
Abstract
Cell formation, scheduling, and facility layout are three main decisions in designing manufacturing cells. In this paper, we address the integration of these decisions in virtual manufacturing cells considering assembly aspects and process routing. We develop a mathematical model to determine the machine cells, the layout of machines and workstations on the shop floor, the processing route of parts, and the production sequence of operations on the machines. In this mathematical model, material handling costs and cycle time are minimized. To the best of our knowledge, this is the first paper that concurrently addresses the scheduling and layout of virtual manufacturing cells with assembly aspects and so-called criteria. To effectively solve the problem, a Population-based Simulated Annealing (PSA) combined with linear programming is proposed. The practical usability of the developed model is demonstrated in a case study. Finally, instances from the literature are solved to evaluate the performance of the PSA. The comparison results showed the superior performance of the PSA in comparison with CPLEX solver and standard simulated annealing.
Keywords
Introduction
Cellular Manufacturing (CM) is proposed to maintain the flexibility of job shops and the efficiency of flow shops. 1 CM seeks to implement group technology principles by centralizing similar production processes in manufacturing cells. In CM, this centralization is achieved through the Cell Formation (CF) process in which machines are grouped into machine cells so as to process a set of similar tasks. CM can contribute to the reduction of in-process inventories, cycle time, and number setup times. 2 Also, it can improve product quality, increase flexibility, and simplify production control.3,4
Despite having several advantages, one of the main disadvantages of CM is that it becomes less responsive as more changes occur in production conditions. 5 To deal with this problem, the concept of Virtual Manufacturing Cell (VMC) was introduced by McLean et al. 6 in the early 1980s. A traditional cell consists of a set of machines that are physically placed in a specific region of the shop floor. While, a virtual cell is not identifiable as a fixed physical group of machines but rather as data files and computer processes. 6 This structure makes VMCs more responsive against the changes in production conditions and prevents the need for costly and time-consuming reconfiguration of shop floor. 7
The design of a CM usually starts with the CF and then follows by the Facility Layout (FL) and scheduling. 8 The majority of the studies conducted on the CM design have only focused on one of these decisions; examples of studies in this relation can be found.9–17 However, it should be noted that these decisions are highly inter-dependent. For example, the parameters of the FL and scheduling problems such as the material flow between machines and processing times are highly affected by the CF decision, or the transfer time between machines is directly proportional to the distance between machines. Noticing the importance of these inter-related decisions, some researchers applied an integrative approach to design CM more effectively. The studies conducted in this area can be classified into three main categories: studies addressing the CF jointly either with FL, see for example, in Refs.8,18–23 or scheduling, see for example, in Refs.24–30 and studies addressing all of these decisions in an integrated manner, see Table 1. Although the latter approach can produce better design, as Table 1 shows, few studies have been dedicated to the integration of the CF, FL, and scheduling problems. This is due to the excess computational complexity of such an integrated approach since multiple decisions need to be taken at a time. In what follows, we discuss the shortcoming in the studies given in Table 1.
From Table 1, it is observed that all the related studies have only focused on the design of CM with classical cells, and no research has been done on the integration of the CF, FL, and scheduling problems in VMCs.
In order to prevent the problem from being more complicated, the parameters such as the dimensions of facilities and the clearance among them have been ignored in the studies shown in Table 1. If the problem can be formulated and solved by considering these parameters, the resulting layout will be more accurate.
The functionality of a CM is not necessarily limited to the production of parts. In the real world, some factories produce products by assembling parts. According to the survey conducted by Wemmerlov and Johnson 37 at 46 factories in the US, 51% of the cells had joining/assembly operations. After production, the parts are transported to workstations to be used in the assembly process of the products. Despite the assembly operations are common in CM systems, no study has yet investigated this aspect with the scheduling and FL.
In case assembly operations are taken into consideration, an objective function such as the cycle time can be a better representative of the assembly line’s performance, rather than the objective functions such as makespan or flow time. However, as can be seen in Table 1, this objective function has not been considered in the joint problem.
Design attributes of the studies on the joint CF, FL, and scheduling problem.
