
Abstract
During the process of actual production, production scheduling, preventive maintenance and quality control have a close interaction with each other and thus need to be integrated for improving manufacturing system performance. The aim of this article is to jointly optimize the job sequence, the preventive maintenance locations, the preventive maintenance interval and decision variables of control chart such that the expected cost per unit time and penalty cost due to schedule delay are minimized. A two-stage integrating optimization model of production scheduling, maintenance and quality in a single machine system is developed. A control chart is adopted to monitor the whole process with Taguchi’s loss function estimating the quality cost of each condition and perfect preventive maintenance activity is conducted at the end of each interval. A genetic algorithm is designed to solve this model in order to obtain the optimal job sequence and the locations of preventive maintenance. Numerical examples and thorough sensitivity analyses are provided to illustrate the proposed integrated model. Finally, the efficiency of the proposed two-stage integration model is verified by the comparison of the stand-alone model under the same condition. Compared with the stand-alone model, the proposed integrated method can save the cost rate by 12%–42% under five different situations.
Introduction
Quality, cost and delivery date are vital evaluation indexes for an enterprise. Production planning, maintenance control and process quality are some of the key operational policies, affecting the performance of the above three targets. In the earliest studies of manufacturing management, production scheduling, maintenance and quality control have been extensively investigated separately in the literature.1–3
In the last few decades, lots of effort has been dedicated to the integration issues between production and maintenance.4–6 In these joint optimizations, the production models with preventive maintenance (PM) can be divided into two categories. The first category corresponds to studies using the age-based PM.7,8 The second category is about condition-based maintenance (CBM), with the development of sensors and information technologies, CBM becomes a widely applied maintenance strategy.9,10 Some scholars use these two maintenance strategies simultaneously in the production-maintenance problem.11,12
Quality is increasingly becoming the key for enterprises to win the competition. Gouiaa-Mtibaa et al. 13 found that quality characteristics of products fluctuate during the manufacturing process. The issue of integrating production and quality control received wide attention. Ben-Daya and Hariga 14 modeled the effects of imperfect production processes on the economic lot scheduling problem (ELSP). They assumed that the production facility starts in the in-control state producing items of high or perfect quality. Then, it deteriorates with time and shifts at a random time to an out of control state and begins to produce nonconforming items. Wang et al. 15 proposed a new data acquisition method based on the object linking and embedding for process control protocol without any additional monitoring equipment. The correlation relationship between quality and reliability is that the degradation of equipment causes poor product quality while quality reflects the degradation of equipment. In addition to the above-integrated studies of production and quality control, many studies also made an integrated investigation of maintenance and quality control.16–18
It can be seen from the above researches, production, maintenance and quality control are strongly interrelated and exist a close internal coupling relation. The integrated design of production, maintenance and quality control results in significant savings in operational cost and improves efficiency for manufacturing system. It is undeniable that researchers have made detailed studies of one or two aspects of production planning, maintenance and quality control, the integrated optimization of three aspects is still quite limited. Many integrated studies improved the economic production quantity (EPQ) by jointly considering production, PM policy and quality control. Pan et al. 19 contributed to an integrated EPQ model combining the concepts of statistical process control (SPC) and maintenance. Liao 20 developed an EPQ policy for randomly failing process with minimal repair, backorder and PM. Cheng et al. 21 proposed a new integrated model of EPQ, quality control, inventory control and CBM policy to jointly optimize the lot size, inventory threshold, PM and overhaul thresholds such that the total cost per unit time is minimized. The paper adopted the quality control policy that conditions monitored at the end of the production run and the quality information obtained during the production run. Tsao et al. 22 developed an imperfect EPQ model considering predictive maintenance and reworking of defective products. The objective was to determine the optimal predictive maintenance effort and production runtime and minimize the total expected cost. Two situations were considered in processing: (1) the production system continuously producing products when it shifts to the out-of-control state and (2) the production system stops producing when it shifts to the out-of-control state.
Common assumptions of PM policy in the integrated studies are only one level, either perfect PM or imperfect PM. To achieve more cost saving, some studies made deep research and analysis to the effect of different PM levels in integrated models on cost. Nourelfath et al. 23 proposed an optimization model that allows for a joint selection of the optimal values of production plan, maintenance policy and quality-related cost, and it is found that the increase in PM level leads to a reduction in quality control cost. Beheshti-Fakher et al. 24 investigated the integrated planning of production, maintenance and quality in deteriorating systems, the model addressed a multi-product lot-sizing problem and determined the type of maintenance operations. Besides, Fakher et al. 25 contributed to developing an integrated profit maximization model and a solution method based on reliability, quality and production planning concepts. They also found that the increase in PM level leads to reductions in quality-related impacts; but if the cost of performing PM is high to the point where it is not compensated for by quality improvement, performing PM is not beneficial.
In addition, Chen 26 considered the integrated problem of production, PM, inspection and inventory for an imperfect production process where rework and PM error exist and determine the optimal inspection interval, inspection frequency and production quantity that yield the maximal unit expected profit. Bouslah et al. 27 integrated production, sampling quality control and maintenance of deteriorating production systems with average outgoing quality limit and used a make-to-stock production strategy to protect the serviceable stock against uncertainties. The quality control was performed using a single acceptance sampling plan by attributes. The PM strategy consisted in carrying out imperfect maintenance as a part of the setup activity at the beginning of each lot production, while major maintenance was undertaken once the proportion of defectives in a rejected lot reaches or exceeds a given threshold. Furthermore, they developed a two-machine line model to jointly optimize the production, quality and maintenance control settings, the objective was to minimize the total cost incurred under a constraint on the outgoing quality. 28 Kumar and Lad 29 proposed an integrated approach for production scheduling and maintenance planning for a parallel machine system considering the effect of production quality by rejection cost.
In most literature mentioned above, the EPQ model has been fully improved, and enormous benefits were bought by these integrated designs of production planning, maintenance strategy and quality control. However, there still exist some drawbacks in the existing integrated studies: first, most works of literature only consider a single type of product in production process, which is not very practical in actual manufacturing; second, these integrated models place heavy emphasis on lot size and inventory problems while ignoring production scheduling issues, which is also mentioned in the literature review by Hadidi et al.; 30 third, some of the models are so intricate that cannot be easily implemented in actual manufacturing. In terms of integrating optimization of production scheduling, maintenance and quality, Pandey et al. 31 proposed a methodology based on two kinds of failure modes to optimize control chart parameters and PM interval. To solve the production scheduling issue, a complete enumeration of all scheduling possibilities was listed to find the optimal sequence of three batches. Some insufficiencies still exist in this integration study: (1) without giving sufficient thought to every condition possibility of the process monitored by control chart; (2) because of the complexity of actual manufacturing system, the method of enumerating every scheduling possibilities is impractical and three batches in the study are too small to explain the issue; (3) it is not practical to list all the possibilities of the location of PM in production and maintenance model to find the best one.
Given the above disadvantages, we provide an improved methodology for joint consideration of production scheduling, maintenance plan and quality control. Aiming at the defect (1), an SPC control chart is adopted to make judgments on four conditions of the process with Taguchi’s loss function to estimate the quality cost of each condition. Aiming at defects (2) and (3), an effective heuristic algorithm is designed to determine the sequence of jobs and the location of PM. The proposed method can make a quick sequence of various orders with consideration of PM and product quality. Otherwise, unlike some of the integrated models that were so intricate that one cannot easily implement them, the two-stage integrated method of this article is simple, convenient and able to implement on manufacturing system. The proposed method can greatly reduce the production cost and ensure high quality.
In this article, a new two-stage integration model is built to minimize the expected cost per unit time and penalty cost due to schedule delay. First, a model is developed for integrating maintenance planning and process quality to optimize the decision variables of the control chart and PM interval. On this basis, PM interval is integrated with production schedule to jointly optimize the production scheduling and PM. The genetic algorithm is designed to obtain the optimal job sequence and the location of PMs that will minimize the penalty cost associated with schedule delay.
Statement of the problem
Considering a production system consisting of a single machine producing n jobs, and each job has a different weight depending on its significance. The Shewhart
1. The Weibull distribution is widely used in the failure distribution of mechanical and electrical equipment, which can describe the failure rate characteristics of various devices at different stages by selecting different parameters. Therefore, we assume that the processing machine follows the Weibull distribution. Since the equipment is in the same failure rate stage in the whole production cycle, the size parameters and shape parameters are fixed parameters in this article. Let the shape and size parameters of the distribution be β and η, respectively, and its probability density function is given by

