
Abstract
Defects generated by the UK supply chain is much higher than its global competitors. Defects impact costs and production throughput due to unpredictable disruptions resulting in many non-value adding activities. However, defects data associated knowledge have rarely been considered and implemented as the manufacturing capability in existing design for manufacturing and assembly (DFMA) data/knowledge bases. On the other hand, current ICT systems used in the aerospace industry are not flexible enough to keep up with the new requirements of collaborating to manage knowledge properly, and the use of real-time manufacturing data generated in manufacturing activities. This research was carried out in collaboration with one of the UK’s largest aerospace companies in order to analyse the complexity of design and manufacturing activities of high-value safety-critical aerospace products. The results of the work are presented, and a novel approach and system was developed, that can be used to support DFMA using defects knowledge. The approach was implemented as a knowledge management system using collaborative design principles. Key findings from the main contribution in the context of extended enterprises of high value low volume safety critical product manufacturing are discussed.
Keywords
Introduction
The design and manufacturing of aircraft systems involve collaborative and knowledge intensive processes especially when disruptive events and unpredicted problems (such as manufacturing defects) occur. Managing the flow of information and accumulation of knowledge and the retention of solutions between different functions and suppliers is a complex process, as it involves geographically and globally distributed people, processes and technologies. Defining and structuring the knowledge needed for design for manufacture and assembly (DFMA) implementations to reduce defects, is a challenging task for organisations with rich yet scattered data and information resources, particularly when there is a lack of integrated knowledge-based processes. Large UK companies need to focus on improving the effectiveness of their communications especially across their supply chains in order to minimise the already high costs involved, reduce defects 1 and failures and find effective ways to build up a knowledge base of defects and solutions from previous collaborative effort in order to reuse it to improve efficiency. 2
In the literature, researchers previously aimed to either use defects to improve design or improve manufacturing quality using multiple types of manufacturing data which contributed to addressing few technical challenges. Yet global systems that can reinforce this problem-solving technique without isolation from product lifecycle management (PLM) systems are limited. 3 The effects of disruptive events like manufacturing defects and late design changes need to improve the way that historic defects data can be used. 4 This is to allow better prediction of design performance.
It is critical that linking the ‘key product and manufacturing process characteristics’ in complex high value industry context is achieved. 5 Non-value adding activities triggered by failures, defects, scrappages and reworks contribute to major costs if the process is not streamlined and made more efficient. 6 Within the context of dispersed manufacturing systems and communication technologies there is a general lack of structured approaches for making use of defect data and associated knowledge to improve DFMA.7,8
Similarly, in the collaborative design domain involving knowledge management, researchers were focusing on strategic approaches to enable wider knowledge networks, often resulting in additional data and information, 9 than focusing on appropriation methods. On the other hand, open innovation systems in collaborative engineering promise some key enablers in ontology linking. 10 For example, Semantic web technologies offer the ability to link data effectively across independent non-interoperable information and communication technologies (ICT) using existing online enterprise network capabilities. 11 An example of this is its expansion into social networks operating to exchange general product updates via social activities. 12 However, it had limited adaptations in aerospace lifecycles that can first decompose data and information through structural methods and secondly, be able to manage large chunks of data and information in hierarchical order and workflow processes. The key to the challenge is not the data or information stored, but the ease of use and rationalisations (or appropriation) behind the types of knowledge needed.
Limitations in DFMA methodology
Traditionally, DFMA techniques are effective experience-based approaches to quality control and cost reduction, through applying an individual’s logic of learning from manufacturing mistakes, defects and failures and implementing solutions. 13 This kind of approach, which is valued by organisations through accounting the individual’s years of experience, is in most cases, not systematic and in many occasions remains implicit within the individual’s experiences. Enriching the early design rational by capturing the learned knowledge from experience, can improve products for present and future designs. The operational links between manufacturing and design are growing further apart in organisational growth founded on utilisation of more engineering teams that are globally dispersed. 14 This is also true where DFMA techniques are being tried to improve the manufacturing of products or sub-systems with a high proportion of outsourced parts, and dispersed teams that heavily rely on data and information reports in their day-to-day design activities, communications and decision making.
What was traditionally easy and instantaneously practiced within small enterprises is extremely difficult with larger ones, as the manufacturing facilities, the actual parts needed for aerospace products, the designers, suppliers and manufacturing engineers are largely dispersed and often operate not in close-proximity and different focus points or performance goals. For example, in small and medium manufacturing companies, a DFMA driven culture allows the designers to witness at first hand, the defects, faults, mistakes and failures due to manufacturing limitations or missing knowledge related to design, and taking incremental steps of incorporating defect reduction tactics easily. This is no longer the case for medium and large enterprises operating remotely. 15 Similarly, the challenges related to knowledge retention of DFMA expertise needs to be addressed as in many cases, effective design knowledge embedded in individual’s experiences is at risk of being lost, if the individual is no longer there, or their knowledge is not made explicit, formalised and accessible or shared with others within this context in present and future periods given certain new activities related to defects.
