
Abstract
Titanium alloys for their characteristics have acquired a prominent position in numerous industrial applications. Due to its properties, such as high resistance to corrosion, reduced density, high specific strength, and low Young’s modulus, titanium alloys became indispensable as a biomaterial with high use in medical devices, with special emphasis in the area of orthopedics. Problems associated with its manufacturing by conventional machining processes, such as milling, turning, and drilling are well known and studied. Its low thermal conductivity, high chemical reactivity, high hardness at high temperatures make it classified as difficult to machine material. Despite the already extensive knowledge about machining titanium alloys problems, and the constant technological development to overcome them, it is not yet possible to machine this material like other metals. This work is based on research and review papers from Scopus and Scholar from 2010 to 2020 and addresses the main issues related to the machining of titanium alloys used in medical devices manufacturing and current solutions adopted to solve them. From the research consulted it was possible to conclude that it is consensual that for milling, turning, and helical milling cutting speed can reach up to 100 m/min and up to 40 m/min in drilling. As for feed rate, up to 0.1 mm/tooth for milling and helical milling and up to 0.3 mm/rev for turning and 0.1 mm/rev for drilling. Also, that Minimum Quantity Lubrication is a valid and efficient solution to mitigate titanium alloys machining problems.
Introduction
The use of titanium alloys as a biomaterial in medical applications such as orthopedic and dental implants is increasingly common due to their properties. 1 Higher corrosion resistance, good strength-to-weight ratio, low elastic modulus, high biocompatibility, and low density makes titanium alloys the first choice when reliability, performance, and endurance of a component are required.2–5
However, due to their low thermal conductivity, high hardness, high chemical reactivity, titanium alloys are considered difficult to machine. 6 These factors contribute to rapid wear of the cutting tool, the poor surface quality of the machined area and low productivity with undesirable economic consequences related to high production costs. 7
Refereeing to orthopedic implants, the surface quality of the components machined for use in medical devices, determines their compatibility and osseointegration with the host.8,9 Controlling the machining parameters, the condition of the cutting tool and the machining conditions is essential to achieve the desired roughness values and thus guarantee the quality of the machined component. 10
Corrosion, wear, and fatigue resistance are directly associated do surface quality. The referred issues are decisive and determining factor in the longevity of the implant in the host. 11
The main motivation of the work here presented is to be an updated overview on the machinability of titanium alloys, where some of the main and most recent research work based on experimental tests concerning this topic are referenced. Since the cutting parameters used in the consulted papers are close or equal to those used in current manufacture, this becomes an asset, because, in this way, the gap between laboratory research and industrial practices is reduced.
This paper starts with an introduction to titanium alloys and their use as a biomaterial. Research works on the machining aspects related to milling, turning, drilling, and helical milling are reported. Also, high-speed machining (HSM) and sustainability from the cooling and lubrication perspective are addressed. Finally, a summary based on the main aspects presented previously conclude this work.
Methodology
To carry out this work, several criteria were adopted to collect updated and relevant information for the topic in question. Journal papers written in English about review and experimental works published between 2010 and 2020 were considered. The main keywords used were “titanium alloys” and “machining.” Complementary keywords such as “turning,”“milling,”“drilling,”“high speed machining,”“lubrication,” and “medical devices” were combined to the main keywords so that more detailed information about each sub-theme could be gathered. Scopus and Scholar databases were used as a source of information.
The rising interest in titanium alloys machining can be observed in Figure 1 with data collected using the combination “machining” and “titanium” and “alloys” keywords from the Scopus database referring to the number of scientific articles dedicated to this theme from 2010 to 2020.