2. All parts of the equipment can be completely repaired by replacement or other means of maintenance. Therefore, we assume that the system is restored to its initial in-control state after a PM, that is, implementing a PM activity can take the equipment to an as-good-as new state.
3. Quality loss results in the undulation of product, which can be determined by the Taguchi quality loss function. 32 The expected loss of quality in the out-of-control state is much higher than that in the in-control state. To simplify the problem, let the quality loss cost in the in-control state and the out-of-control state is CIN and COUT, respectively.
4. Considering a production system that is designed to process a set of jobs J = {J1, J2, …, Jn}, the time of the jth process that processes one of the jobs is pj. Let a PM activity is carried out after the ith process, and a PM interval is TPM. The interruption of the processing process will cause cost loss and production delay, so the production of each processing cannot be interrupted. If
5. At the end of each period TPM, a PM activity is performed to help the system return to the condition as good as new. But during period TPM, we use corrective maintenance when the breakdown occurred. The corrective maintenance will not affect machine age and the time of corrective maintenance is so short compared to the total production time that its time and cost can be ignored.
Mathematical modeling of two-stage integrated optimization
Joint optimization model of maintenance and quality
The imperfect production process monitored by control chart is divided into four conditions. The control chart takes n samples every h unit time to assess its state, a planned PM activity is scheduled on the machine in the (τ + 1)th inspection interval to renew the machine, which means bring the machine back to its as good as new conditions. Therefore, the PM interval is (τ + 1)h. The objective of maintenance and quality model is to obtain optimal values of h, n and τ. Sampling cost contains the constant and variable cost of the inspection, in which the constant cost is CF and CV is the sampling cost of the unit product. Other main parameters of the model are shown in Table 1.
Main parameters of maintenance and quality integrated model.
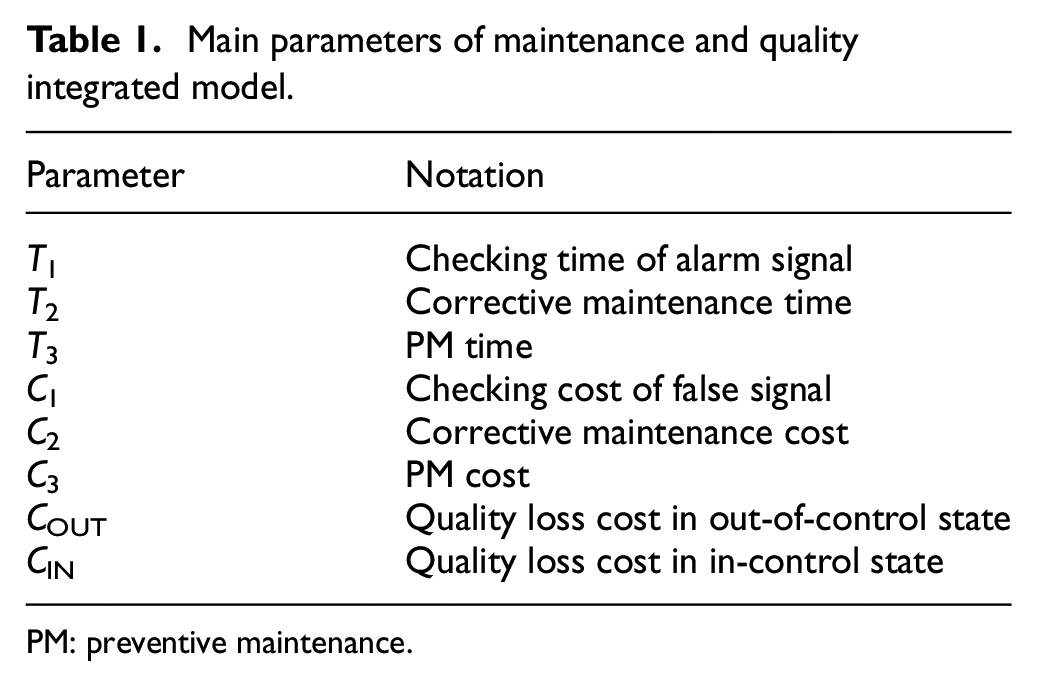
PM: preventive maintenance.
The following introduces four conditions in detail and formulates the expected running cost of each condition, which consists of quality loss cost, maintenance cost, sampling cost and cost of checking signal. The probability P(Qi) of each condition is shown in Table 2. 33
Four possible outcomes of inspection.
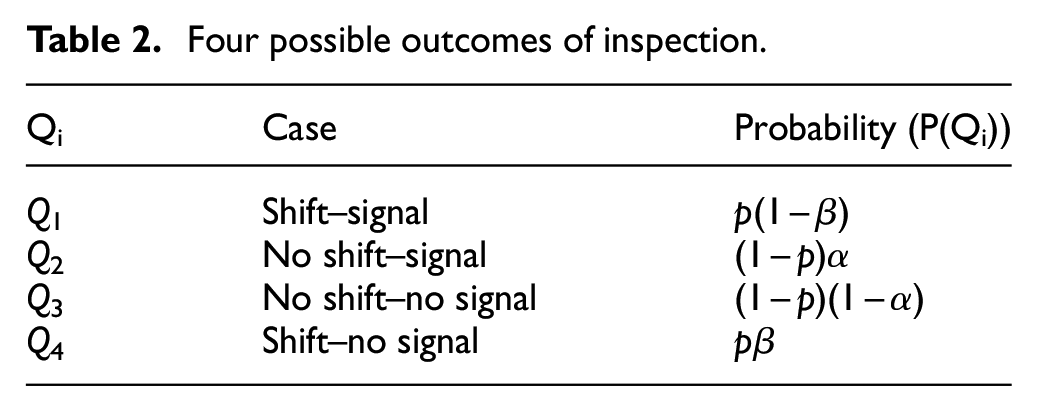
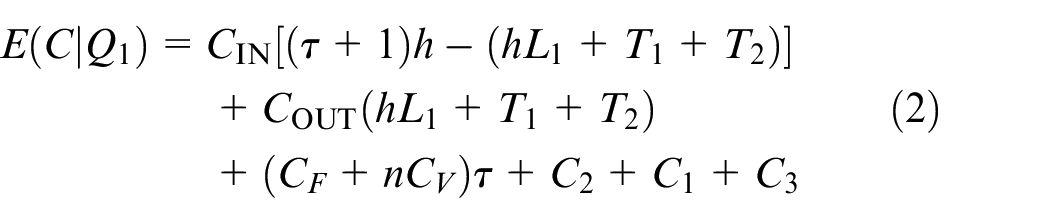
Condition 1 (Q1): The process starts in the in-control state and shifts to out-of-control state during the PM interval and a signal alert is triggered. Then a corrective maintenance is carried out to help the machine back to the in-control state. The length of time that the process is at out-of-control state is hL1 + T1 + T2. And the length of time in the in-control state is
The sampling cost is
Condition 2 (Q2): In this condition, the control chart sends a false alert in the in-control state because of the occurrence of type I error. In this case, the quality loss cost is

