
Abstract
The AZ91D-SiC composite powder was produced from machining chips using the mechanical milling and alloying processes as an effective recycling method. The mechanical milling and alloying were conducted in a high-energy planetary ball mill. The effects of milling time and ball-to-powder weight ratio (BPR) on the morphology, distribution uniformity, and powder yield were evaluated. In the mechanical milling process, the four stages of chip milling were investigated. The optimum conditions of the milling were equal to milling for 10 h and a BPR of 25:1. The powder yield was at its maximum value and did not change much by changing the milling conditions. In the mechanical alloying, a higher BPR had a more significant effect on the uniform distribution of the particles compared to a higher milling time. The uniformity of the particle distribution is higher for 5 h alloying and a BPR of 20:1. A new peak in the XRD pattern of the composite powder obtained did not appear during the mechanical alloying process. It was observed that the amount of reinforcement phase has little effect on the particle size of the composite powder, while the particle distribution was improved by reducing it up to 40%.
Keywords
Introduction
Metal matrix composites (MMCs) have been studied for their ability to improve the mechanical, thermal, or electrical characteristics of the material by embedding fibers or particles at micro or nanoscale. 1 According to the particular requirements, they are employed in various fields due to their flexibility in achieving desired properties. Compared to the matrix material, the strength of the composite can be significantly increased as a result of the addition of the fibers and particles of which are different materials. 2
Various manufacturing methods, including centrifugal atomization, 3 water atomization, 4 chemical vapor deposition (CVD), 5 and mechanical milling and alloying, 6 have been reported to produce superior properties composite powders. The aforementioned processes are economically different, especially in terms of energy consumption. However, the main goals of modern powder processing industries are related to control the size and distribution of the particles. 7 Recently, the mechanical milling process has provided an important alternative to the other manufacturing methods to prepare composite powders and intermetallic compounds with diverse chemical compositions and structure. 8
Excessive consumption of energy and raw materials has been discussed concerning metal processing in recent years. 9 Given the large amount of the chips produced by machining processes and the fact that the casting method is a costly and environmentally destructive method for recycling chips, it is necessary to look for alternative methods in this field. 10 Awad et al. 11 investigated the mechanical properties of the aluminum metal matrix composite fabricated by the melt infiltration and powder metallurgy. They showed more easily control of the mechanical characteristics in addition to homogenous dispersion of reinforcement using powder metallurgy.
The powder preparation from the chips recycled using mechanical milling is a new production method. 12 In recent years, many reviews have been carried out on metal-based composites manufactured by powder compression, which is obtained from the mechanical milling of the machining chips. For example, Prosviryakov 13 prepared Cu-SiC composite using copper chips by the mechanical alloying process. They stated that by increasing the amount of SiC to more than 25 wt.%, due to non-uniform particle distribution, the hardness decreases and porosity increases in the samples. Sherafat et al. 14 studied the mechanical properties of the recycled Al7075 chips using the powder metallurgy by the hot extrusion process. According to their results, the strength is increased by increasing the number of chips in the products while the ductility is decreased. Canakci and Varol 15 produced Al-SiC composite using AA7075 chips through the powder metallurgy and hot pressing methods. Ferreira et al. 16 used AA7075 chips to produce metal-based composites using semi-solid technology.
Milling time and ball size are two of the most important parameters affecting the particle size of the resulting powder particles and how they are distributed inside the composite powder. Azimi et al. 17 employed a mechanical alloying method to produce Al-Zn-Mg-Cu-Zr alloy. With increasing a milling time, they concluded that the size of the particles decreases, and the powder morphology changes to a globular shape due to the plastic deformation. Fullenwider et al. 18 prepared stainless steel powders from the recycled machining chips by the ball milling process. Their results proposed that large balls efficiently break up machining chips to coarse powder particles while small balls effectively modify the powder morphology to relatively spherical.
Based on what has been presented thus far, no comprehensive research has been conducted on the production of Mg-SiC composite powders from recycled magnesium chips. The influence of mechanical milling and alloying parameters on the properties of such composites has not been reported. In this research, in order to produce suitable properties powders from AZ91D magnesium alloy chips, mechanical milling was used as an effective recycling method to prevent the waste of raw materials and energy. After the chips were examined in terms of size and chemical composition, mechanical milling was implemented in the ball mill. The effect of process parameters such as milling time and BPR on the properties of the powder obtained (morphology, particle size, and powder yield) was studied. The produced powder was mixed with different percentages of SiC particles and their mechanical alloying was performed in the same milling device. The resulting composite powders were investigated to achieve the optimal combination in terms of morphology, particle size, and powder yield to be used as a raw material for the next process.
