
Abstract
Since the presentation of the cell adhesion concept, properties of the contact surface between osteoblasts and titanium implant and possible methods to enhance related characteristics have attracted much attention in orthopedic investigations. The creation of microtextures on the titanium implant is an important method to improve cell adhesion. This research includes the employment of Ultrasonic Assisted Turning (UAT) to create special microtextures on the titanium implant. Also, the developed interfacial ratio (Sdr) are analyzed to understand the effect of main surface characteristics on the adhesion behavior and parameters. Moreover, the effects of ultrasonic vibrations on Sdr are presented by theoretical relation and graphical modeling. Results showed micro dimples (textures) depth and width were a function of ultrasonic characteristics (amplitude and direction) and cutting speed of turning. Developed interfacial ratio (Sdr) was another surface parameter that improved by UAT (about 20% in geometrical simulations) while surface roughness did not change significantly by the application of UAT. SEM images show larger integrin and extended fibronectin of osteoblast which adhered to the textured surfaces. This result demonstrated the abilities of UAT to fabricate titanium implants with enhanced adhesion properties for osteoblast cells.
Introduction
Titanium is a light metal covered by an adhesive and protective layer of titanium oxide which presents a significant corrosion resistance. Also, titanium presents noticeable osseointegration, which makes this material an excellent choice in the fabrication of body implants. Titanium allows osteoblasts to grow inside the implants cavities, while other metals allow filamentous tissues, called the membrane, to grow only around the implant which reduces the lifetime of the implant. Applied forces to implant passes through the titanium to the main bone without pathological excitation. In contact with body fluids, titanium makes a resistive surface oxide layer and prevents biocorrosion. On the other hand, this layer acts the same as ceramics, which has high biological adaptation to body components and attracts mineral materials, such as Calcium and Phosphor, and totally results in acceptable osteoblast growth on the implant. The interaction of titanium and cells plays an important role in the biological successes of bone and dental implants. Surface preparation, using chemical and mechanical methods, helps cellular adhesion to the implant surface. 1 One of the aims of mechanical engineering is to improve the biocompatibility of metals using surface coating or surface modification methods. 2 Barman and Das 3 used Magnetic Field Assisted Finishing to modify surface characteristics of the bio-titanium alloy. In this way, they employed different magnetorheological fluids during the process and achieved a very smooth surface which is suitable for implants with a relative motion to the human body. Covarrubias et al. 4 fabricated a layer consisted of nanoporous silica and glass nanoparticles on the titanium implant. Developed novel coating enhanced osteogenic property of implant, which finally resulted in improved bone tissue adhesion to the implant. Onuki et al. 5 studied the mouse osteoblast adhesion to titanium implant. The titanium implant was processed by sandblasting and anodization. They monitored amino acid consumption to determine the cell adhesion and achieved a tighter adhesion of cells to the processed titanium surface. Fiorucci et al. 6 fabricated different surface geometries using laser surface structuring on the stainless steel 316L and titanium alloy Ti6Al4V. A Nd:YVO4 laser was employed and the ISO standard was used to extract surface topographical properties of the surface.
In laboratory studies, the variation of surface roughness of implants has presented a significant effect on the cellular adhesion. Long term successes were achieved, because of the higher contact surface of implant and bone. Studies resulted in a great effect of implant surface roughness on the osteoblast adhesion and biomechanical stability. Roughness can be fabricated by titanium plasma-sprayed (TPS), sandblast, chemical etching, and calcium phosphate coating. Each of the mentioned processes can affect biocompatibility and adhesion characteristics. 7
Today, the inactive surface layer and biocompatibility of titanium are known and intensive investigations have studied the effect of surface characteristics such as roughness, topography, ingredients, and chemical specifications on the osteoblast growth. On the other hand, the effects of surface characteristics on corrosion, hardness, and hydrophilic have been addressed. 8 Götz et al. 9 tried to achieve different surface characteristics. In this way, they studied different methods such as coating, machining, sandblast, and laser to melting material from the surface. Results showed that the application of laser changes the osteoblast growth besides some undesirable effects on the corrosion behavior.
Li et al. 10 applied electrochemical machining to obtain stronger adhesion of cells to the 304 stainless steel through micropores. Results showed the direct relationship between machining time and adhesive cell density. Vorobyev and Guo 11 applied the laser method to modify surface characteristics and compared this process to other related methods. Also, Zhao et al. 12 used a Nd:YAG laser to create different surface characteristics on the titanium and its alloys. Both of them observed fibroblasts on the implant which showed the acceptable stability of cells beside implant integration. They showed that using laser can lead to proper surface characteristics with high precision and slight surface contamination.
Ultrasonic Assisted Turning (UAT) is an efficient method to shape hard materials. In UAT, a sinusoidal movement is added to the linear motion of the tool that leads to the periodic variation of depth and chip thickness during the machining process. 13 High-frequency variation of contact area between the tool and workpiece creates micro-size textures on the machined surface. Micro valleys and peaks of UAT are a function of tool geometry, path, and vibration specifications. The shape and dimensions of microtextures have an important effect on the adhesion and hydrophilicity and can be specifically adjusted by an accurate selection of UAT parameters. Guo and Ehmann 14 used elliptical vibration in the turning process to create a textured surface in a fast method. Elliptical vibration included tool movements in tangential and normal directions. Related experiments resulted in patterns of dimple array and proved the performance of the presented process. Farahnakian et al. 15 studied the surface roughness during the one-directional ultrasonic assisted turning. They presented a special tool with a modified cutting edge with a flexible fabrication process which resulted in various types of textures on machined surfaces. Other machining characteristics such as residual stress and tool flank wear during UAT using elliptical vibrations presented a different behavior compared to the simple turning process and achieved more efficiency.16,17 Zhu et al. 18 studied tooltip trajectory and separation of tool and workpiece during two processes of ultrasonic-assisted turning and milling. Results of surface characteristics were compared to conventional turning and milling processes. Results showed that the tooltip trajectory affects the tribological properties of the surface and reduced the friction coefficient and its fluctuations. Ahmed et al. 19 employed the chatter phenomena during the turning process to create textures on the surface. Textures included microchannels and microcavities. They called the developed process “controlled chatter machining” and determined related conditions through study and monitoring of dynamic behavior of the cutting tool. Cutting speed, feed, and depth were process parameters that determined the properties of expected chatter phenomena.
