
Abstract
Laser texturing process is a promising method to alter the wettability of metal surface on which micro/nano rough structures are created for changing the contact angle between the textured surface and liquid droplet. This paper aims at fabricating a superhydrophobic surface on AISI316L stainless steel, and a nanosecond pulse laser was employed for texturing line and point patterns on the metal surface. The influences of texturing patterns, laser power, scan speed, irradiation duration, and aging hours on the water contact angle and morphology of workpiece surface were investigated. According to the results, the hydrophilic surface was obtained right after the texturing process, and the surface turned to be hydrophobic after being left in ambient air for 15 days. The aging of laser-textured surface was also performed to induce the chemisorption of hydrocarbons toward the surface. This post process was able to shorten the hydrophilic-to-hydrophobic transition from days to a few hours. The aging duration of 2 and 0.5 h was respectively recommended for yielding and stabilizing the superhydrophobicity on line- and point-patterned surfaces. The maximum contact angle of 159.61° was achievable when the point pattern was textured on the stainless steel surface by using the laser power of 10 W and irradiation duration of 0.18 ms.
Introduction
Surface wettability is one of the important surface properties. It defines the degree of liquid adhesion to a solid surface through a contact angle between the surface and liquid droplet. Water is generally applied to the wettability test. When a solid surface is of a specific texture and/or nonpolar molecules, the surface is unable to attract water but likely repels it away. If the contact angle between the surface and water droplet is >90° and 150°, this surface is subjected to hydrophobic and superhydrophobic, respectively. On the other hand, the contact angle of <90° exhibits hydrophilicity. The hydrophobic surface has been used in many applications such as anti-bacteria,1,2 self-cleaning, 3 anti-icing,4,5 and drag reduction. 6 The wettability is altered by the changes in the chemical composition and/or roughness of the surface. Plasma/chemical etching,4,7 electrodeposition, 8 and laser surface texturing1,2 processes can be used for enhancing the hydrophobic property on metal surface by creating the specific micro/nano rough structures, such as small sized pillars or ripples, on the surface to attain the heterogeneous wetting of Cassie-Baxter state. Besides the roughness, the hydrophobicity can be increased by exposing the surface to an environment with nonpolar matters that have C-C(H) functional groups. 9 The chemisorption of airborne hydrocarbons toward the work surface can lead to the reduction of surface free energy or surface polarity, where water cannot form hydrogen bonds with the surface. This in turn increases the contact angle of water droplet, and the surface becomes more hydrophobic.
Laser texturing process is a promising method to quickly and precisely modify the morphology of work surface through melting and vaporization mechanisms. A laser beam with a sufficient intensity can create micro-grooves, holes, or patterns on the surface for achieving a specific surface functionality10,11 including the wettability. Kwon et al. 12 used a nanosecond pulse laser to create an array of micro pillars on AISI304 stainless steel surface and subsequently performed the electrodeposition of copper on the surface to enhance the hydrophobicity. The maximum contact angle of 153° is achievable by using this technique. Besides the deposition of copper on top of the laser-textured surface, the contact angle of 152° is also attained by using argon as a shielding gas in the laser surface texturing of 304 stainless steel. 13 Lu et al. 14 and Lian et al. 15 performed a corrosion test on superhydrophobic stainless steel surfaces prepared by laser texturing process, and they found that the corrosion resistance of the surfaces is better than that of the unprocessed one.
Several laser parameters and texturing pattern have found to be significant in the surface texturing process as they affect the morphology and water contact angle of laser-textured surface. The effect of laser fluence and spacing distance between the laser-ablated grooves on the contact angle of 304 stainless steel surface was revealed by Ta et al., 16 and they found that the hydrophobic surface is accomplished when using the laser fluence of 33 J/cm2 together with the spacing distance of 50–150 μm. The spacing distance that is outside this range tends to cause the homogeneous wetting of Wenzel stage and thereby decreases the contact angle. This is also in line with the findings of Lian et al. 15 that the spacing distance of >100 μm in the laser texturing of 304 stainless steel diminishes the hydrophobicity. Cai et al. 17 fabricated a superhydrophobic surface on 316L stainless steel by using a nanosecond pulse laser. Instead of texturing the line pattern, an array of microholes with the different spacing distances is made on the metal surface. The maximum contact angle of 153.2° is obtained when the laser power of 14 W and spacing distance between adjacent holes of 110 μm are used. According to the past literatures, there is very little discussion and comparison on the role of texturing patterns, for example, line and point patterns, in altering the wettability of metal surface. An investigation into this issue could suggest an optimum design for fabricating the superhydrophobic surface.
Although a proper condition is employed, the surface obtained right after the laser texturing process in ambient air is usually the hydrophilic. This is because the metal surface is oxidized during the laser texturing process and the polar behavior of oxides promotes a reaction with water molecules, so that the surface wettability is encouraged. However, when the surface absorbs carbon content from the environment, the surface gradually converts from the hydrophilic to hydrophobic. Yang et al. 9 found that this conversion approaches the hydrophobicity after exposing the laser-textured surface to air for 15 days and then stops after 20 days. The chemisorption of hydrocarbons on the textured surface is an important mechanism for the wettability conversion from the hydrophilic to hydrophobic surfaces. Ta et al. 16 further noted that the use of too narrow spacing distance (10–25 μm) in the surface texturing process requires a longer hydrophilic-to-hydrophobic transition. Since the surface wettability is a time-dependent mechanism, a transition from the hydrophilic to hydrophobic requires the workpiece to be exposed to air for 10–30 days9,16,18,19 depending on the applied condition. Several studies suggest the post-heating or aging of laser-textured surface at a few 100°C for 12 17 or 24 h 15 to hasten this transition. The surface aging with ethanol is another approach to accelerate the transition.20,21 However, this method is only applicable for metals whose oxides are able to be reduced by ethanol. Since there is a large deviation of recommended aging hour and there is no clear explanation for the suitable aging duration in the past literatures, the investigation of this issue for yielding the stabilized superhydrophobic surface is thus worthy to be examined.
This paper presents the fabrication of superhydrophobic surface by using the laser texturing process. AISI316L stainless steel was applied as a sample in this study due to its wide range of applications. Line and point patterns were textured under the different processing conditions on the metal surface whose morphology and water contact angle were observed and compared. The effect of aging duration on the wettability of laser-textured surface was also accounted in this study, and the aging hour providing the stabilized superhydrophobic surface was then recommended as a result. The outcomes of this study could provide insights into the laser texturing and aging processes, and potentially induce a practical guide for fabricating a superhydrophobic surface on stainless steels or other similar metals.
Materials and methods
A nanosecond pulse laser emitting the wavelength of 1064 nm, pulse duration of 100 ns and pulse repetition rate of 100 kHz was employed for texturing AISI316L stainless steel surface. The average surface roughness (Ra) and water contact angle of the as-received sample were 0.26 µm and 83.56°, respectively. A Gaussian laser beam was focused on the workpiece surface by a 100-mm F-θ lens, and the obtained diameter of beam waist was 37.66 µm. Two texturing patterns, that is, line and point, were made on the stainless steel surface in ambient air. The spacing distance between lines/points was kept constant at 50 µm as shown in Figure 1. In laser texturing process, the morphology of work surface is basically modified through the surface melting and ablation. Laser power and laser irradiation duration or scan speed are the major process parameters affecting the total energy input for altering the surface morphology and roughness as well as the wettability. Hence, the effect of these factors has to be taken into consideration. According to the line pattern, four levels of average laser power and four levels of laser scan speed were applied in the texturing process as listed in Table 1. The range of these parameters’ value was chosen from a number of our trial tests with a criterion that the morphology of laser-textured surface had to be altered without the significant removal of work surface. The same levels of laser power were also employed in the point-patterned texturing. However, the laser beam scanned the workpiece surface as an array of holes with a radius of trepanning path of 10 μm for each hole ablation. Four levels of laser irradiation duration were applied to cause the different hole sizes, and this parameter ranged from 0.18 to 0.31 ms as noted in Table 1. These values of duration have the equivalent heat input to the line texturing setup with the scan speeds listed in Table 1. The laser fluence (F) for line and point patterns can be calculated by using:

Parameters considered in the experiment.