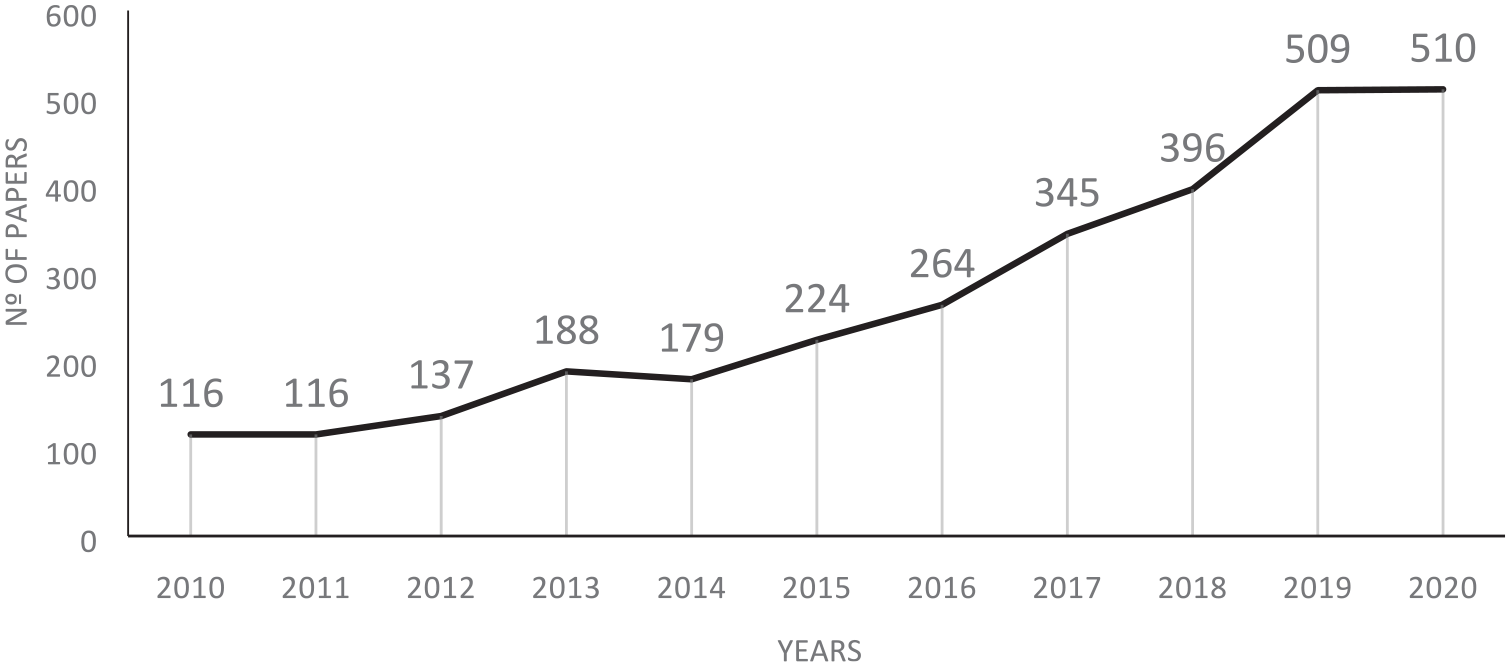
Published scientific papers related to titanium alloys machining (Scopus database).
Figure 2 represents the amount of research and review papers dedicated to each theme found in Scopus from 2010 to 2020.
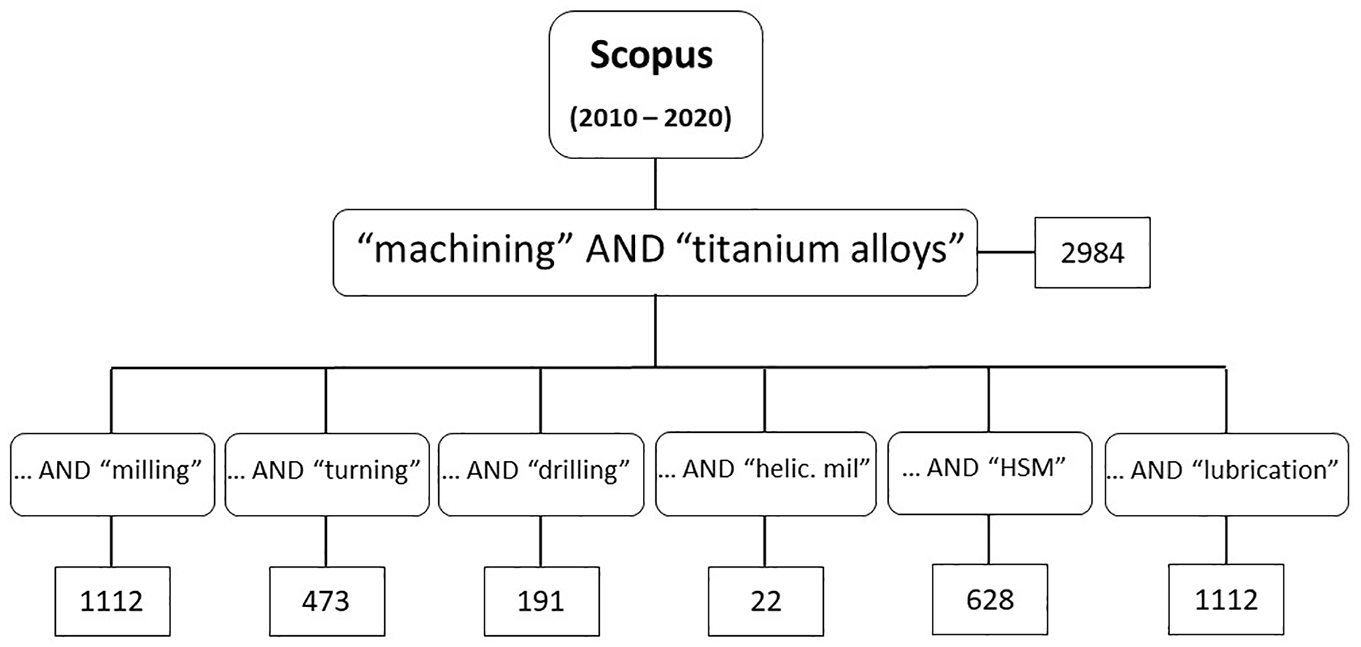
Number of research and review papers for each theme in the Scopus database.