Materials and methods
Materials
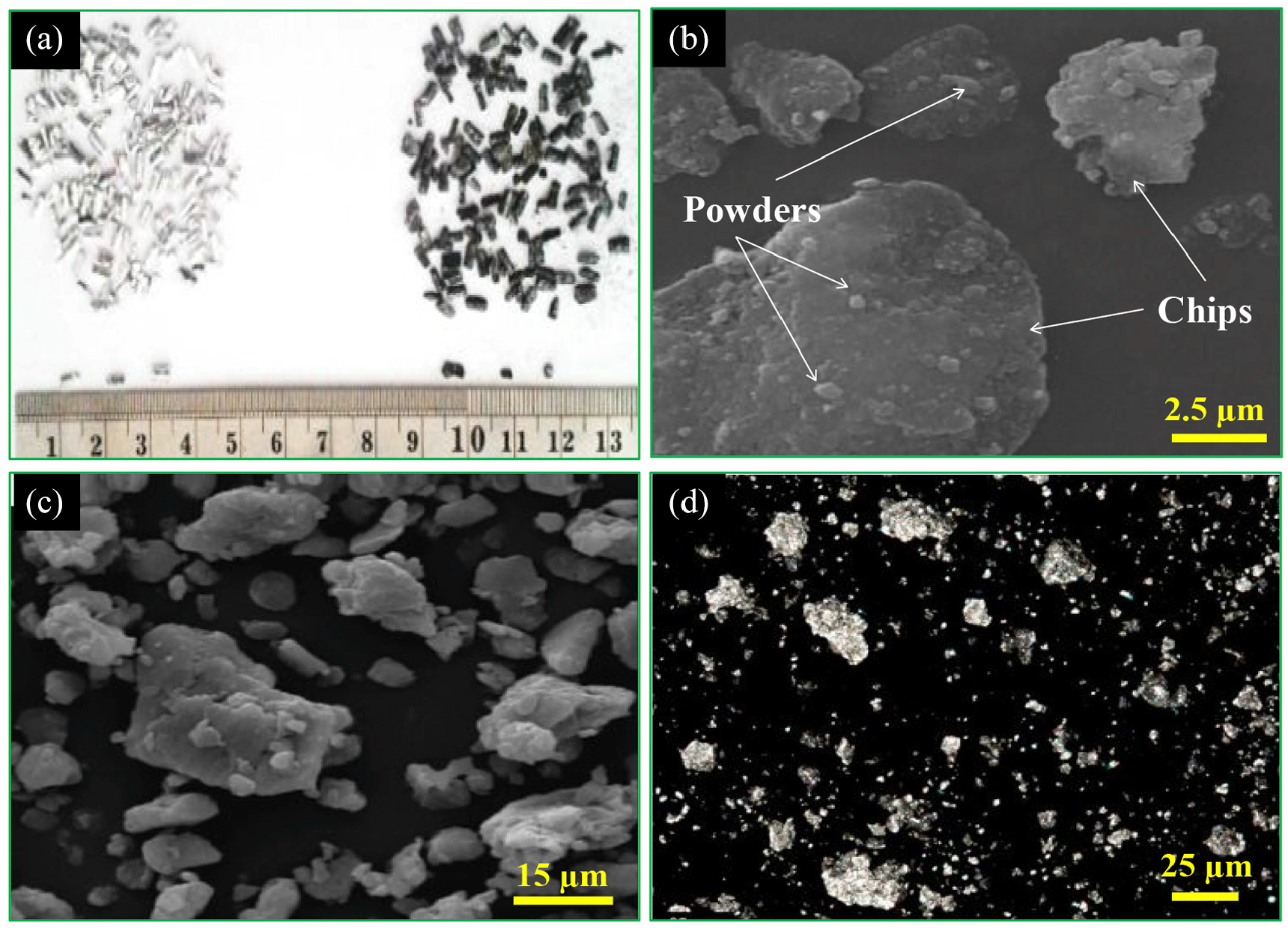
In this study, AZ91D magnesium alloy chips with an average size of 4 × 2 × 1 (mm), which were machined by milling, were used. A coolant was employed to prevent the chips from igniting during machining, and the chips were washed at the end of the process. Figure 1 shows the image of these chips. To prevent cold welding and oxidation of the materials during the milling and alloying processes, argon was utilized with a pressure of 0.15–0.2 bar. Stearic acid was used as a Process Control Agent (PCA).

The AZ91D alloy chips machined.
The chips were milled at three levels of milling times (10, 15, and 20 h) and three BPRs (15:1, 20:1, and 25:1). The optimal powder obtained from this section was used as a raw material to produce the AZ91D-SiC composite powder in the next section.
To produce the AZ91D-SiC composite powder, the optimal powder obtained from milling the chips was alloyed after sieving with reinforcements at two alloying times (5 and 10 h) and two BPRs (10:1 and 20:1) by a planetary ball mill. The alpha crystal structure SiC powder (2 µm-40 and 70 wt.% (27% and 57% by volume)) was used as the reinforcement. The morphology of the initial SiC particles is shown in Figure 2.
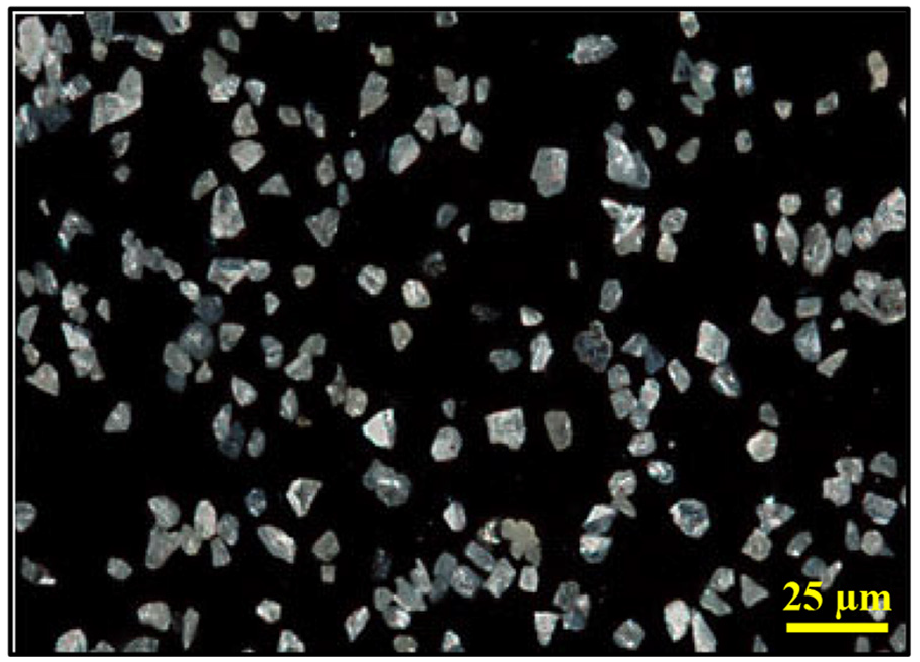
The morphology and size of the initial SiC particles.