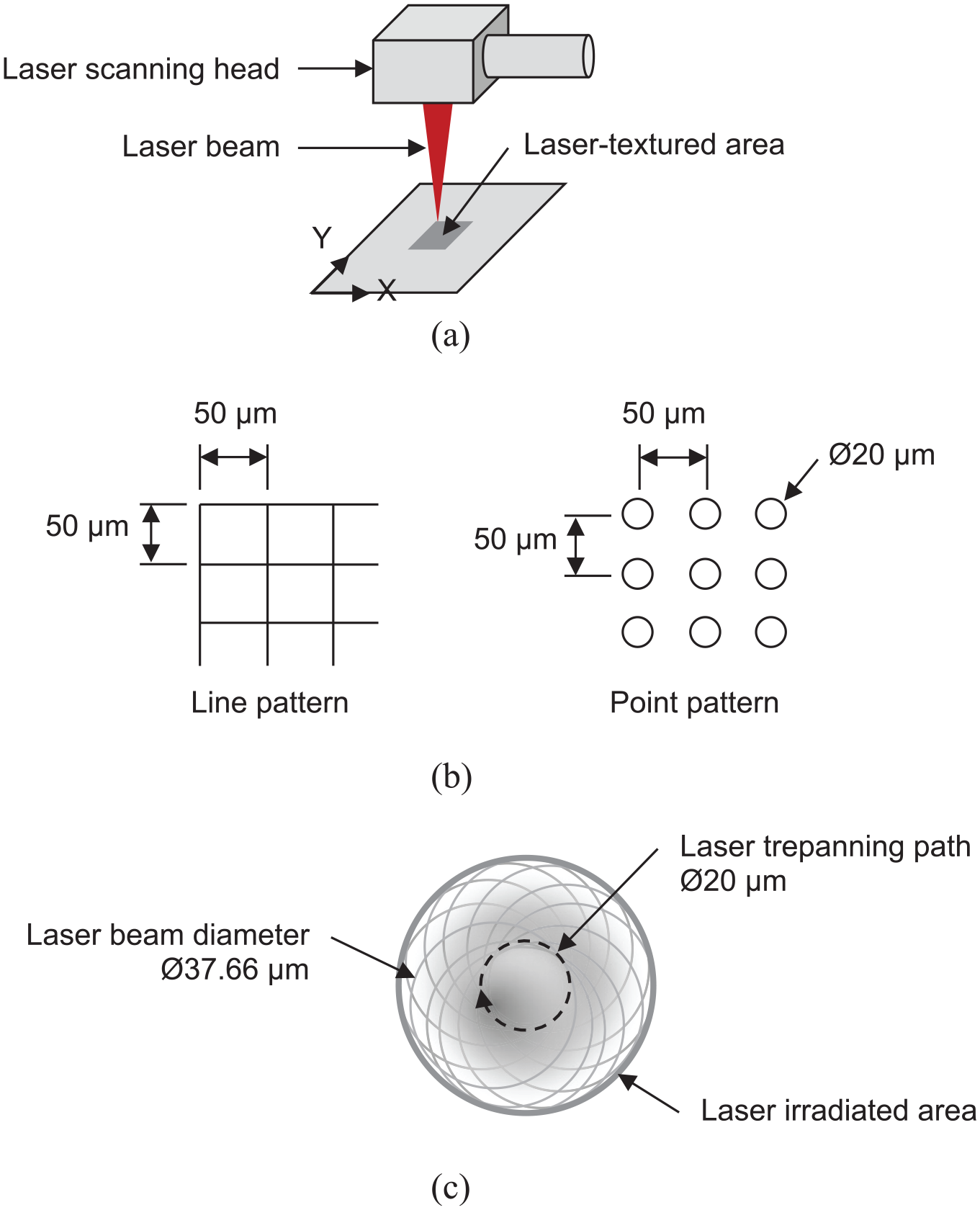
Laser texturing process: (a) experimental setup, (b) texturing patterns applied in this study, and (c) laser texturing path for each point.
where P, v, t, and db are the average laser power, scan speed, irradiation duration and laser beam diameter, respectively. dc is the diameter of circular path for point texturing. The combination of laser power and scan speed (200–350 mm/s) for line texturing and that of laser power and irradiation duration (0.18–0.31 ms) for point texturing cause the laser fluence ranging from 28 to 133 J/cm2. This in turn enabled them to be comparable in the same laser fluence window.
Besides the effect of laser texturing parameters, the aging process plays an important role in promoting the hydrophilic-to-hydrophobic transition.15,17 The first part of this study aimed at revealing the influences of texturing pattern, average laser power, and laser scan speed/irradiation duration (Table 1) on the roughness, contact angle, and chemical composition of work surface. The experiments were designed and performed in accordance with the full-factorial scheme. The responses of each condition were immediately measured after the texturing process, and the samples were quantified again after being aged at 150°C for 4 h. The laser-textured surface was observed by a scanning electron microscope. The surface profile/roughness and its chemical composition were detected by surface profilometer and energy-dispersive X-ray spectroscopy (EDS), respectively. The average roughness (Ra) and water contact angle of the obtained surface were measured three times, and the average of each response was taken as the final reading for analyses.
The second set of experiments was to study the effect of aging duration on the water contact angle. The aging duration of 0–6 h associated with the aging temperature of 150°C was examined in this set. The average laser power of 10 W and the two texturing patterns were applied in this experiment with the same levels of laser scan speed and irradiation duration as noted in Table 1. The contact angle was measured and plotted against the aging duration to demonstrate the surface evolution toward the superhydrophobicity.
Results and discussion
Surface morphology and roughness
The morphology of line- and point-patterned surfaces is shown in Figure 2. The line pattern resulted in a deep hole at the intersection of vertical and horizontal lines, where the work surface was irradiated twice by the laser beam. Recast structure was more apparent when a lower scan speed was used as depicted in Figure 2(a). This is attributed to the high laser fluence that introduces more melting to the surface and more amounts of recast formed on the textured area. With the use of high heat input condition, the excessive recast was found to fill in the groove created by the previous laser scan and thus concealed the nearby grooves under the recast layer. This can be evidenced by its surface profile as shown in Figure 3(a), where the grooves appear alternately due to the over melting and flowing of work material prior to the recast formation when using 10-W laser power and 200-mm/s scan speed.
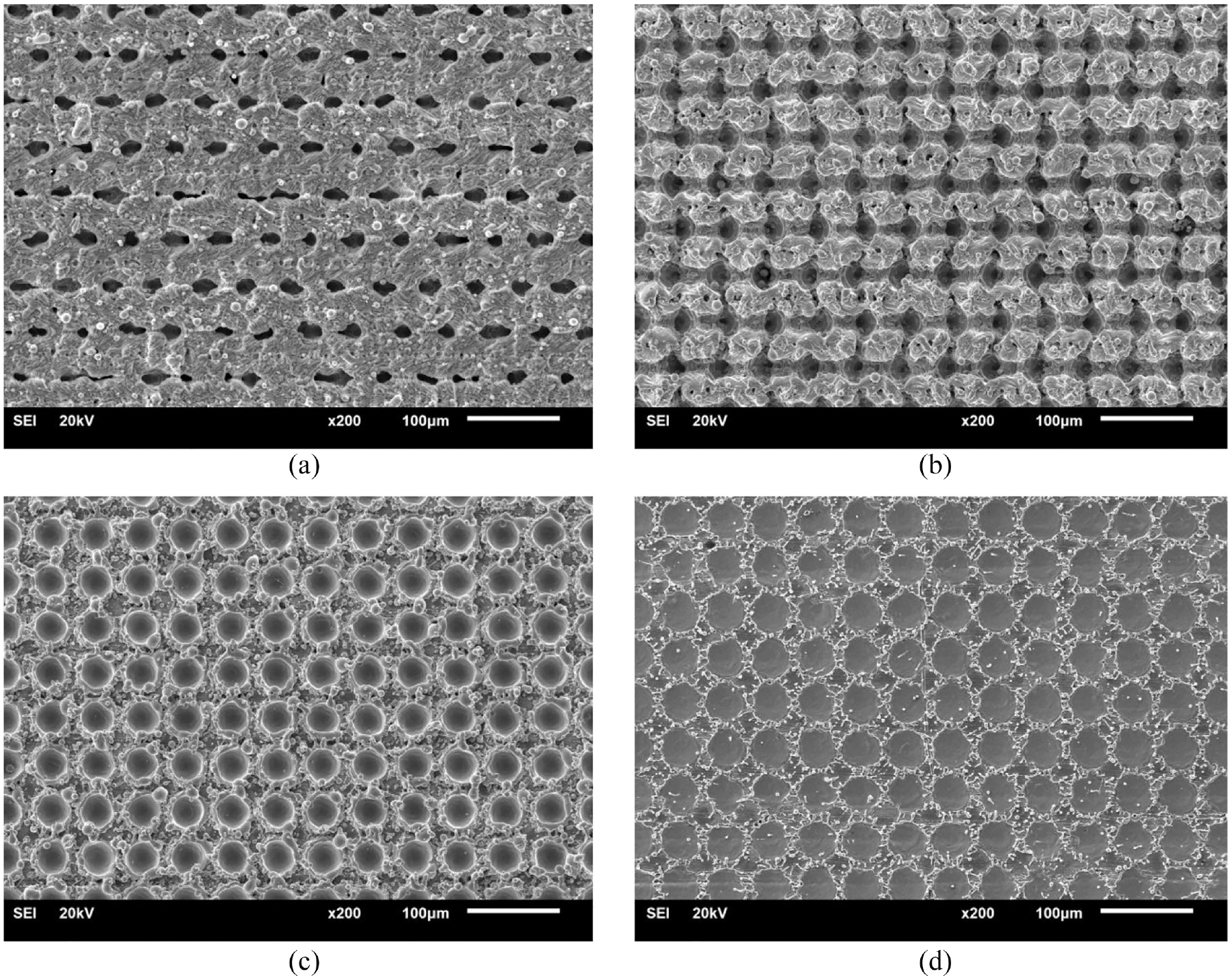
Morphology of laser-textured surfaces formed by using the average laser power of 10 W together with the laser scan speed of (a) 200 mm/s and (b) 350 mm/s for line pattern and the laser irradiation duration of (c) 0.31 ms and (d) 0.18 ms for point pattern.