Titanium and titanium alloys as a biomaterial
By definition, a biomaterial is a “substance that has been engineered to take a form which, alone or as a part of a complex system, is used to direct, by control of interactions with components of living systems, the course of any therapeutic or diagnostic procedure”. 12
The Ti-6Al-4V alloy is currently the most used in biomedical applications that began to be used to replace the commercial pure titanium (CP-Ti) in situations where high strength, high wear resistance, and high biocompatibility are required. 13
However, the presence of Vanadium, Aluminum, Copper, Chromium, and other elements, began to be associated, later proven, with toxicity problems. Also, despite having a modulus of elasticity lower than other metallic biomaterials, it is still very high compared to bone. In the case of orthopedic implants, it can cause problems such as stress-shielding at the interface of the bone with the implant, creating the need for revision surgery, with negative consequences for the patient well-being.14–16 Elements such as Niobium, Zirconium, Ruthenium, Tantalum, Tin, Hafnium, and Molybdenum started to be introduced as alloying elements in new titanium alloys to improve biocompatibility and reduced production costs.5,14
The mechanical properties of CP-Ti of some of the most common alloys used as biomaterial are presented in Table 1. 17
Mechanical properties of titanium and some of its alloys.
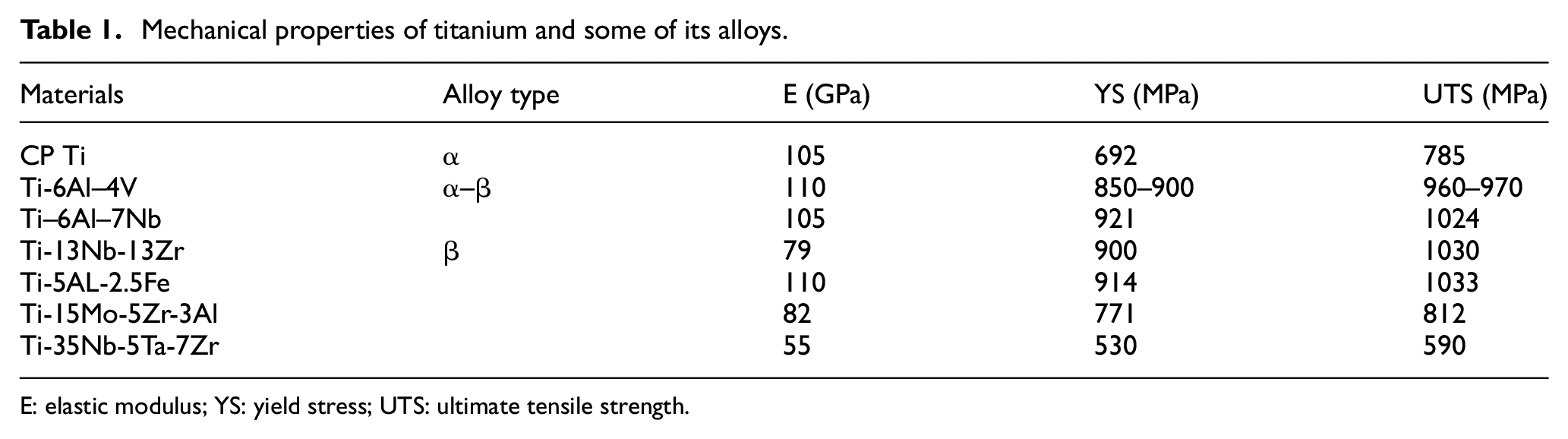
E: elastic modulus; YS: yield stress; UTS: ultimate tensile strength.
Titanium alloys machinability
The production of components involves transformation processes such as machining. The machinability of a material is based on several factors that come from its ability to allow it to be transformed. The life and wear of the cutting tool, machining forces, chip formation, temperature generated in the cutting zone, surface finish, the generation and size of burr in the machined surface are the criteria normally chosen to classify the machinability of a material.3,18
Because of their properties, titanium alloys are considered a difficult to machine material. This is justified by the low thermal conductivity, high chemical reactivity, low Young’s modulus, high hardness, and strength at elevated temperatures, such as those generated during the cutting process, of titanium alloys. These factors have a direct negative impact on the working productivity and manufacturing costs, tool life, and surface integrity.8,19–23,24
Traditional machining processes
The term “traditional machining processes” used in this work refers to turning, milling, and drilling, three of the most used operations in components manufacturing. Classified as subtractive technology, 25 in these manufacturing processes, with the use of a machine tool, a cutting tool removes the excess material until the final geometry is obtained or the cutting operation is finished. 26
For a cutting operation to occur, it is necessary to define the cutting parameters with which the cutting tool will work: the cutting speed (Vc), the feed rate (F), and cutting depth (ap).