Types of equipment
The chemical composition of the alloy was analyzed by Inductively Coupled Plasma-Optical Emission Spectrometry (ICP-OES). In this alloy, the weight percentages of the elements are given in Table 1. In order to perform the mechanical milling process, as well as mechanical alloying, the NARYA-MPM 2*250 H planetary ball mill with a rotation speed of 200 rpm was used as shown in Figure 3. This mill has two steel cups with a volume of 250 ml. The quality of the powders obtained was evaluated morphologically by Field Emission Scanning Electron Microscope (FESEM)-HITACHI S-4160; also, the particle size was analyzed by Particle Size Analyzer (PSA)-SYMPATEC HELOS type. The powder yield was inspected as well.
Chemical composition of the chips used (weight percentage).

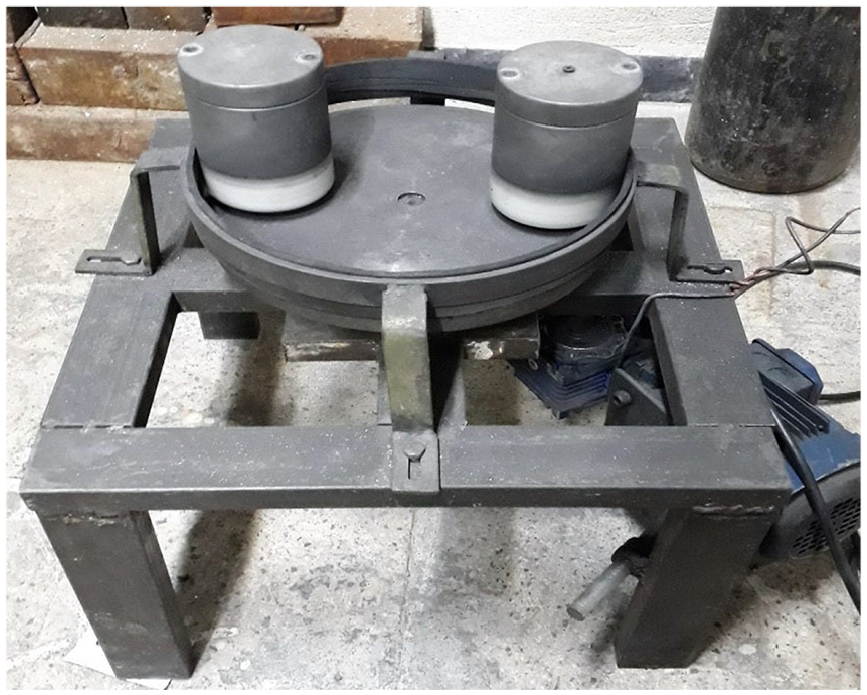
The high-energy planetary ball mill.
The Fuzzy analysis of the powders was performed before and after mechanical alloying by X-ray diffraction spectroscopy ((XRD)-PHILIPS PW1730) using Cu-Kα beam irradiation (1.54 Å). In this analysis, the voltage and current intensity employed were equal to 40 kV and 30 mA, respectively. X-ray diffraction patterns were recorded at room temperature with a step size of 0.05° and a stop time of 1 s in each step in the diffraction angle range (2θ) of 20°–80° and they then compared to each other.
Results and discussion
The effect of milling parameters on the characteristics of the powder
Figure 4(a) shows the AZ91D chips after milling for 5 h and a BPR of 25:1. Due to the impact of the balls, some cracks are created on the chips and a part of the chips is separated from its body and turned into smaller particles. These particles are almost invisible, so the size of the chips remains unchanged. Figure 4(b) to (d) show the FESEM images of morphological changes of the chips after milling for 10, 15, and 20 h and a BPR of 25:1. Besides, it shows the various stages of mechanical milling of the chips machined. As known, milling chips consists of four main stages. The initial stage (segmentation) can be called failure due to the separation of the fractured areas (see Figure 4(a)). In the second stage, cold welding occurs between the powders and chips, which is the predominant process, and a deformation process is seen without cold welding (see Figure 4(b)). In the next stage, the welding and fracturing mechanisms equilibrate and the shape of the chips is changed and they turn into powders due to the deformation process (Figure 4(c)). In the final stage, a balance between the processes of failure and welding is established so that the uniformity of the particles is achieved. The microstructures observed in the milling process of the magnesium chips are consistent with the steps presented in the research conducted by Canakci and Varol. 12
The chips morphological changes after milling for: (a) 5, (b) 10, (c) 15, and (d) 20 h and a BPR of 25:1.
As shown in Figure 4, the smaller particles adhere to the larger ones. At a higher BPR, the number of collisions increases and as a result, more energy is transferred to the particles, thus milling occurs faster. It is necessary to mention that the steps observed during the mechanical milling of the ductile chips are different from those of the case where the powder particles are used as the raw material. From the point of view regarding the production method, metal powders are produced by the rapid freezing method, but the chips are made from casting metals. Therefore, the microstructure and characteristics of the powders and chips are different from each other. 19
As shown in Figure 4, the amount of chips decreases by increasing the milling time while the amount of powder increases. It should be mentioned that an increase in the amount of the powders depends on the work hardening rate of the chips and the impact of the balls on them. The chips show a significant plastic deformation after a critical milling period where the cross-sectional shape of the chips turns into an irregular shape. The two most critical processes in mechanical milling are cold welding as a result of ball-powder-ball collision and fracture because of brittleness resulted from the work hardening. 20 The cold welding process causes clumps, increasing in particle size; conversely, the fracture process results in breaking the powder particles and thus reducing the particle size. The relative superiority of explained events depends on the powder properties and process conditions.21,22 The results of the experiments conducted by Canakci and Varol 12 showed that the average particle sizes are significantly different for various milling times, indicating the importance of milling time. Likewise, a similar conclusion was obtained in this study.