Condition 3 (Q3): The production process always remains in the in-control state from the beginning of the production cycle to the end, until the planned PM is implemented. In this case, the expected cost is given by

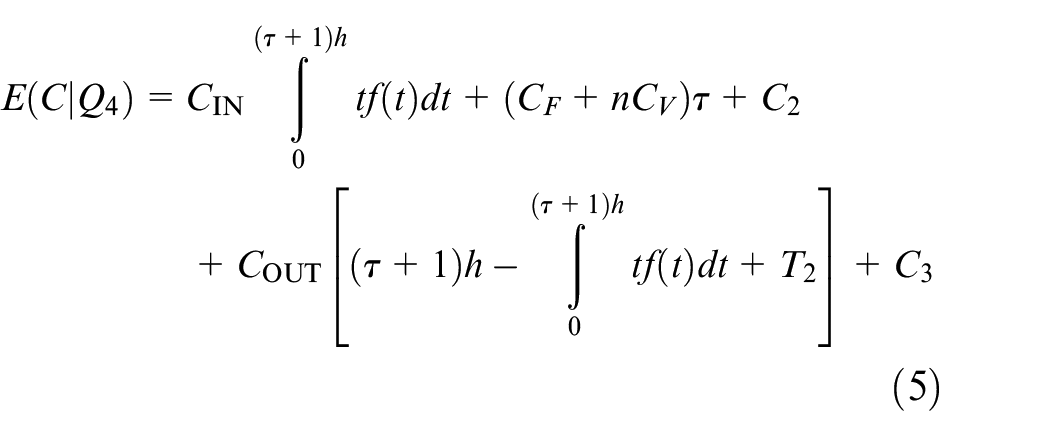
Condition 4 (Q4): The state of the process shifts during period TPM while the control chart cannot respond to the occurrence of the shift because type II error occurs. In this case, the time length that the process is at out-of-control state is
Therefore, the expected cost in this case is expressed as
Therefore, the expected cost per unit time can be determined as follows

The probability of type I error α is related to control limits m, which follows the standard normal distribution, that is, α = 2Φ(–m). The probability of type II error β is related to control limits, sample size and mean deviation, following the standard normal distribution, so
PSt is the probability of a shift in a period t,
Joint modeling of production scheduling and PM
Consider a single machine that processes n jobs, where pj is the processing time of job j; wj is the penalty weight of job j and dj is the due time job j.
Assuming that

Then the processing time of the ith process p[i] is given as

The weight of the ith process is expressed as

The due date of the ith process is given by

By the time the process reaches the end of the cycle TPM, a PM activity will be carried out, that is, there exists an unavailable time of processing T3. As described above, the maintenance time during the cycle is so short that can be ignored. y[i] means whether PM activity is performed before the ith process, then

Therefore, the expected completion time of the ith process is expressed as

The expected delay time of the ith process is written as

Then the integrated model of production scheduling and maintenance is built to minimize the total penalty cost incurred due to schedule delay as follows