Limitations in lifecycle management data
Likewise, Product Lifecycle Management (PLM) systems are keeping up with explicit knowledge requirements and its sharing needs in the new manufacturing paradigms involving collaborative networks of people carrying out DFMA. To add to the challenge, the ICT platforms used within concurrent engineering processes had not fully resolved their interoperability issues yet. 16 Concurrent engineering introduced as a term in the mid-80s was a naturally collaborative processes, where various functioning teams carried out different engineering tasks using different tools at different stages where communicating in real-time, often in person due to close proximity. Rigid concurrent engineering operations in manufacturing have not been able to utilise the same efficiency when the teams are more dispersed.
In many reported research projects, Web technologies have helped organisations or extended enterprises to be more consistent, better connected and more resourceful over wider geographical areas. 17 The requirements for using this kind of technology in the context of this research, include the need for real-time data generation, integration and accessibility. As well as context driven knowledge capture mechanisms, that can enable more accurate data-informed model-based decision making and new types of knowledge from experienced people, previously not captured. 18
Research approach
This research was carried out in collaboration with BAE Systems, Electronic Systems Division, UK with the focus on the above challenges. The research involved several key stakeholders in the company, firstly to establish a deep understanding of the complexity mentioned in the current industrial practices with particular attention on high value safety critical aerospace products. Secondly, to develop a new, integrated defect-responsive approach to drive more DFMA practices in the organisation and access to it to solve newly arisen problems. The research was carried out using observations of five of the company’s main technological aerospace products designed and manufactured for world leading customers. The products investigated include Head Up Display, Radar Map Display, Helmet Mounted Display, Inceptors and Primary Flight Computer Systems which involve defects related to mechanical, electronic, optical and functional aspects of the manufactured systems. The products also involve many parts designed and manufactured by external suppliers and later integrated, at the company’s assembly lines.
The Industrial Stakeholders Team whom were a key part of developing the research, included personnel from Supply Chain Management (Procurement), Technical Supply Chain Management, Test Systems, Engineering Management, Mechanical and Hardware Engineering, Project Management, Continuous Improvements Leads, Manufacturing Engineering Management, Product Engineering Management, Growth, Innovation and Technology Leads, Manufacturing Directors, New Product Introduction Management, Chief Engineering – Operations Management, Principle QPM Engineering and IT Infrastructural Management.
Overview of the research methodology
In aerospace manufacturing, multiple knowledge acquisition points emerge in different stages of the lifecycle and different protocols and appropriation mechanisms are used for data and information creation in accordance to each function’s internal focuses and goals. Figure 1 shows the existing data and information creation points in a product’s lifecycle which lack the information and data and integration mechanism to constitute a centrally driven and systematically operated knowledge base for defect (problems) and DFMA (implementation of solution). In order to improve this, the following data/information models and systems need to be linked:
Product Data Model (PDM) containing data and information about the product design, including geometric, functional and assembly interfaces.
Enterprise Resource Planning (ERP) containing the planned manufacturing and assembly routings, process control specifications and purchasing of parts and material.
Defects (D) in operations containing data and information about the parts defected, and the inspection process record that brought it to attention.
Manufacturing Execution System (MES) containing data and information in which the defects can be tracked within the manufacturing and assembly routings which provide statistical and decision support capability for manufacturing performance reviews.
Supply Chain Relationship (SCR) management considering aspects of failures that result in mitigation, further investigative activities and rectification tactics such as reworks and concessions. It involves purchased parts.
Quality Management (QM) data and information containing formal records of descriptive nature regarding quality management’s involvement in reducing manufacturing defects and some design triggers for design input (change requests).
Lessons Learned (LL) information containing captured project-oriented evaluations, reviews and some of the resulting knowledge acquired particularly from product functional failures and any key information related.
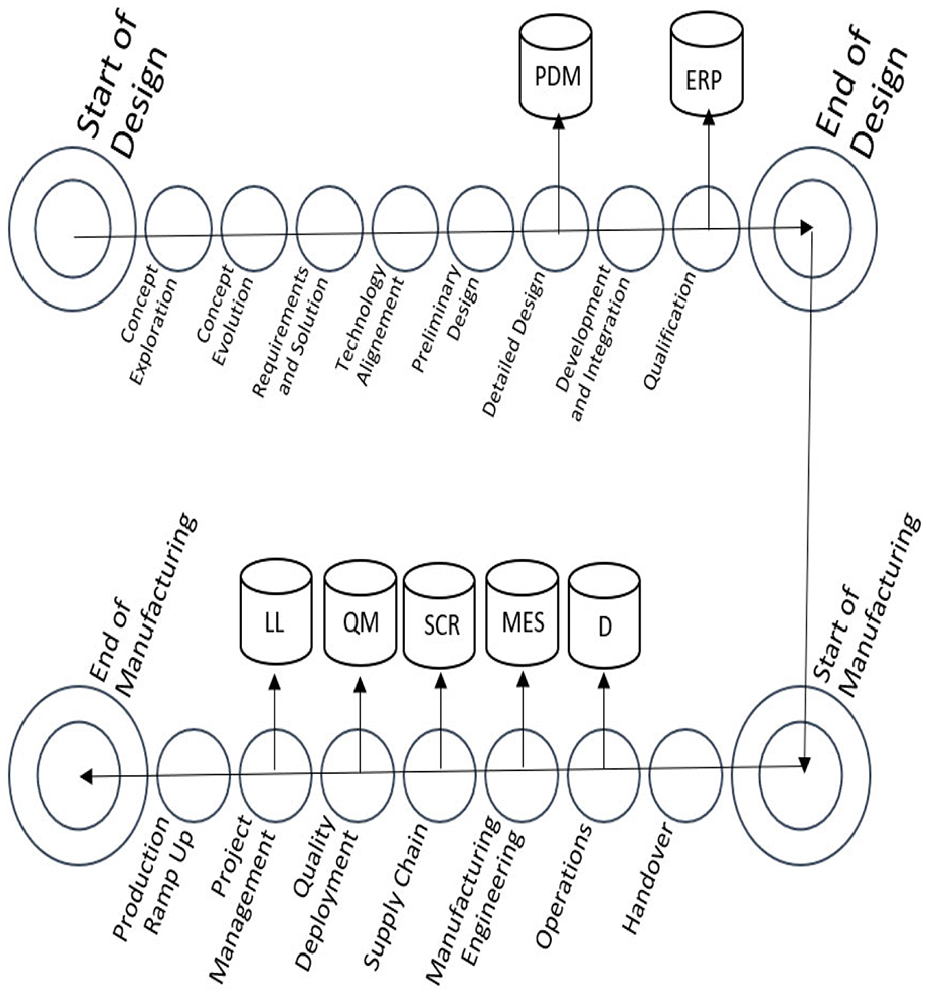
The different data/information creation points and subsequent systems used to manage them.