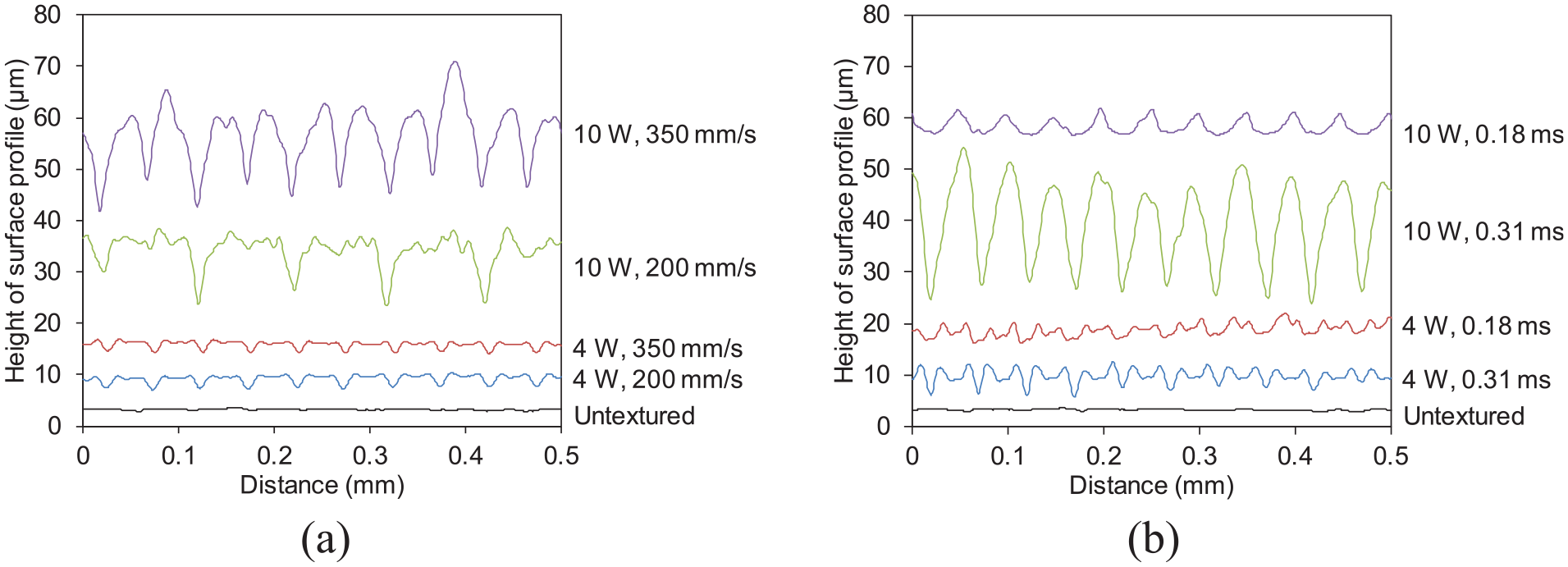
Surface profile of (a) line- and (b) point-patterned samples.
Regarding the point-patterned samples, the depth of obtained holes was proportional to the laser power and irradiation duration as shown in Figures 2(c), (d), and 3(b). The maximum depth of about 20 μm was achievable when 10-W laser power and 0.31-ms irradiation duration were applied and this is equivalent to the laser fluence of 119 J/cm2. The recast obviously agglomerated around the holes due to the ejection and solidification of molten material during the ablation. Unlike the line pattern, the point-patterned surfaces had very little amount of recast by which the surrounding holes were not substantially filled and shallowed after the texturing process.
The average roughness (Ra) of laser-textured surfaces is presented in Figure 4, indicating the increased roughness with the laser power. As for Figure 4(a), the use of slow scan speed for line pattern provided a smoother surface than the faster one. This is due to the high laser fluence that introduces the over melting to the work surface and enables the molten material to fill in the vicinity of groove. The deposition of molten material on the nearby textured area leads to the formation of recast layer, whose surface is likely smoother than the textured one. This mechanism is relevant to the laser surface melting/polishing process that the capillary and thermocapillary effects play an important role in altering the morphology and roughness of laser-irradiated surface. 22 The maximum Ra was found to be about 5 μm when 10-W laser power was applied together with the laser scan speed of 350 mm/s.
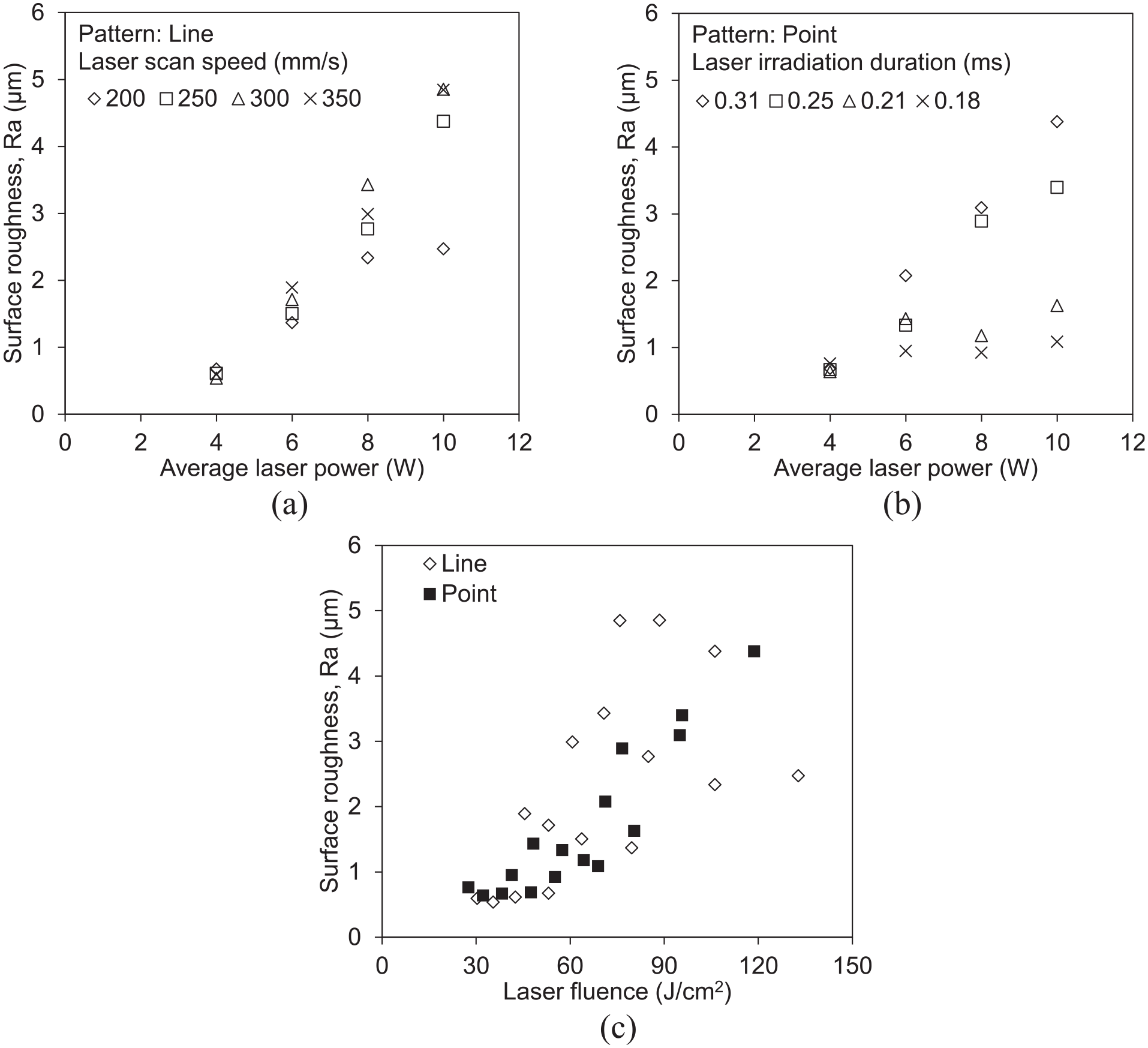
Average roughness of laser-textured surface induced by (a) line and (b) point patterns, and (c) the obtained roughness under the different laser fluence and patterns.
According to the point pattern, the maximum Ra was about 4.5 μm, which was slightly lower than the line-patterned surface. The longer the irradiation duration, the rougher the work surface was obtained as shown in Figure 4(b). By considering these results with the surface profiles depicted in Figure 3(b), the contribution of capillary and therocapillary effects seem not to be remarkable in the texturing of point pattern within the examined range of duration. This makes the array of holes more arranged with less irregular recast structures compared to the line pattern. Figure 4(c) presents the relationship between the surface roughness and laser fluence for both patterns. Although the two patterns have the same increasing trend, the point pattern is of less deviation than another due to less surface melting and little formation of recast on the laser-textured region.