Vc defines the rotation of the cutting tool in milling and drilling operations, and of the workpiece in case of turning, its Vc that promotes the cutting motion. Vc influences directly the generated heat in the tool-material interface. For higher values, there is a rise of heat with negative consequences for tool life. Vc is the most influential parameter to consider when machining titanium alloys to achieve a better surface finish and a longer tool life.
F is an auxiliary motion associated with the movement of the tool over the workpiece. As with Vc, F influences all aspects resulting from the machining operations.
The depth of cut, ap, is the distance the tool penetrates the material. Mainly it influences cutting forces, chip geometry, and machining time.
The correct combination of these parameters will guarantee a longer useful life of the cutting tool and a good surface finish on the machined surface. In the case of titanium alloys, as they are difficult to cut alloys, this combination assumes even greater importance than in other materials.
From the collection of scientific information carried out, it is noticeable that the Ti-6Al-4V alloy has a prominent place in the investigation of machining of titanium alloys. The reason for this will have to do with the fact that this is one of the most used alloys in biomedical applications.
Milling
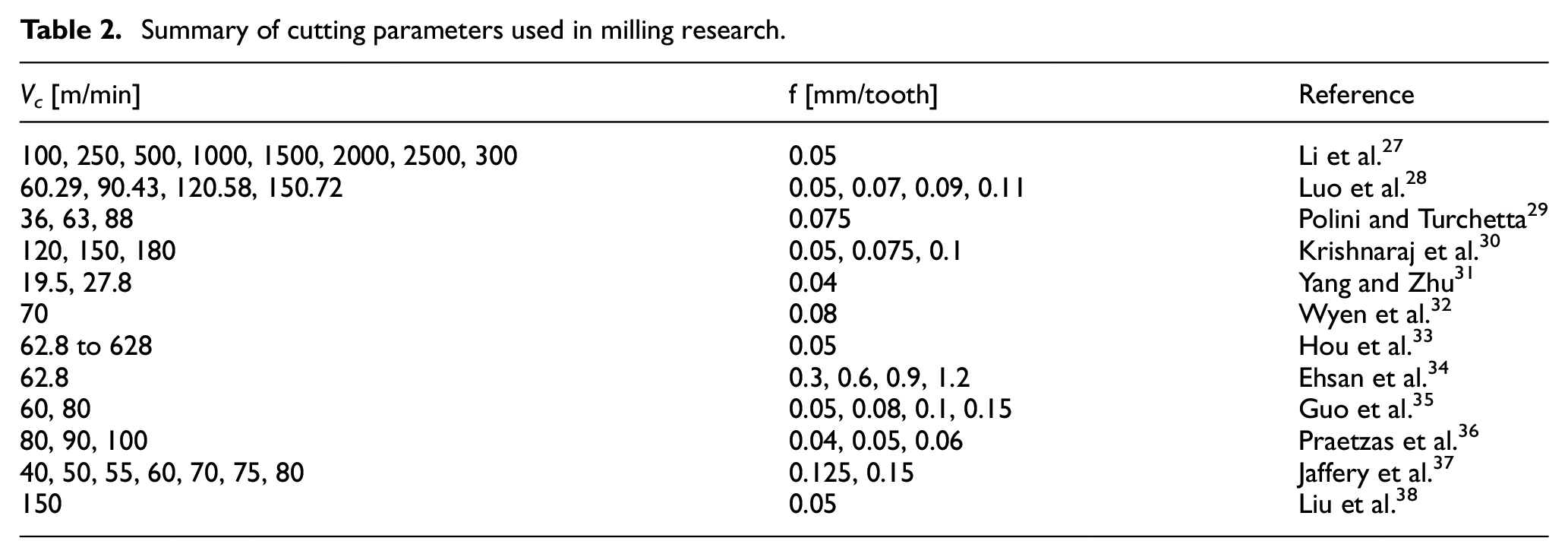
Li et al. 27 conducted experiments on the effect of ultra-high-cutting-speed and found that for higher values of Vc there are significant changes in chip morphology and occurs rapid tool wear. In a similar study, Luo et al. 28 recommended the optimal cutting parameters to reduce tool wear. Polini et al. 29 concluded that higher cutting speed generates higher cutting forces and better surface quality, which can also be achieved with an increase of the radial ap maintaining the cutting force value. Krishnaraj et al. 30 studied high speed end milling and concluded that ap is more influential than Vc in cutting forces, the other way Vc, compared to ap and F, has a higher influence in cutting temperature, therefore in tool wear. In a comparative work on Finite Element Method and experimental tests, Yang and Zhu 31 concluded that cutting temperature is higher in the tool-chip interface, and in the rake face than the flank face. Wyen et al. 32 tested slot milling with different tool radius and tool trajectory and concluded that burr formation has a significant increase with tool radius especially. Hou et al. 33 studied the effects of Vc and concluded that cutting forces are relatively stable up to 125.6 m/min of Vc but increases above that value, uncoated carbide tools maintain their cutting temperature even at higher Vc but