Genetic algorithm for the model
Traditional solution methodologies of optimization strategy, such as mathematical programming, branch-bound techniques, Lagrangian relaxation, solve efficiently only small-size problems. The genetic algorithm can not only reduce the computation time but also improve the ability to find the optimal solution when solving large-size instances. 34 Therefore, a genetic algorithm is designed to find the optimal job sequence and PM location of the joint model of production scheduling and PM. The detailed procedures are outlined as follows:
.1. Generate the initial population: job sequence decisions X encoded by real number and PM locations Y encoded by binary. For chromosome (1 2 3 4 5 7 8 6 0 0 1 0 1 0 1 0), the sub-chromosome X is (1 2 3 4 5 7 8 6), which means the process sequence of jobs is J1–J2–J3–J4–J5–J7–J8–J6, and the sub-chromosome Y is (0 0 1 0 1 0 1 0), which means PM activity is implemented after finishing processing J2, J4 and J7.
2. Calculate the fitness of each chromosome, which is as follows:
2.1. Calculate the processing time p[i] by using equation (8) according to the sub-chromosome of X.
2.2. When p[i] > TPM, the corresponding Y[i] equals “1,” or else, the Y[k] equals “0.”
2.3. Calculate fitness according to the equation fitness 1/f(x), where f(x) is the value of equation (14).
3. Select individuals according to fitness values using the roulette wheel method.
4. Crossover the selected individuals by crossover probability Pc for sub-chromosome X using order crossover; for sub-chromosome Y, determined by (2.2).
5. Mutate a certain fraction of the individuals with the mutation probability Pm: for sub-chromosome X using transposed mutation; for sub-chromosome Y, determined by (2.2).
6. Replace the old population with the new one.
7. Repeat (2)–(6) until satisfying the stop criteria, the minimum total penalty cost is obtained. The corresponding solution (X, Y) values are also determined.
Experimentation and analysis of the results
Case study
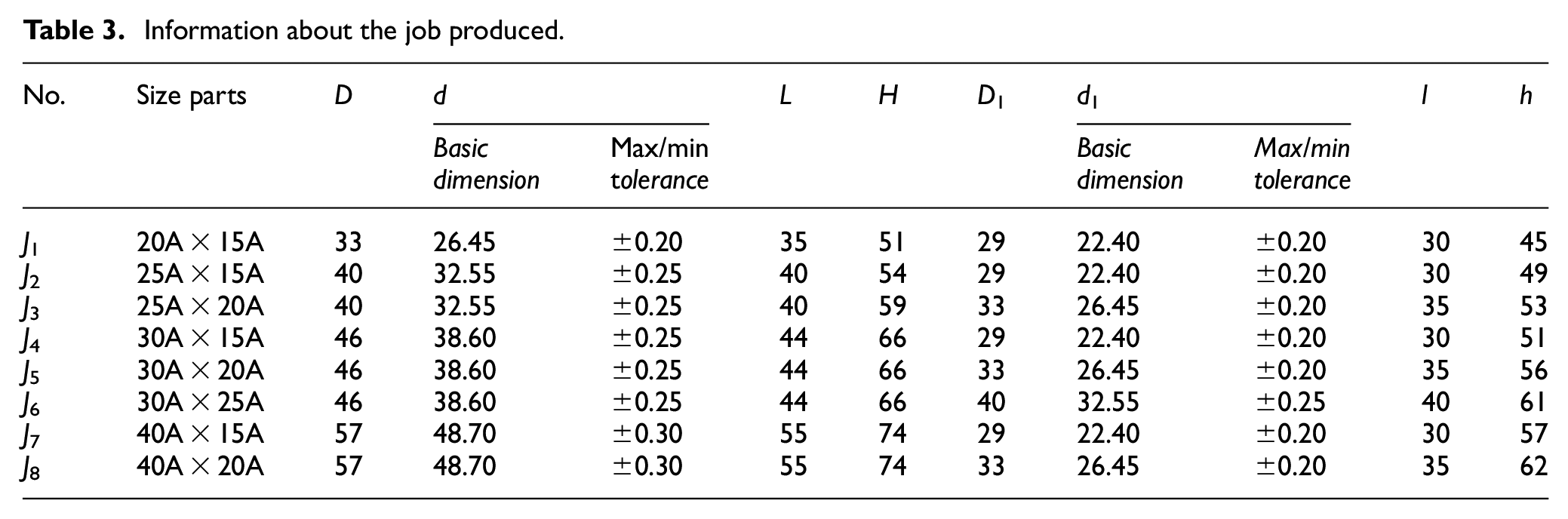
In this section, a case study is provided to illustrate the proposed model. The case is about an injection molding machine processing three-way pipes which are used to redirect the fluid flow direction in engineering manufacturing. The quality of the three-way pipe characterized by its diameter and wall thickness (Figure 1). The types of three-way pipes are shown in Table 3. These orders can be produced on polyvinyl chloride (PVC) injection machine. The production process is shown in Figure 2.
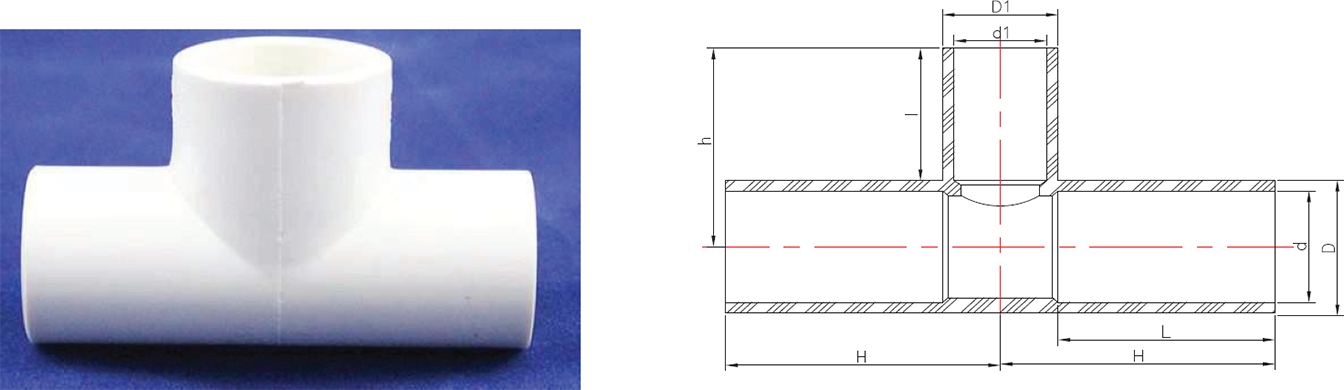
Diagram of the three-way pipe.
Information about the job produced.

A rough scheme of the manufacturing process.
All the algorithms and solution methods are implemented on an Intel Core i7 2.8 GHz with 8 GB of RAM. The involved parameters are obtained from historical data and requirements of manufacturing, as shown in Tables 4 and 5. The optimal solutions are obtained based on the golden section method and quadratic interpolation. Let start point be {h, n, τ} = {0, 0, 0}, after iterations, the optimal solution is obtained as {h*, n*, τ*} = {3.0056, 3.7542, 16.0640}, E(TC)*= 11.9813. Because n and τ are integers, so the optimal value are {h*, n*, τ*} = {3.0056, 4, 16}, E(TC)*= 11.9838. Therefore, the PM interval TPM = (τ + 1)h = 51.
Parameter values of integrated model of quality and maintenance.

Parameter values of production.