Kinematic analysis of tool-workpiece contact in the milling process has been addressed by researchers with the aluminum workpiece and surface characteristics of machined surfaces are studied. Results showed that UAT has created scaly textures on the surface. 20 In another research, the wettability of UAT and CT machined surfaces was investigated. Results showed that increasing the cutting speed raised the numbers of microcavities that led to a higher ratio of real to the apparent contact surface. The mentioned ratio had a direct relation to the surface wettability. 21
In recent decades, the effectiveness of surface texture on adhesion has been approved. But, the fabrication process of microtextures is a key point and there are several methods to achieve the optimum textures. Between fabrication processes, UAT is an efficient process that produces regular roughness with acceptable dimensional accuracy. In this regard, the authors considered one dimensional UAT in the face turning process on titanium to study surface characteristics. The main target is reaching special surface characteristics of titanium such as high cellular adhesion and biocompatibility in reaction to osteoblasts by fabricating proper textures on the implant.
Material and methods
To study the effects of microtextures, created by UAT, on osteoblasts adhesion, equipment of ultrasonic vibration was installed on the turning machine. Details of equipment and experimental condition are explained in the following section.
Equipment of ultrasonic vibration
Micro textures were created using a one-directional vibrating tool which consisted of transducer and horn with the power of 400 W and a vibration frequency of 27 kHz. Horn shape was conical which enhanced the vibration amplitude in the tooltip. The horn end had the maximum vibration amplitude, so it was the best place to attach the insert tool. After nesting on the tool end, the insert found an approach angle of 45° and a clearance angle of 5°. A high-frequency pulse generator was used to excite piezoelectrics and finally, the vibration amplitude of 8 μm (peak to valley) was achieved in the tooltip. The actual and schematic views of the tool and movement path are shown in Figure 1. The configuration base was inclined about 30° to fix the position of the vibration tool during the fabrication of microtextures. As can be seen in Figure 1(b), the inclined tool applies motions in two directions of parallel and perpendicular to the workpiece surface and increases the depth of microtextures (dimples).
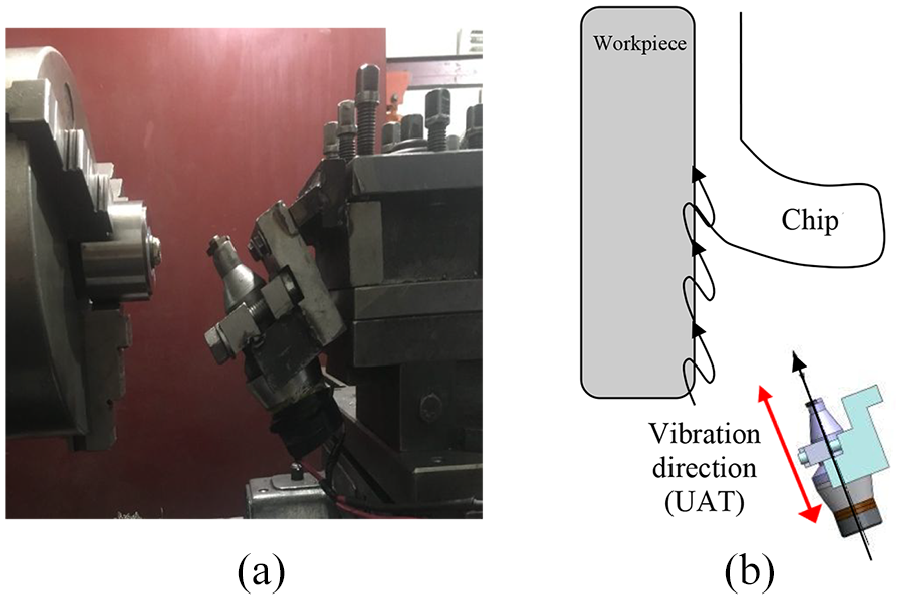
Configuration of ultrasonic-assisted turning: (a) actual and (b) schematic views.
The workpiece, turning tool, and machine
A Tungsten Carbide tool with code of SNMG 120408 was used, which had zero rake angle and chip breaker. Insert grade of H10F from Sandvik Corp was selected which is an uncoated fine-grain carbide grade. It combines good abrasive wear resistance and toughness for medium to rough turning of heat resistant steels and titanium alloys. Due to the hardness of titanium and tool wear, the cutting edge was changed in every experiment. The ring shape workpiece was made from Ti6Al4V. Outer diameter, the thickness of the workpiece, and the diameter of the central hole were considered as 60, 6, and 12 mm, respectively, which was prepared using a wirecut machine. The type of turning machine was TN50BR (a maximum rotation speed of 2000 rpm and a maximum power of 5.5 kW).
Design of experiments
The full factorial experimental design was employed. Cutting speed (Vc) was considered as a variable parameter with selected values of 43, 61, and 86 m/min (250, 355, and 500 rev/min) in two machining modes of UAT and CT. The culture duration of cells was chosen as 3, 5, and 7 days, and finally, 18 samples were prepared. Parameters and related values were chosen according to primary experiments and similar research. 21 In order to achieve the minimum undesirable vibrations and continuous chip, depth and feed parameters were selected as 0.25 mm and 0.07 mm/rev, respectively, which remain constant during experiments.
After the preparation and installation of the required equipment, samples were fixed in the fixture, and face turning was started. The machining process was applied on a short length between diameters of 50 and 60 mm, in which, mean cutting speed was evaluated regarding a sample diameter of 55 mm. Surface roughness was measured using an AM2 petro-meter with scanning speed and length of 0.5 mm/s and 2.5 mm, respectively. Every experiment was repeated three times and mean values of results were recorded.
