
Abstract
In multistage manufacturing systems, a stream-of-deterioration (SOD) phenomenon poses two challenges for effective preventive-maintenance (PM) scheduling. First, the deterioration of each machine contributes to the deterioration of the final-product quality, and thus timely PM should be conducted to prevent excessive quality deterioration. Second, the deterioration of different machines leads to different degrees of deterioration in the final-product quality; thus, the PM of different machines will result in different degrees of improvement in the final-product quality. To address both challenges, a QMM-MOP methodology that adopts an interactive bi-level scheduling framework is proposed. In machine-level scheduling, a quality-integrated maintenance model (QMM) is developed by incorporating intermediate-product quality deterioration into the total cost to schedule timely PM for each individual machine. In system-level scheduling, maintenance-operation prioritization (MOP), based on a SOD-enabled quality-improvement factor, is proposed to select machines for PM. The case study shows that the proposed methodology can ensure a higher final-product quality with a lower total cost. The contribution of this paper is to develop a QMM-MOP methodology that integrates product-quality improvement into an interactive bi-level PM scheduling framework and enables MOP based on the-quality improvement factor to best improve the final-product quality.
Keywords
Introduction
With the development of advanced manufacturing technologies, multistage manufacturing systems (MMSs), which produce products through sequential production stages, have been widely used in various industrial applications. 1 Product quality and machine reliability are key performance indicators for MMSs and are significantly affected by the conditions of the machines. Preventive maintenance (PM) can improve the conditions of the machines and consequently improve the product quality and machine reliability.2–5 However, PM activities consume resources and interrupt normal production, which may lead to considerable costs. Therefore, for MMSs, effective PM scheduling is required to ensure high product quality and machine reliability with the lowest possible PM cost.
The PM problem of MMSs belongs to the PM problems of multi-unit manufacturing systems, and many PM policies and models have been proposed for this type of problems.6–13 However, existing PM policies and models for multi-unit manufacturing systems mostly focus on improving unit reliability and reducing maintenance cost, while they seldom consider the improvement of product quality. For MMSs, product quality is as important as machine reliability; thus, product-quality improvement should be considered in the PM scheduling of MMSs.
To develop PM policies for MMSs with considering the improvement of both product quality and machine reliability, a stream-of-deterioration (SOD) phenomenon14,15 in the systems should be considered. The SOD phenomenon means that the deterioration of quality-related components (QRCs) of a machine will not only cause deviations in key product characteristics (KPCs) formed in the current stage, but also propagate to downstream stages and cause further deviations in the KPCs formed there. QRCs refer to machine components that have a significant impact on product quality, such as the cutting tools of a machine or the dies of a punching press. The SOD phenomenon poses two challenges for the PM scheduling of MMSs.
First, because of the SOD, the deviations of KPCs of the final products are the result of the combined effects of the QRC deterioration of machines in all stages. As each stage can introduce KPC deviations owing to the QRC deterioration, the final-product quality is subject to a high risk of deterioration. Therefore, timely PM should be conducted to decrease the product quality deterioration caused by the SOD.
To deal with this challenge, some researchers have proposed PM models where PM is performed to decrease the deterioration of product quality and machine reliability.14–23 In these studies, mathematical models were developed to quantitatively describe the SOD phenomenon and further predict product-quality deterioration. The quality deterioration of intermediate and final products is converted into quality losses, which are further incorporated into the total cost of machine-level and system-level scheduling to drive PM for machines. The results of these studies show that by incorporating product quality loss into the total cost, more PM operations will be scheduled for machines to reduce the product-quality deterioration. More PM operations will increase PM costs, but will simultaneously bring about a greater reduction in product-quality loss.
Second, because of the SOD phenomenon, the deterioration of different machines will lead to different degrees of deterioration in the final-product quality. Therefore, the PM of different machines will result in different degrees of improvement in the final-product quality. This fact is ignored in existing quality-integrated PM models.14–23 According to this fact, it is desirable to prioritize machines with greater abilities to improve the final-product quality through PM in the system-level scheduling. In addition, a quality-loss threshold (QLT) should be imposed on the final-product quality loss to trigger PM in the system-level scheduling. However, this challenge has not been addressed in the existing literature.
To deal with both challenges in the PM scheduling of MMSs, a QMM-MOP methodology adopting an interactive bi-level scheduling framework is proposed. In machine-level scheduling, a quality-integrated maintenance model (QMM) is developed to obtain the optimal PM interval for each machine, cycle by cycle, where the intermediate-product quality deterioration is converted into quality loss and then incorporated into the total cost to schedule timely PM. The optimal PM intervals of individual machines are fed into the system-level scheduling. In system-level scheduling, PM is triggered when the final-product quality loss reaches a predetermined QLT, or the scheduled PM time of a machine arrives, whichever comes first. If PM is triggered by the QLT, maintenance-operation prioritization (MOP) will be conducted, based on a quality improvement factor, to select machines for PM. This factor is developed, based on the SOD model, to evaluate the ability of each machine to improve final-product quality through PM. The decision results in system-level scheduling are fed back to the machine level for the next cycle scheduling.
The key differences between the proposed QMM-MOP methodology and existing methodologies cited previously are summarized as follows.
Conventional PM models6–12 do not consider product-quality improvement in PM scheduling, while the QMM-MOP methodology considers product-quality improvement in PM scheduling at the machine and system levels.
Existing quality-integrated PM models14–23 incorporate product-quality deterioration into the total cost to drive PM; however, they ignore the fact that the PM of different machines will result in different degrees of improvement in the final-product quality. The fact is considered in the QMM-MOP methodology. To this end, a quality-improvement factor is developed to evaluate the ability of each machine to improve the final-product quality through PM. This factor is further used to prioritize the PM operations of all machines in system-level scheduling. In the case-study section, the proposed methodology is compared with the above two types of models to demonstrate its superiority.
The reminder of this paper is organized as follows. Section 2 describes the SOD model. Section 3 presents the QMM-MOP methodology for the PM scheduling of MMSs, which includes the QMM for machine-level scheduling, MOP for system-level scheduling, and QMM-MOP for interactive bi-level scheduling. In Section 4, a case study is investigated using the proposed methodology, and results are discussed. In Section 5, conclusions are drawn and future work is presented.
Stream of deterioration (SOD) model
Consider a serial MMS applied to produce a kind of products during a finite planning horizon. In the serial MMS, the machines are subject to deterioration because of age and usage. Specifically, the deterioration of the QRCs of the machines will systematically lead to product quality deterioration and cause a SOD phenomenon. Lu and Zhou 14 developed a SOD model to quantitatively describe the SOD phenomenon. Under this model, the deviations of KPCs generated in each stage are considered as responses of three input factors: (i) the deviations of KPCs generated in upstream stages, (ii) the deterioration of QRCs of the machine in the current stage and (iii) the noise variables in the current stage. The noise variables refer to the factors that have significant impacts on product quality and vary randomly and cannot be controlled by maintenance. Examples of noise variables include the human factors, raw materials, environmental variations, etc. The noise variables are assumed to follow a multivariate normal distribution with zero means.
Figure 1 illustrates the SOD phenomenon in the serial MMS. In stage k,
Situation 1: The sth KPC is not formed in stage k and has not been formed in an upstream stage. In this situation, we have

Situation 2: The sth KPC is not formed in stage k but has been formed in an upstream stage. In this situation, we have