surprisingly for coated carbide tools an increase of temperature was registered for higher Vc, also suggested that 125.6 m/min was the limit to preserve tool life. In his experimental work with the use of hybrid geometry tools, Ehsan et al. 34 concluded that F and ap are the most influential parameters to tool life by this order, and in contrary order for temperature in machining zone, also that the positive rake angle of 24° is the more favorable. Guo et al. 35 studied tool wear and concluded that flank wear as a result of coating delamination, adhesion, and abrasive wear, is the most common type of failure in the coated carbide tools used in experimental tests. Praetzas et al. 36 investigated the effects of different machining parameters on tool temperature and on the resulting cutting force, and concluded that F and tool wear have a major effect in active force, tool temperature is highly related with Vc and tool wear in poor cooling conditions, flood lubrification minimizes tool wear. Jaffery et al. 37 analyzed tool wear in milling and concluded that for close values 55 m/min for Vc and 0.15 mm/tooth for feedrate tool wear rises dramatically. Liu et al. 38 investigated the effects of MQL parameters such as air pressure, quantity of oil and nozzle position on cutting force and temperature, and concluded that for the experimental work done in his research, better results could be achieved if the spraying distance was 25 mm, air pressure 0.6 MPa, and the spraying angle about 135°
Table 2 summarizes the cutting parameters used in experimental works on milling referred above. References are listed as they appear in the document.
Summary of cutting parameters used in milling research.
Turning
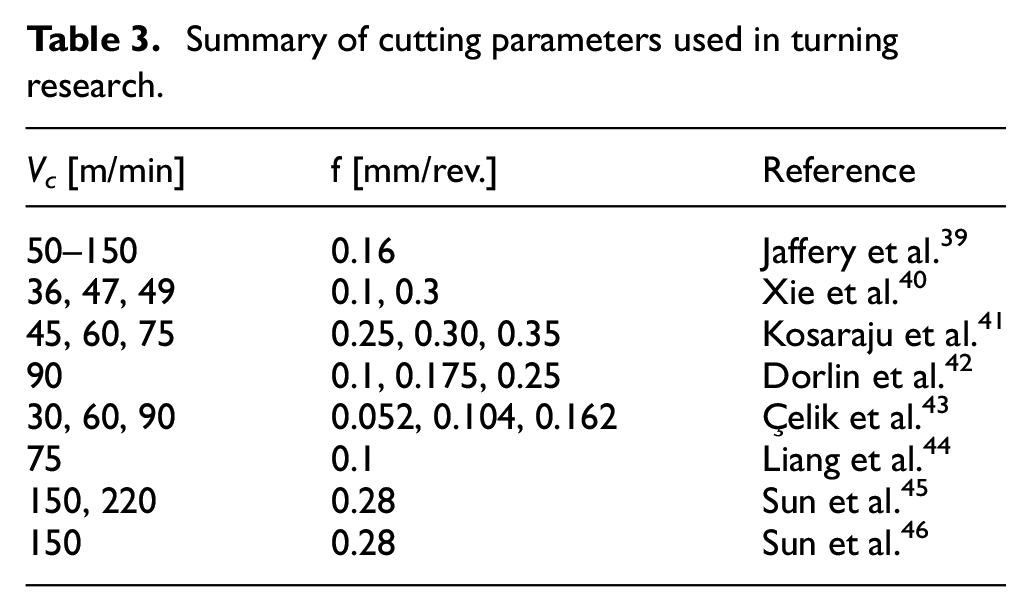
Jaffery and Mativenga 39 analyzed tool wear mechanisms to improve tool coatings for titanium alloys machining and recommends that tool life can be improved with the use of coating materials with lower thermal conductivity compared to that of the material to be machined. Xie et al. 40 experimented dry turning with a modified insert, in which were engraved micro-grooves with a V shape, and concluded that there were significant improvements in chip removal and reducing cutting temperature and cutting forces. Kosaraju and Anne 41 investigated and modeled the effect of cutting parameters and back rake angle and concluded that the cutting force Fz increased with ap and F increase and decreased with cutting velocity and rake angle increase, and that surface quality improved with cutting velocity and rake angle. Also, it was concluded that the optimal cutting parameters for turning titanium alloys are 75 m/min for Vc, 0.25 mm/rev for f, 0.25 mm for ap, and −3° for rake angle.