Details of cell culture
The samples with initial dimensions of 10 × 10 × 6 mm were cut from titanium workpieces. Samples were washed (using an ultrasonic bath for 15 min and water as a cleaning fluid) and sterilized in the incubator and classified into two series based on the fabrication process (UAT and CT) then placed in the cell culture environment. In the next step, frizzed osteoblasts added to the culture medium. After 1 week, osteoblasts were separated from the culture container using the Tripsin-EDTA enzyme (10 mL). Filtron was added to the culture medium to the preparation of floating cells. Fluid containing osteoblasts was transferred inside a centrifuge with a rotational speed of 1500 rev/min. After an operational time of 10 min in a centrifuge, osteoblast cells were separated from the tube end and the number of cells was counted. Two milliliter of culture medium included 1 million osteoblast cells and placed on the prepared titanium samples. The whole set was placed in the incubator (all of the mentioned processes were accomplished in the sterilized condition).
After a culture duration of 3 days, samples were exited from the incubator and placed on the glass stamp to capture images, using SEM and invert biological microscopes.
Results and discussion
In this section, the effects of microtextures, fabricated by CT and UAT, are studied on the adhesion of osteoblast cells to the machined surface.
Effect of ultrasonic vibration on the surface texture
Micro dimples are a function of cutting speed, vibration direction, and amplitude. Vibration direction and amplitude effect the depth of dimples, while cutting speed changes the width of dimples. In the case of UAT, microtextures are mainly affected by two parameters of cutting speed and frequency of ultrasonic vibration. In this regard and assuming a constant vibration frequency, increasing the cutting speed (Vc) leads to a higher distance between micro dimples and achieves a lower density of micro dimples (Figure 2). The number of micro dimples, in a specific length, can be determined as follows:
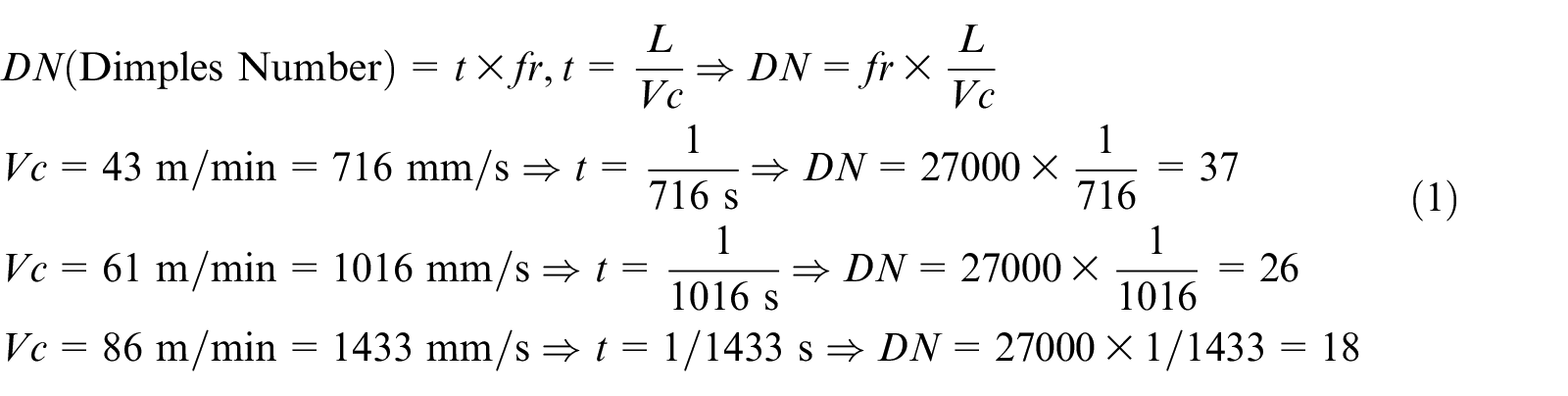
where fr, L, Vc, and DN are vibration frequency, machining length, cutting speed, and the number of micro dimples, respectively. Cutting speed has a direct relation to the DN. Also, the width of the dimples can be evaluated as follows:

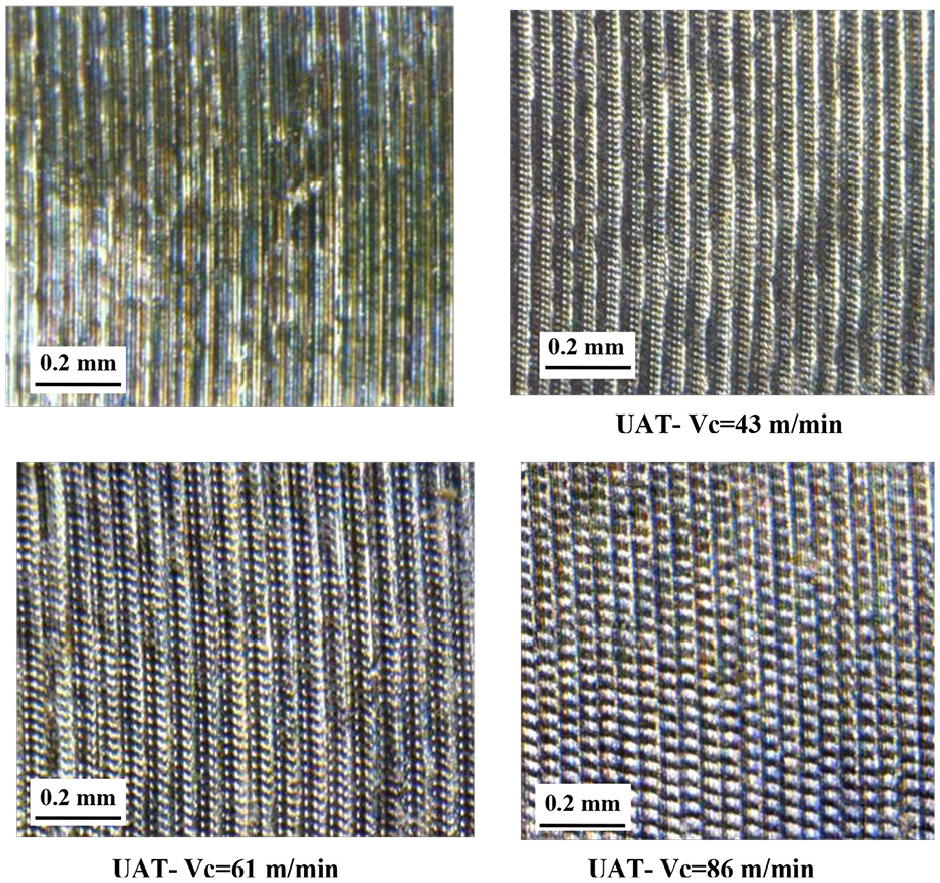
Comparison of surface textures according to different cutting speeds.