Situation 3: The sth KPC is formed in stage k, that is,
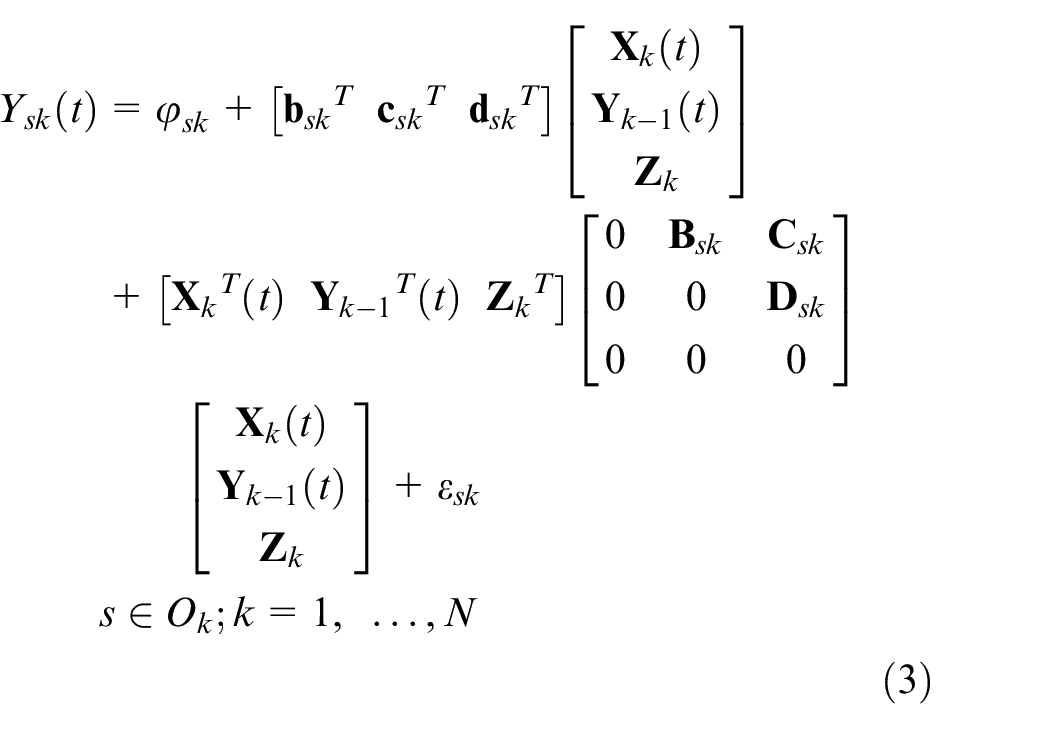
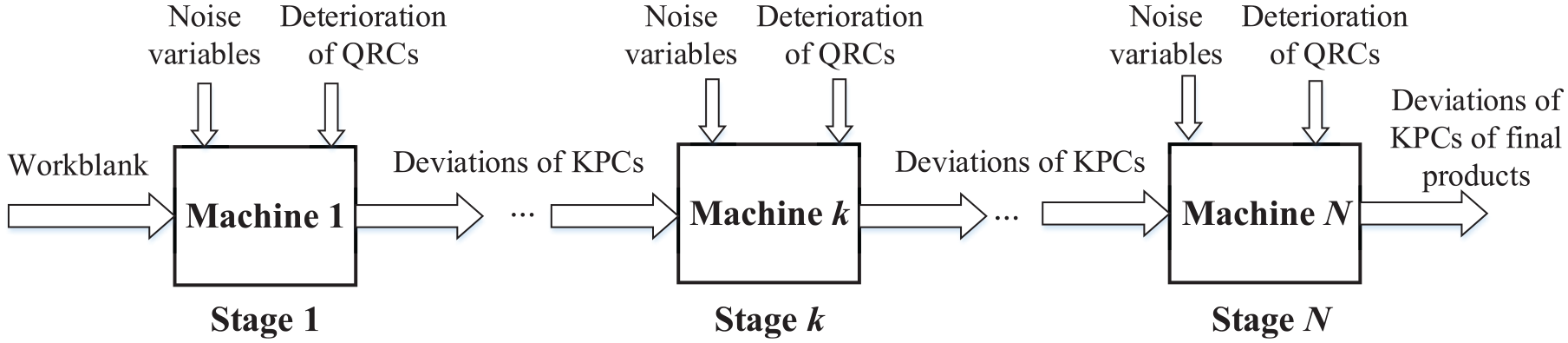
Schematic illustration of SOD phenomenon in the serial MMS.
where
Based on the SOD model, a recursion formula that describes the transformation from

where
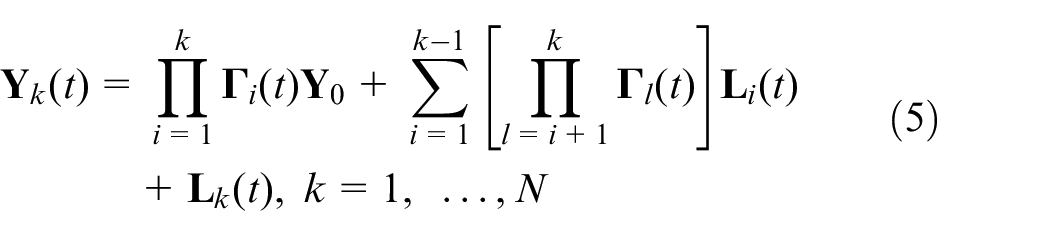
Based on equation (5),
Modeling the deterioration processes of QRCs
The deterioration processes of QRCs (i.e. the wear of cutting tool) are generally stochastic processes with independent and non-negative increments, which can be properly described by gamma process.19,24 Assume that the deterioration processes of the QRCs of a machine are statistically independent. The deterioration states of the QRCs of machine k at t (t > 0) are represented as
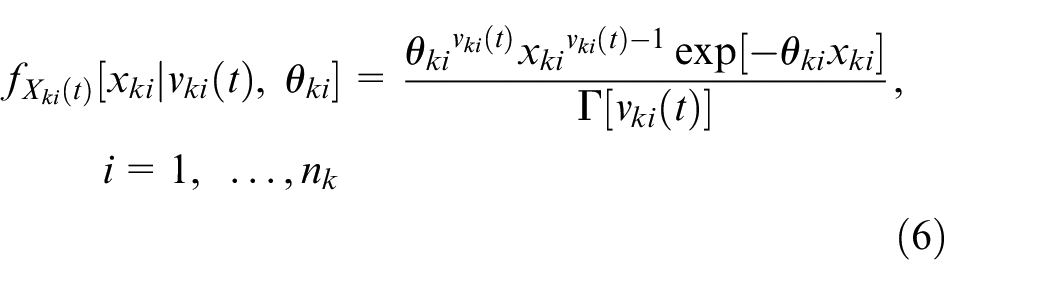
where

QMM-MOP methodology for the PM scheduling of a MMS
As stated previously, the deterioration of the QRCs of machines will systematically lead to product-quality deterioration. Thus, PM will be performed on machines to decrease the deterioration of product quality and machine reliability. In addition, whenever a machine fails, a minimal repair will be performed to restore it to the normal operating state. Frequent PM can ensure high product quality and machine reliability; however, it may cause excessively high PM costs. Thus, the QMM-MOP methodology is proposed to achieve the best trade-off between the PM cost and the cost caused by the deterioration of product quality and machine reliability.
The QMM-MOP methodology consists of interactive bi-level scheduling. In the machine-level scheduling, a QMM is developed to obtain the optimal PM intervals for each individual machine. In the QMM, the quality deterioration of intermediate products is converted into quality loss based on Taguchi’s loss function, and the quality loss, along with the minimal repair cost and PM cost, are integrated to form a total cost for PM time optimization.
In system-level scheduling, MOP is conducted based on the quality improvement factor to select machines for PM. The quality improvement factor evaluates the ability of each machine to improve the final-product quality through PM. Thus, the MOP enables the selection of the “best” machines for PM from the perspective of quality improvement. Note that the quality deterioration of the intermediate and final products can be predicted, based on the SOD model.
The following assumptions are made for the QMM-MOP methodology.
In a PM activity for a machine, all QRCs of the machine are repaired or replaced. Thus, the PM will restore the QRCs of the machine to completely new states. Meanwhile, those components of the machine that are judged to be in bad conditions are repaired or replaced. As a result, the PM will restore the machine condition to somewhere between “as good as new” and “as bad as old.”
Minimal repair does not change the machine condition or the deterioration states of QRCs. The duration of minimal repair is neglected.
The serial MMS is balanced. That is, the production rate of each machine is the same and equals the production rate of the system.
The QMM for machine-level scheduling
In this section, a QMM is developed to obtain the optimal PM interval for each machine, cycle by cycle, where intermediate-product quality deterioration is converted into quality loss and then incorporated into the total cost to schedule timely PM.
Evaluation of product quality loss
When developing the QMM for a machine, only the product-quality loss caused by the deterioration of the QRCs of the machine is considered. Hence, it is necessary to derive the deviations of the KPCs caused by the deterioration of the QRCs of each machine. To this end, the deviations of KPCs generated in the upstream stages are assumed to be 0. Then, the deviations of KPCs caused by the deterioration of the QRCs of machine k can be represented as