The genetic algorithm is designed to solve the integrated model of production scheduling and maintenance. We can see from Figure 3 that the results tend to be stable after iterating 620 generations. The optimal chromosome is (7 6 3 4 5 2 8 1 0 0 1 0 1 0 1 0), that is, the process sequence of jobs is J7–J6–J3–J4–J5–J2–J8–J1, and the PM activity is implemented after finishing processing J6, J4 and J2; the total penalty cost incurred due to schedule delay is 4434.2.
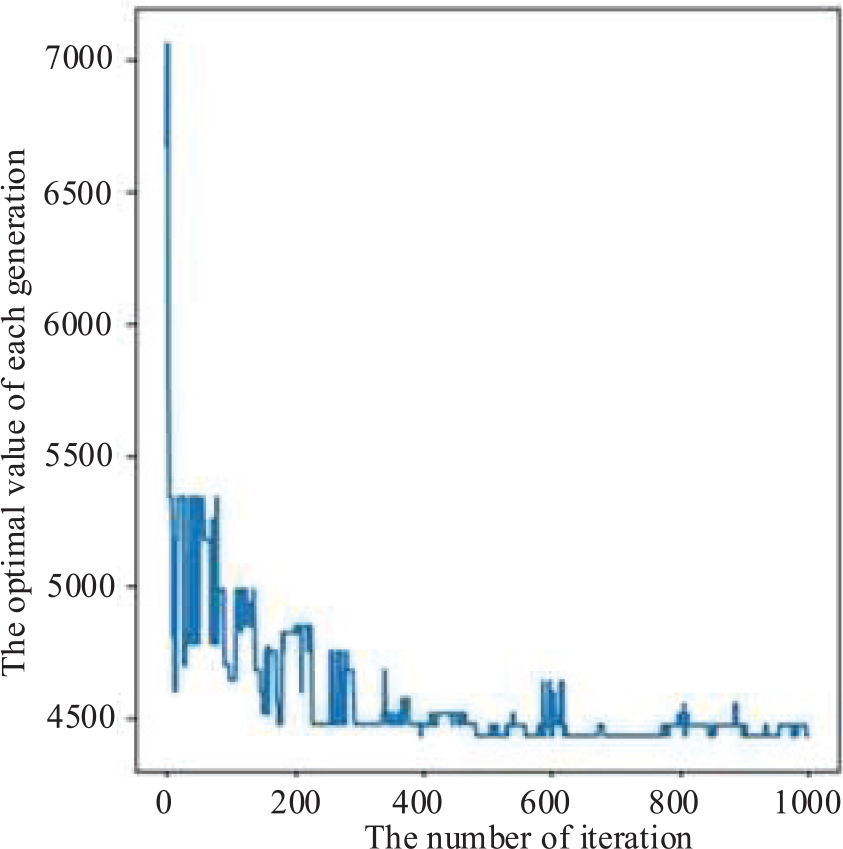
The iteration process of genetic algorithm.
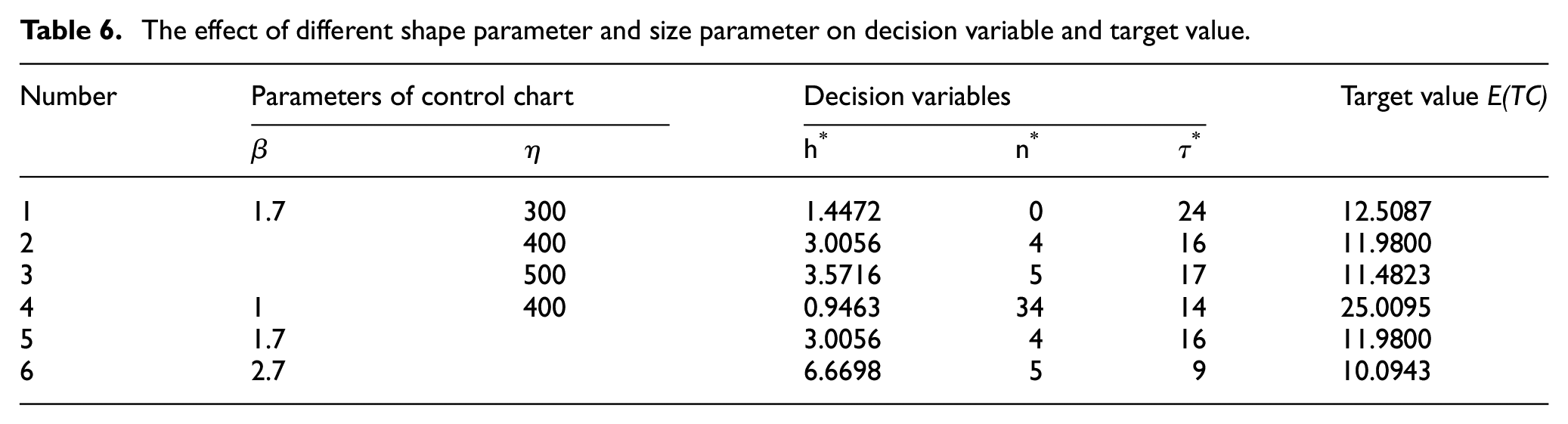
Six sets of shape parameters and size parameters are developed for reference as shown in Table 6. From Table 6, we can learn that when shape parameter β remains unchanged, the target value decreases with the increasing size parameter. When β = 1.7 and η = 300, for decision variable n, the lower value is better. When size parameter η remains unchanged, the target value decreases with the increasing shape parameter. When β = 1 and η = 400, the control chart has the highest sensitivity with the highest target value.
The effect of different shape parameter and size parameter on decision variable and target value.
Sensitivity analysis
This section reports a study of the effect of varying decision variables on expected cost per unit time and their interaction effects. The effect of inspection interval h on expected cost per unit time is shown in Figure 4. It can be seen from Figure 4 that the minimal cost is seen near h*= 3.0056, and on the left of h*, E(TC) increases marginally as the h decreases, while on the