Effect of ultrasonic vibration on the surface roughness
The surface roughness of samples was measured in two directions of parallel and perpendicular to cutting speed, which is shown in Figure 3(a). It should be noticed that the perpendicular direction to the cutting speed equals the parallel direction to the feed (Vf). For the purpose of increasing accuracy of measurement, three small regions with a length of 2 mm were determined for measurement.22,23
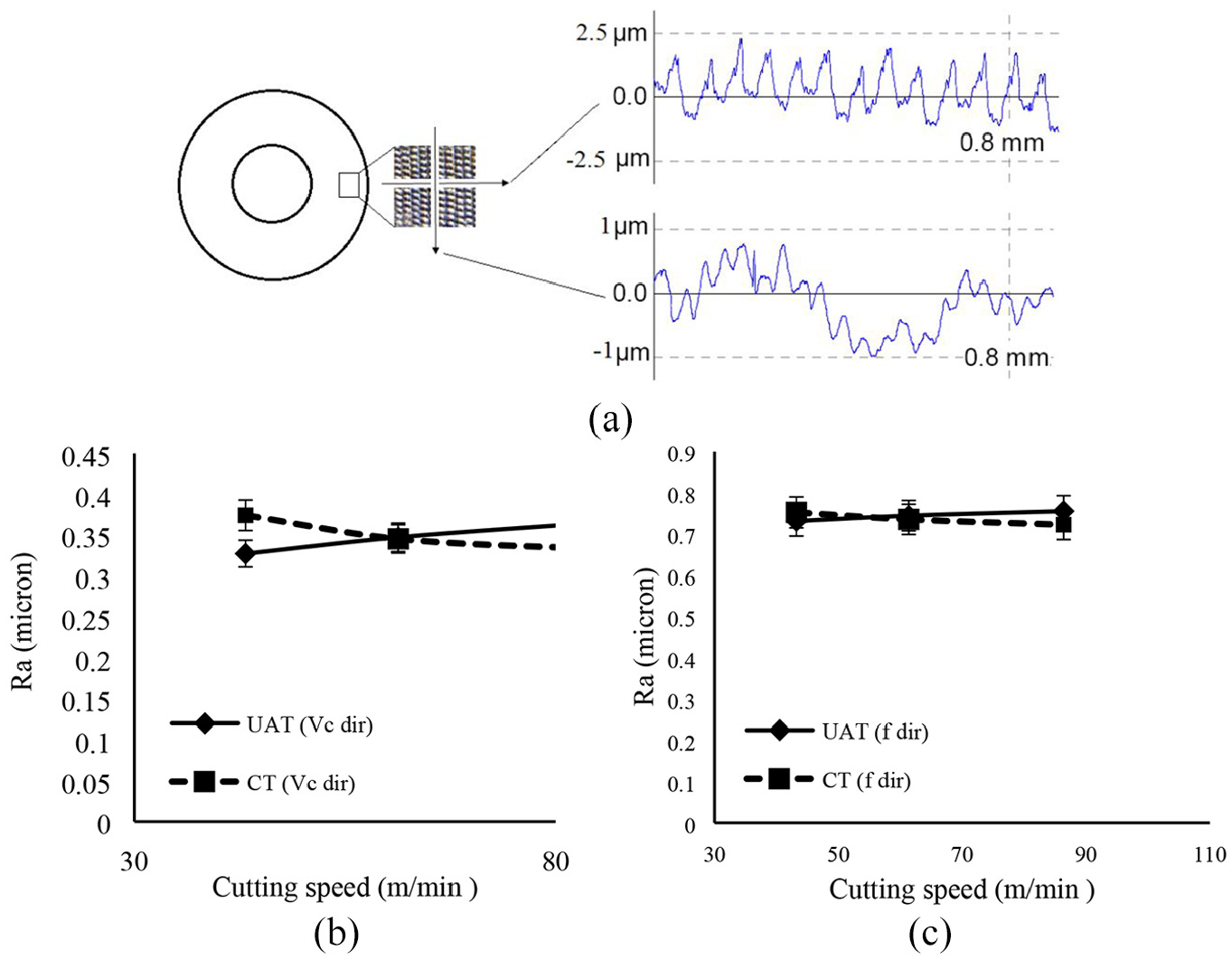
(a) Measurement procedure of surface roughness in two directions, for Vc = 86 m/min. Results of surface roughness in the direction, (b) parallel, and (c) perpendicular to cutting speed.
According to the results of surface roughness in two modes of CT and UAT and variation interval of selected parameters (Figure 3(b) and (c)), in the directions parallel to Vc, Ra finds the value 0.7 ± 0.05 μm while in the directions parallel to Vf, Ra is 0.35 ± 0.05 μm. These results show slight variations and Ra presents approximate constant values.
Effect of ultrasonic vibration on Sdr
Topographical properties of the surface play an important role in surface performance, especially hydrophilic and adhesion behaviors. In the engineering view, every surface has a special 3D geometry includes valleys and peaks (roughness (Ra)) which directly affect the interaction of surface and the surrounding environment. Rough surfaces have a significant influence on the wetting behavior of fluids. Figure 4 is a schematic representation of a sessile drop on smooth (Figure 4(a)) and rough (Figure 4(b)) surface. It is evident that a rough surface provides an additional interfacial area for the spreading liquid and the true contact angle would be different than the nominal contact angle. The additional surface area provided by roughening the surface results in the increase of surface energy.