The management principles of this research are to represent the data, its linkages and context, in a seamlessly usable interface. They also must be rationalised and repurposed towards DFMA processes, goals and also become a primary facilitator for DFMA implementation. The main benefit of this approach is the provision of a new, robust and systematic knowledge-base for carrying out defect-oriented DFMA implementation contributed by the organisation’s employees in response to defects. Other benefits of this also include improving organisational learning (and empowering a DFMA thinking culture).
In order to build the blocks towards a DFMA-based workflow for carrying out the necessary activities, these databases were used as following: PDM for part/product typology extraction (such as classification of functional, aesthetic, assembly and procurement attributes for ease of retrieval), ERP for capturing manufacturing and assembly process specifications, MES for defect instance classification, the actual defect data semantic terms (Defect instances) for capturing and cross referencing symptomatic data, SRM for capturing suppliers contribution to DFMA knowledge base, the QM data for root cause, recommendations, manufacturing and assembly performance knowledge (for statistical analysis) and finally, the LL data at project management level for providing means of closing the feedback loop back to improve new product introduction (NPI) DFMA knowledge acquisition and giving essential and instantaneous access to designers of any newly generated DFMA knowledge.
Key findings from industrial investigation
The findings from the industrial investigation were obtained from observations of operators, engineers and manufacturing personnel and insights during a series of interviews and discussions carried out at BAE Systems over the duration of 3 years. The findings 19 confirmed a need for further understanding of the link between underspecified or mis-specified design specifications and manufacturing defects, and vice versa, that is, the link between defects occurring in manufacturing, and design specifications issued in the past. Other organisational barriers highlighted in El Souri et al. 20 also confirmed that collaboration efforts would require a strategic DFMA goal-oriented approach and also help towards building a culture of learning.
Within the context of aerospace product manufacturing, the findings can be contextualised into two main areas that were considered in the proposed approach from an operational management point of view, as the research primarily involved key drivers from the operations management function 21 :
Limitations in data and information use from the manufacturing phase; and
Knowledge acquisition and integration barriers into the design phase.
With the complexity of aerospace product lifecycle in mind, multiple existing limitations in current data and information management were found to subsequently determine some barriers related to utilisation of DFMA knowledge for engineering implementation into the product design process. These barriers are summarised in Table 1.
Summary of the limitations in manufacturing phase and knowledge related barriers in the design phase.

The proposed knowledge framework and models using defect definitions
The linkage of the data and information to form the overarching Knowledge framework aimed to retrieve (acquire) the datasets from the existing PLM system in use were carried out in the case study. The model used the retrieved (acquired) data related to product variations in the Bills of Materials (BOM) and data related to suppliers on supplied parts. The manufacturing data acquisition aimed at quality, operations and manufacturing engineering management data were also acquired and reviewed with the collaborating company. This mainly targeted at retrieving and reusing defects, their investigation and related manufacturing process data and related information.
Once the data has been acquired, it was linked and classified in accordance with the type of defects defined for this research, shown in Table 2 and implemented in Open Source tools with node modelling techniques. The external sources of data (usually from suppliers) were acquired and linked to represent the required information and made accessible using manual discussion-based findings.
Summary of the types of defects defined in the knowledge modelling approach.

A representation of the knowledge model to improve DFMA utilisation in design using defects followed a logic that determines the connectivity attributes and information requirements, to fill the gaps in the design or manufacturing process specification knowledge. A Representation of the three knowledge models developed are shown in Figure 2.

Overview of the knowledge management models developed using the industry-based case study.
First, the structural backbone of the products information model (BoM hierarchy), should be populated with the existing data as per project’s requirements. All components are to be attributed to their relevant suppliers, and the supplier knowledge base populated. Once this design knowledge model is complete, the organisations can begin utilising the framework to capture defects and resolve problems in the design and manufacturing activities through DFMA knowledge capture, and reuse on the future occurrence.