The product quality loss caused by the deviations of KPCs can be evaluated based on Taguchi’s loss function
25
, which has the form

where
where
The QRCs of a machine are restored to completely new states after each PM. As a result, the quality-loss function will have the same form within each PM cycle. Note that a PM cycle is defined as the interval between consecutive PM operations.
Modeling of the machine-hazard rate
The deterioration of QRCs can directly influence their failure risk and can also affect the degradation processes of other components, owing to interactions between components. As a result, the deterioration states of QRCs may affect the failure risk of the entire machine. To evaluate the machine failure rate more accurately, it is desirable to integrate the deterioration states of the QRCs into the machine-hazard function and estimate their effects. The proportional hazard model (PHM) is commonly used to estimate the effects of covariates on the failure risk of a unit (e.g. a machine), where the covariates refer to the factors that may influence the failure risk of the unit. 26 Clearly, the deterioration states of QRCs can be considered as covariates and further integrated into the machine-hazard function.
Given

where
PM will restore the machine condition to somewhere between “as good as new” and “as bad as old.” The virtual age method
27
is adopted to evaluate the effect of PM on the machine-failure rate. Let

where
Let
Considering the stochastic nature of

where

For the derivation method, please refer to Section 3.3 of Lu et al. 19 The failure-rate function will be used to calculate the minimal repair cost.
Quality-integrated maintenance modeling for individual machines
For each individual machine, the product-quality loss, minimal repair cost, and PM cost are integrated to form the total cost for PM time optimization. The PM cost includes the PM preparation cost (i.e. transportation of maintenance crew), production loss and PM operation cost (i.e. replacement of failed components). The aim of PM optimization is to find the optimal PM time that minimizes the cost per unit time over the current PM cycle, which is the ratio of the total cost to the time interval of the current cycle. The cost per unit time over a PM cycle is referred to as the cost-rate function.
The cost-rate function over the jth PM cycle for machine k is given as
In equation (16),
From equation (13), it can be seen that the machine-failure rate continuously evolves with PM interventions. As a result, the cost-rate function continuously evolves with PM interventions. For the jth PM cycle, the optimal PM interval can be obtained by minimizing
Maintenance-operation prioritization (MOP) for system-level scheduling
The optimal PM intervals of the individual machines are fed into the system-level scheduling. The principle of system-level scheduling is illustrated in Figure 2.
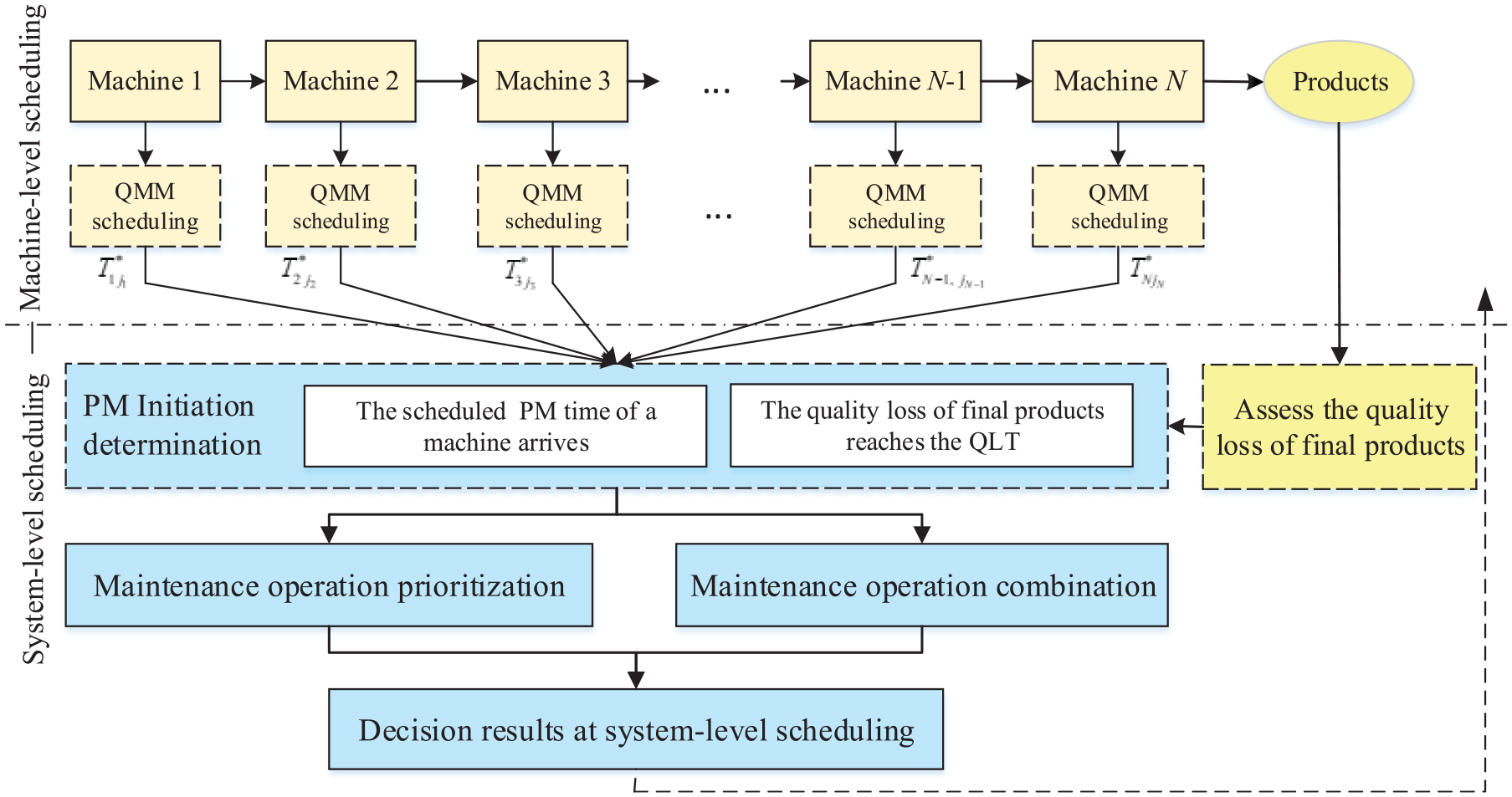
System-level scheduling procedure.
In system-level scheduling, it is necessary to first determine when the PM will be initiated. PM is initiated when the scheduled PM time of a machine arrives, or the quality loss of the final products reaches the QLT, whichever comes first.
Let

The time when the final-product quality loss reaches the QLT can be calculated, based on the final-product quality loss function and the QLT. Let