Contact angle
A 4-µl water droplet was applied to the work surface for the contact angle measurement in this study. The water contact angle of as-received stainless steel surface was 83.56°. After the metal surface had been textured by using the different texturing conditions, the contact angle was found to be smaller than the initial one. Some examples of water droplet are presented in Figures 5 and 6 regarding the line- and point-patterned surfaces, respectively. The effect of the laser texturing parameters on the contact angle is plotted in Figure 7, indicating a decreased contact angle with an increase in laser power. This finding occurred in the texturing of both patterns where the surface exhibited the hydrophilic property (contact angle<90°) with the homogenous wetting of Wenzel state. This is attributed to the formation of metal oxides on the surface that favors a reaction with water molecules. The polar behavior of oxide layer induces its interaction with the polar molecules of water and in turn reduces the water contact angle.9,13 The contact angle was found to be insignificantly different under the range of laser scan speed employed in the line texturing process as shown in Figures 5 and 7(a). The line-patterned surface became superhydrophilic, whose contact angle approaches 0°, when the laser power of 8 and 10 W was used. These high laser power conditions tend to cause high temperature and significant oxidation on the work surface where the hydrophilic property is encouraged. The influence of laser irradiation duration on the contact angle is presented in Figures 6 and 7(b), showing that the point-patterned surface is more hydrophilic when using a shorter irradiation duration. In addition, the combination of 10-W laser power and 0.18-ms irradiation duration was able to induce the superhydrophilicity on the textured surface. Regarding these results, the hydrophilic surface of stainless steel was achievable right after the laser texturing process, and the line pattern tended to offer a smaller contact angle or more hydrophilic surface than the point pattern under the same range of equivalent laser fluence.

Contact angle of line-patterned surfaces when using the laser power of (a and b) 4 W and (c and d) 10 W together with the scan speed of (a and c) 200 mm/s and (b and d) 350 mm/s.

Contact angle of point-patterned surfaces when using the laser power of (a and b) 4 W and (c and d) 10 W together with the irradiation duration of (a and c) 0.31 ms and (b and d) 0.18 ms.
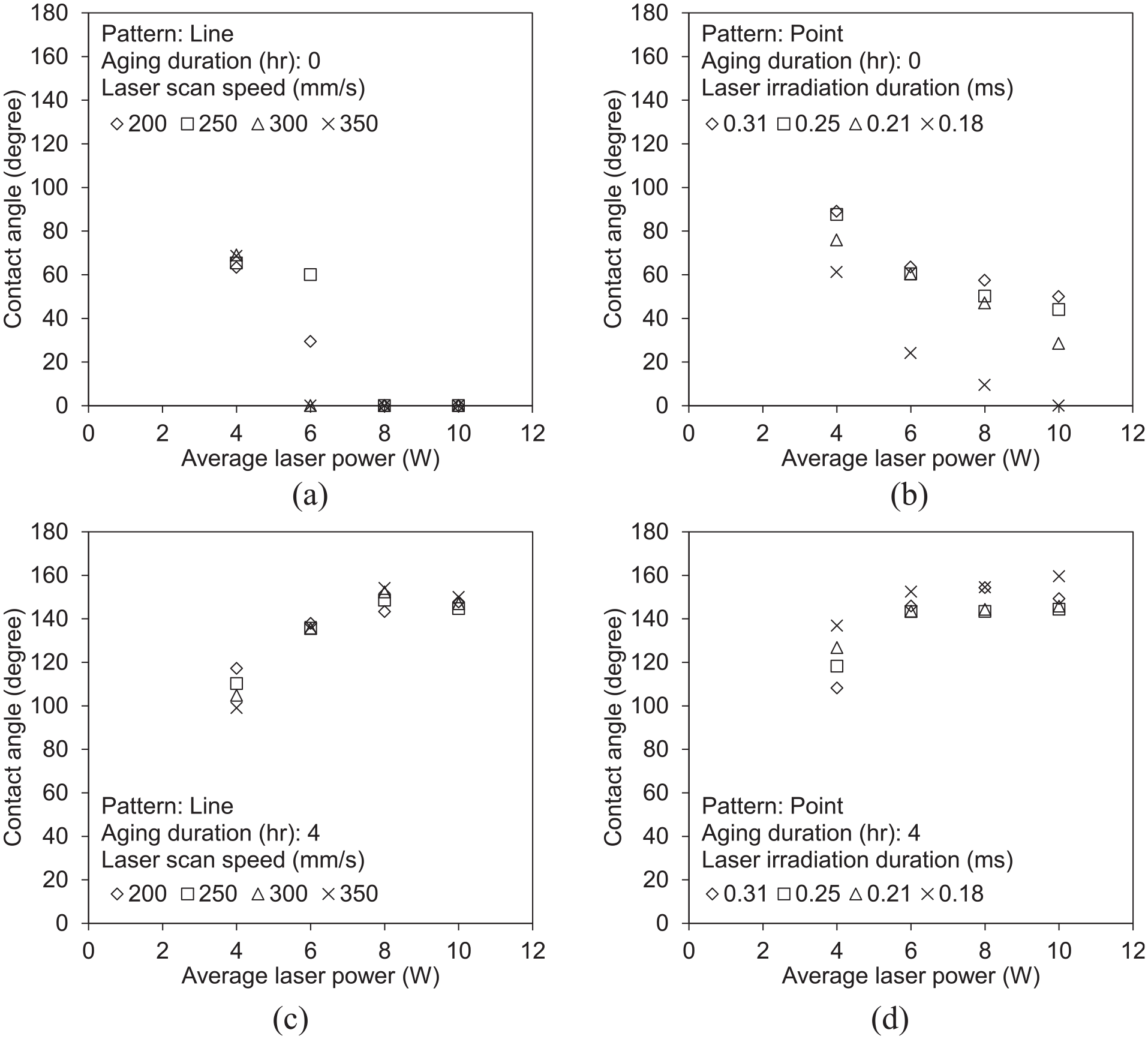
Contact angle of (a and c) line- and (b and d) point-patterned surfaces after being aged at 150°C for (a and b) 0 (no aging) and (c and d) 4 h.
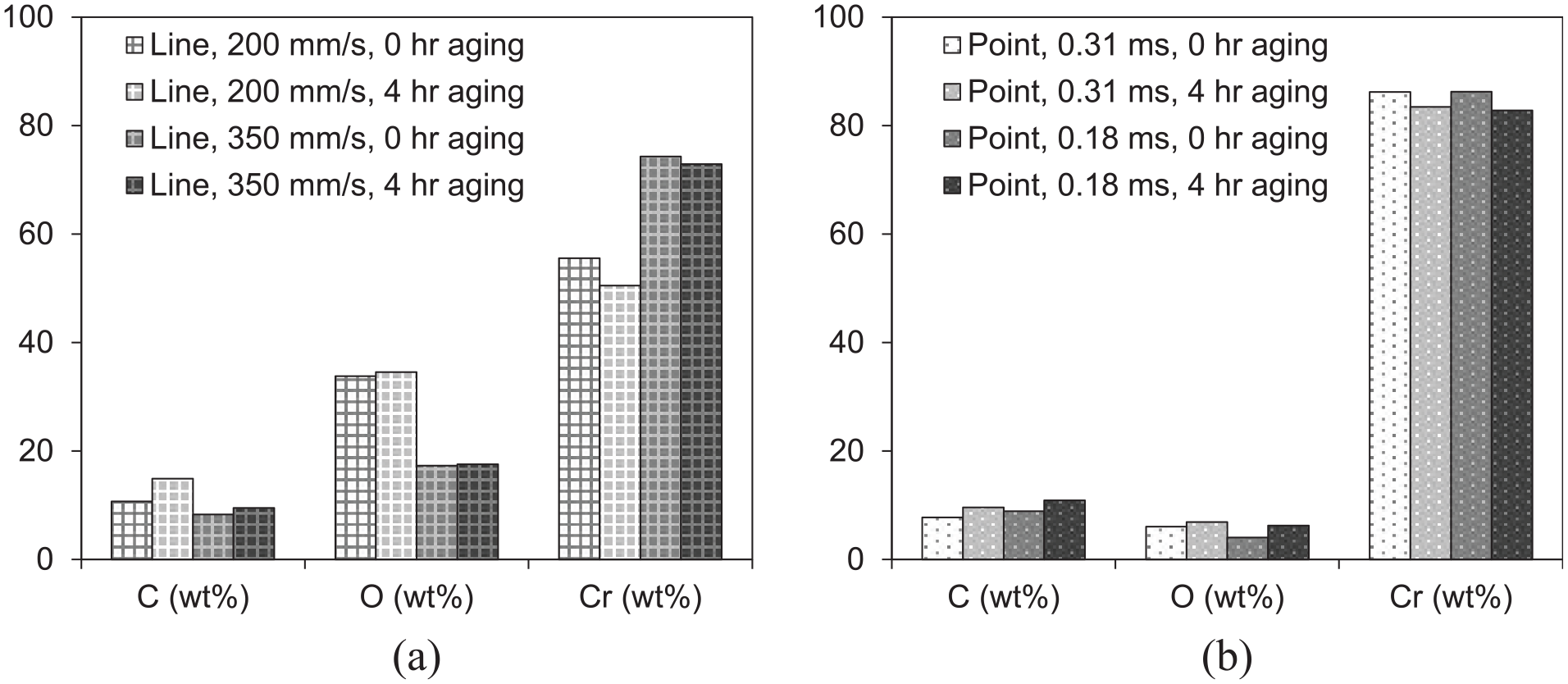
After the laser-textured surfaces had been subjected to the aging process at 150°C for 4 h, the roughness of each sample was remeasured for comparison. It was found that the surface roughness of aged samples was insignificantly changed compared with that of the unaged ones. However, the water contact angle of aged surfaces greatly increased as presented in Figure 7(c) and (d). According to the figure, it can be noticed that the more the hydrophilic surface is obtained after the laser texturing process (Figure 7(a) and (b)), the more the hydrophilic-to-hydrophobic transition takes place after its aging (Figure 7(a) and (b)). The hydrophobic surface is induced by the existence of many air pockets trapped underneath the water droplet. This air cushion can prevent water from further penetrating into the grooves or holes, and it thus changes the interaction between the droplet and laser-textured surface from the homogenous wetting of Wenzel state to the heterogeneous wetting of Cassie-Baxter state. The trapped air pockets are responsible for reducing the contact area between the droplet and work surface and in turn increasing the contact angle. The hydrophilic-to-hydrophobic transition was only found on the laser-textured surface, while the contact angle of untextured surface remained unchanged. The water droplet on the line- and point-patterned surfaces after the aging process is depicted in Figures 8 and 9, respectively. The superhydrophobic surface (contact angle >150°) exhibiting a stable Cassie-Baxter state was made by using the laser scan speed of 350 mm/s together with the laser power of 8–10 W for line pattern and 10-W laser power with 0.18-ms irradiation duration for point pattern. Since the surface roughness was unchanged after the aging process, the transition from hydrophilic to hydrophobic surfaces was therefore owing to the change in the chemical composition of laser-textured surface. By using the EDS, the amount of carbon detected on the aged surfaces was found to be greater than the unaged ones by 25% on average as shown in Figure 10. This is apparent that the chemisorption of hydrocarbon toward the textured surface is able to be accelerated by the aging process, and this is a key mechanism for reducing the surface free energy and in turn promoting the hydrophobicity. In addition, the amount of oxygen found on the point-patterned surfaces was found to be less than the line-patterned ones. The small melted region of point-patterned surface is basically conducive to the less formation of metal oxides and the weakened polar behavior of the surface. This is a good characteristic of hydrophobic surface whose reaction with water molecules due to the oxides can be kept at minimum.