Defects captured are to be modelled as instances in the products manufacturing and assembly activities and linked to their corresponding suppliers. This includes the defect information, and parts of the manufacturing knowledge model, such as requirements capture, and problem requirements.
The final data capture of the DFMA knowledge is to be modelled during the implementation of the resolutions and dispersed to the rest of the team involved with this product via the collaborative workflows. The follow sections of this paper give further explanation of the workflows in regard to each of the three models developed in the framework.
Manufacturing knowledge model
The manufacturing knowledge model includes the defect knowledge base. It consists of the available data and information acquired to determine a defect and its characteristics. This relates to where it occurred in manufacturing or assembly stages from the manufacturing or assembly process plan – this occurrence triggers the capturing of defect characteristics and linked with the manufacturing and assembly process nodes. This consists of:
Semantic descriptors.
Determinants of its symptoms including defect type (from Table 2), failure type and severity rating.
Suspected root cause and their classifications based on taxonomical indexing (allows pre-set and new terms to be indexed for retrieval). This includes cause types, manufacturing root cause and design related root cause that are formally verified at a later stage in the workflow that complement the system’s usability explained later.
Quantitative count algorithm for indexing QCD impact such as consequences (accounting of defect related scraps, reworks, concessions) as well as qualitative textual inputs, for each defect instance, and linked with users as determinant of human expertise for further knowledge capture when the framework is in use.
An open capability of capturing contributed solution ideas by operators that may be used towards DFMA knowledge capture later in the workflow which can be for soft non-data and information driven knowledge acquisition.
Design knowledge model
The design knowledge model makes use of the product (component and assembly) data and information, and aligns the various structured fields to be linked with the fields from the manufacturing knowledge model. The design knowledge model includes the finalised drawings, design specifications, manufacturing specifications and vertically aligned in a hierarchical structure as per BoM convention used in industry. Each is complemented by a ‘make’ or ‘buy’ attribute and linked with the supplier’s information node in order to align the design information and supplier information and defect information to form part of the supplier-defects knowledge base. Other important information is facilitated in the design knowledge model such as compliance information, product typology determinants using semantic taxonomy terms (such as ‘mechanical’ + ‘supplied’ or ‘electronic’ + ‘in-house’ or ‘optical’ + ‘supplied’ + ‘off_shelf’ or ‘made_to_order’) to ease search and retrieval in knowledge reuse situations.
DFMA knowledge model
The third knowledge model is the DFMA knowledge model that brings the information used in the design knowledge model and information used in the manufacturing knowledge model into one central inter-relational view to allow convergence of all information required in the engineer’s interactivity aspect in order to enable DFMA knowledge determinants and its capture in context. In order to carry out the knowledge captured by the end users, multiple workflow signposts have been implemented to support DFMA knowledge capture which are detailed in the case study. These milestones are capturing of DFMA requirement, a DFMA knowledge capture trigger which aims to send the requirements as a task to one of the main users of the system. These are suppliers (for supplied parts), the manufacturing engineers (for manufacturing process defects) and design engineers (for design and manufacturing specifications) to govern updating the design knowledge model to complete the full feedback loop into the design function.
Implementation and validation of the framework using an aerospace case study
An example product was used for reporting the results of the methodology implemented shown in Figure 3. It shows a product displayed in the implemented tool using CAD software. The BoM represents a manufactured system, broken down into assembly, sub-assembly and component nodes.
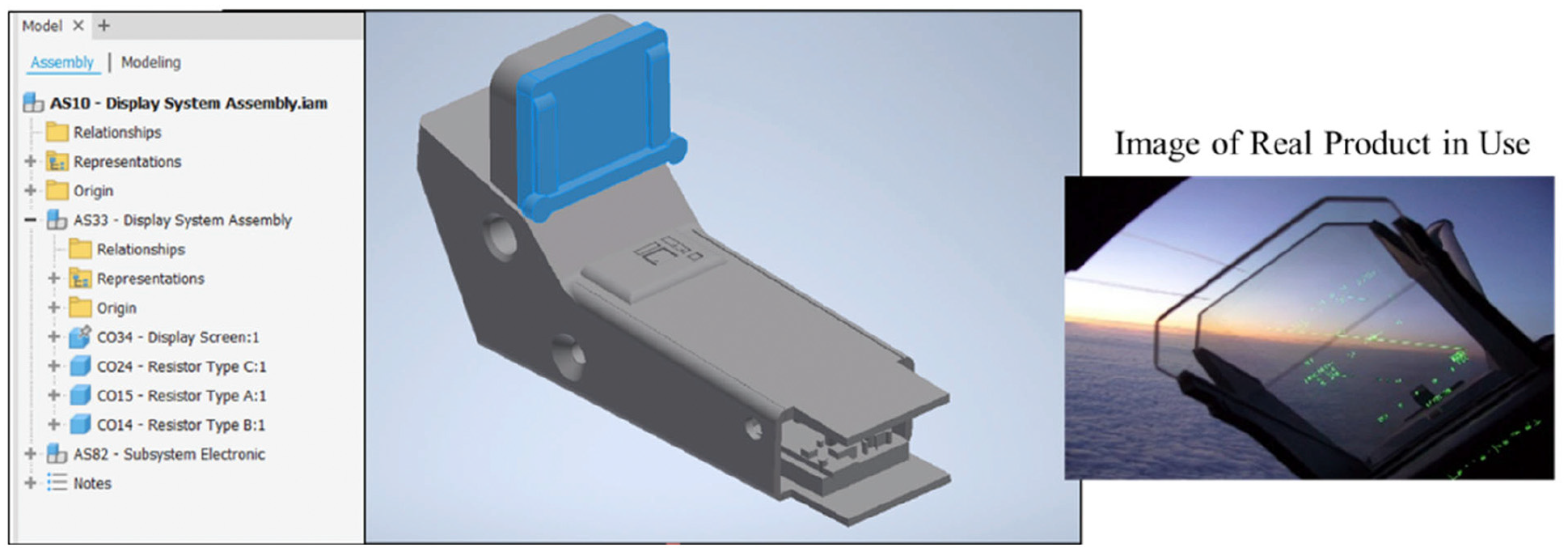
The example product and BOM used to gather data and information to populate the design and manufacturing knowledge models.