The final-product quality loss is caused by deviations of the KPCs of the final products. The deviations of the KPCs of the final products, denoted as
where
If the PM is triggered by the QLT, the quality loss of the final products must be reduced to below the QLT by performing PM on the machines. Based on the SOD effect, the PM of different machines will lead to different degrees of improvement in the final-product quality. When selecting machines for PM, it is desirable to give higher priority to the machines with greater quality-improvement abilities to best improve the final-product quality. Thus, a quality-improvement factor is proposed to evaluate the ability of each machine to improve the product quality though PM.
This factor is defined for a machine as the reduction of the final-product quality loss brought by the PM of this machine. Under this definition, the quality improvement factor for machine k is given by

where
The greater the quality-improvement factor for a machine, the greater the ability of the machine in quality improvement through PM. Therefore, the machine with the greatest quality-improvement factor is given the highest priority, and the machine with the least quality-improvement factor is given the lowest priority. Then, a priority queue
Each time PM is initiated for the system, it is desirable to select a group of machines for PM. This is because jointly maintaining multiple machines can save common PM preparation costs and system production losses compared with maintaining them separately. The maintenance time window (MTW) method
6
is adopted to select a group of machines for PM. When PM is initiated at
If PM is triggered by the QLT, the machines in
QMM-MOP method for interactive bi-level scheduling
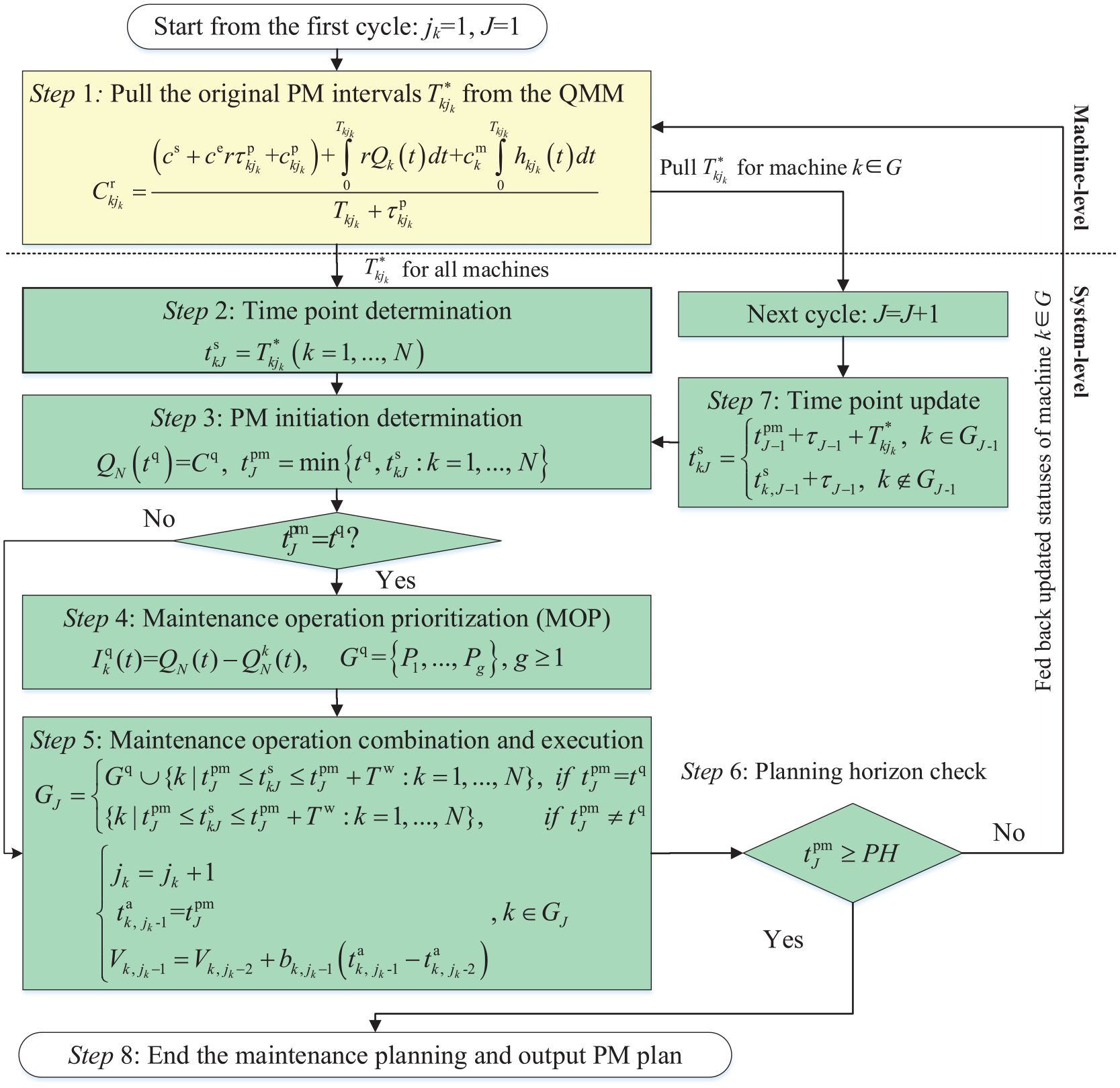
Combing the machine-level and system-level scheduling, a QMM-MOP methodology for interactive bi-level scheduling is formed. The flowchart of the interactive bi-level scheduling is illustrated by Figure 3.
Step 1 Sequential PM pulling at the machine level. Start the maintenance scheduling for each machine from the first PM cycle
Step 2 Time point determination. From the first system-level PM cycle

Step 3 PM initiation determination. PM is initiated when the scheduled PM time of a machine arrives, or the quality loss of final products reaches the QLT. The quality loss of final products within the Jth system-level PM cycle can be evaluated by
Flowchart of interactive bi-level scheduling for the MMS.
where

Determine the time when the Jth PM is initiated for the system by

If
Step 4 Maintenance operation prioritization (MOP). Calculate the quality-improvement factor for all machines (denoted as
Step 5 Maintenance operation combination and execution. Use MTW to combine PM operations, and then determine the group of machines for PM based on

Execute PM operations on the machines in the group
Moreover, let
Step 6 Planning horizon check. Check whether the scheduling time
Step 7 Time point update. Fed the updated statuses of maintained machines back to machine-level scheduling and pull the original PM intervals