Contact angle of line-patterned surfaces (Figure 5) after the aging process for 4 h when using the laser power of (a and b) 4 W and (c and d) 10 W together with the scan speed of (a and c) 200 mm/s and (b and d) 350 mm/s.

Contact angle of point-patterned surfaces (Figure 6) after the aging process for 4 h when using the laser power of (a and b) 4 W and (c and d) 10 W together with the irradiation duration of (a and c) 0.31 ms and (b and d) 0.18 ms.
Contact angle of (a and c) line- and (b and d) point-patterned surfaces after being aged at 150°C for (a and b) 0 (no aging) and (c and d) 4 h, and then left in ambient air for 15 days.
Chemical composition of laser-textured surfaces associated with (a) line and (b) point patterns.In order to realize the hydrophilic-to-hydrophobic transition, the aged and unaged samples were placed in ambient air for 15 days before remeasuring their contact angle. This period was adopted from Yang’s et al. 9 finding, noting that the wettability conversion is slightly changed after exposing the laser-textured surface to air for 15 days. It was found that the contact angle of aged samples was not substantially changed after 15 days (Figure 11(c) and (d)) compared to the day zero (Figure 7(c) and (d)). This indicates the existence of stable Cassie-Baxter state that has been well developed and maintained on the aged surfaces since the day 0. Nevertheless, the unaged samples exhibited a remarkable transition to the hydrophobic after 15 days in ambient air, and their contact angle nearly approached the stable state as shown in Figure 11(a) and (b). This finding therefore supports the need for aging process after the laser surface texturing in order to hasten the hydrophilic-to-hydrophobic transition of stainless steel surface.
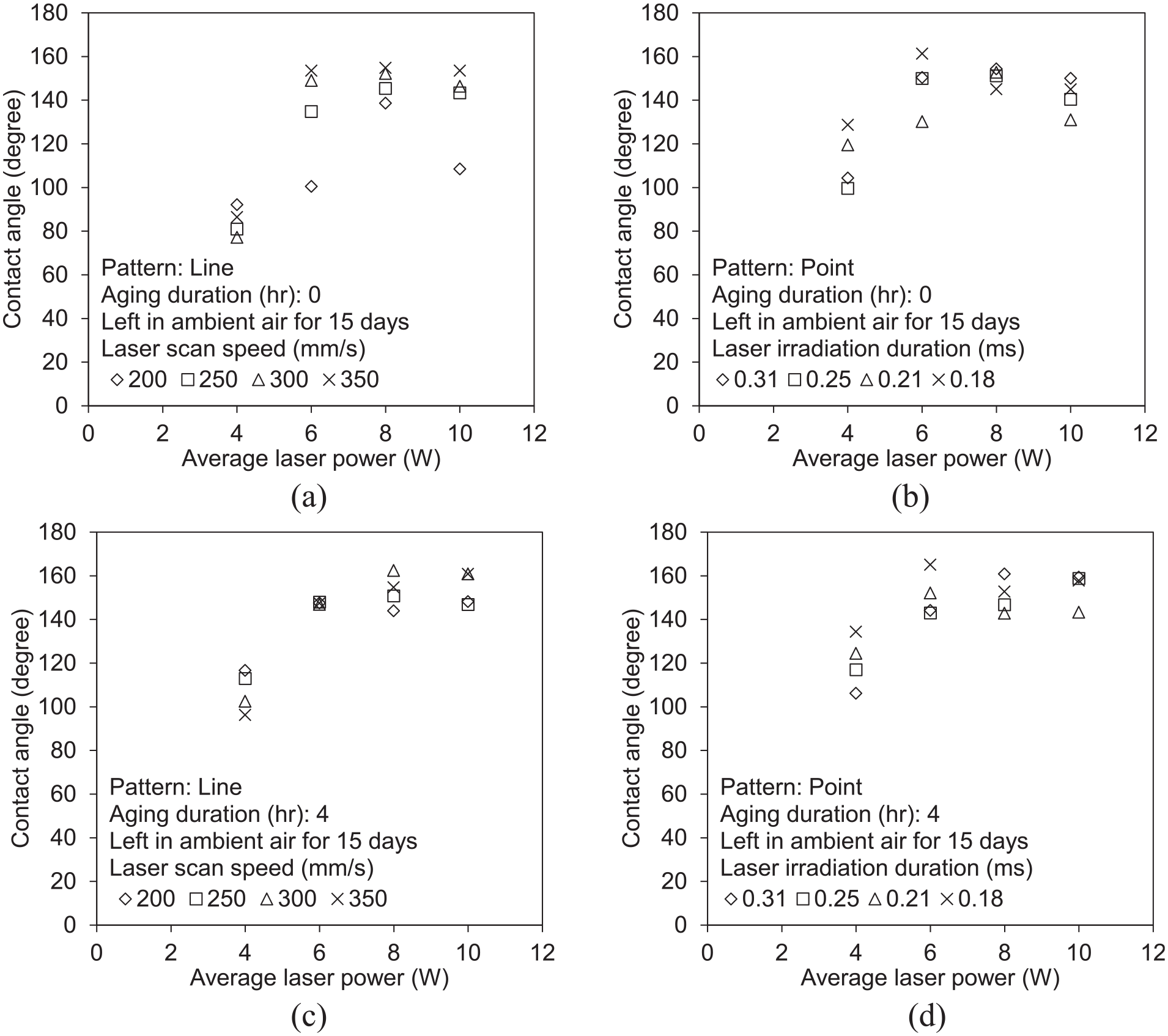
Contact angle of (a and c) line- and (b and d) point-patterned surfaces after being aged at 150°C for (a and b) 0 (no aging) and (c and d) 4 h, and then left in ambient air for 15 days.
Since the surface wettability is also dependent on the surface roughness, 1 the relationships between the roughness, aging duration, and contact angle are presented in Figure 12. As for the figure, an increase in the surface roughness caused by the laser texturing process importantly alters the wettability of stainless steel surface, and the aging process is of significance for yielding and stabilizing the hydrophobicity associated with the Cassie-Baxter state. According to these results, the surface roughness of about 1 μm was applicable for introducing the superhydrophobic surface on stainless steel. With the use of aging process, the hydrophilic-to-hydrophobic transition can greatly be shortened from days to a few hours, and the wettability of aged surface remained unchanged in air at least 15 days as per this study’s observation.