The existing specifications do not include any new design or manufacturing specifications resulted from past defects related to manufacturing. During manufacturing, an example of a defect was populated against one of the components related to an electrical defect on a part supplied by an external supplier. The required information and knowledge was populated using capture forms implemented in an Open Source Content Management System (Drupal) as shown in Figure 4. The node included and linked all the data and information required for the design knowledge model and manufacturing knowledge model described earlier.
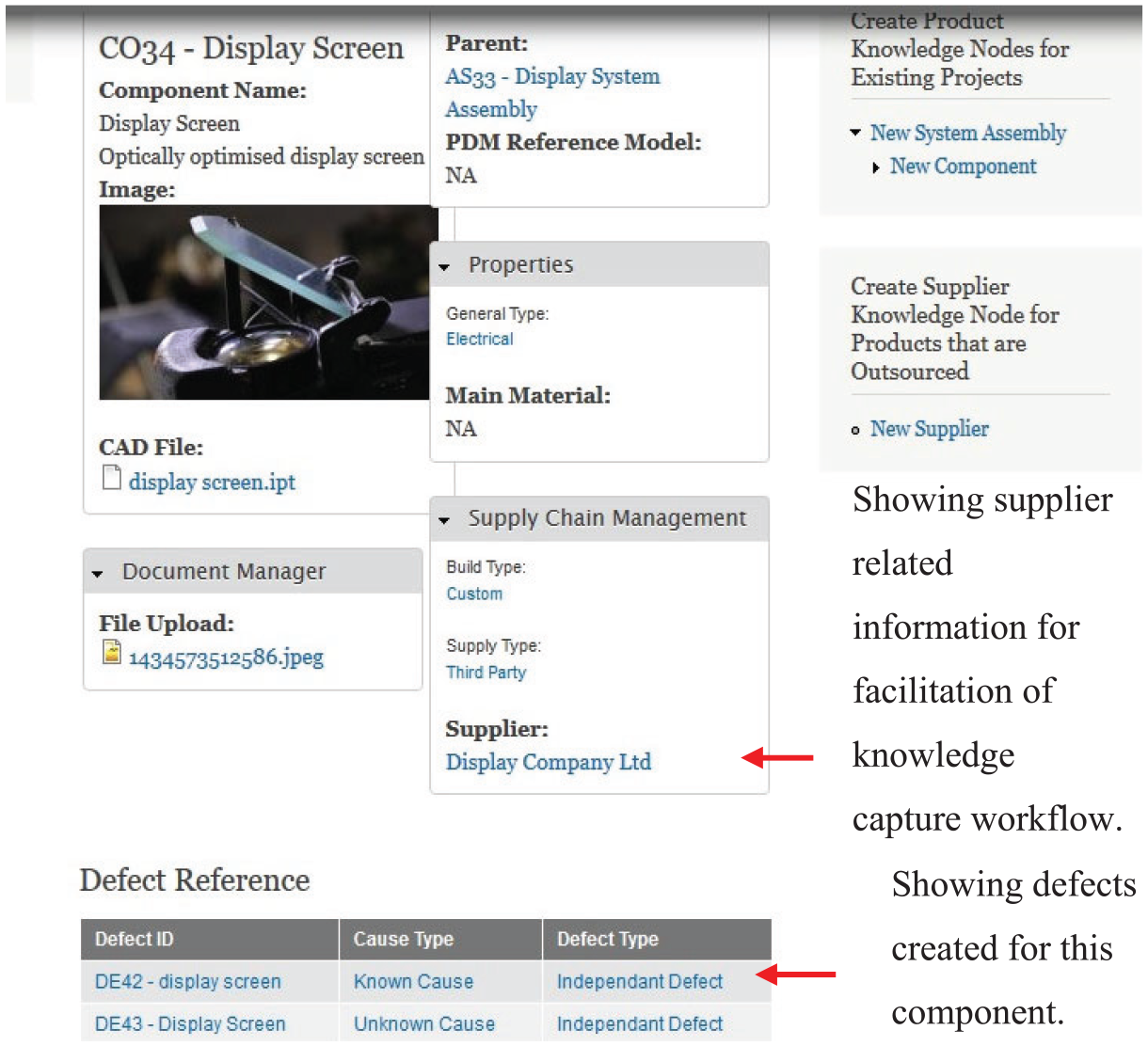
The information/knowledge capture form used in the case study.