Then go back to step (3) to determine the time when the next system-level PM is initiated.
Step 8 Maintenance scheduling termination. End the maintenance scheduling and output the PM schedules for the system, represented as
Based on the PM schedules of the system, the total cost of the system, including product-quality loss, minimal repair cost, and PM cost, over the planning horizon can be evaluated as follows:
where
From Figure 3, it can be obtained that the frequency count (i.e. execution times of statements) of the QMM-MOP method is T(N) = [(6L + 8)N + 4] m, where L denotes the number of candidates for the optimal PM time of each machine, and m denotes the number of PM cycles for the system. When the number of machines is considered as the variable, the time complexity of the proposed method is O(N). Apparently, the time complexity of the proposed method is linear with the number of machines. Therefore, the proposed method will not lead to large computational cost when applied to large scale MMSs. The proposed method adapts to large-scale systems.
Case study
Case overview
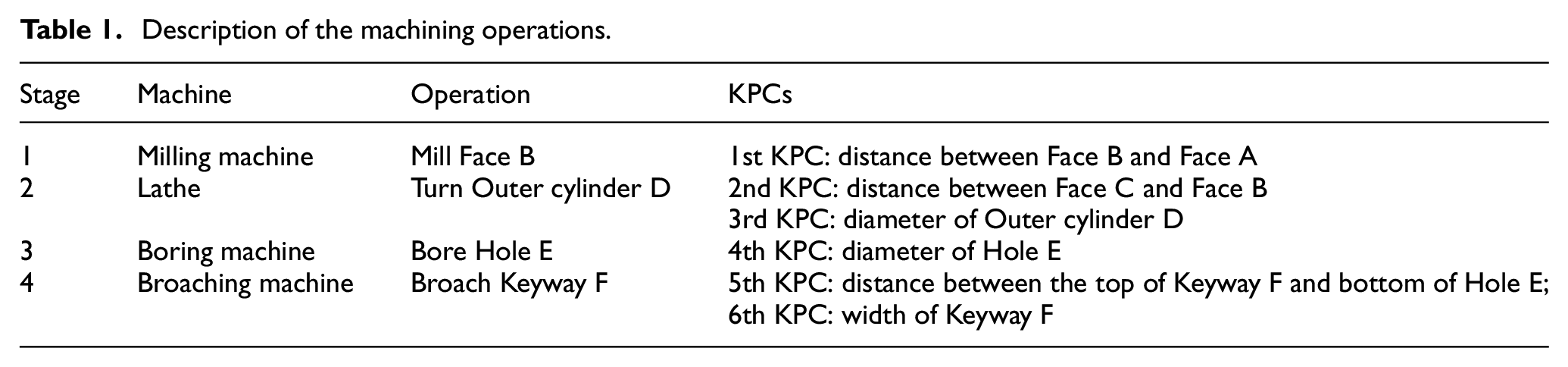