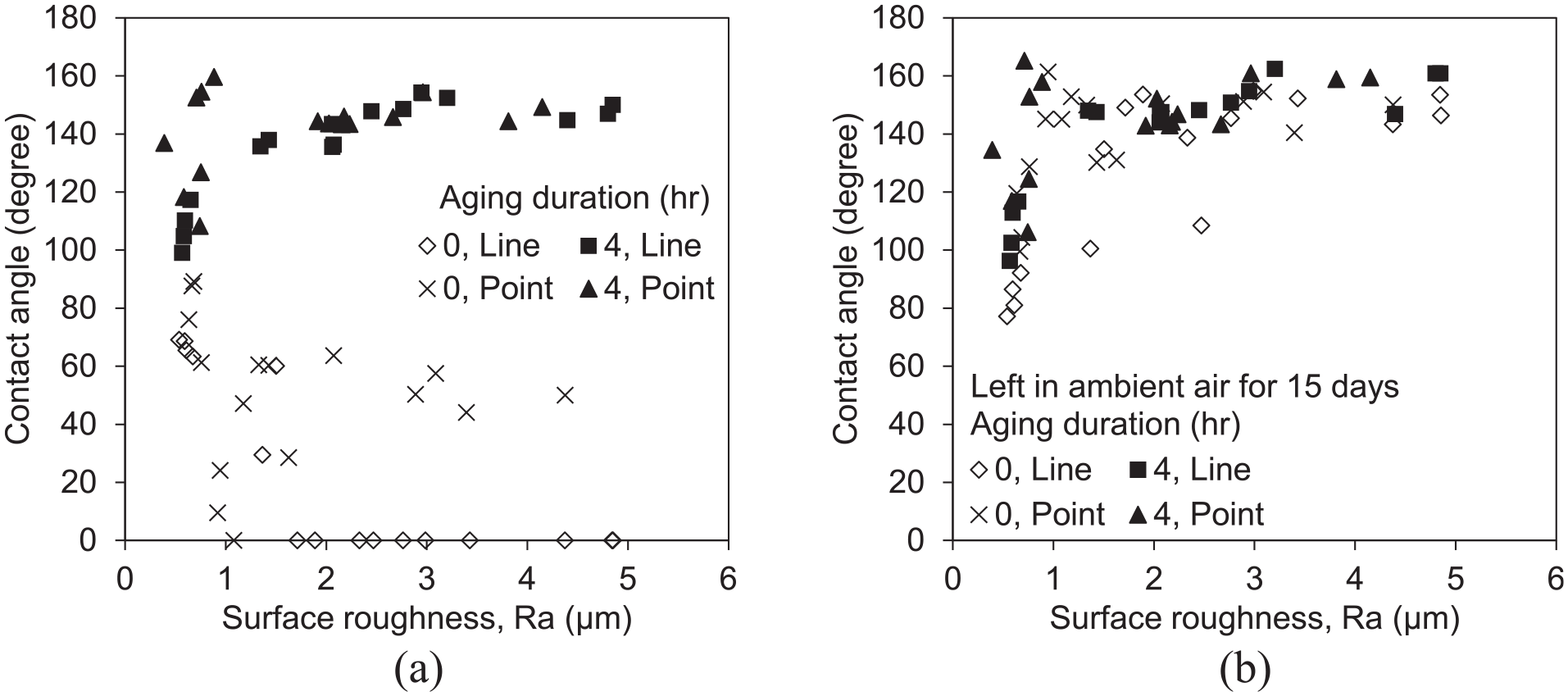
Relationship between roughness, aging duration, and water contact angle of work surfaces obtained: (a) in day zero and (b) after being left in ambient air for 15 days.
Regarding the heterogeneous wetting, the contact angle associated with the Cassie-Baxter state is expressed as:

where θ and θ0 are the apparent contact angle and intrinsic contact angle of workpiece, respectively. fsl is the fraction of solid surface wet by liquid, and flg is the fraction of air in contact with the liquid. As fsl + flg = 1, the fraction of solid surface wet by water under the Cassie-Baxter state is calculated by using:

According to the measured contact angle of aged surfaces, fsl was calculated and plotted against the roughness of laser-textured surface as shown in Figure 13. This is apparent that the increased surface roughness sharply reduces the fraction of work surface in contact with water under the stable Cassie-Baxter state. The fsl approached the superhydrophobic surface when the Ra was about 1 μm for point-patterned and 3 μm for line-patterned surfaces. Regarding equation (3), the threshold of fsl for hydrophobic and superhydrophobic surfaces was 0.9 and 0.12, respectively.
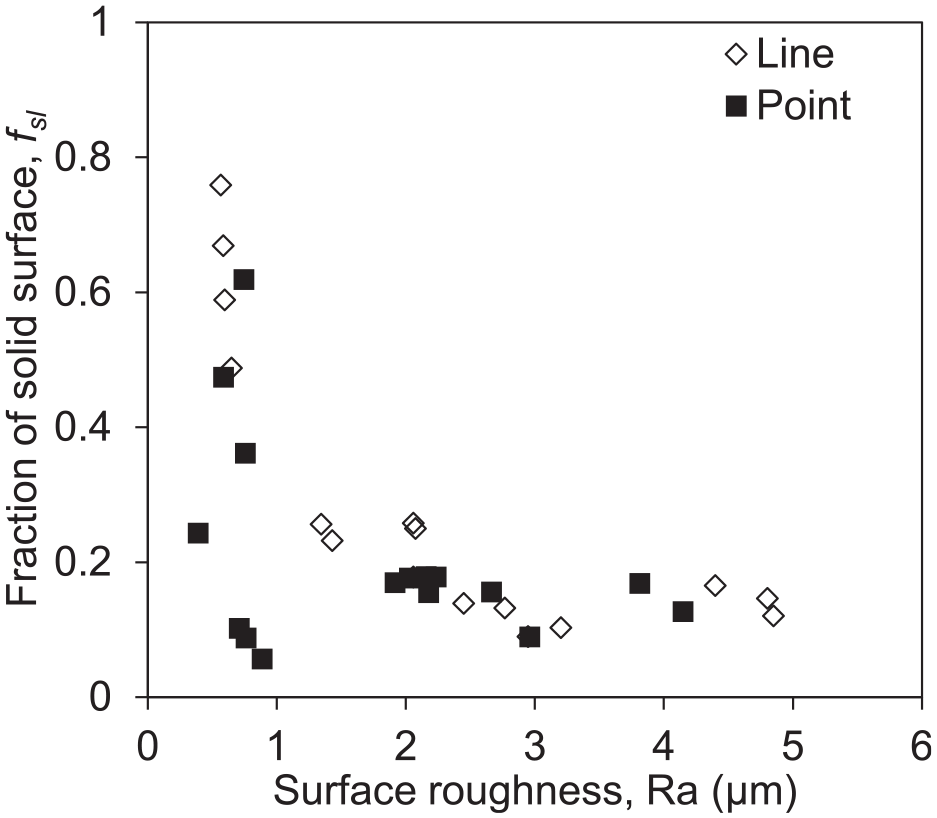
Effect of surface roughness on the fraction of solid surface wet by water.
By considering these results together with the surface profiles shown in Figure 3, the textured surface with deep grooves/holes tends to trap more air pockets inside the valley. This can thus prevent the surface from the full penetration of water under the stable hydrophobic status. If the peak and top section of work surface are entirely wet by water and the produced micro-grooves/holes are fully filled by air regarding the Cassie-Baxter state as shown in Figure 14, the ideal fraction of solid surface (fsl) for line and point patterns is expressed as:

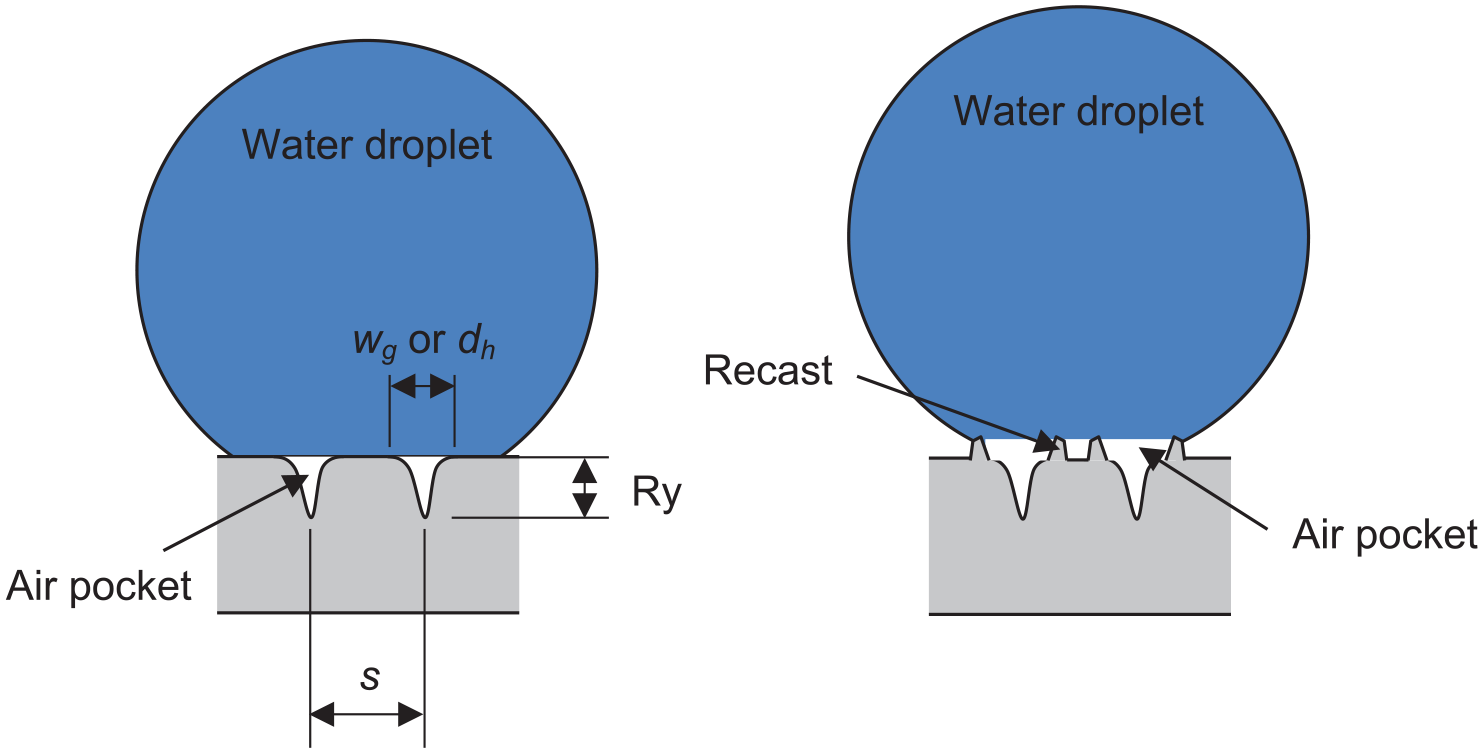
Heterogeneous wetting of Cassie-Baxter state developed on the (left) ideal and (right) actual textured surfaces.