Implementation of the knowledge management workflows towards building an extensive knowledge base
In order to improve the design of the product, multiple workflow stages have been designed and facilitated by the Content Management tool implemented as shown in Figure 5.
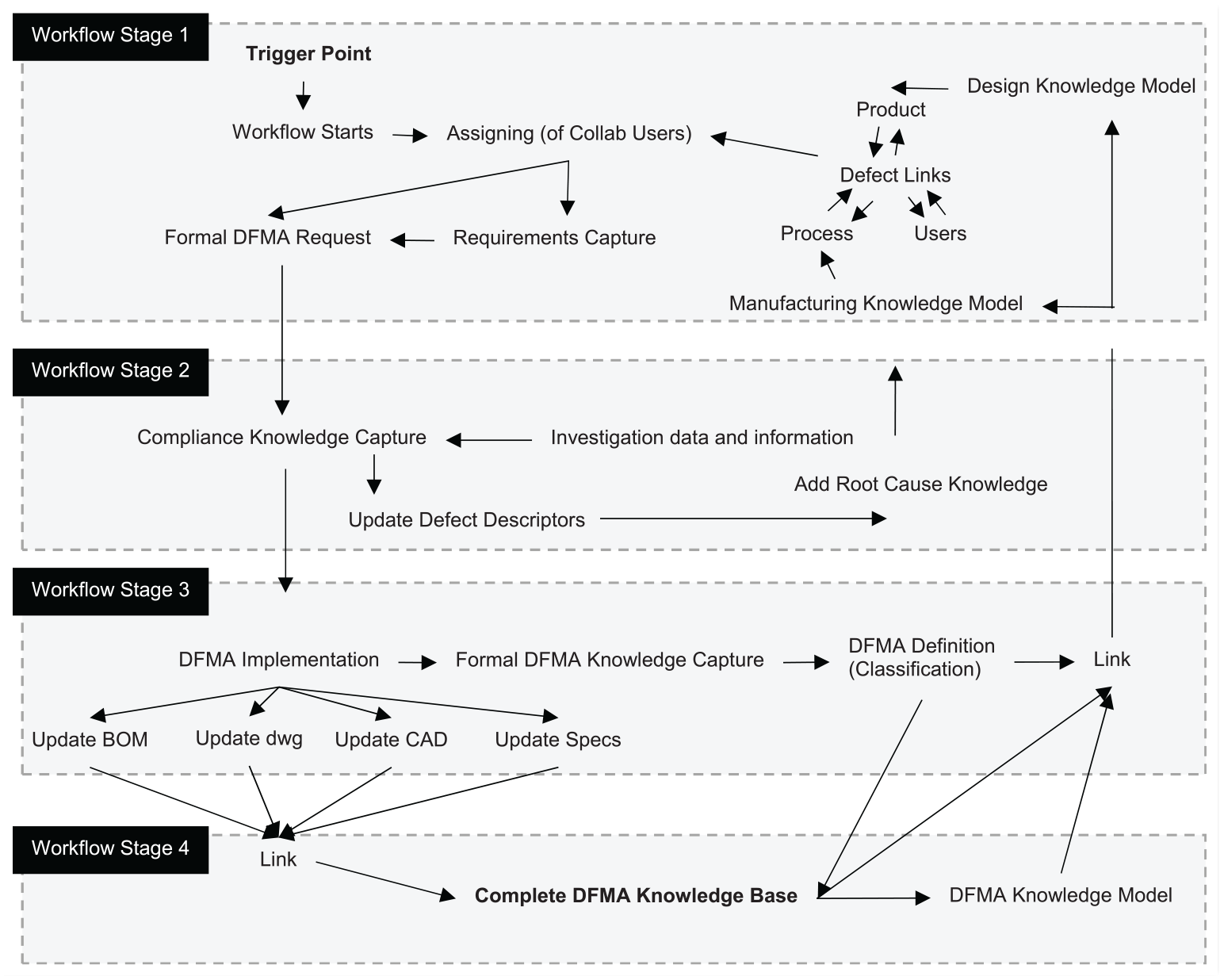
The framework aspect that facilitates the collaborative workflows to support DFMA knowledge capture and implementations.
The first stage provides a trigger point, or a request on defects that will drive the DFMA implementation in new product development stages that use similar parts, processes or suppliers of certain components. This results in a seamless and accurate articulate of all the requirements and users involved to drive DFMA knowledge capture and enables the formalisation steps of the DFMA implementation as a new process in the system, that needs to be completed.