In this section, a case study is conducted to illustrate the effectiveness of the proposed QMM-MOP methodology. The case was cited from Lu and Zhou. 15 The case deals with a serial four-stage machining system employed to produce a kind of shaft sleeves. The shaft sleeve is illustrated in Figure 4. A shaft sleeve is completed through four stages of machining operations, as described in Table 1. The QRCs and the noise variables in each stage are presented in Table 2.
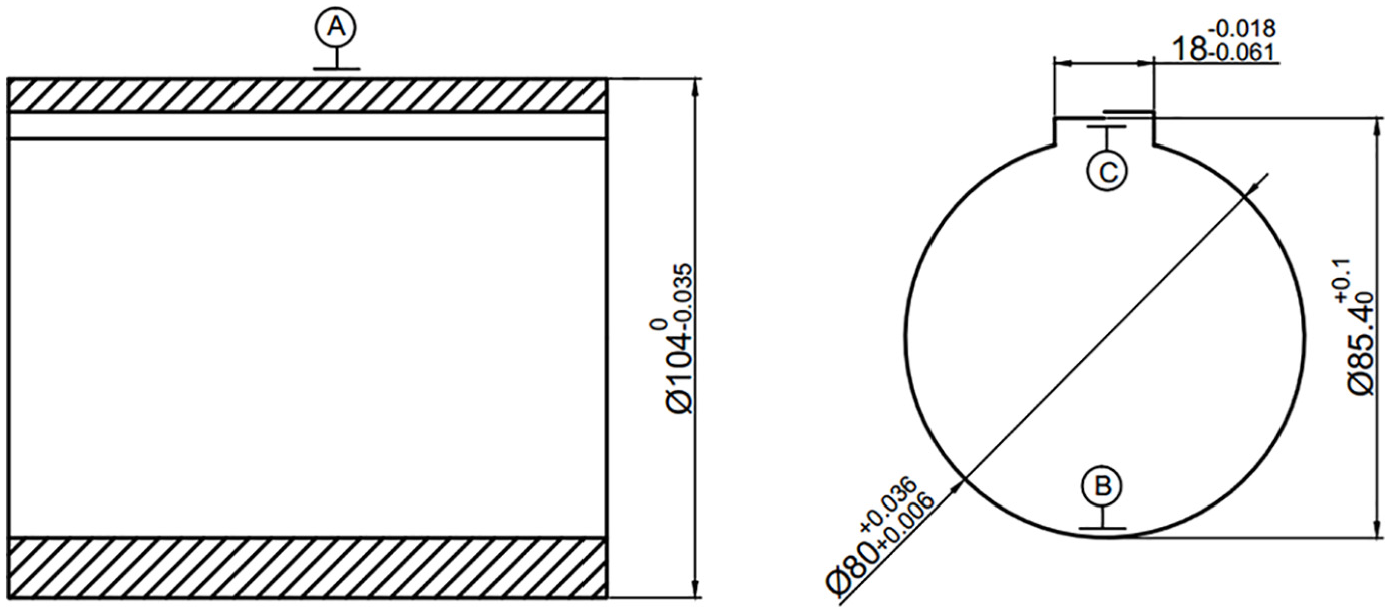
Schematic illustration of the shaft sleeve.
Description of the machining operations.
The QRCs and the noise variables in each stage.
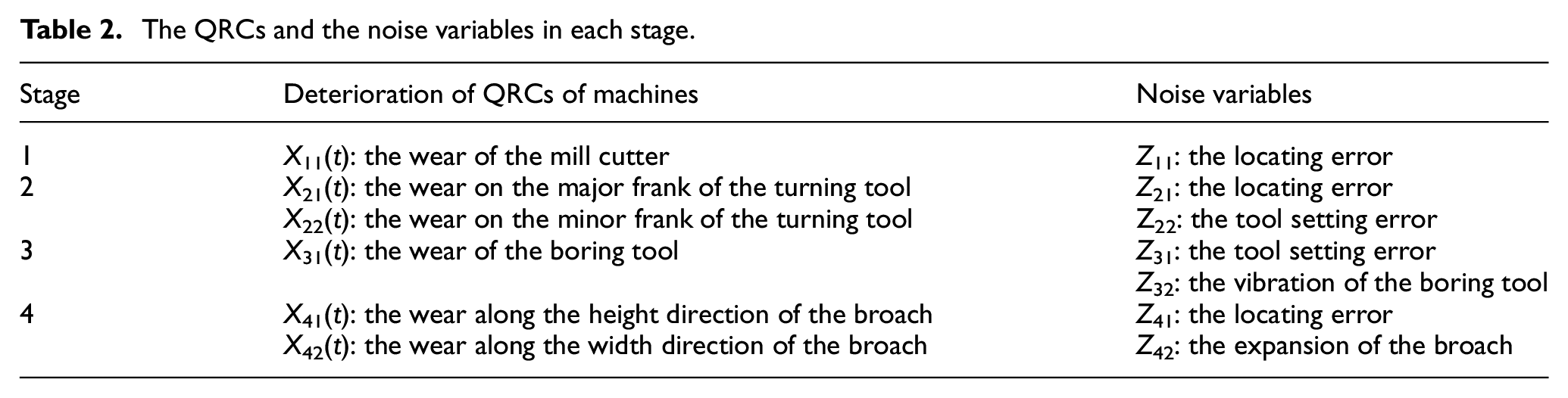
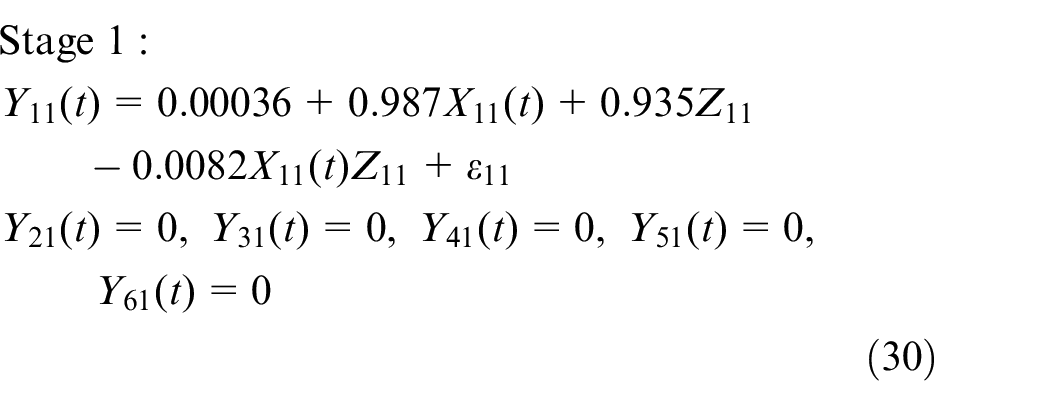
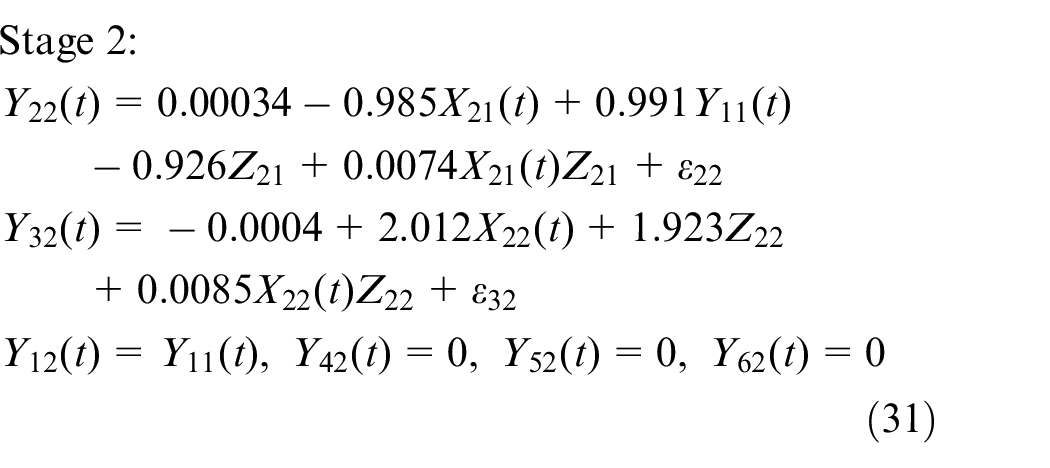
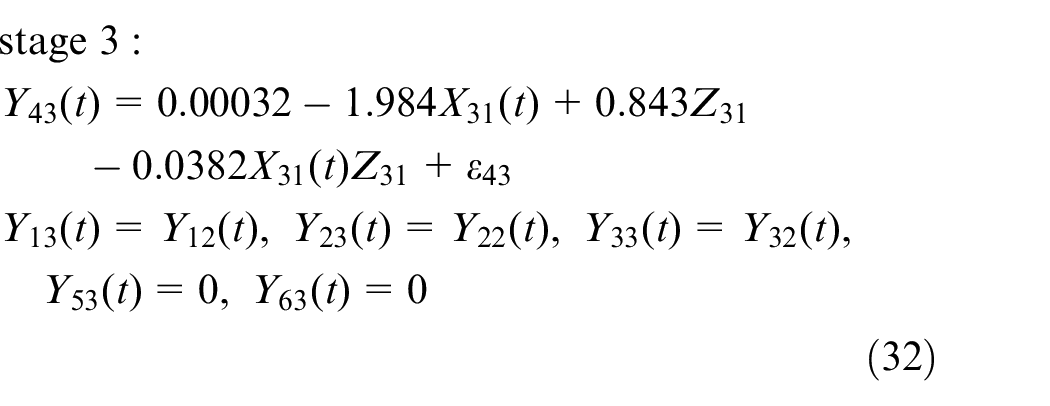
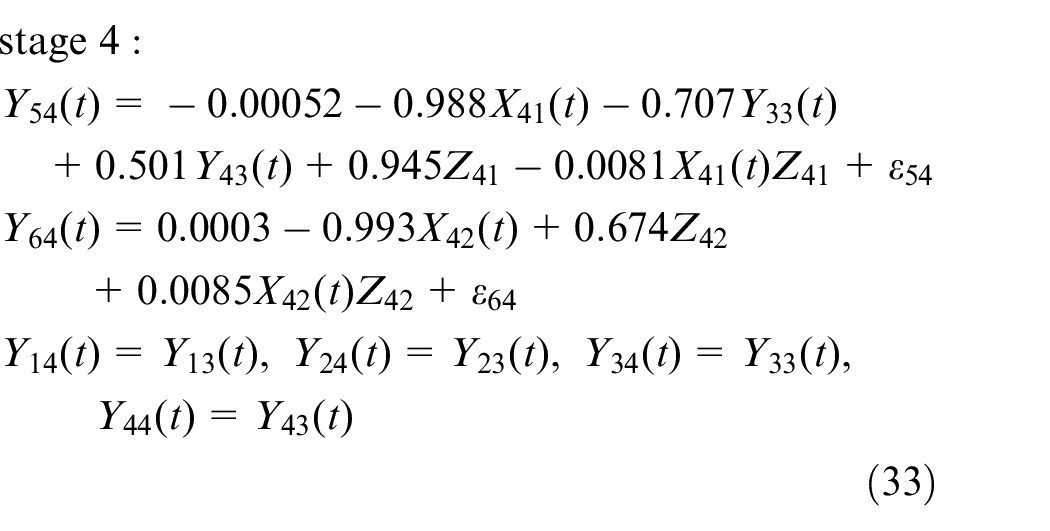
The parameters of the SOD models are presented in equations (30)–(33). The parameters of the model errors are: σ11 = 0.00082, σ22 = 0.0008, σ32 = 0.00085, σ43 = 0.0009, σ54 = 0.00086, σ64 = 0.0008. The parameters for the noise variables in the four stages are:
Parameter values for the case.