where s, wg, and dh are the spacing distance between lines/holes, groove width, and hole diameter, respectively. wg can directly be measured from the textured surface or estimated from the peak-to-valley roughness (Ry) and groove aspect ratio (r). According to the measurement of line-patterned samples, Ry was approximately four times the Ra, and r was about 0.3. Hence, the calculated fsl for the line-patterned surface with the Ra of 3 μm is 0.04 and its ideal contact angle is 162.85°. This predicted value was only 5% greater than the measured contact angle of the same rough sample (154.17°), so that the superhydrophobic surface developed in this study nearly conformed to the ideal Cassie-Baxter state.
As for equation (4), the fsl for the point-patterned surface associated with the Ra of 1 μm is 0.215 when dh = s, and this leads to the ideal contact angle of 140°. However, the measured contact angle of the same rough surface was 159.61°. This discrepancy is due to the agglomeration of recast around the hole that protrudes from the original level of workpiece surface and it is mainly responsible for holding the water droplet. With this surface condition, larger and/or more air pockets can be formed under the droplet and then contribute to the reduction of fsl. This thereby results in a larger contact angle than that of the ideal surface condition as shown in Figure 14.
According to all findings discussed above, the rough surface and relatively high carbon content were the essential combination for gaining the superhydrophobic surface on stainless steel. By considering the obtained surface morphology, recast structure, and contact angle, the point-patterned surface was more preferred than the line pattern due to less surface melting and its ability to yield the superhydrophobic surface at lower roughness.
Effect of aging duration on contact angle
The aging duration applied in the previous sections was 4 h. Although this duration was able to completely transform and stabilize the hydrophobicity on laser-textured surface, the time span used in the aging process could be reduced to optimally shorten the hydrophilic-to-hydrophobic transition. Six levels of aging hours were employed to realize the influence of aging duration on the water contact angle as listed in Table 1. The aging temperature was kept constant at 150°C, and the two texturing patterns with the same laser power of 10 W were employed for this test. The evolution of contact angle under the different aging durations is shown in Figures 15 and 16 for line- and point-patterned surfaces. The contact angle obtained after the zero-hour aging is the result of unaged sample. As for the measurement, the contact angle was found to increase with the aging duration, and the angle approached the stable hydrophobic state after 2 and 0.5 h for line- and point-patterned surfaces as shown in Figure 17(a) and (b), respectively. By comparing to other past literatures,15,17 these aging hours were of a shorter duration than the previously recommended values. For a purpose of comparison, the untextured stainless steel sample was also aged under the same durations and its contact angle was found to be insignificantly changed by the aging process as presented in Figure 17(c). The angle was about 85 ± 5.7°. This is apparent that the wettability of stainless steel surface was only transformed after the aging process when the surface morphology/roughness was altered. According to the results, the transition of surface wettability from Wenzel to Cassie-Baxter states for the line-patterned surfaces required four times longer than the point-patterned one. This is plausibly due to the oxidized recast structures that are more apparent on the line-textured surface and substantially contribute to the high surface free energy. 9 Thereby, the line-patterned surface exhibited more hydrophilic property than the point-patterned surface as demonstrated in Figures 5 and 6, and the time required for its hydrophilic-to-hydrophobic transition was thus longer than another.
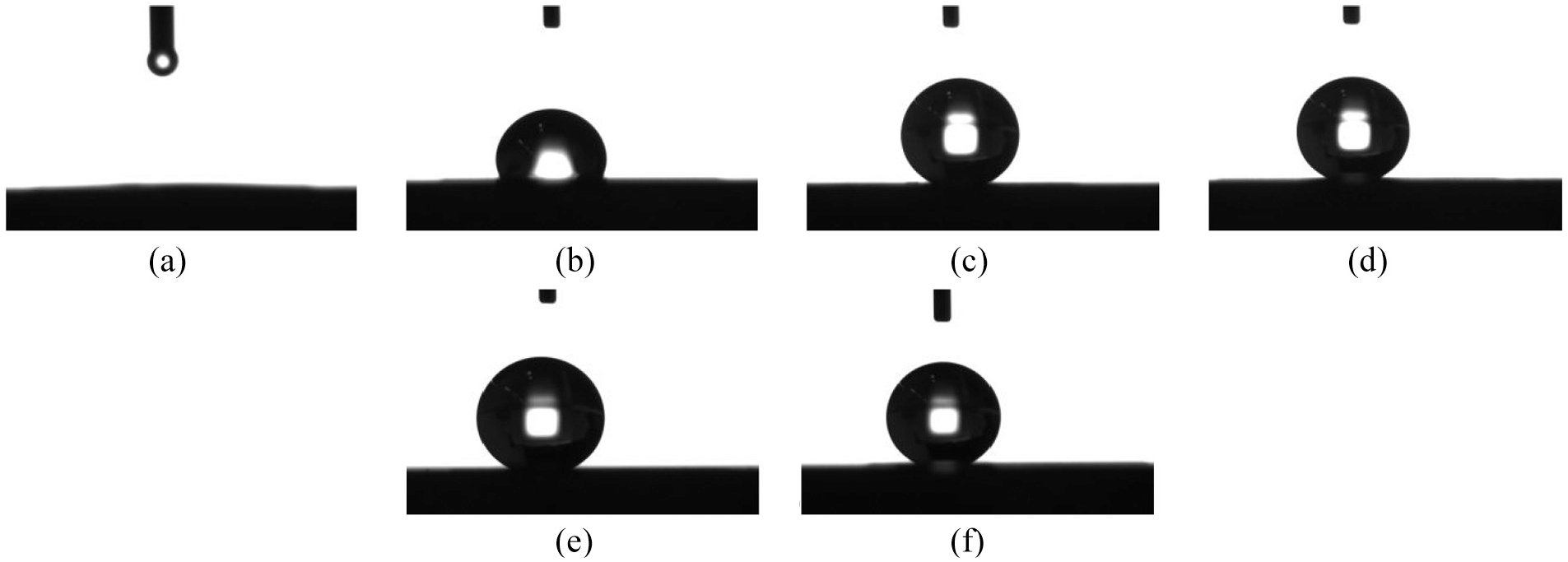
Contact angle of line-patterned surfaces after being aged at 150°C for (a) 0 (no aging), (b) 0.5, (c) 1, (d) 2, (e) 4, and (f) 6 h (10-W laser power, 350-mm/s scan speed).