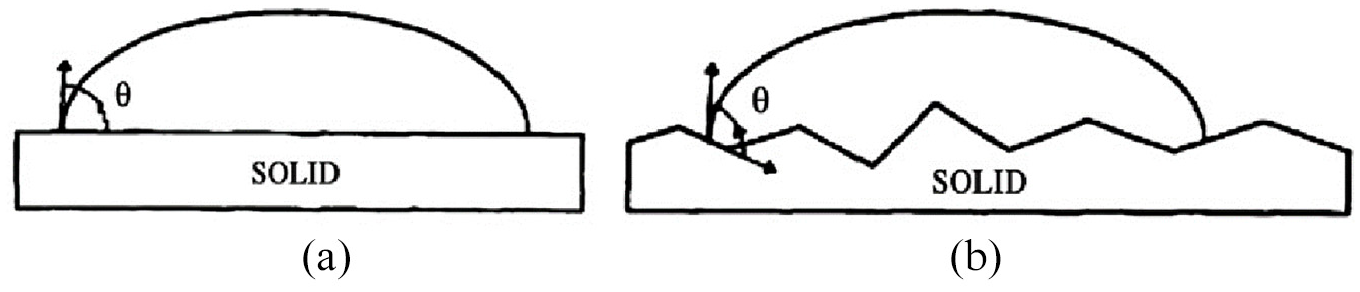
Wenzel 26 studied the effect of surface roughness on the equilibrium contact angle and proposed an equation that gives a relation between equilibrium contact angle and the apparent angle formed on a rough surface:

where θ is the equilibrium contact angle, θ w is the apparent contact angle on a rough surface (generally known as Wenzel angle), and r is the average roughness ratio, the factor by which roughness increases the solid-liquid interfacial area. Hence r is the ratio of actual wetted surface area to projected or geometric surface area calculated from radius of the wetted base. Its value is always greater than unity except for ideally smooth surfaces for which it becomes equal to unity. Also, r can be stated according to Sdr as follows:

The ratio of real to apparent surfaces is the most important parameter of roughness which affects the surface adhesion. This parameter is stated by Sdr (developed interfacial ratio) which presents the difference of textured surface to an ideal flat surface (Figure 5(a)). Sdr is an important parameter, especially in adhesion and hydrophilic applications stated as follows:

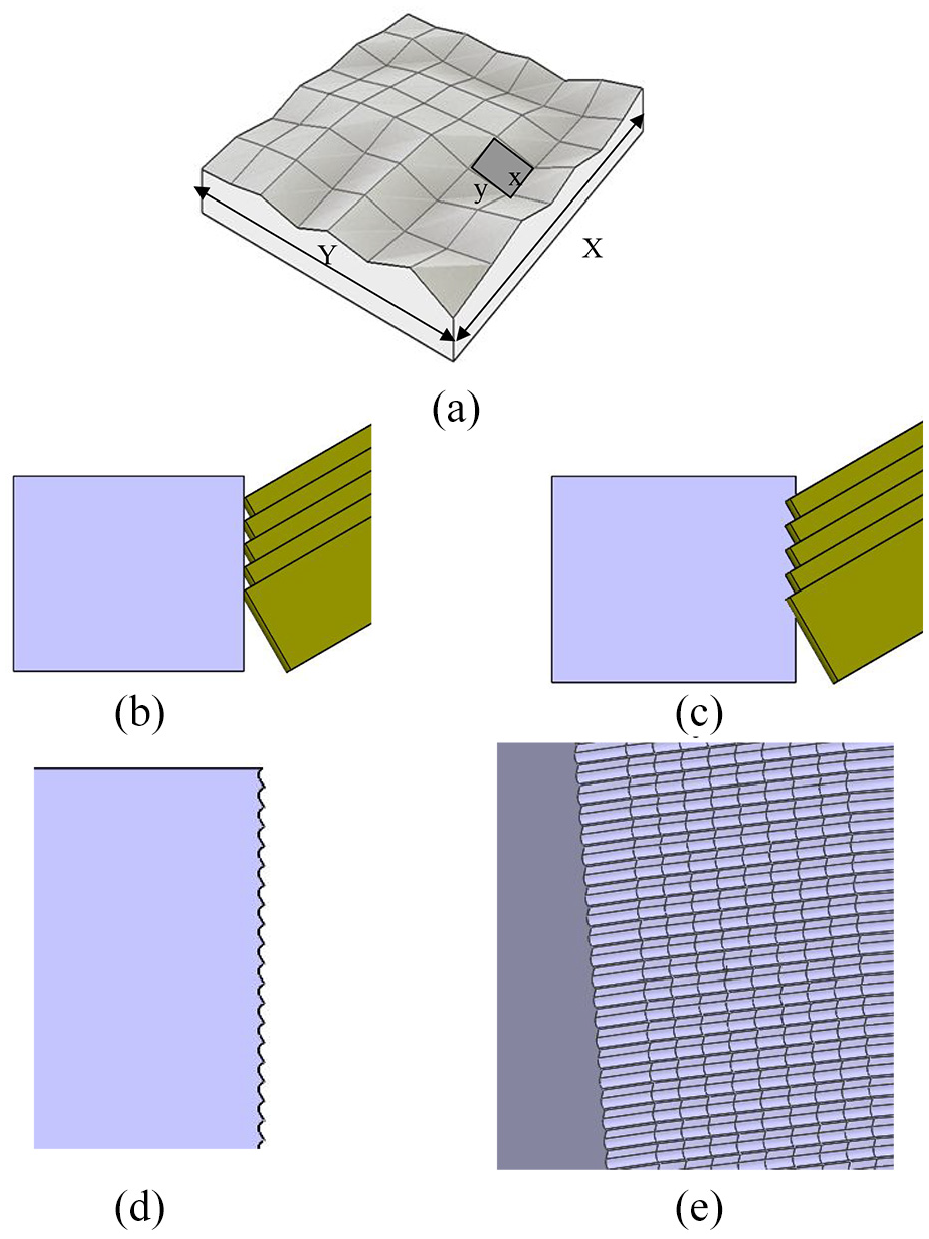
(a) Developed interfacial ratio. The modeling procedure of textures in the environment of CAD software, (b) replication of the tool in contact to workpiece considering the depth, vibration amplitude, and details of equation (2), (c) subtract of workpiece material in intersection area, (d) produced surface texture, and (e) 3D model of surface texture.
In order to evaluate the variation of Sdr, in the case of UAT, a geometrical model was developed in the environment of CAD software. In this way, tool and workpiece were modeled and according to process parameters (feed, depth), the tool was moved and interferences of the tool and workpiece vanished. The mentioned procedure is shown in Figure 5(b) to (e) (radius of cutting edge was assumed as 20 μm).