To investigate the simultaneous effect of the BPR and milling time on the size and distribution of the particles, the curves of the particle size distribution in the two modes of maximum milling time-minimum BPR and minimum milling time-maximum BPR are shown in Figure 5. D50 means the minimum diameter of 50% of the particles and D90–D10 indicates the particle size distribution. 23 Compared to Figure 5(b) in which a 66% increase in the BPR and a 50% decrease in milling time are observable, Figure 5(a) shows the value of D50 decreases by 66%. The range of the particle size distribution is narrower at 41%, indicating segregation is less likely to occur and distribution is uniform. However, the optimal particle size distribution depends on the conditions and the compaction method. Powders with limited size distribution are preferred to single size or wide size powders due to their high sintering ability and microstructure control of the parts compacted. 24 As a general conclusion, by selecting a higher BPR, the powder with a smaller and limited size distribution can be achieved in lower milling times.
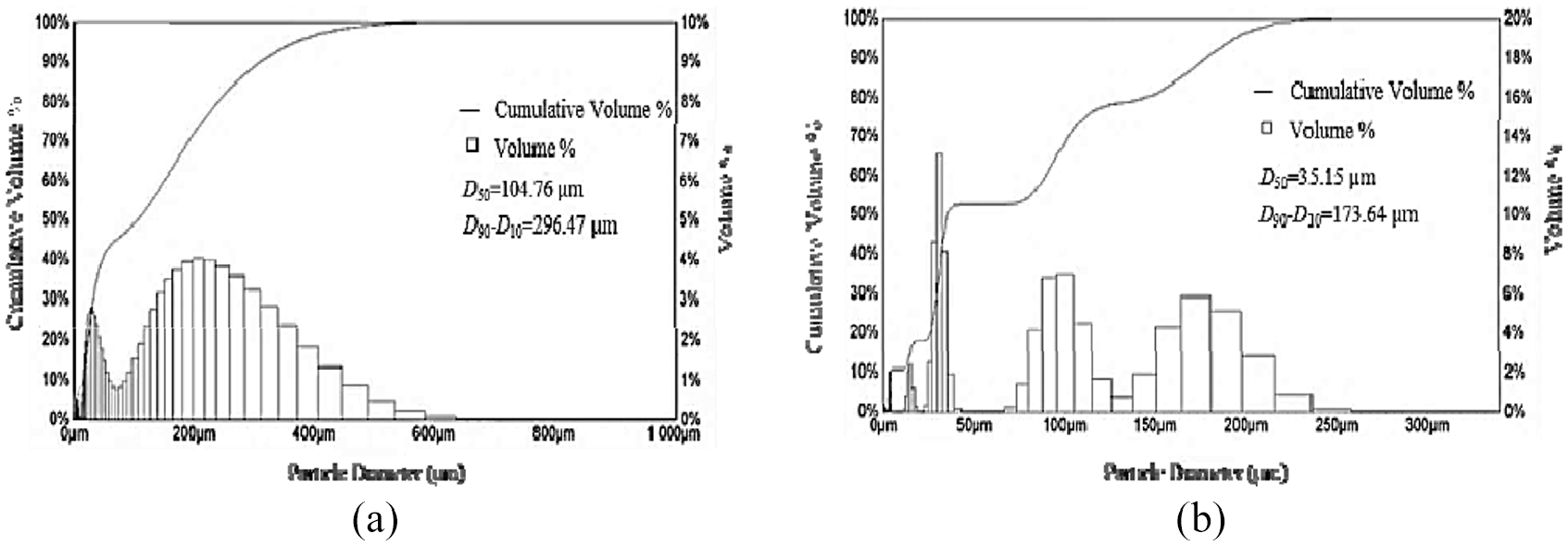
The particle size distribution curves: (a) milling for 20 h (BPR = 15:1) and (b) milling for 10 h (BPR = 25:1).
Powder yield estimates the amount of the powder milled and usually expresses as the ratio between the weight of the powders after and before ball milling. It expresses the adhesion degree of the powders during milling. The collision between the milling balls, powders, and the container leads to the plastic deformation of the powders. The finely milled powders tend to coalesce due to increasing the surface activity and form a layer on the balls and the container. It is necessary to mention that because mechanical milling does not have losses like the casting method, the yield of the powders is higher. This parameter was calculated about 0.979 after milling for 20 h and a BPR of 15:1, as well as 0.996 after milling for 10 h and a BPR of 25:1.
The effect of alloying parameters on the characteristics of the powder
The chip powders milled after sieving was alloyed with 70 wt.% SiC powders in a planetary ball mill through various milling times and BPRs. Figure 6 shows the FESEM images of the AZ91D-70 wt.% SiC composite powders after alloying for 5 and 10 h and two BPRs of 20:1 and 10:1. As can be seen, the uniformity of the particle distribution is higher in the 5-h alloying conditions with a BPR of 20:1 (compared to Figure 6(a) and (b)). The high-energy ball milling reduces the size of the reinforcements, and it tries to remove the sharp edges of the reinforcements and create a rounder morphology improving the composite properties. By comparing Figure 6(a) and (b), it can be concluded that the reinforcement phase is broken and the matrix phase is deformed by increasing the BPR. As the milling time increases (compared to Figure 6(a) and (c)) and with the impact of more and more balls, the brittle particles of the reinforcing phase get stuck between the soft phases and penetrate it. Over time, the number of the welds increases, and the sample hardens and becomes more prone to fracture. Due to the fragmentation of the reinforcing particles and their greater penetration into the matrix, Figure 6(d) shows that at higher milling time and BPR, the number of welds of the finer particles increases and the sample is more prone to cracking and fracture, so such a condition is not suitable for the subsequent shaping process in terms of microstructure and morphology investigation.