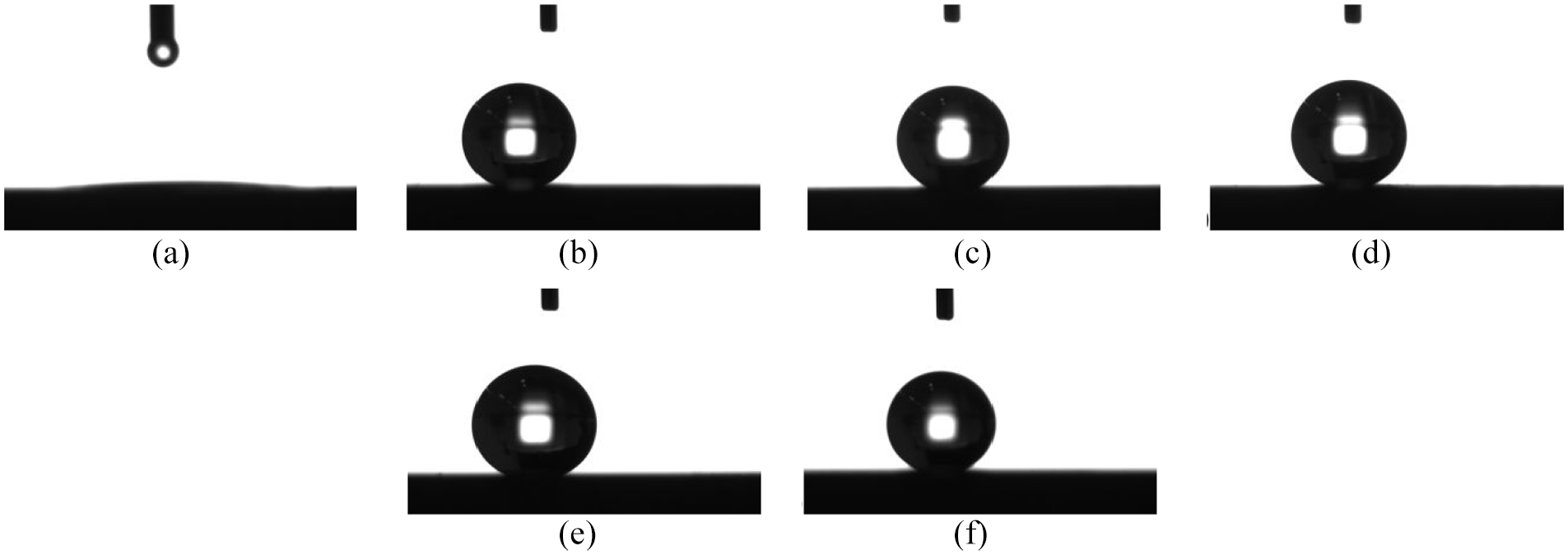
Contact angle of point-patterned surfaces after being aged at 150°C for (a) 0 (no aging), (b) 0.5, (c) 1, (d) 2, (e) 4, and (f) 6 h (10-W laser power, 0.18-ms irradiation duration).
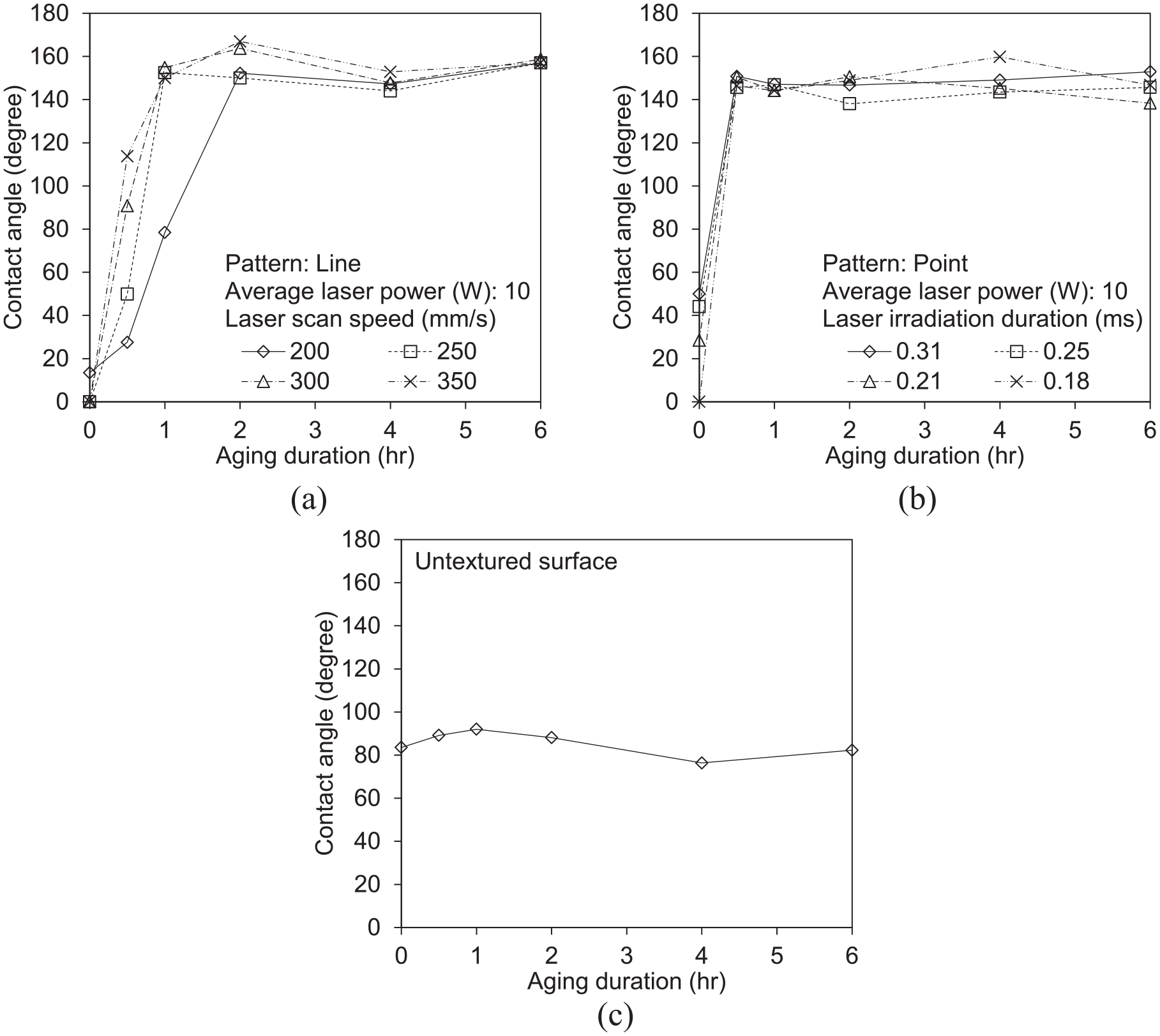
Contact angle of (a) line-patterned, (b) point-patterned, and (c) untextured surfaces under the different aging durations.
Regarding Figure 17(a) and (b), the effect of laser scan speed/irradiation duration on the contact angle was not significant under the parameters’ range examined in this study. Any laser irradiation duration of the tested values can be used for changing the wettability of stainless steel surface where the superhydrophobicity was able to be developed on the point-patterned surface after 0.5-h aging at 150°C. However, the laser scan speed of <250 mm/s was not recommended for the line-patterned surface. A faster speed should be used for encouraging the hydrophobic surface on stainless steel without the delayed hydrophilic-to-hydrophobic transition in the aging process.
Conclusions
AISI316L stainless steel surface was textured by a nanosecond pulse laser to induce the superhydrophobic property. Line- and point-patterned surfaces were made by the different laser texturing conditions and their water contact angle was quantified and compared accordingly. The effect of average laser power, scan speed, irradiation duration, and aging hours on the surface wettability was investigated, and the major findings of this study can be summarized as follows:
The average roughness of about 1 μm for point-patterned and 3 μm for line-patterned surfaces was able to promote the superhydrophobic surface since the air pockets can well be trapped under the water droplet in the valley of rough structures. This can prevent water from making a full contact with the work surface when the stable Cassie-Baxter state is developed.
In addition to the surface roughness, the surface wettability of stainless steel was found to be a time-dependent mechanism driven by the chemisorption of hydrocarbon toward the work surface. The laser-textured sample exhibited the superhydrophilic property right after the texturing process with high laser power for both patterns. The surface subsequently became more hydrophobic after being left in ambient air for 15 days where the airborne hydrocarbons were absorbed by the surface.
The transition from hydrophilic to a stable superhydrophobic surface can greatly be shortened from days to a few hours by aging the work surface at 150°C. The line- and point-patterned surfaces required the aging hour of only 2 and 0.5 h, respectively, to attain the stable hydrophobic surface. This process increased the amount of carbon on the aged surfaces by 25% on average, which plays a significant role in reducing the surface free energy so as the wettability.
The aging process caused no change in the contact angle of untextured surface. Hence, the chemisorption alone cannot result in the improved surface wettability. A proper combination of rough surface and carbon content absorbed by the sample was a key factor for achieving the superhydrophobic surface.
The point-patterned surface produced by the average laser power of 10 W and irradiation duration of 0.18 ms was recommended for fabricating the superhydrophobic surface with the contact angle of 159.61° since it was of less surface melting and required short aging duration for the hydrophilic-to-hydrophobic transition.
The findings of this study have explored the insights into the formation mechanisms of laser-textured surface and aging process. This could enable a practical guide for many industrial applications to fabricate superhydrophobic surface on steels or other metals by using the suggested texturing and aging conditions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support provided by King Mongkut’s University of Technology Thonburi under the 2020–2024 Center of Excellence Project and Research Strengthening Project of the Faculty of Engineering. N.R. acknowledges a partial support by the Thailand Science Research and Innovation (TSRI), Basic Research Fund: The fiscal year 2021 under project grant number 64A306000029.