right of h*, E(TC) has a larger increase as h increases. The effect of sample size n on cost is shown as Figure 5, we can see that the cost is minimal near n* = 4, and the rangeability of E(TC) on either side of n* is almost the same. The effect of inspection times τ on the cost is shown in Figure 6. As shown in this figure, the minimal cost is seen near τ*= 16, and on the left of τ*, E(TC) has a larger increase as τ decreases, while on the right of τ*, E(TC) increases marginally as h increases.
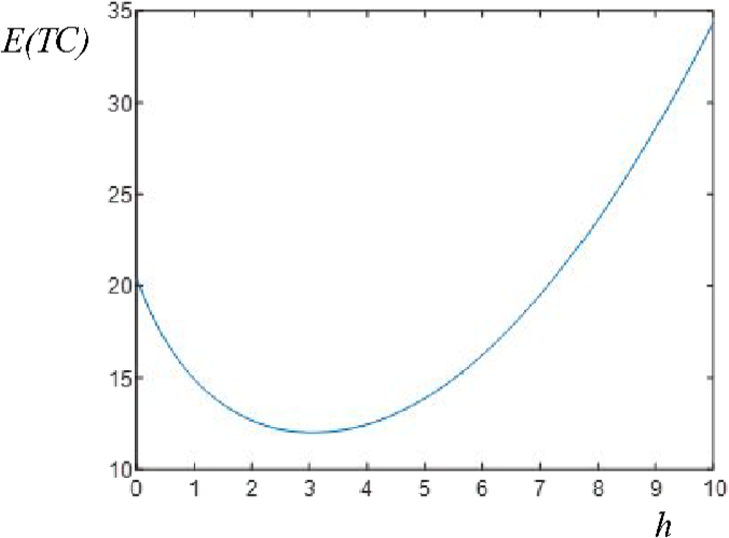
Effect of h on expected cost.
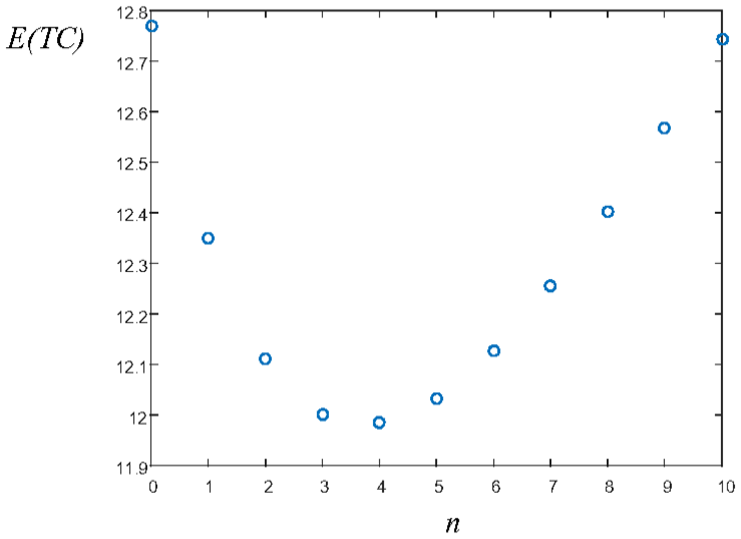
Effect of n on expected cost.
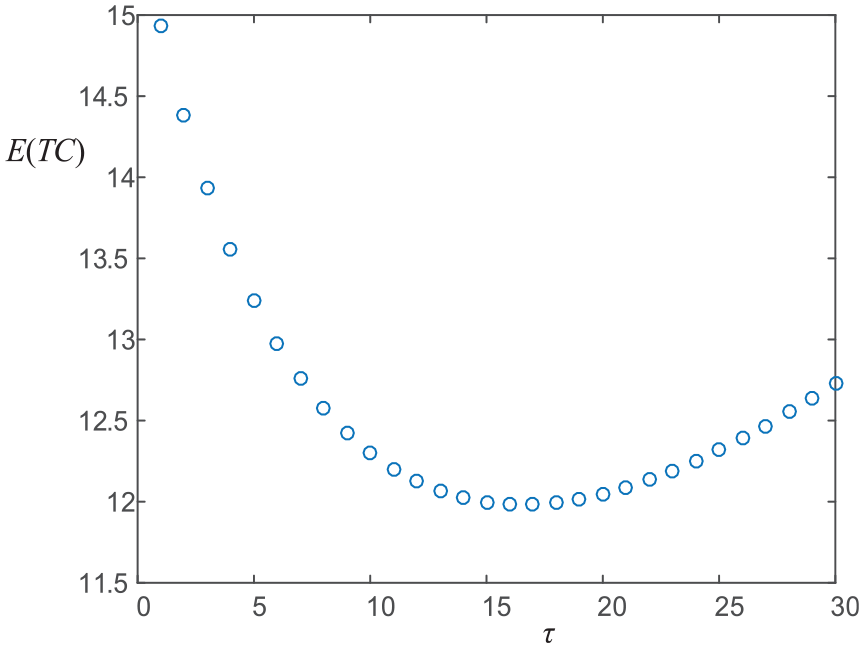
Effect of τ on expected cost.
The process condition cannot be reflected promptly and accurately if n is so small or h is so big. Therefore, in order to improve the sensitivity of the control chart, n should be increased and h should be decreased, but it will inevitably increase workload and cost in this case. Therefore, managers should make a trade-off referring to Figures 4–6.
The results of E(TC) from varying two variables at a time and the contour plots of E(TC) are shown in Figure 7, which reflect the interaction effects of variables. As we can see in Figure 7, the curve of the h-axis is steeper than the τ-axis, while the curve of the τ-axis is steeper than the n-axis. Therefore, the influence of these three decision variables on E(TC) follows the sequence: h, τ, n, the results accord with Figures 4–6. The shape of contour can intuitively show the interaction effect among decision variables. It can be seen from Figure 7, n and h, h and τ have strong interaction effects, while the interaction effect of n and τ is not significant.