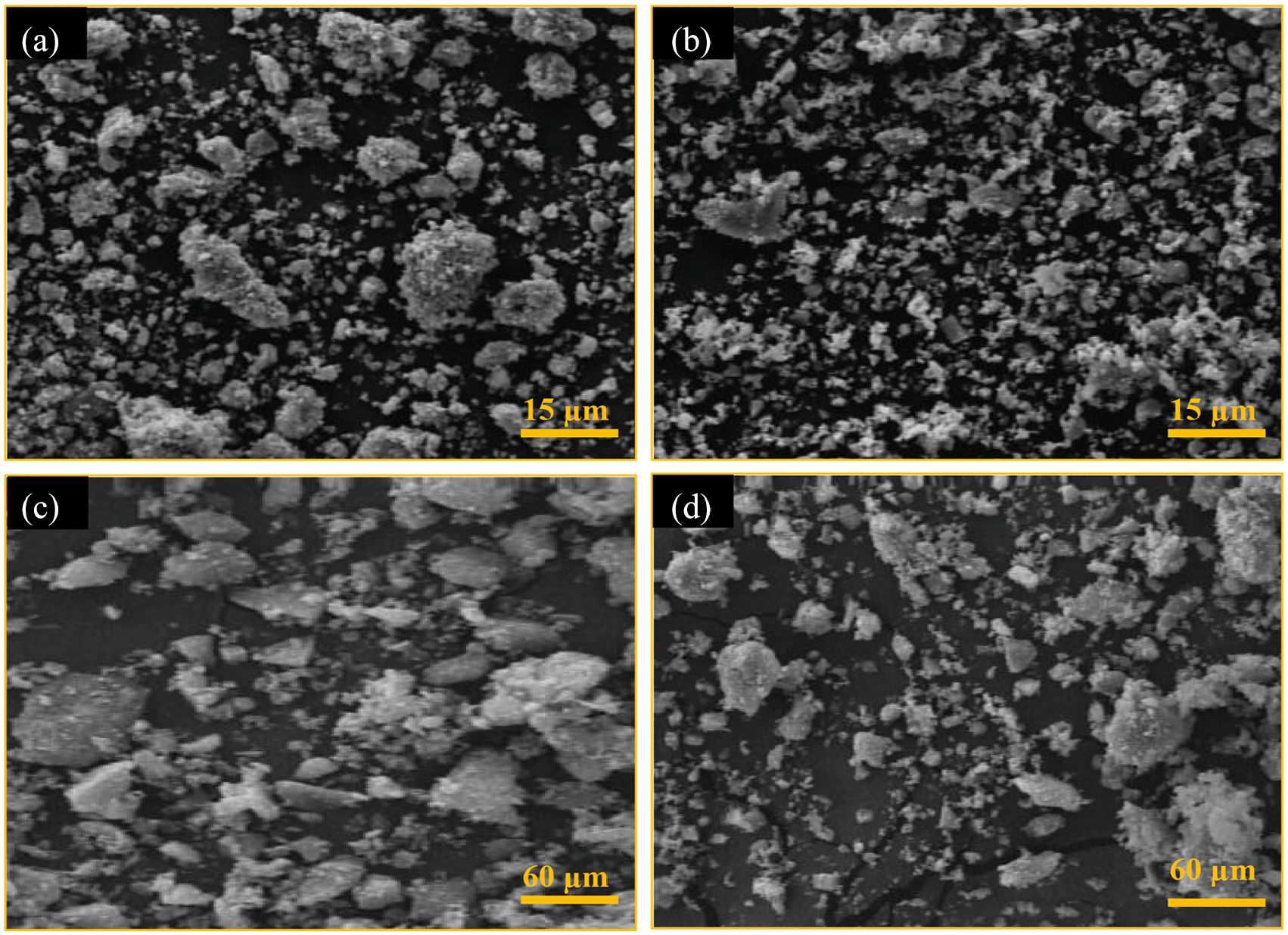
The FESEM images of the AZ91D/70 wt.% SiC composite powders: (a) milling for 5 h and a BPR of 10:1, (b) milling for 5 h and a BPR of 20:1, (c) milling for 10 h and a BPR of 10:1, and (d) milling for 10 h and a BPR of 20:1.
Magnesium alloy mixture with the reinforcing particles changes the mechanical alloying/milling system from a ductile-ductile to a brittle-ductile system. As mentioned earlier, the mechanical alloying of the AZ91D/SiC composite can be explained as follows: in the early milling stage, the ductile particles are deformed, while the brittle ones crush. Continuing the process, by starting the ductile particles to be welded, the brittle particles will be trapped between two or more ductile particles when the balls hit. Consequently, the reinforcing particles crushed place on the surface of the welded particles, forming a real composite particle. These phenomena cause the material to harden and prone to the fracture process. Finally, the welding and fracturing mechanisms are balanced, and the composite particles are formed.
The particle size distribution curves for the AZ91D/70 wt.% SiC composite powders are shown in Figure 7. Based on what is seen in the curves of Figure 7(a) and (b) after milling for 5 h with a 100% increase in BPR, D50, and D90–D10 values decrease by 35% and 40%, respectively. According to Figure 7(c) and (d) after milling for 10 h, D50, and D90–D10 values decrease by 43% and 70%, respectively.