Figure 6 shows a comparison of fabricated surfaces using UAT and presents modeled surfaces. Surface roughness and Sdr are shown in Figure 6. As can be seen, Sdr values have changed significantly versus cutting speed, while the variation interval of Ra remains constant. Results show higher values of Sdr versus increasing the cutting speed, which is important in the surface adhesion.
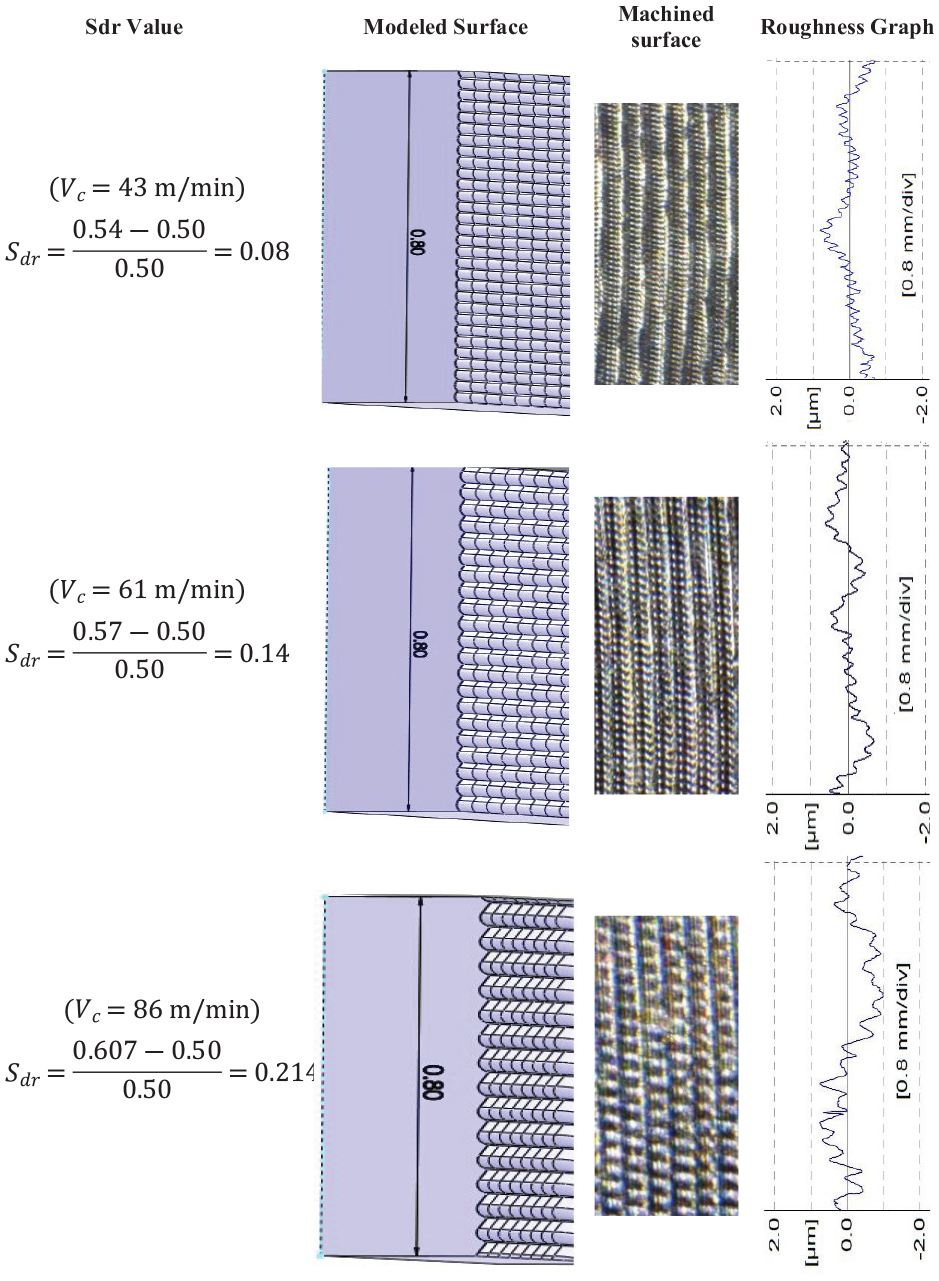
Comparison of fabricated surfaces using UAT and related 3D modeling, regarding roughness graphs and Sdr values.
Effect of ultrasonic vibration on the cell adhesion
After osteoblasts cell culture, samples were subjected to SEM and invert microscopes to determine the details of cell adhesion. SEM images of samples in cutting speed of 61 m/min and 7 days of culture duration are shown in Figure 7. A comparison of pictures presents the effect of surface texture on the osteoblasts and fibroblasts growth. It can be observed that surface texture, created by UAT, resulted in stronger and more integrins of osteoblast. Also, in Figure 7, UAT, macrophage, and fibroblasts cover all over the machined surface, in such a way that texture valleys and peaks are hidden. In Figure 7, CT shows macrophage and fibroblasts on the machined surface by the CT process in which a small part of the surface is covered.