Dorlin et al. 42 compared with experimental tests a proposed model of cutting force and concluded that cutting forces increased with contact radius increase. Çelik et al. 43 investigated the effect on tool wear and surface quality in dry turning with CVD and PVD coated tools and concluded that not only there is a general increase in wear in both types of tools when cutting parameters become more demanding, but this also led to worse surface quality.
Liang et al. 44 investigated the consequences for the surface quality of dry turning and concluded that there is a direct relation between tool wear and surface integrity and for a higher level of tool wear it results in higher surface damage. Sun et al. 45 studied the effect of the evolution of tool wear on cutting forces on dry turning, and verified the direct relation between cutting speed and tool wear and consequently with cutting forces. Sun et al. 46 analyzed the effect of tool wear on chip formation during dry turning and concluded that there is an evident correlation between the slipping angle and the chip thickness.
In Table 3 are summarized the cutting parameters used in experimental works in turning referred above. References are listed as they appear in the document.
Summary of cutting parameters used in turning research.
Drilling versus helical milling
Hole-making is one of the most common operations in medical devices manufacturing. Within the scope of this work, two processes normally used in hole-making operations will be mentioned: conventional drilling (D) and helical milling (HM).
In D a single axis rotating drill is pressed against the workpiece removing the material by the drill cutting edges. In HM, a rotating mill describes a downward spiralling or helical path around a vertical axis, the combined movement of the tool and its rotation generates the material cutting, and then the final hole.
The functionality of the hole can determine which process is best suited for its execution, to guarantee the surface quality and dimensional tolerance. In this choice, factors such as cost and tool life must also be taken into account. Factors such as the greatest possible versatility of operations, the superior quality of machined surfaces, low cutting forces, and lower operating costs with advantages for productivity demonstrated by HM, appear as strong arguments for this process as an alternative to D.47–49
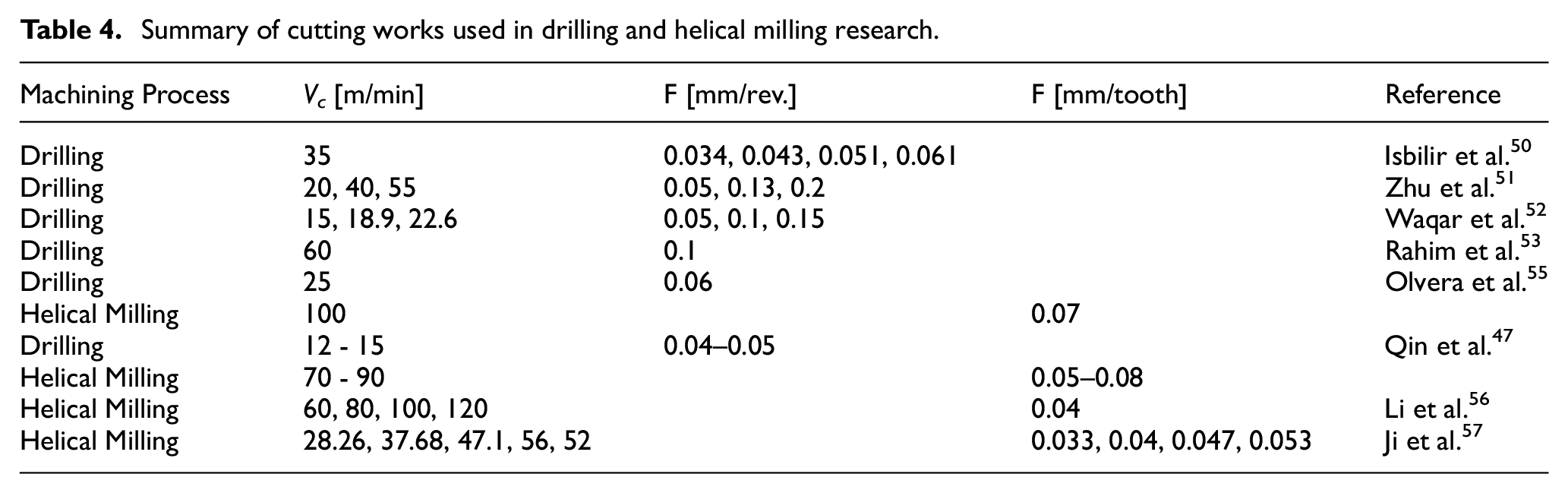
Isbilir and Ghassemieh 50 developed a FE analysis for D operations in titanium alloys. Zhu et al. 51 investigated dry D under different cutting parameters, it was possible to verify that for higher F there is an increase in thrust force, also F greatly influences the size and shape of chips, high Vc and low F generates better surface quality than low Vc and high F. Waqar et al. 52 evaluated the effect of D parameters on hole quality in dry D and concluded that Vc is directly responsible for surface quality and better surface finish are obtained with lower F and high Vc. Rahim and Sasahara 53 studied the effect of MQL using palm oil in D tests and concluded that there was a substantial increase in tool life, better surface integrity, and an improvement in thrust force.