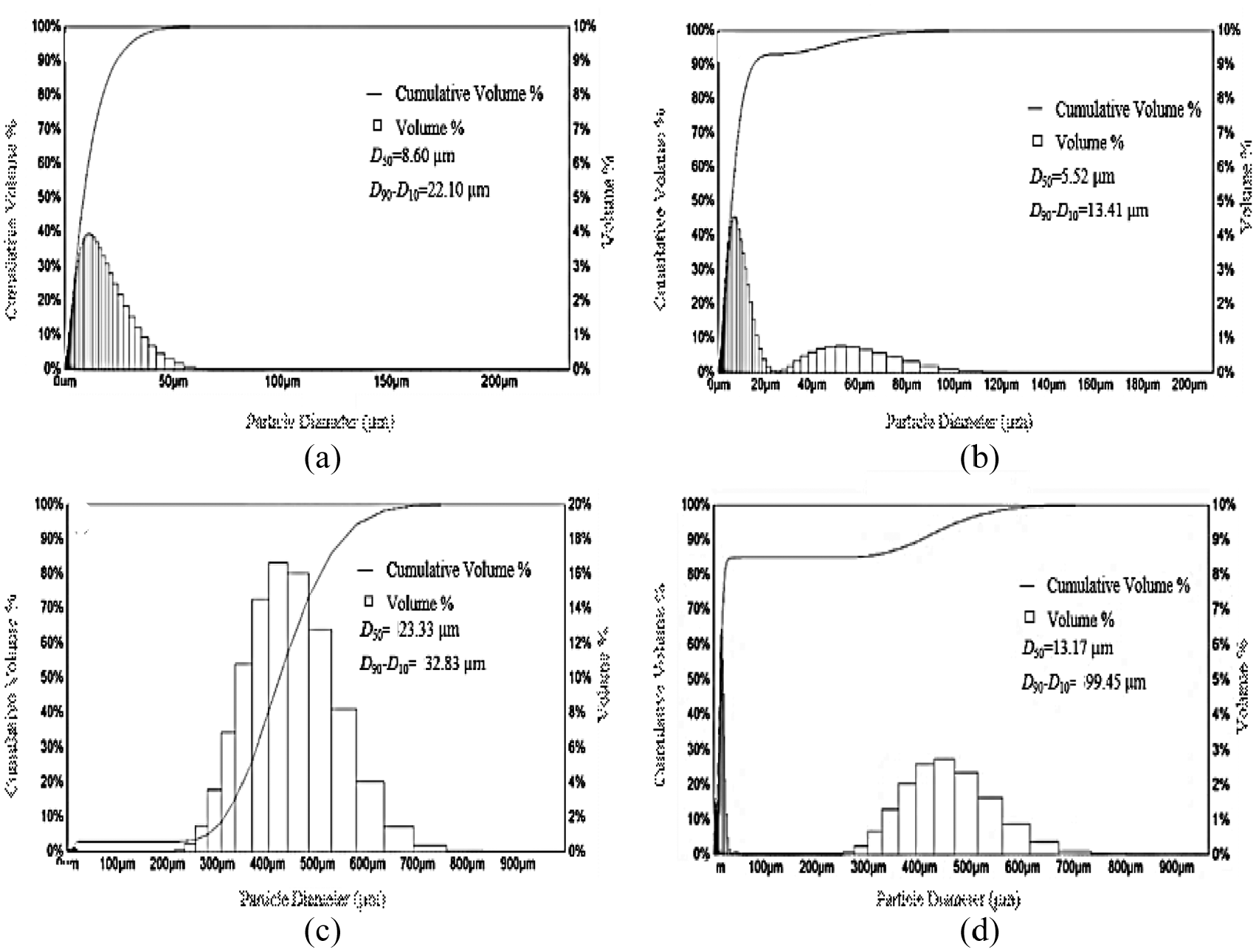
Particle size distribution curve of composite powder with 70%-SiC: (a) milling for 5 h and a BPR of 10:1, (b) milling for 5 h and a BPR of 20:1, (c) 10 milling for hours and a BPR of 10:1, and (d) milling for 10 h and a BPR of 20:1.
Figure 7(a) and (b) are compared to each other in a constant BPR, D50, and D90–D10 increase by 170% and 45%, respectively. The same behavior observes during comparing Figure 7(b) and (d). This increase in grain size, as well as in the particle distribution criterion, shows that by increasing the milling time, the particle size increases and their distribution becomes more non-uniform due to welding of brittle particles to the matrix phase and then their agglomeration. Therefore, it can be seen that the higher BPR has a more significant effect on the uniform distribution of the composite powder particles compared to the higher milling times.
Figure 8 shows the X-ray diffraction patterns of the two different powders: (1) the powders obtained from milling the chips and (2) alloyed with 70 wt.% SiC powder. The AZ91D magnesium alloy is a two-phase alloy consisting of a hexagonal crystal structure α-Mg phase and a cubic crystal structure β-Mg17Al12 intermetallic phase (the eutectic phase consists of alternating layers of these two phases). Mechanical milling causes the peaks to flatten due to a decrease in the grain size of the crystal and an increase in the lattice strain at the crystal boundary, leading to increasing the stiffness (see the increase in the peak width of the AZ91D alloy phases in Figure 8(a)). In the AZ91D/SiC composite powder diffraction pattern, a new peak of the Mg2Si intermetallic phase is shown because of the free Si entering from the reinforcing particles into the composite powder. The contamination of the milling cups and balls is a common problem in mechanical milling and alloying during longer milling times, meaning applying higher milling speeds and harder compounds. Metal powders can quickly form a thin coating layer on the surfaces of the milling balls and cup walls, which reduces the amount of contamination by preventing the milling environment from coming into contact with the powders. Based on the diffraction patterns, it is clear that no unwanted phase with a volume fraction above 5% occurs during the mechanical milling and alloying processes in the powders under the argon gas atmosphere.