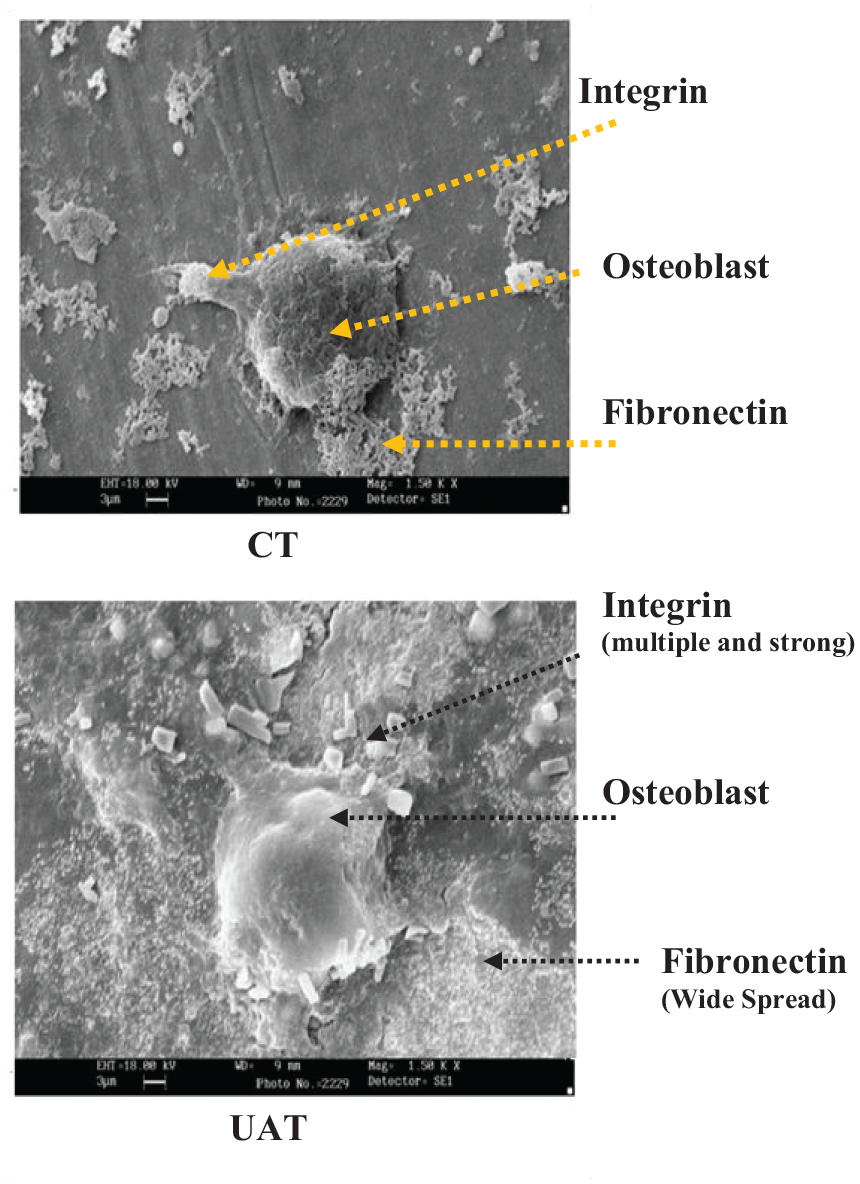
Osteoblasts growth and it’s ingredients on the machined surface in two modes of UAT and CT.
Figure 8 shows SEM images of samples after culture durations of 3, 5, and 7 days. Significant adhesion differences can be found which proves the effect of surface texture on the cell adhesion.
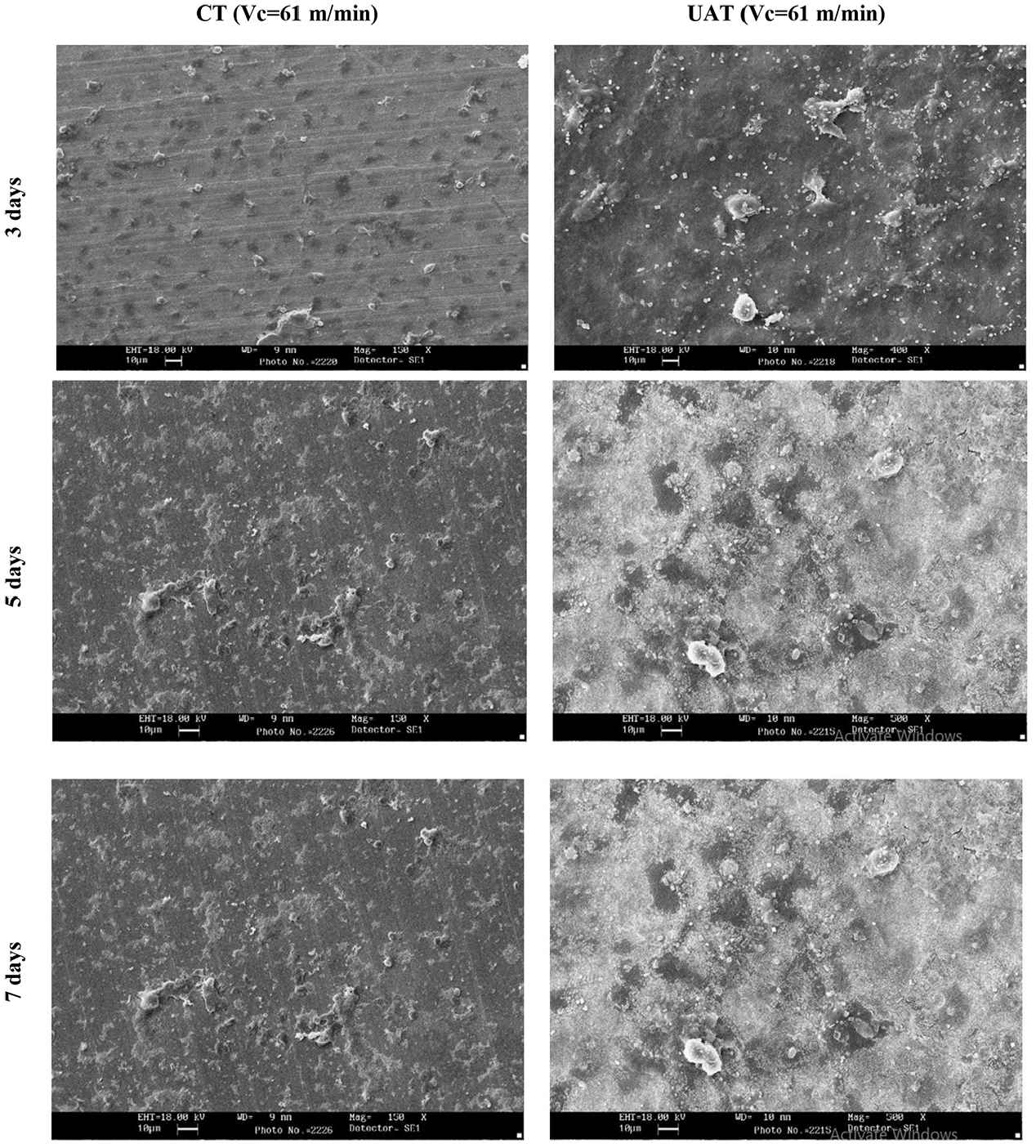
SEM images of osteoblast culture in cutting speed of 61 m/min, considering different culture durations of 3, 5, and 7 days.