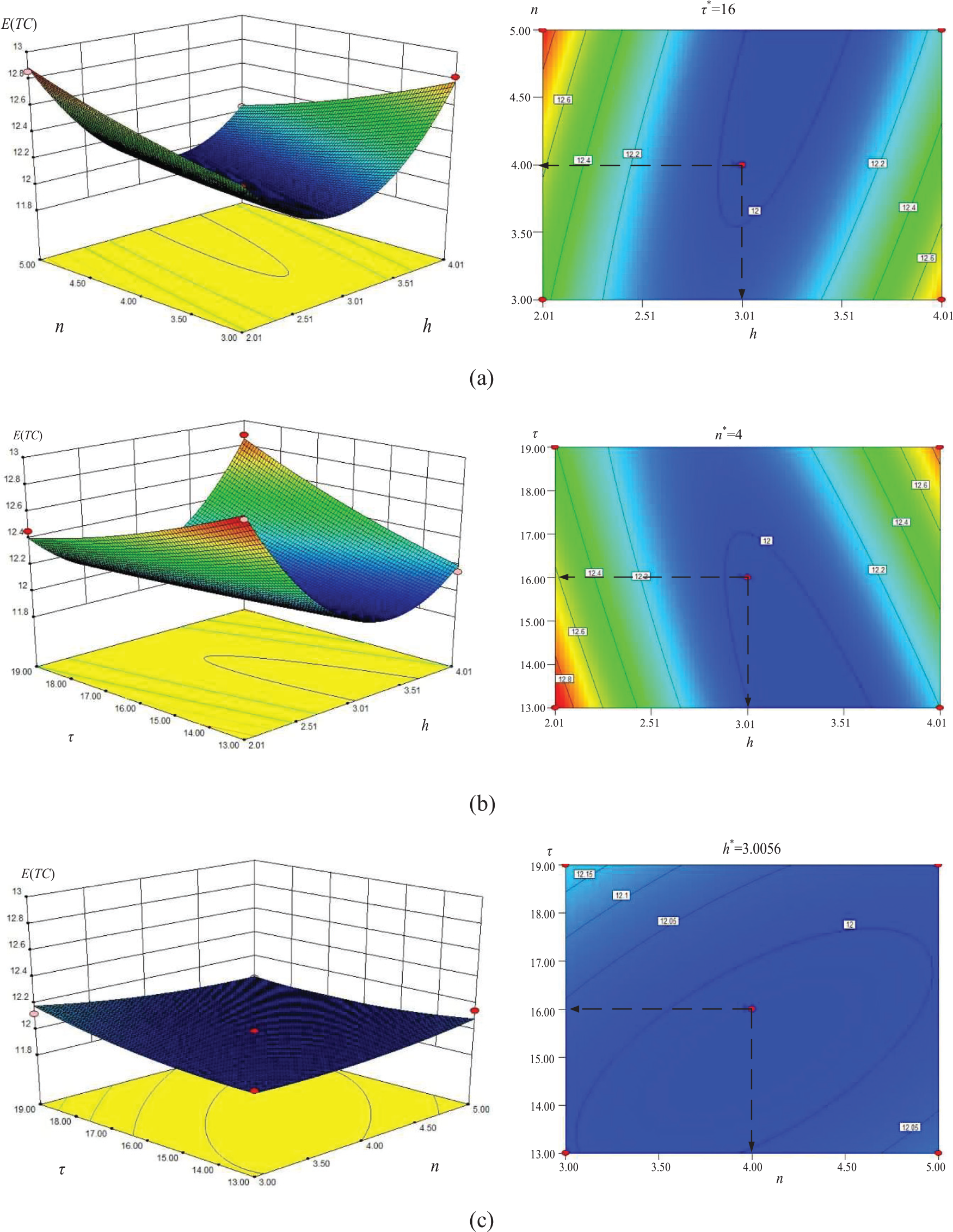
3D diagrams and contour plots of the E(TC) from two varying variables: (a) the interaction effect of h and n, (b) the interaction effect of h and T, and (c) the interaction effect of n and T.
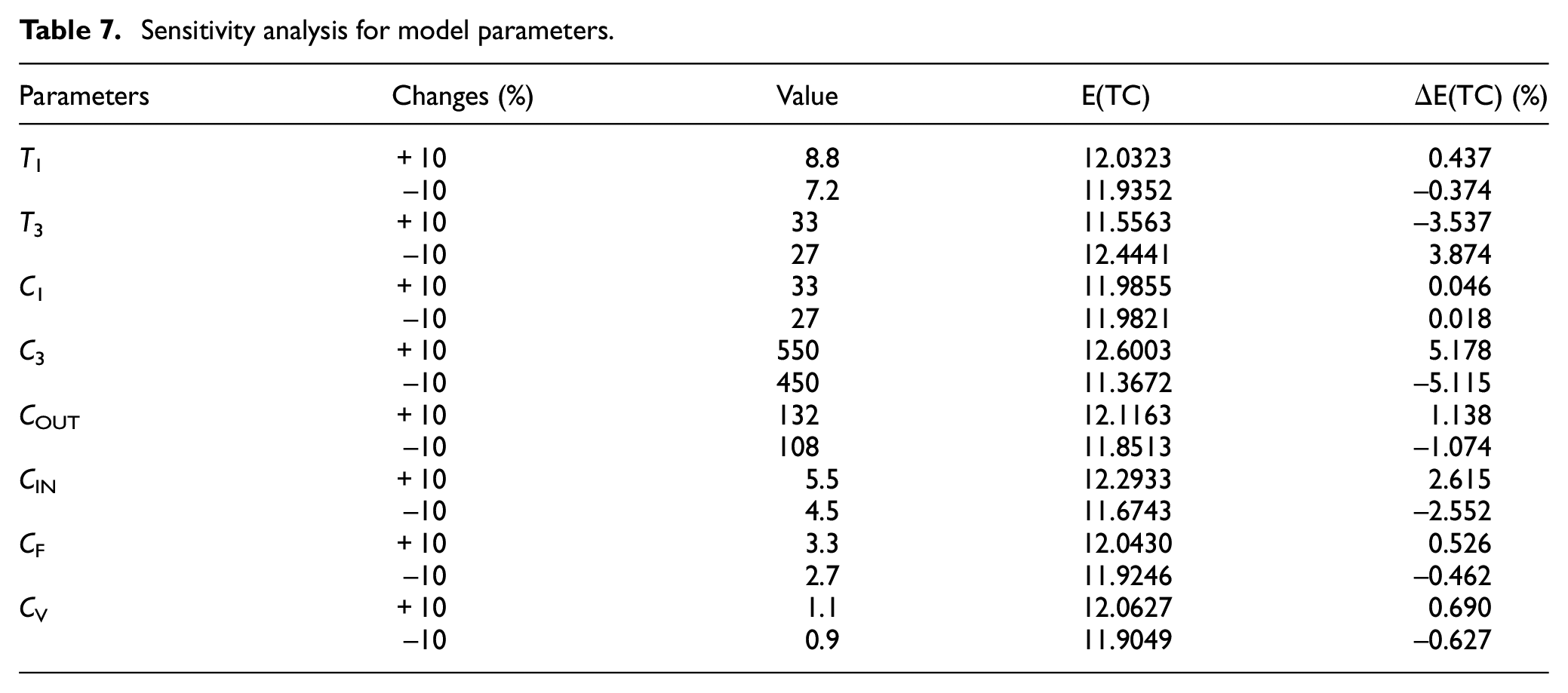
Table 7 shows the impact of input parameters on E(TC), a set of experiments are conducted to analyze the sensitivity of the proposed policy with respect to the variation of input parameters, we vary one parameter from −10% to +10% and keep other parameters unchanged at a time. From Table 7, we can see that when the value of input parameters at ±10% of the basic level, T3 and C3 have a great impact on E(TC) over 3% and 5%, respectively; C1 has a minimum effect on E(TC), below 0.1%. Therefore, these parameters should make a distinction for applying the integrated model in practice to get a more optimal result.
Sensitivity analysis for model parameters.
Model comparison
The job sequencing model and maintenance model are proposed to compare the performance of the integrated joint model. The objective of the job sequencing model is to obtain the job sequence that will minimize the penalty cost due to delay without considering PM, after getting the optimal scheduling plan, the location of PM starts to be determined. The parameters and their values are the same as the above-integrated model, equations (7)–(10) are also same, but due to no PM in job sequencing, the expected delay time of ith process is given as