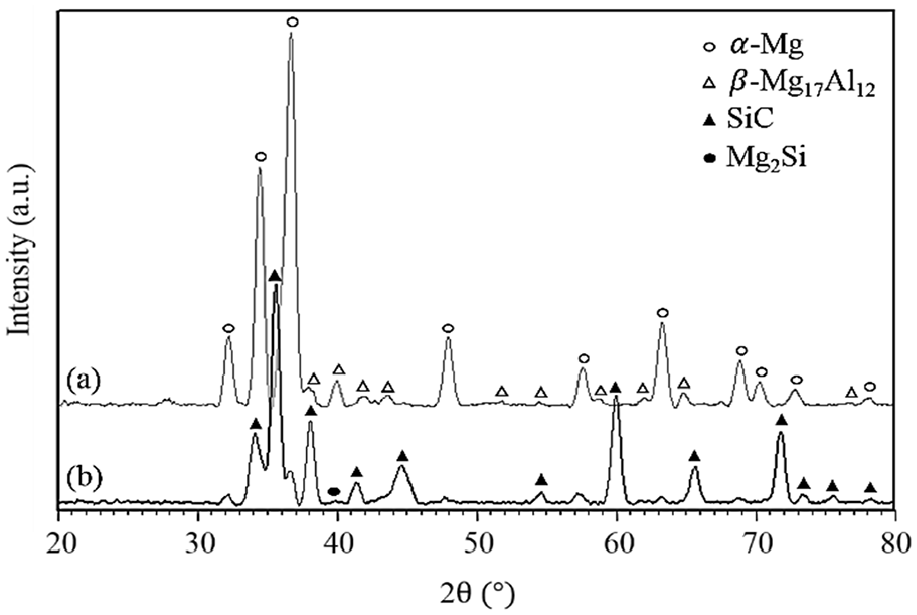
The X-ray diffraction pattern of the powder from: (a) mechanically milled AZ91D chips and (b) mechanically alloyed AZ91D/70 wt.% SiC composite.
To investigate the effect of the amount of reinforcing particles on the morphology and distribution of the composite powders, a composite containing 40% of SiC particles was produced under the appropriate conditions (milling for 5 h and a BPR of 20:1). The microstructure and particle distribution curve are shown in Figure 9. Figure 9(a) shows that the SiC particles are penetrated inside the matrix and their distribution is homogeneous. Figure 9(b) shows remaining the particle size unchanged, but the distribution of the particles was improved by 37% compared to using 70% reinforcing particles.
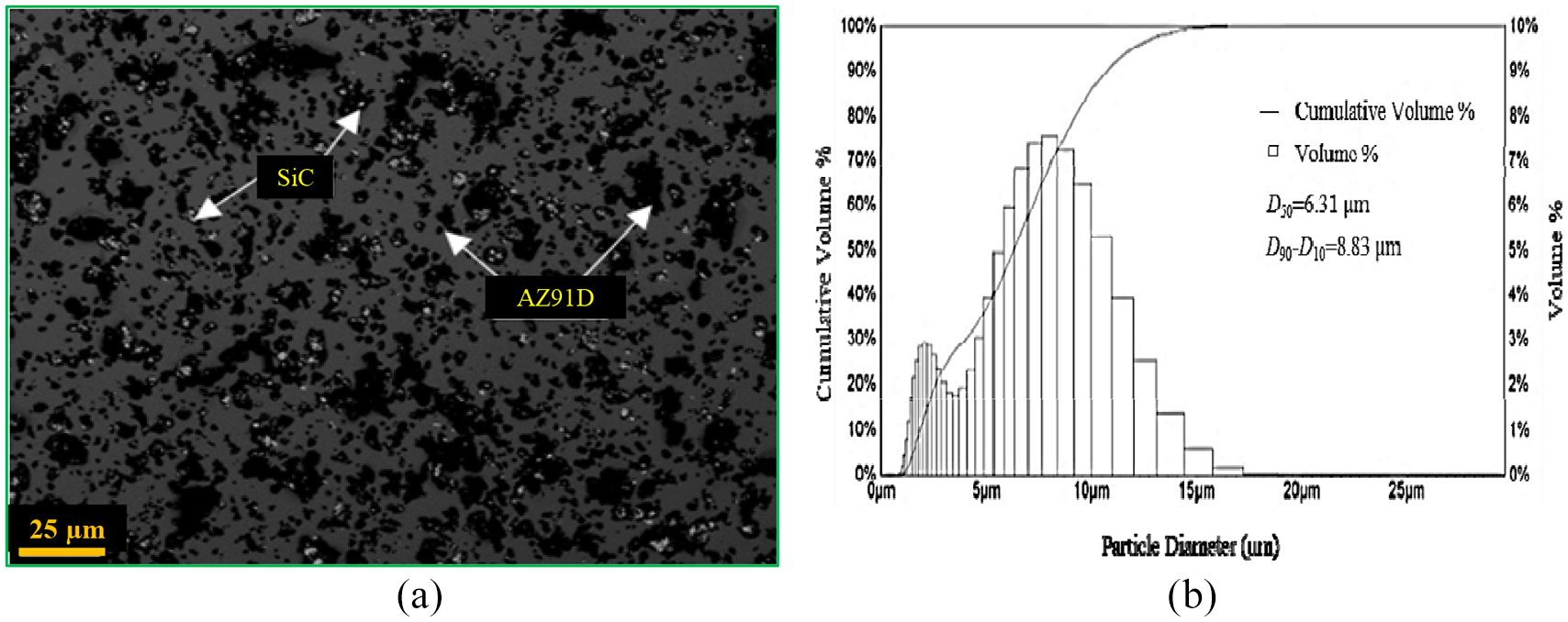
(a) The microstructure of the AZ91D/40 wt.% SiC composite powder and (b) the particle size distribution curve (milling for 5 h and a BPR of 20:1).