Obtainment of optimal PM schedule
The decision parameters of the proposed methodology are
The optimal PM schedules are listed in Table 4. It can be found that seven PM activities are scheduled for the system. In each PM activity, multiple machines will be jointly maintained. This implies that the PM preparation cost and production loss will be reduced. For instance, in the second PM activity, four machines will be jointly maintained, which implies that three PM preparation costs and production losses will be avoided.
Optimal PM schedules for the entire system.
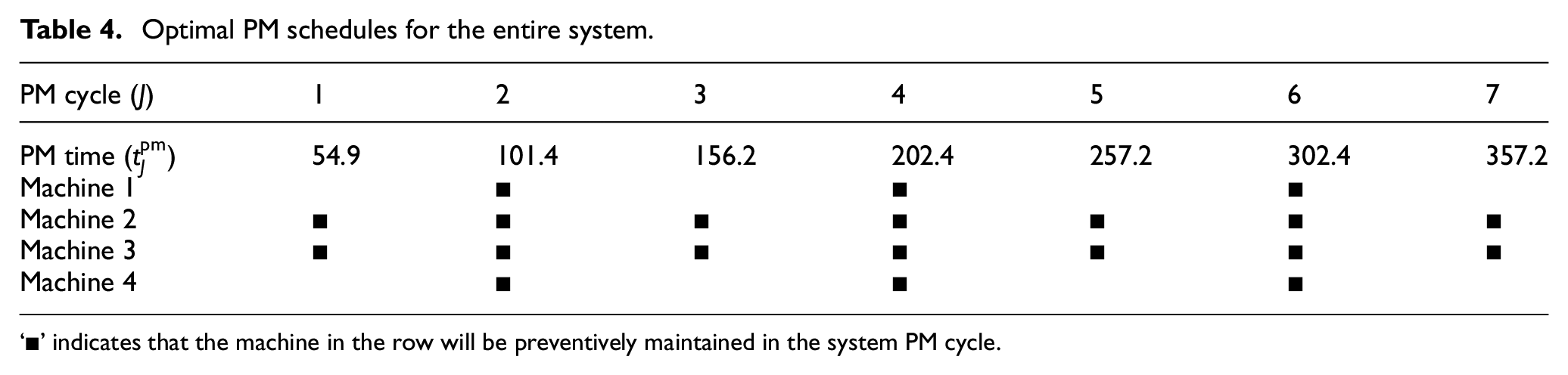
‘▪’ indicates that the machine in the row will be preventively maintained in the system PM cycle.
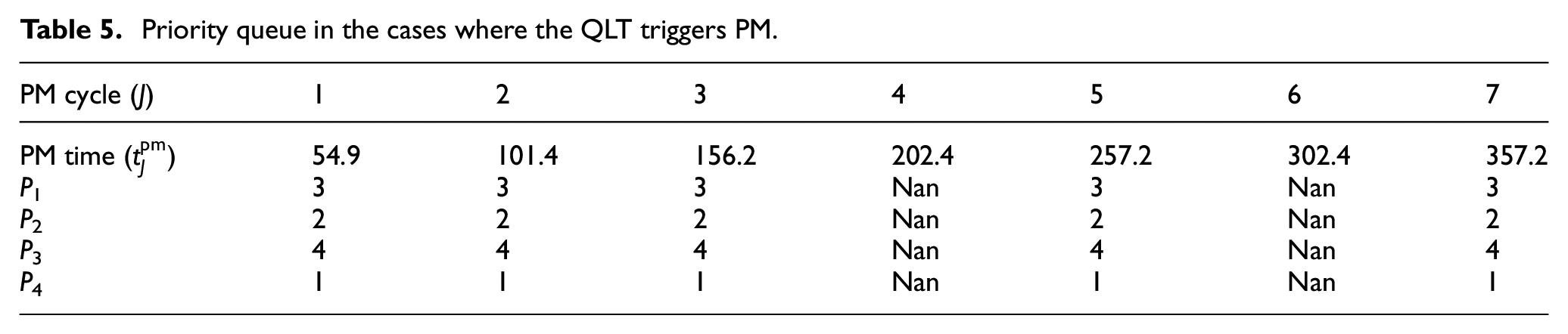
Table 5 shows the priority queue in the cases where the QLT triggers the PM. From Table 5, it can be observed that five PM activities are triggered by the QLT. This implies that the QLT plays an effective role in controlling the final-product quality. It can be also found that the priority queue is 3-2-4-1 in the five cases where the QLT triggers the PM. This indicates that the priority queue may largely depend on the physical properties of the serial MMSs. That is, the PM of some machines may inherently lead to greater improvement in the final-product quality in a serial MMS.
Priority queue in the cases where the QLT triggers PM.
Sensitivity analysis on the quality-loss coefficient
The quality-loss coefficient
Maintenance decision results under different
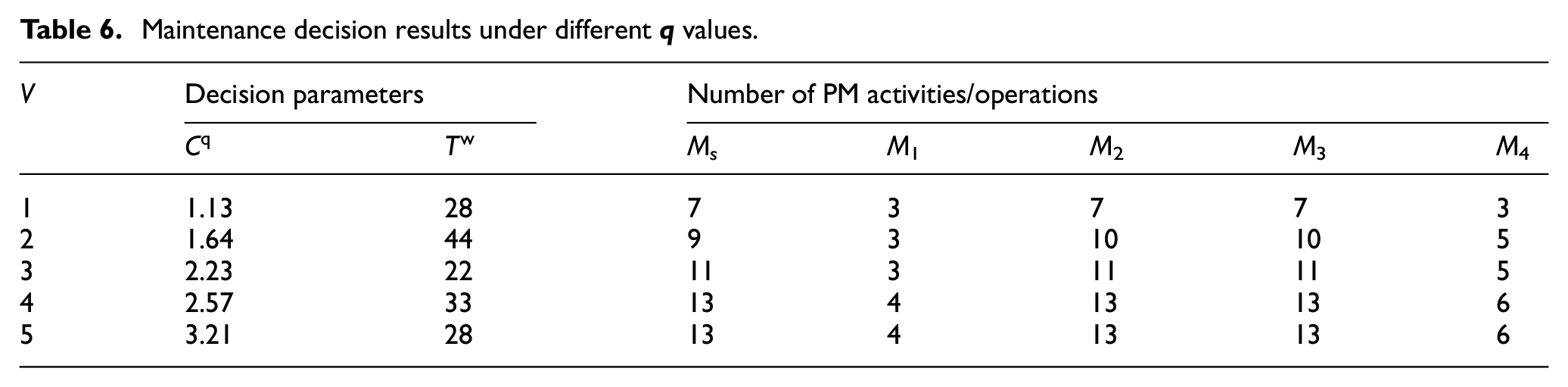
From Table 6, it can be observed that the optimal QLT increases with the increase of
Table 6 also shows that, with an increase in
Comparison with existing methodologies
In this section, the proposed QMM-MOP method is compared with two existing types of methods to demonstrate its superiority. As discussed in the introduction, the first type of method is the conventional PM models, and the second is the existing quality-integrated PM models.
For the conventional PM models, the MTW method is chosen for comparison with the proposed method. The only difference between them is whether product-quality improvement is considered in PM scheduling. In the MTW method, the MTW is used to group the PM operations in system-level scheduling. The PM schedules under the MTW method can be derived using the proposed QMM-MOP method by setting the quality-loss coefficients to 0. This is because, when the quality-loss coefficient is 0, product-quality deterioration will not impact PM scheduling.
For the existing quality-integrated PM models, the QMM-MTW method is chosen for comparison with the proposed method. The only difference between them is whether they consider the fact that the PM of different machines will result in different degrees of improvement in the final-product quality. In the QMM-MTW method, the QMM is adopted to obtain the optimal PM intervals for individual machines, and the MTW is used to group PM operations in system-level scheduling. The PM schedules under the QMM-MTW method can be derived using the proposed QMM-MOP method by setting QLT as +∞. When QLT equals +∞, the PM will never be triggered by the QLT, and thus MOP will never be conducted.
Table 7 shows a comparison of the three methods in terms of PM schedules. It can be found that the QMM-MOP method schedules more PM operations for all machines compared with the MTW method. This is because, the QMM-MOP method considers product-quality improvement in PM scheduling, and thus schedules more PM operations to reduce the product-quality deterioration. In addition, the QMM-MOP method schedules more PM operations for machine 3 than the QMM-MTW method. This is because, the QMM-MOP method conducts MOP based on the quality-improvement factor. As machine 3 is always given the highest priority, it is assigned more PM operations under the QMM-MOP method.
Comparison of PM schedules for the three methods.
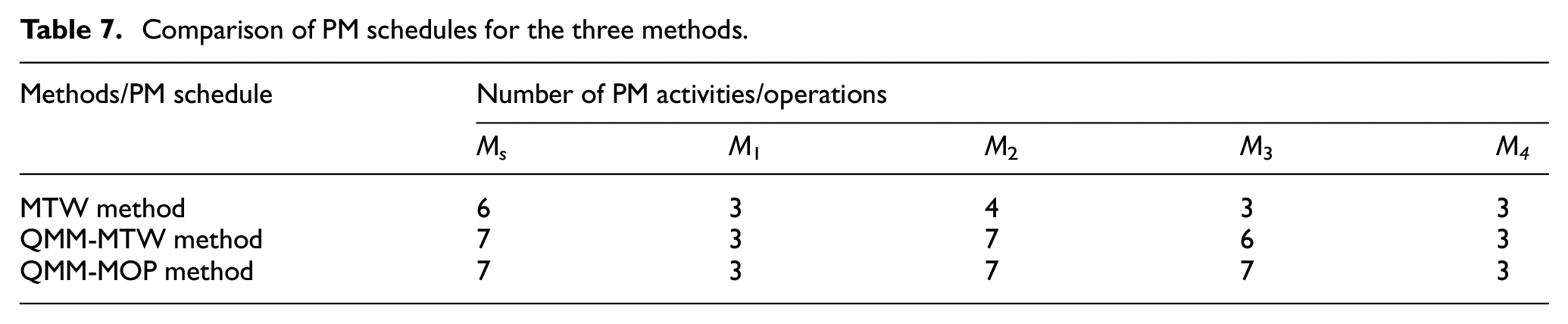
Table 8 shows a comparison of the three methods in terms of cost performance. It can be found that the QMM-MOP method generates higher PM-related costs, but lower product-quality losses and minimal repair costs than the MTW method. The higher PM-related cost is because more PM operations are scheduled by the QMM-MOP method. More PM operations result in greater reduction in product-quality loss and minimal repair cost, which consequently results in a reduced total cost. Specifically, the proposed QMM-MOP method can achieve a 42.33% reduction in product-quality loss and a 19.57% reduction in total cost, compared with the MTW method.
Comparison of cost performance of the three methods.