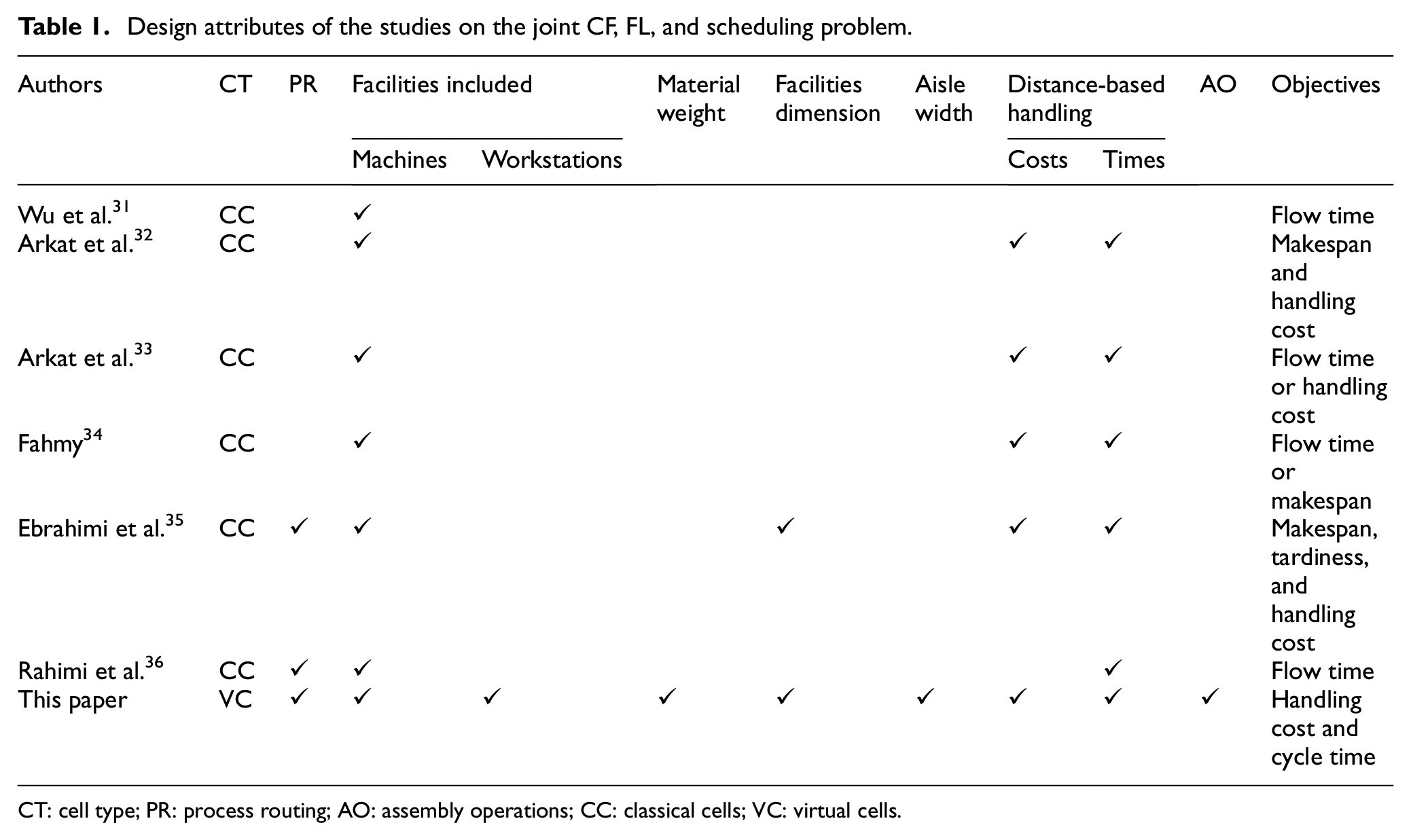
CT: cell type; PR: process routing; AO: assembly operations; CC: classical cells; VC: virtual cells.
To fill the gaps mentioned above, this paper develops a problem to integrate the CF, FL, and scheduling decisions in VMCs, considering assembly aspects and process routing. In what follows, the developed problem is explained.
Problem statement and mathematical model
In this study, we address the scheduling and layout of a VMC in which manufacturing activities consist of two main activities: producing parts and assembling finished parts into final products. Each assembly operation is presented as a task. A directed network is used to define the preceding relation between the tasks. In this network, the nodes are associated with the tasks and the edges show the preceding relations among the tasks. Considering these explanations, we address the following decisions in an integrated problem:
CF: this decision is made in order to assign the machines to the cells and determine the process routes of parts.
FL: this decision is made to obtain the centroid coordinates of the facilities on a shop floor. In the developed model, the first objective function is the minimization of the material handling costs which is calculated for three activities: transferring parts among machines, transferring parts between machines and workstations, and transferring assembled units among workstations.
Scheduling: an operational level scheduling approach is utilized to determine the processing sequence of operations on the machines. The transportation time between facilities is taken into consideration in order to make the model more realistic. As the second objective function of the developed mathematical model, we minimize the cycle time.
It should be mentioned that he following assumptions are considered in the developed model:
The sequence of operations required to produce each part is known in advance and the operations should be completed in the given order.