The second workflow stage captured knowledge of the undercompliance parameters that require addressing in order to eliminate the occurrence of the particular type of defect in the future. In the example demonstrated, the compliance knowledge capture demonstrates that a systematic misalignment (involving two or more components) that caused a non-conforming adherence to the optical inspection test. As more than three components interfaced, the overall assembly resulted in an optical pathway misalignment in the optical test which deemed the product not adhering, hence resulted in a defect. Several resolutions explored which deem costly were part of the knowledge captured. One of the resolutions which was developing a new alignment fixture and new assembly process implementation in manufacturing planning (usually ERP) was contributed to by the supplier’s engineers as a result, where new machining capability information was provided and captured in the knowledge base. The supplier engineer understood that fundamental mechanisms of complex tolerance chains and thus collaborated to resolve the issue. Acquisition of their investigative activities knowledge and uploading them to the manufacturing process node within the manufacturing knowledge model was achieved easily. The resulting jig designs were part of the DFMA knowledge base linked to three common components, and are shown in Figure 6.
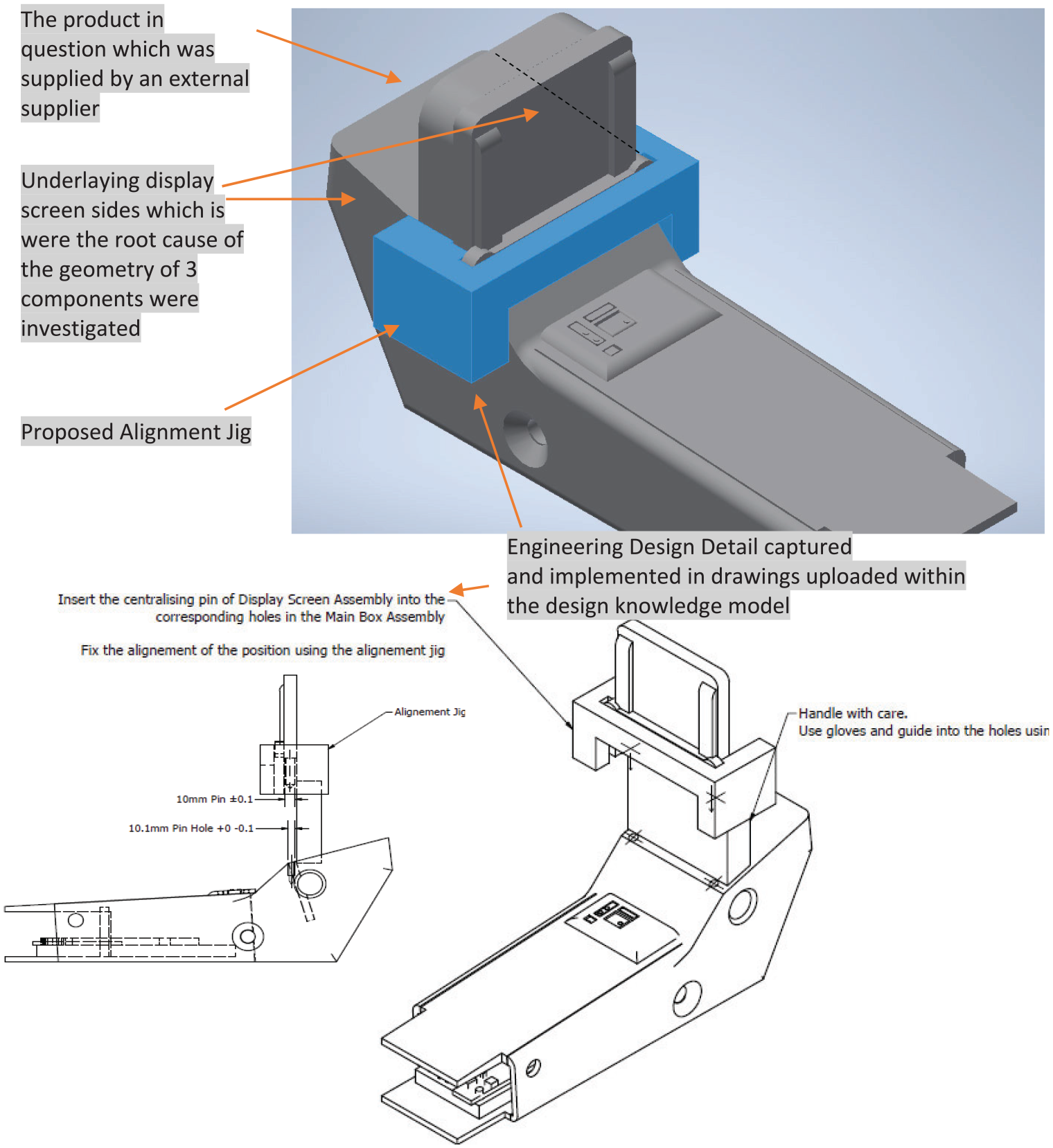
Captured knowledge resulted from the DFMA resolution implemented on this product.
The third workflow uses the DFMA knowledge domain area to formalise the methods used into a typological identification of the DFMA implementation based on its product, process and DFMA characteristics (positional in this case). For example, this DFMA implementation was classified as an ‘alignment’ solution related to ‘optical inspection defect’ on ‘display systems’ that were related to ‘positional’ aspects of the assembling processes.
The fourth workflow ensures that historically, the product contains all the defects, and DFMA knowledge models created and formed part of the knowledge base that design engineers can access seamlessly and easily to reuse the improved specifications related to design or manufacturing planning within new product development activities that require similar builds, new projects with similar parts.
Finally, closing the feedback loop from the defect data and related information captured in manufacturing stage back to the design stage through updating design and manufacturing specifications and retaining them using a dedicated knowledge base ready for reuse.