Pereira et al. 54 conducted an extensive review on the HM method. Olvera et al. 55 compared D and HM with a ball mill and concluded that in HM tool life is longer, better surface quality and geometry accuracy, and lower cutting forces. Qin et al. 47 made a comparative study on HM and D and concluded that with HM the axial cutting force is substantially lower, surface quality is better and tools wear is lower comparing to D. Li et al. 56 investigated toll wear and hole quality in dry HM, and concluded that the most severe tool wear occurred at the tool nose, as a consequence of diffusion and adhesion, that higher Vc originate more thermal damage with a higher tool failure associated. Also, even with tool life near to limit, the machined hole quality is highly acceptable. Ji et al. 57 studied a 3d FEM simulation of HM and concluded that the cutting parameters, such as Vc and axial feed are highly influential on thrust and feed force.
Table 4 presents the cutting parameters for drilling and helical milling from the experimental works referred above. References are listed as they appear in the document.
Summary of cutting works used in drilling and helical milling research
High-speed machining
Defined by Dr. Carl Solomon, considered the creator of high-speed machining (HSM) concept, as “at a certain Vc which is 5–10 times 58 higher than conventional machining”. 59 HSM appears as a possible answer to the traditional problems related to the machining of titanium alloys.
HSM allows a high removal rate of material, increased productivity, improved surface quality, and moderate manufacturing costs 59 compared to conventional manufacturing methods, which naturally become very appealing to the manufacturing industry.
The usual Vc used in titanium alloys varies from 30 m/min for HSS tools up to 60 m/min for cemented tungsten carbide tools.60,61 For titanium alloys, the HSM amplitude of Vc can vary from 100 to 500 m/min. Although much research has been done experimenting with different combination of cutting parameters with no remarkable results in productivity improvement, the main breakthrough is the use of advanced tool material like polycrystalline cubic boron nitride (PCBN) and polycrystalline diamond (PCD) where longer tool life and better surface finish was registered for PCD tools.60,61 Research done in using binderless cubic nitride tools (BCBN) in HSM reached Vc of 300–400 m/min with highly satisfactory results. 62 The use of single-crystal diamond (SCD) and nano-polycrystalline diamond (NPD) tools to machine Ti-alloys was also subject of study and concluded that while SCD at HSM turning SCD showed better results because of NPD lower thermal conductivity. 62
Li et al. 63 studied the effects of cutting parameters in tool life under HSM conditions and concluded that the increase of Vc and F was determinant in decreasing tool life. Liang and Liu 64 studied tool wear and related it with surface topography. Sutter and List 65 analyzed the chip formation and generation and concluded that they are mainly influenced by Vc, affecting segmentation frequency, shear angles, and crack length. Da Silva et al. 66 investigated the performance of PCD tools using a high-pressure coolant and concluded that its tool life increase and adhesion decreased with higher coolant pressure. Krishnaraj et al. 67 determined that ap and F are more influential on cutting forces and Vc on cutting temperature. Hashmi et al. 59 related surface roughness with cutting parameters and concluded that ap was the major factor of influence. Wang et al. 68 did an experimental study in cutting forces in HSM milling and concluded that, Vc has a significant effect on flank wear, below 200 m/min low cutting forces and improved surface quality can be achieved and that higher Vc and F originates the thermal softening effect that decreases the machined surface hardness. Cai et al. 69 did experimental investigation with MQL on HSM milling tests, where the oil supply rate was the factor of influence to be analyzed. With their work was possible to conclude that increasing the oil supply rate up to 10 ml/h there as an effective reduction of the cutting force and surface roughness. Also, with higher oil supply rate there was a significant reduction of tool chipping, cutting temperature, and coating delamination.
Improved manufacturing sustainability
The concern with the sustainability of the manufacturing processes, namely, associated with the economic and environmental area, is increasingly becoming a reality and largely conditions the techniques, methods, materials used in the manufacture of components in titanium alloys for application in medical devices.
Within the scope of the sustainability theme, some of the most used cooling methods will be addressed, since this aspect has a strong impact both in economic and environmental aspects in the manufacturing of a medical device.
As stated previously in this work, when cutting titanium alloys, high temperatures are generated in the cutting zone with extremely negative consequences both for the workpiece and the cutting tool. These consequences can be minimized with the use of cutting fluids (CF).70,71
In dry machining, used when the use of coolants is not recommended due to contamination hazards, even with very well defined and controlled cutting parameters, short machining times and with the use of coated tools, tool wear is always higher, and tool life is always reduced compared to other methods due to resulting high temperatures and cutting forces. 21 Unless the absence of cooling is necessary, dry machining of titanium alloys should be avoided.