The set of machines that are capable of processing each operation is known and only one machine is allowed to be selected for each operation.
For each part type, the demand, weight, handling cost per unit distance, and transfer time per unit distance is known.
The assembly network (explained above) is predefined.
Facilities (including machines and workstations) are rectangular in shape and their dimensions are pre-specified.
The number of cells and the maximum number of machines that can be assigned to a cell is known.
The workstations are assigned to a virtual cell.
The facilities are laid out on a rectangular-shaped planar shop floor in only one given direction.
The clearance among facilities is pre-specified.
The distance between facilities is calculated using the centroid-to-centroid rectilinear function.
The transfer time between facilities is proportional to the distance between the corresponding facilities.
The process times are known and setup times are included in the process times.
Each machine can only process one operation at a time.
Job splitting is now allowed and once a process is started, it must be completed without interruption.
Mathematical model
According to the explanations given, the problem is formulated as the following mixed-integer program (the notations are defined in the Appendix).

subject to:
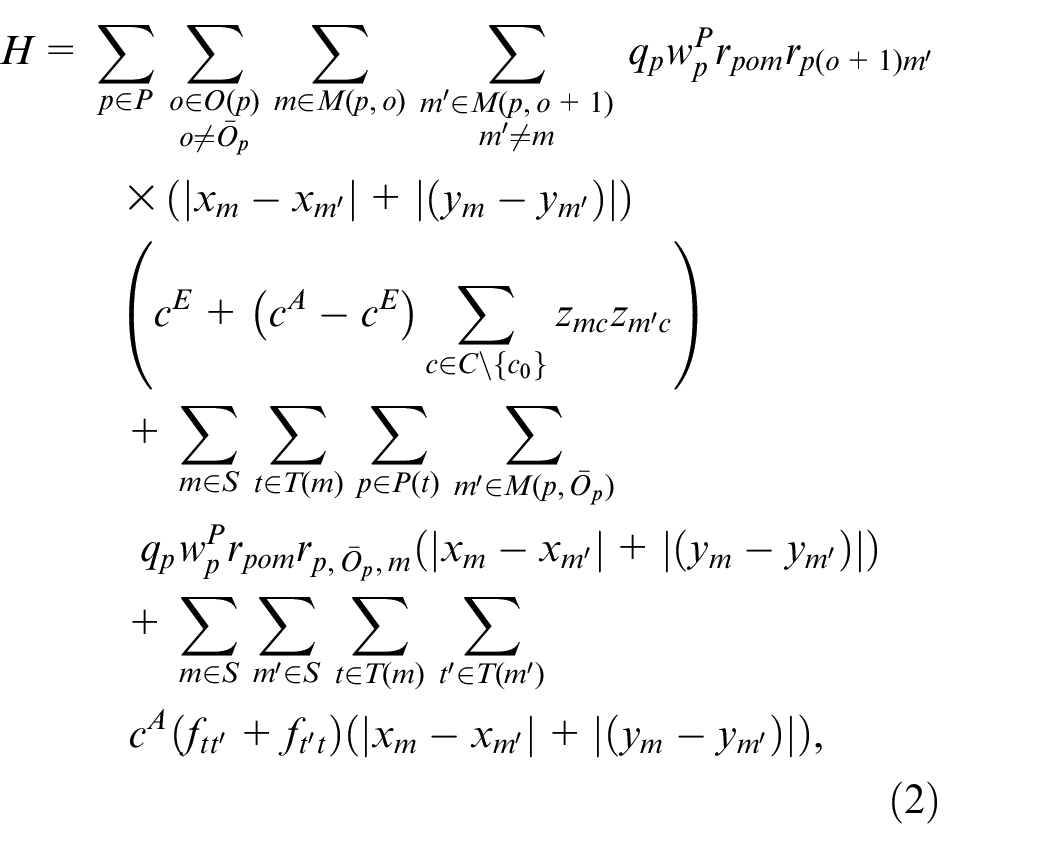







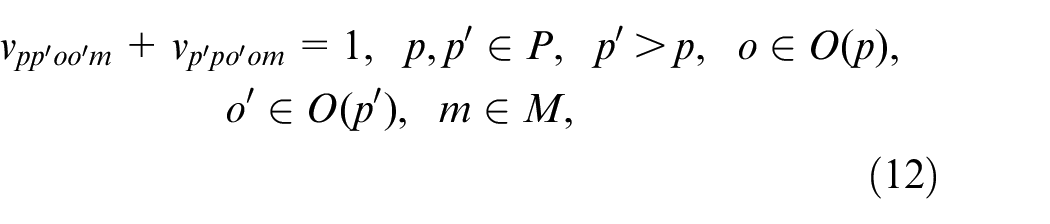
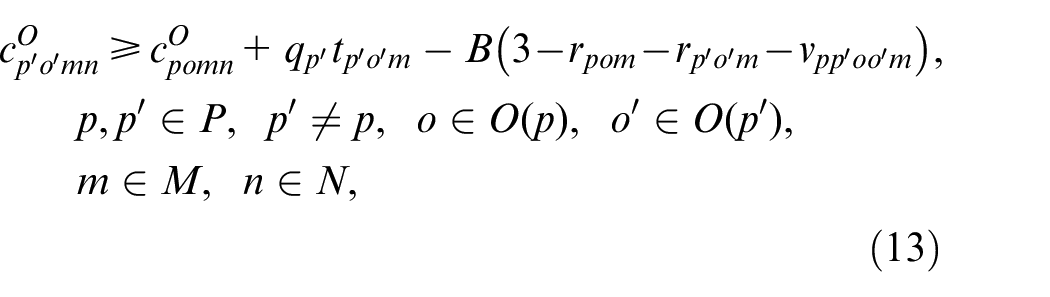
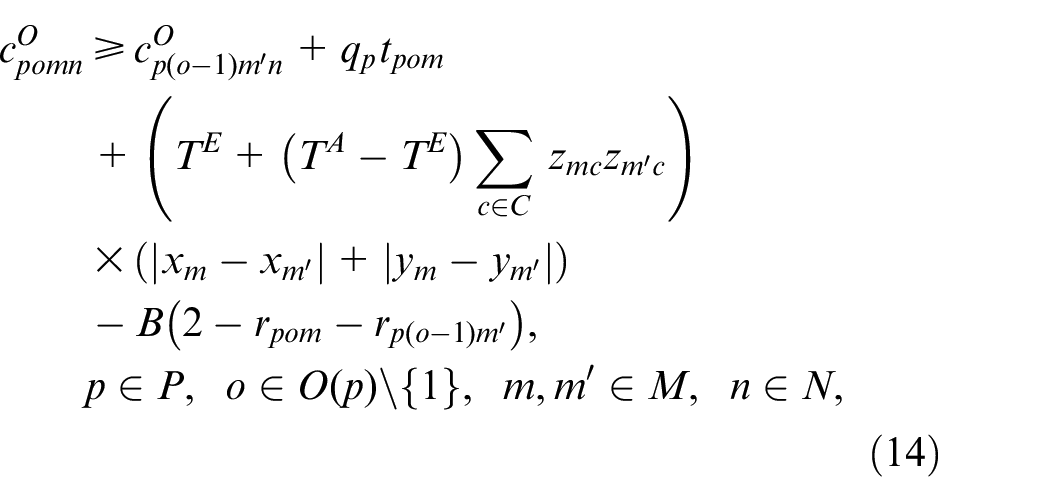
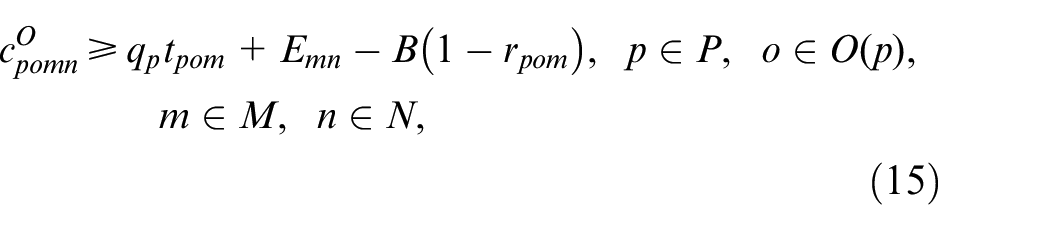



Objective function (1) minimizes a normalized function of the handling cost and cycle time. Constraint (2) determines the handling cost. Constraint sets (3) represents that each operation is processed by one machine. Constraint sets (4) ensures that each machine is assigned to a cell and constraint sets (5) guarantees that the workstations are assigned to virtual cell
Proposed solution algorithm
It is well known that the CF, FL, and scheduling are difficult optimization problems. In recent years, Simulated Annealing (SA) algorithm has been effectively applied to solve different types of combinatorial optimization problems, including those problems considered in this study, see for example in Refs.9,19–23,38 In this section, we propose a Population-based Simulated Annealing (PSA) algorithm to solve the developed problem.