Figure 9 shows images of osteoblasts for different cutting speeds after 3 days of culture duration. As can be seen, the minimum cell proliferation is achieved in the case of CT. Also, a slight integrin growth around the cell presents a low adhesion of the cell. The sample fabricated by UAT under cutting speed of 86 m/min presents the best proliferation and integrin between all UAT samples. Hence, it can be concluded that UAT with the highest cutting speed achieves the most suitable surface characteristics in the case of osteoblast adhesion and proliferation.
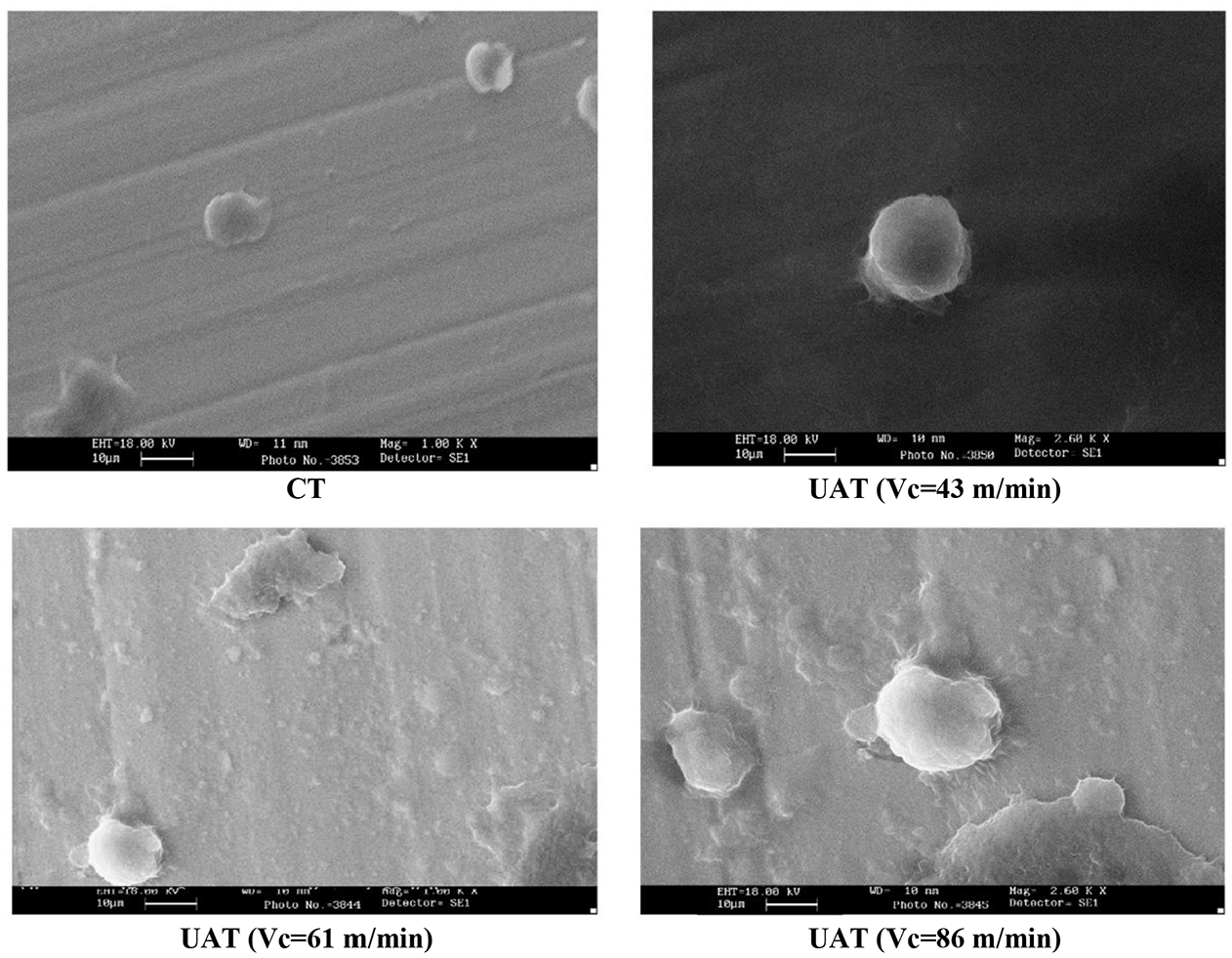
SEM images of four samples in the same culture duration.
The osteoblast is the main cell for bone healing. Direct contact of osteoblasts with titanium surface plays an important role in the implant performance. Observation of round shape osteoblasts on the implant shows the minimum adhesion (contact area) of cells and proves the low biocompatibility of implant surface while the application of UAT to fabricate titanium implant clearly results in extended proliferated osteoblasts on the surface and achieves acceptable adhesion to the implant.
Conclusions
This research studied the application of UAT to achieve improved surface characteristics of the titanium implant. Cell adhesion was considered as the main result of surface characteristics in cases of CT and UAT. Results can be classified as follows:
Micro textures including micro dimples were created by a combination of ultrasonic vibration as an additive technique and cutting speed as the most effective parameter of the turning process.
During UAT, the number of dimples was a function of cutting speed and ultrasonic characteristics. Cutting speed changed the width of dimples while the ultrasonic amplitude and direction changed the dimple depth.
The surface roughness of fabricated surfaces was measured in two directions of perpendicular and parallel to the cutting speed. Results did not show a significant variation of surface roughness using ultrasonic vibrations in both directions.
Micro textures of UAT resulted in a higher ratio of real to the apparent surface area, which was stated as Sdr. A higher value of cutting speed resulted in a greater Sdr. Geometrical modeling showed a raise of Sdr up to 20% according to increasing the cutting speed.
Results of SEM images showed the significant effects of surface texture (fabricated by UAT) on the adhesion of the osteoblast to the titanium implant. In this regard, larger integrin and extended fibronectin were captures during UAT to prove the enhanced adhesion properties of an osteoblast to the titanium implant. Results of UAT with the cutting speed of 86 m/min presented the most suitable surface condition in the case of osteoblast adhesion and proliferation.
Footnotes
Appendix
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.