Flood cooling, also designated as wet cooling, is the most common option cooling technique used. Here, the cutting area is constantly irrigated with a water-based emulsion. The ratio can go up to 10% of oil depending on the manufacturer. Nowadays this technique is, whenever is possible, substituted mainly by Minimum Quantity Lubrication (MQL). From a technological point of view and with the results already obtained, MQL has also proved to be a valid option for flood cooling.72,73
In the MQL method, also designated as near dry lubrication or micro-lubrication or even near dry machining, 74 very similar to the mist cooling technique, the coolant is sprayed over the cutting zone in a mixture of compressed air and lubricant, preferably biodegradable, or is applied drop-by-drop. 21 Compared to flood coolant, since it uses a reduced amount of lubricant, can be considered more environmentally efficient and sustainable.70,75–77 This effect can also be enhanced with the use of synthetic esters and vegetable oils such as palm oil, which demonstrated to be a valid, healthier, and economic alternative to mineral oil-based coolants.74,78,79 In difficult to cut materials machining, the use of MQL compared to dry machining has clear advantages in prolonged tool life and superior surface quality. Experimental work concluded that for better surface quality the air-oil mixture should be fully applied on the rake face. Also if a dual injection MQL system can be used, with a combination of 75% applied to the rake face and the rest on the flank face there is a reduction of the cutting force. 80
Although there is no doubt about the efficiency of MQL in turning and milling operations, there is no definitive consensus on the effectiveness of this method compared to flood and cryogenic cooling, where, depending on test conditions results point to different conclusions.70,76 In drilling, the use of MQL has proven to be more effective than dry and flood in reducing the negative effects caused by heat generation. 81
The addition of micro and nanoparticles like CuO, Al2O3, graphite, diamond, boric, and MoS2 to enhance the thermal conductivity and lubricity of coolants proved to be highly effective. 82
The use of cryogenic cooling does improve the machinability of titanium alloys, surface quality, and expand tool life. 83 In this method, a liquefied gas, usually liquid nitrogen (LN2) or liquid carbon dioxide (CO2), at low temperatures is applied over the cutting zone, to change the properties of the material to be cut and the tool, and mainly to promote a significantly greater removal of the temperature from the cutting zone compared to traditional cooling methods. 84 Also, friction between the tool and the material is highly reduced contributing to a reduction in cutting forces, tool wear, and material adhesion to the surface.74,85–87 Even so, at low Vc, with cryogenic cooling, the tool life decreases. 88 It was also verified that the extremely low temperatures reached with this method cause surfaces to harden. This will increase cutting forces in that area and difficult control dimension accuracy. 21 The use of multiple cryogenic cooling jets compared to a single jet demonstrated that can be achieved longer tool life, better surface quality, lower cutting temperature, and specific cutting energy. 86
The compromise between cutting parameters, the type of coolant and the cooling method for each application are essential to increase productivity and achieve the required surface quality.
Summary
It is known that titanium and titanium alloys are difficult to machine material. The extensive array of scientific literature dedicated to this theme demonstrates the importance of these materials to modern manufacturing, and how the problems associated with its transformation through machining are in the front line of research.
The main problem encountered in machining titanium alloys is the difficulty in extracting or dissipating the high heat generated in cutting, resulting from the natural properties of this material. High wear rate that leads to low tool life, poor surface finish, reduced material removal rate, make titanium alloys classified as difficult to machine. In the production of a component, and from an economic point of view, the negative implications of this fact are enormous.
The solution that allows circumventing the issues associated with the machining of titanium alloys comes from a combination of using appropriate cutting tools with an emphasis on PCBN or PCD tools, the correct choice of cutting parameters, generally low values for Vc, F, and ap and the application of cutting fluids and proper cooling method during machining, with MQL proving to be the solution to be highly regarded even more if vegetable oils can be or are used.
From the reviewed scientific research done under the titanium alloys machining theme, the range of Vc values, generally, varies considerably from 40 to 100 m/min in milling and turning, from 20 to 40 m/min in drilling, and from 50 to 100 m/min in helical milling. Above 150 m/min can be considered HSM range. As for f, values vary generally from 0.05 to 0.1 mm/tooth in milling, 0.1 to 0.3 mm/rev in turning, from 0.05 to 0.1mm/rev in D, and 0.05 to 0.1 mm/tooth in HM.
With this in mind, the constant development of new tools with new materials, different tool geometry, new coatings applied to cutting tools, the use of unconventional cooling methods and coolant materials, the design of new alloys to meet application requirements, and improve their machinability are all attempts to make titanium alloys more machining accessible and thus be able to facilitate their use in the manufacture of medical devices.
Footnotes
Acknowledgements
The authors acknowledge “Project No. 031556-FCT/SAICT/2017; FAMASI – Sustainable and intelligent manufacturing by machining financed by the Foundation for Science and Technology (FCT), POCI, Portugal, in the scope of TEMA, Centre for Mechanical Technology and Automation – UID/EMS/00481/2013.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.