Encoding and decoding approaches
For solution encoding, a two-section structure is proposed. The first section consists of two layers:
For further clarification of the encoding approach, an example consisting of 18 operations, eight facilities (six machines and two workstations), and two cells is given in Figure 1. As shown in sections I and II of this figure, the operations are labeled from 1 to 18 and the facilities are labeled from 1 to 8; the first six labels in sections II are used for the machines and last two ones are used for the workstations. The information in layer
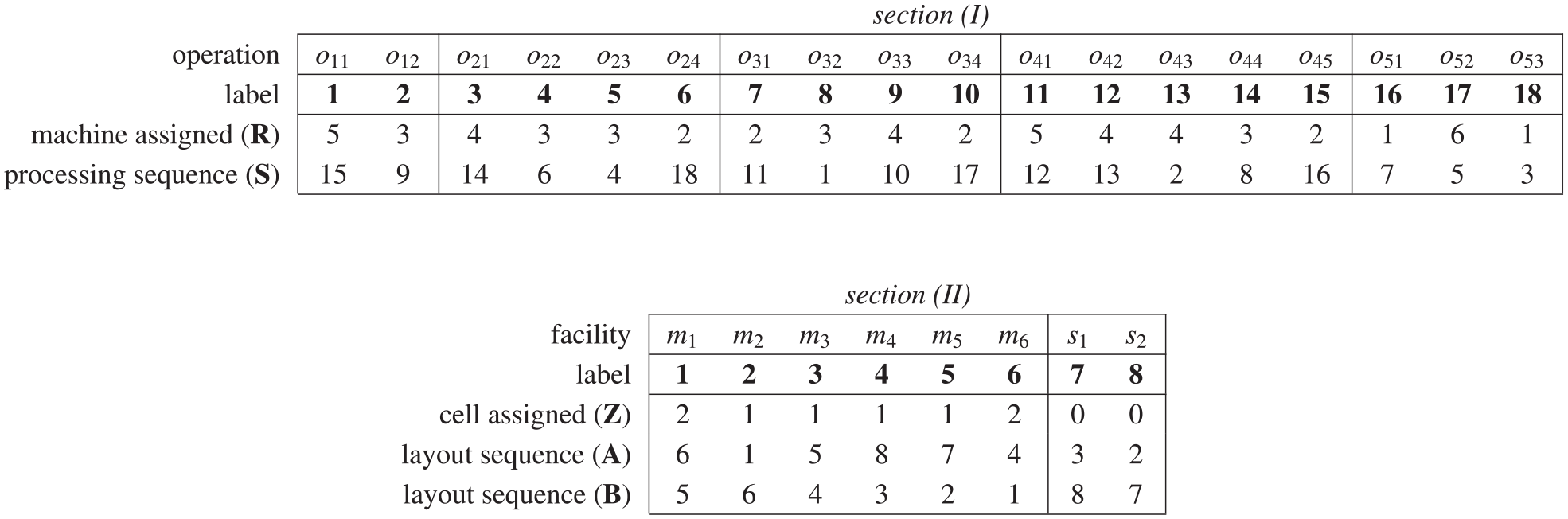
Example of an encoded solution consisting of eighteen operations, eight facilities (including six machines and two workstations).
To decode layers
First decoding algorithm
To decode layers
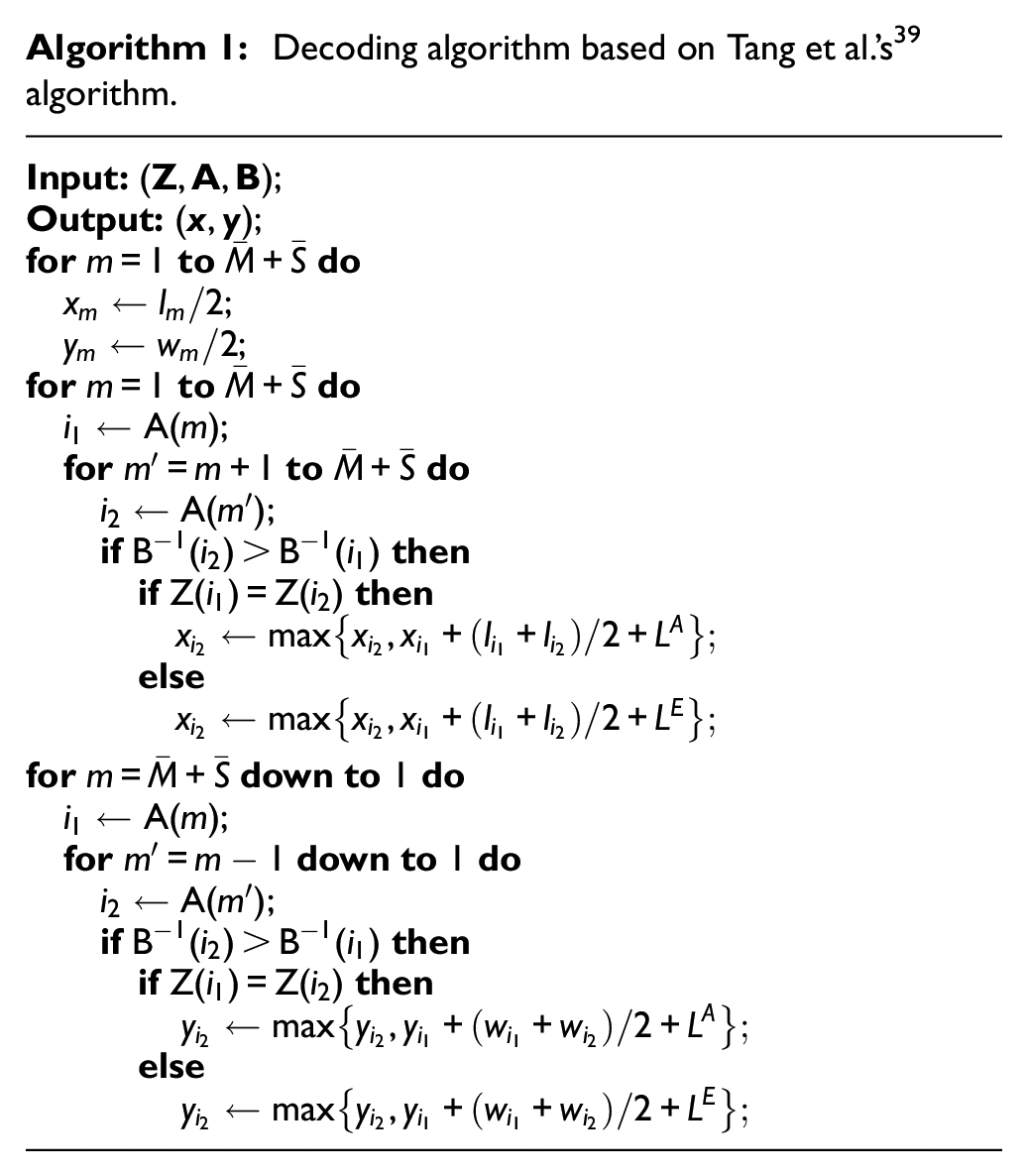