Figure 10 shows the FESEM image and EDS analysis of the AZ91D/SiC composite powder after alloying for 5 h and a BPR of 20:1. The AZ91D particles are flat and shaped sheets and SiC particles are irregular with sharp angles. As shown in Figure 10(b), using the mechanical alloying process, a uniform distribution of the SiC particles in the AZ91D magnesium alloy can be achieved. The particle size distribution curve of the AZ91D/SiC composite powder is given in Figure 10(c). According to the curve obtained, it is possible to achieve fine particles with limited size distribution by the process performed.
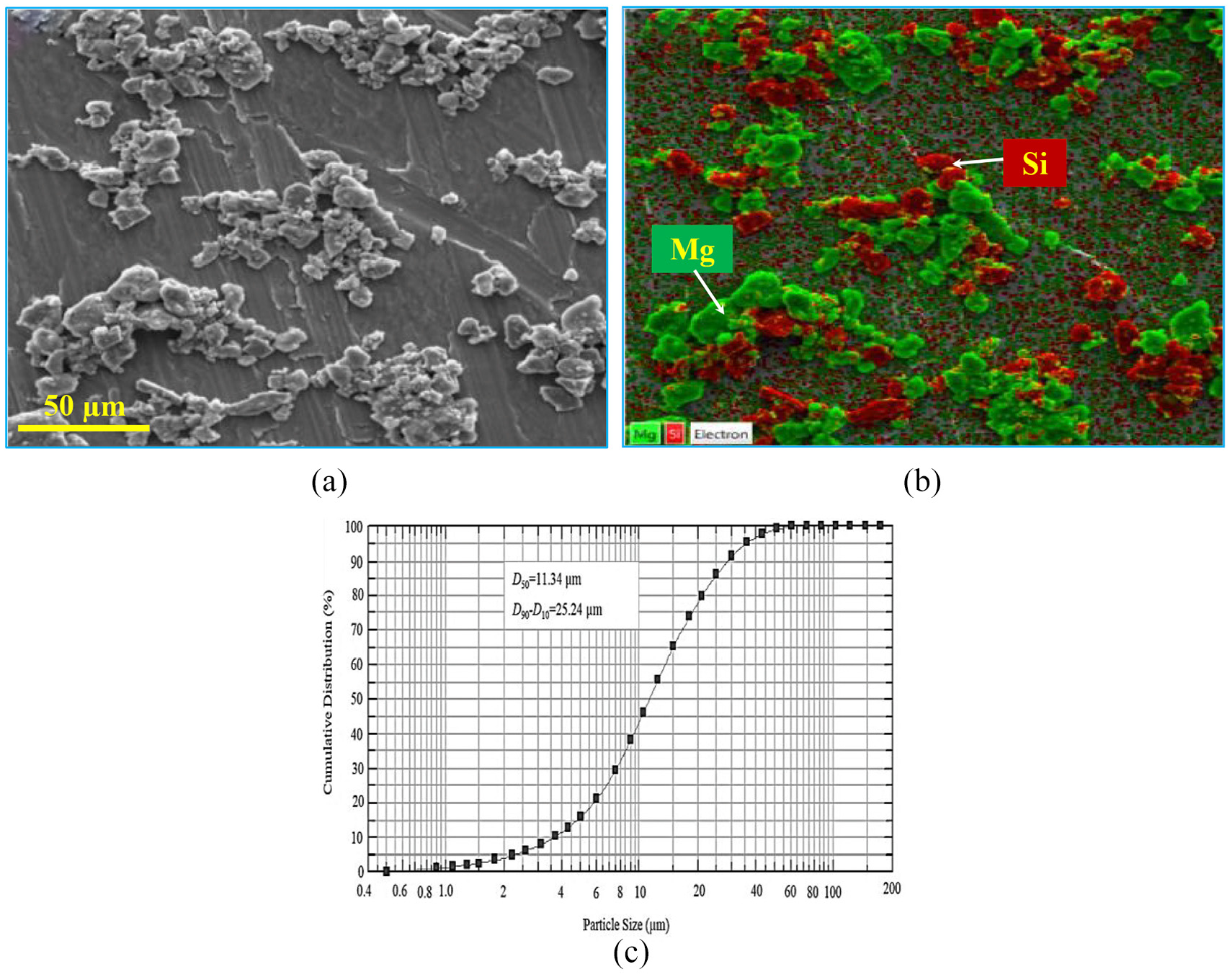
(a) The FESEM image, (b) EDS analysis, and (c) elemental distribution of the AZ91D/40wt.% SiC composite powder.
Conclusions
In this research, the morphology and distribution uniformity of the AZ91D-SiC composite powder produced from magnesium chips by mechanical milling and alloying were studied. A four-level mechanism was proposed for the mechanical milling of the machined chips based on the morphological changes of the chips. It was concluded that the influence of the milling time is important in the milling process. As a general conclusion, by selecting a higher BPR, the powder with a smaller and limited size distribution can be achieved at lower milling times. The best condition was obtained after milling for 10 h and a BPR of 25:1. The powder yield was at its maximum value and did not change much with the change of milling conditions.
The mechanism of the ductile-brittle system was explained for the mechanical alloying of the AZ91D/Sic powder. It was shown that a higher BPR has a more significant effect on the uniform distribution of the particles compared to a higher milling time. The uniformity of the particle distribution is higher after alloying for 5 h and a BPR of 20:1. A new peak in the XRD pattern of the powder obtained did not appear during the mechanical alloying process. With the reduction of the reinforcement content from 70% to 40%, the size of the composite particles remained unchanged, but the distribution of the particles improved.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.