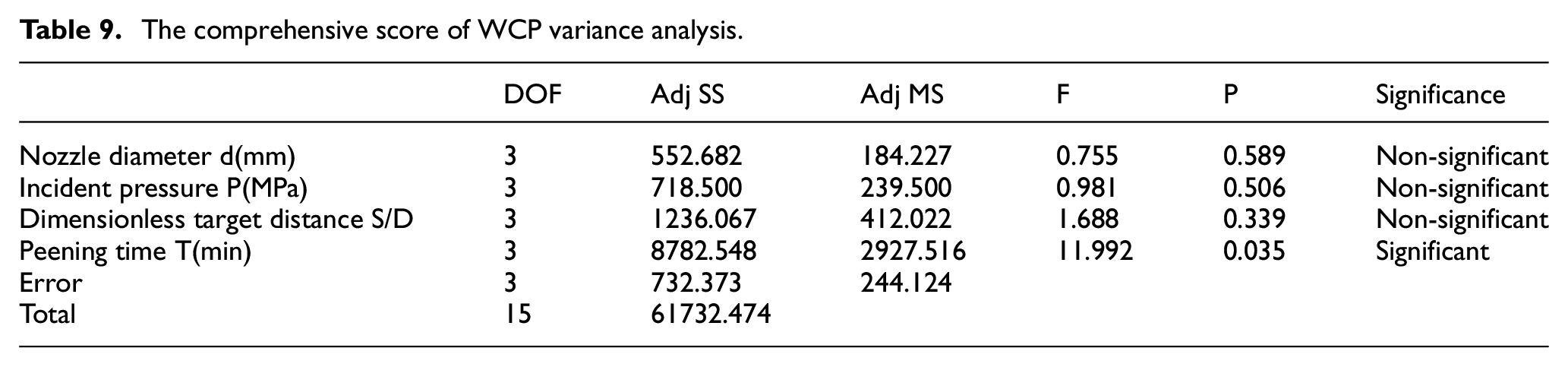
The difference in experimental results is caused by different factors of experiments, rather than experimental errors. The peening time has the greatest influence on WCP strengthening of TC4 titanium alloy, followed by the dimensionless target distance. The nozzle diameter and the incident pressure have the least influence on WCP strengthening. This is the same conclusion as the previous analysis.
Conclusion
Orthogonal experiments are conducted to get the influence law in this paper, which are including process parameters and performance indexes of WCP strengthening. Then, the optimum parameters of TC4 titanium alloy are obtained by using the comprehensive evaluation of fuzzy mathematics. The main conclusions are as follows:
(1) The influence of the WCP strengthening process on the surface residual compressive stress is the peening time, the dimensionless target distance, the incident pressure, the nozzle diameter in sequence. The influence of WCP strengthening process on the surface roughness is the dimensionless target distance, the incident pressure, the peening time, the nozzle diameter in sequence. The influence of WCP strengthening process on the surface microhardness is the dimensionless target distance, the incident pressure, the peening time, the nozzle diameter in sequence.
(2) The peening time has the greatest effect on surface strengthening of TC4 titanium alloy, while the nozzle diameter has the least effect on surface strengthening of TC4 titanium alloy. Therefore, when WCP process to strengthen the surface of metal materials is used, the first factor considered is the peening time, followed by the incident pressure and the dimensionless target distance. Finally, the nozzle diameter needs to be adjusted.
(3) The optimization analysis is carried out by using the comprehensive evaluation of fuzzy mathematics and the optimal combination of WCP strengthening process of TC4 titanium alloy is A2B4C3D3. That mean the nozzle diameter is 1.4 mm, the incident pressure is 40 MPa, the dimensionless target distance is 72.5, and the peening time is 27.5 min. The surface residual stress, the surface roughness and the microhardness are −612 MPa, 0.76 μm and 405 HV, respectively.
Footnotes
Appendix
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the support provided by the National Natural Science Foundation of China (No. 51575245 and 51679112), the Six Talent Peak Selection and Training Program of Jiangsu (ZNYQC-002) and the China Postdoctoral Science Foundation (2020M671354).