Second decoding algorithm
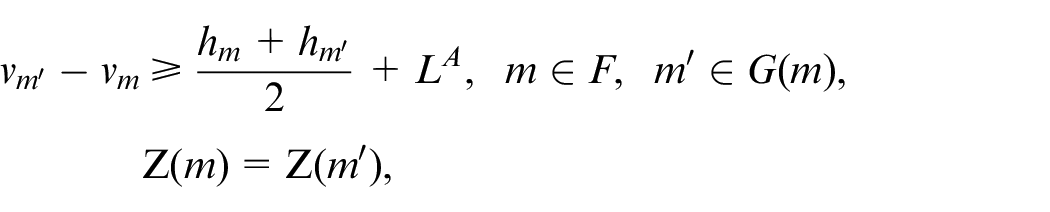
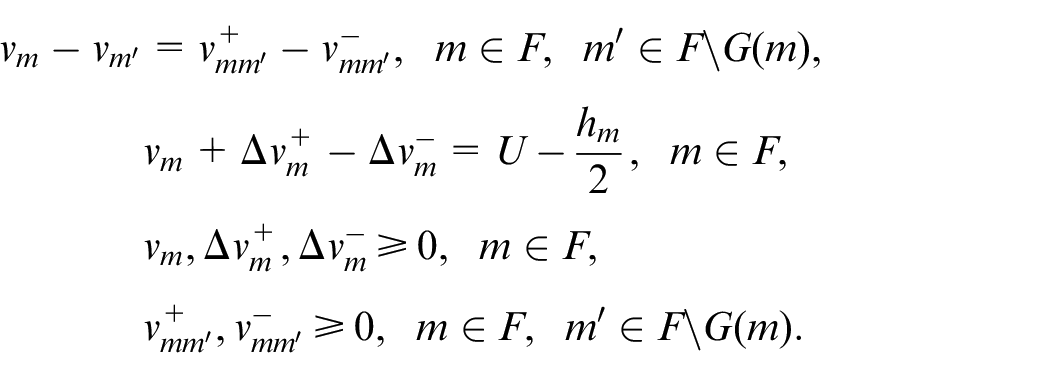
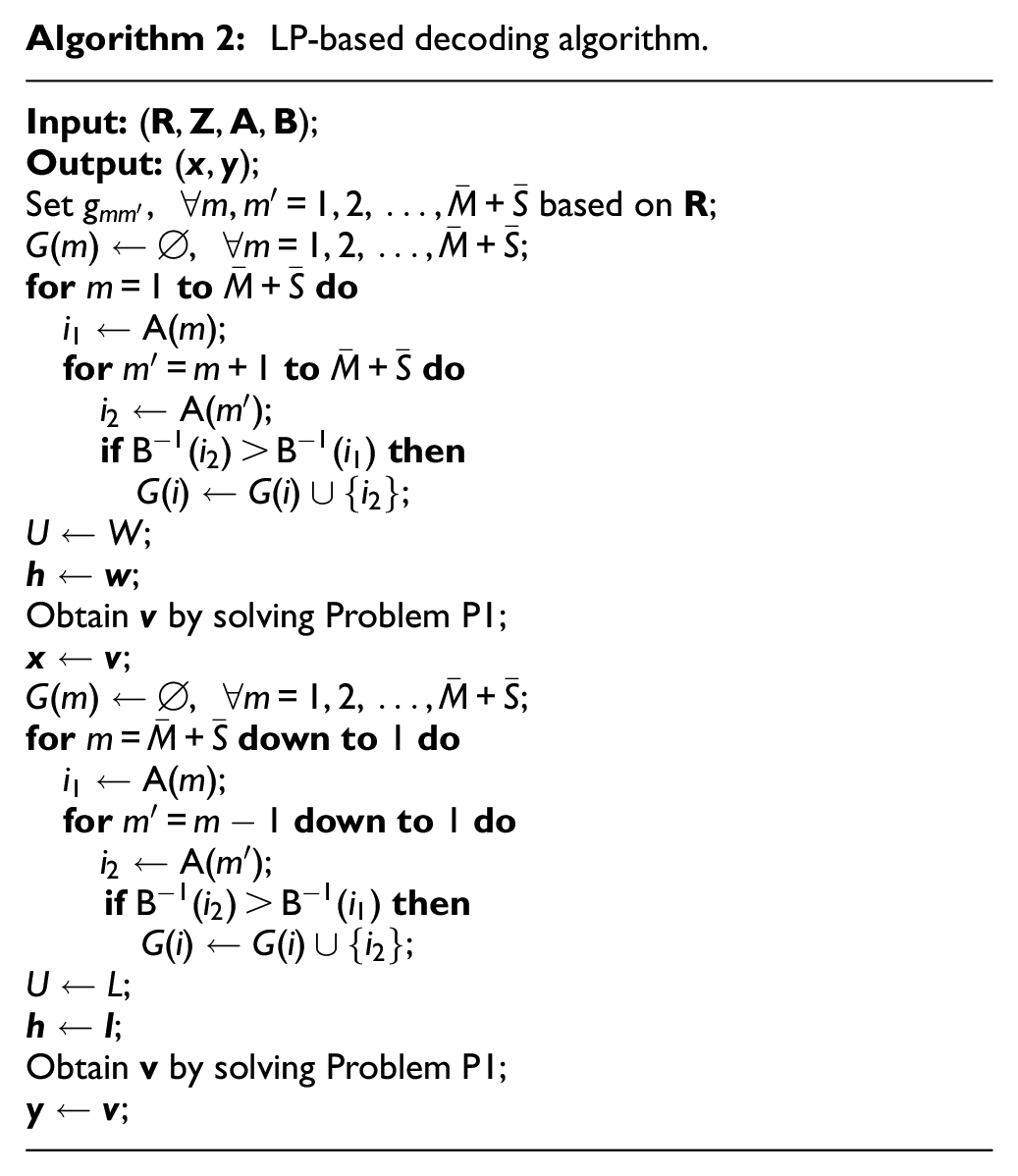
Although Algorithm 1 can quickly produce a feasible layout, it misses some solutions that might be optimal in terms of the material handling cost. To deal with this issue, we propose Algorithm 2 in which the material handling cost is minimized by solving the following LP.