The objective is to minimize the penalty cost due to schedule delay

From equation (16), the job sequence is determined, then the total penalty cost incurred due to schedule delay can be determined following equations (11)–(14).
In the maintenance model, the production process is not monitored by the control chart, even the process state shifts from in control to out of control, the shift cannot be discovered and the production will be continued until at the end of PM interval TPM. Then a PM activity is carried out to restore the machine to the state as good as new. According to the state of the process at the end of the PM interval, there exist two conditions:
1. The process is in the out-of-control state at the end of TPM. The possibility of this case is
2. The process is in the out-of-control state at the end of TPM. The possibility of this case is

Then the expected cost per unit time can be expressed as

Table 8 shows the numerical results of the stand-alone model. Under same conditions, the expected cost per unit time of the maintenance model is 18.1564, the optimal production sequence of the job sequencing model is J7–J6–J3–J4–J5–J8–J1–J2, the PM activity is implemented after finishing processing J6, J4, J8 and J1, and the total penalty cost incurred due to schedule delay E(DC) is 5006. From Table 7, we can see that the E(TC) of the stand-alone model is 51.5% higher than the integrated model and E(DC) of the stand-alone model is 12.9% higher than the integrated model.
The numerical results of stand-alone model.

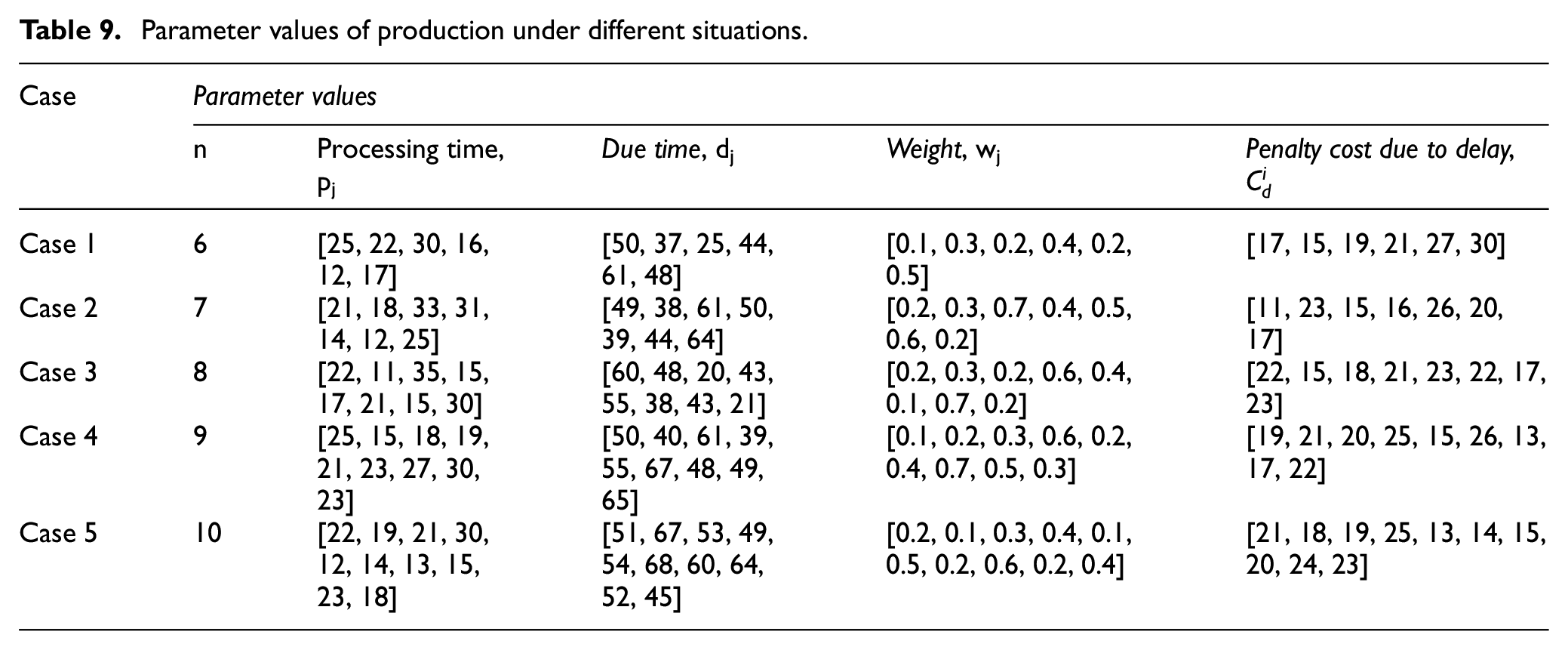
To further validate the reliability of the proposed method, we set up five different situations by using randomly generated production parameter values and compare the integrated model results with stand-alone model results under these five situations. The parameter values of production under different situations are shown in Table 9 and the results of comparison are shown in Figure 8. Compared with the stand-alone model, the proposed integrated method can save the cost rate by 12%–42% under five different situations.
Parameter values of production under different situations.
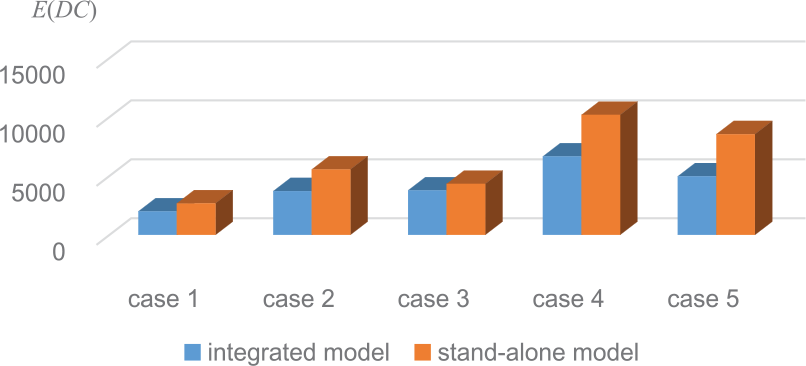
Model comparison under different situations.
Conclusion and future research
The joint design and optimization of production scheduling, PM and quality control have seldom been studied before in the literature. Our study fills up the vacancy of the integrated research of production scheduling, PM and quality control. In this article, a new two-stage integrating model of production scheduling, PM and process quality are developed, where the objective is to minimize the expected cost per unit time and delay cost to obtain the optimal PM interval, processing sequence and the location of PM. This integrated design method can realize the effective integration of the information of production scheduling, equipment maintenance and quality control and help to eliminate the information island effect of the traditional method, thus helping to improve the overall efficiency of the manufacturing process. Substantial economic benefits are seen in the joint optimization from numerical results. The effect of decision variables and the input parameters on cost are analyzed to help managers to make a tradeoff. The research of our study provides a feasible scheme for managers to coordinate production scheduling, maintenance and quality control effectively to enhance production quality, reduce production cost and shorten delivery term.
One limitation of our model is that the proposed integrated method is a two-stage optimization that may get a suboptimal solution. The actual model of a specific system may be different from the model proposed in this study; however, the proposed optimizing procedure and ideology are generally applicable, which can adapt to different models. In addition, the objective function contains only quality loss cost, maintenance cost, sampling cost, checking cost of alert signal and penalty cost due to delay without considering inventory cost and setup cost, and so on.
Future researches could be conducted as follows:
The work presented in this article is limited to a single machine, the future research can try to apply the proposed methodology to different shop floor environments, such as flow-shop, open-shop, job-shop.
The researchers can try using an adaptive control chart, an EWMA control chart or a CUSUM control chart, or even using different tools (Markov chain, Petri net or other simulation methods).
Different maintenance levels can be considered in further research, which may save more production costs.
A multi-objective optimization can be adopted to jointly optimize the expected cost per unit time and penalty cost due to delay.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the Suzhou Industrial Technology Innovation Special Project (no. SS201704), the National Natural Science Foundation of China (no. 61773115) and the Natural Science Foundation of Jiangsu Province, China (no. BK20141517).