Results and discussions
The resulting knowledge-based workflows have been used to update and optimise the design and manufacturing specifications shown in Figure 7. As seen in the figure, the assembly jig was given a name and updated in the design specification document using the design knowledge model in the designed system and linked to the component that had the defect occur. The updated specification as a new revision shows that the fitting process requiring a new tool, was added. Each new specification item and revised specification had been linked to historical occurrence of DFMA workflows in order to manage historical traceability.
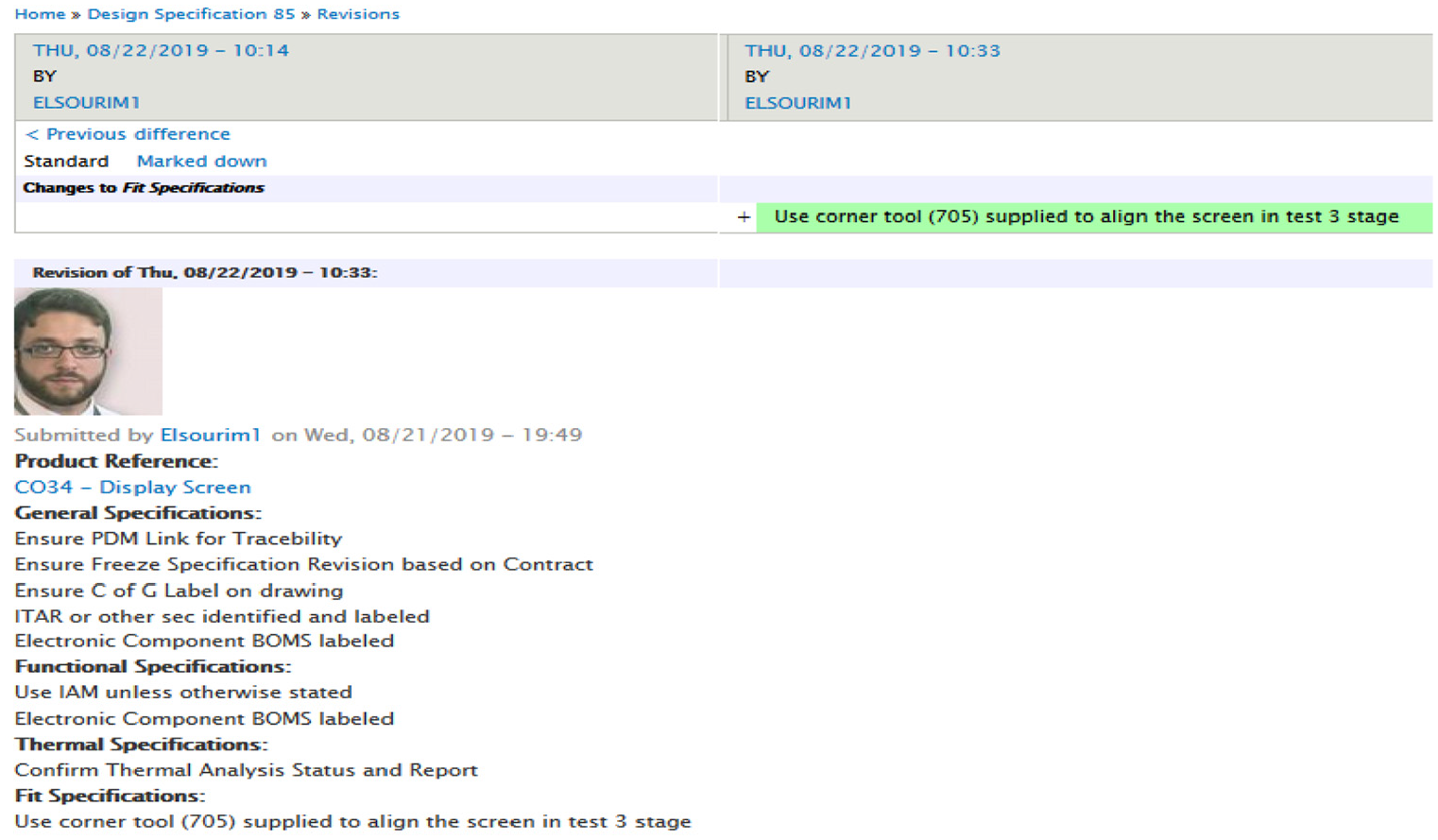
Showing closing the feedback loop by creation of an optimised specifications document that itemises the new specification and linked to the DFMA workflow carried out.
The results have been developed with the collaborating company’s stakeholders whom have adapted a similar approach in their operations activities.
Conclusions
(i)
Further work
The authors plan to populate more data and information related to case studies in order to capture more DFMA knowledge in order to begin forming an ontological cluster analysis of all possible defects and responding resolutions to provide a library of specifications and representation model of DFMA knowledge within CAD environments if needed. This can be beneficial or reused by design engineers to better design products through access to knowledge of possible defects on processes, previously manufactured products and manage supplier risk in manufacturing planning as part of their daily operations.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was funded by ESPRC Grant: EP/L50544/1 and BAE Systems. This project was also facilitated by the School of Engineering, University of Greenwich.