In addition, the QMM-MOP method generates higher PM-related costs than does the QMM-MTW method. This is because, the QMM-MOP method schedules more PM operations for machines with a greater ability to improve the final-product quality (through PM). More PM operations result in significant reduction in product-quality loss and consequently lead to a reduced total cost. Specifically, the proposed QMM-MOP method can achieve a 5.56% reduction in product-quality loss and a 0.76% reduction in total cost, compared with the QMM-MTW method.
Figure 5 shows the comparison of the three methods in terms of product-quality loss and the total cost under different values of
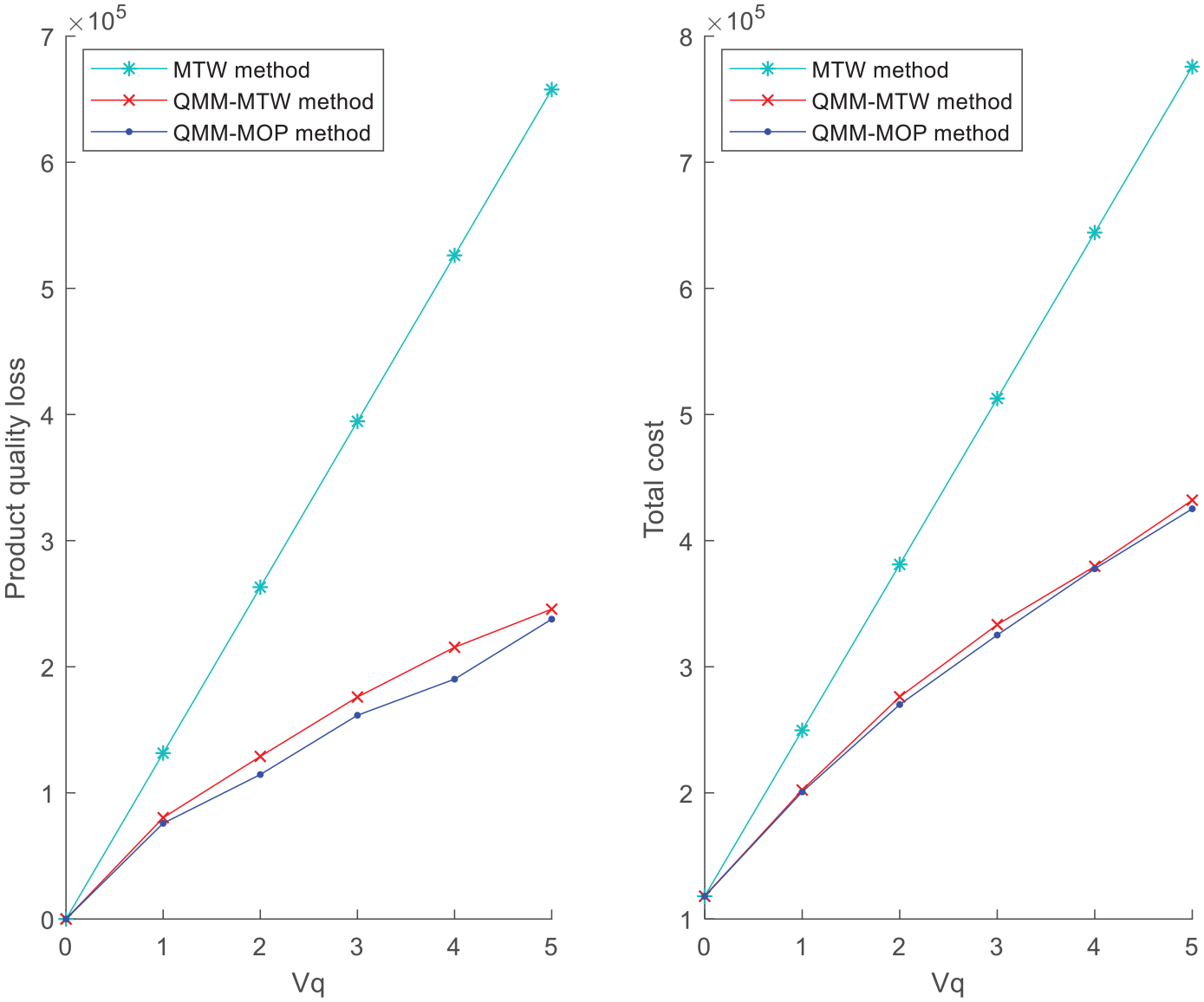
Comparison of the three methods in terms of product-quality loss and total cost under different
In addition, the QMM-MOP method has an obviously lower product-quality loss and a slightly lower total cost than the QMM-MTW method in general cases. This indicates that the QMM-MOP method can ensure a higher final-product quality with a lower total cost, compared with the QMM-MTW method. This suggests that conducting MOP, based on the quality improvement factor, can better improve the final-product quality.
Conclusions and future research
This paper proposes a QMM-MOP methodology to deal with the challenges posed by the SOD in PM scheduling of MMSs. This methodology adopts an interactive bi-level scheduling framework. In machine-level scheduling, a QMM is developed by integrating intermediate-product quality deterioration into the total cost to schedule timely PM for each individual machine. In system-level scheduling, MOP will be conducted, based on a SOD-enabled quality-improvement factor, to select machines for PM to best improve the final-product quality. The results of the machine-level scheduling and system-level scheduling interact dynamically.
A case study shows that the PM of some machines inherently leads to a greater improvement in the final-product quality, owing to the physical property of a serial MMS. In addition, an increase in the quality-loss coefficient drives more PM operations to be scheduled for all machines to decrease the product-quality deterioration. The QMM-MOP method is compared with two existing methods. The results demonstrate that compared with the two exiting methods, the QMM-MOP method can reduce the final-product quality loss and total cost. Two insights can be drawn for practitioners. First, it is beneficial to consider product-quality improvement in the PM scheduling of MMSs. Second, performing MOP, based on the quality improvement factor, can better improve the final-product quality.
This study assumes that the degradation processes of QRCs are stationary gamma processes. In practice, there are cases where the degradation processes of QRCs are non-stationary stochastic process. Thus, it is desirable to assume non-stationary gamma processes for the degradation processes of QRCs in future work. Under this assumption, it is necessary to dynamically update the gamma-process parameters. The parameters can be dynamically updated using the online degradation data of QRCs from sensors. In this paradigm, the maintenance model should be changed accordingly. In addition, the proposed maintenance model is for serial MMSs. In practice, more complex MMSs exist, such as serial-parallel MMSs. It is desirable to extend the proposed maintenance model to more complex MMSs in future work.
Footnotes
Appendix
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by National Natural Science Foundation of China under [Grant number 52005260, 52075336]; Natural Science Foundation of Jiangsu Province under [Grant number BK20200446]; Starting Foundation for New Faculty of Nanjing University of Aeronautics and Astronautics under [Grant number 56SYAH20014].