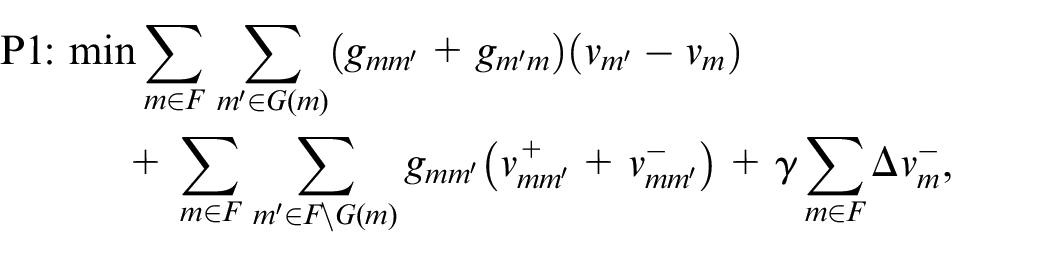
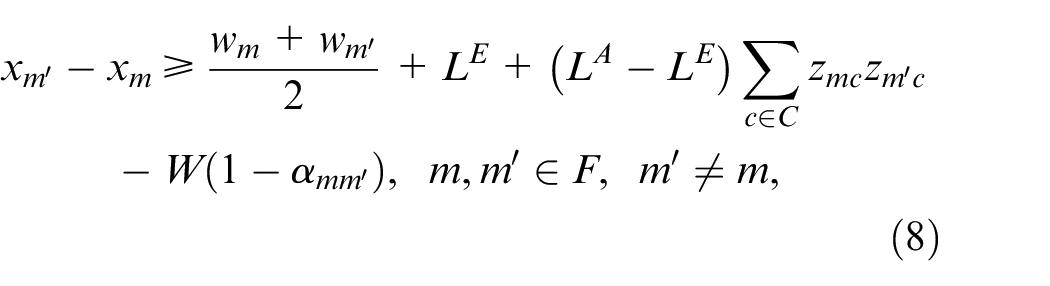
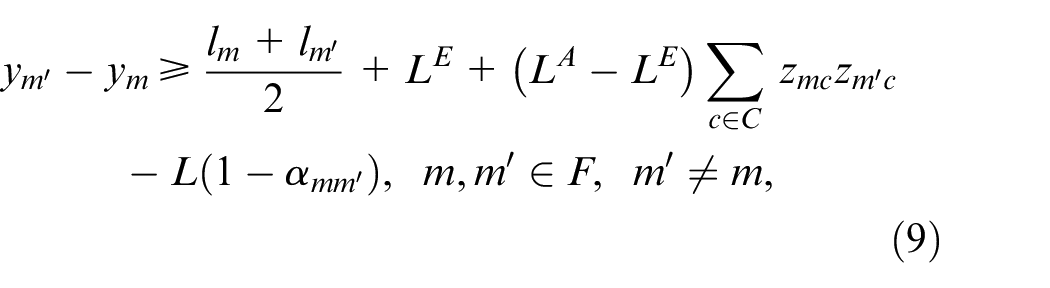
subject to:

Population-based simulated annealing
The PSA algorithm starts with a randomly generated population of size

where,
where,
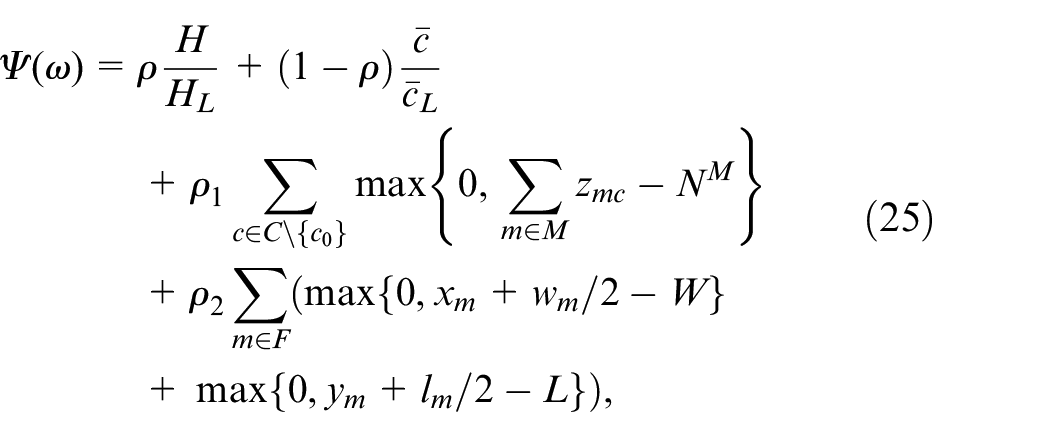
To create a new population, chromosomes are selected using the roulette wheel procedure, with the fitness scaling function given in equation (26).

where,
To speed up the PSA, Algorithm 1 is used during the solve process. Once a chromosome is selected, one of the mutation operators, illustrated in Figure 2, is applied randomly to create a new chromosome. The new chromosome is accepted if it leads to a better solution. Otherwise, it is accepted with the probability of
where
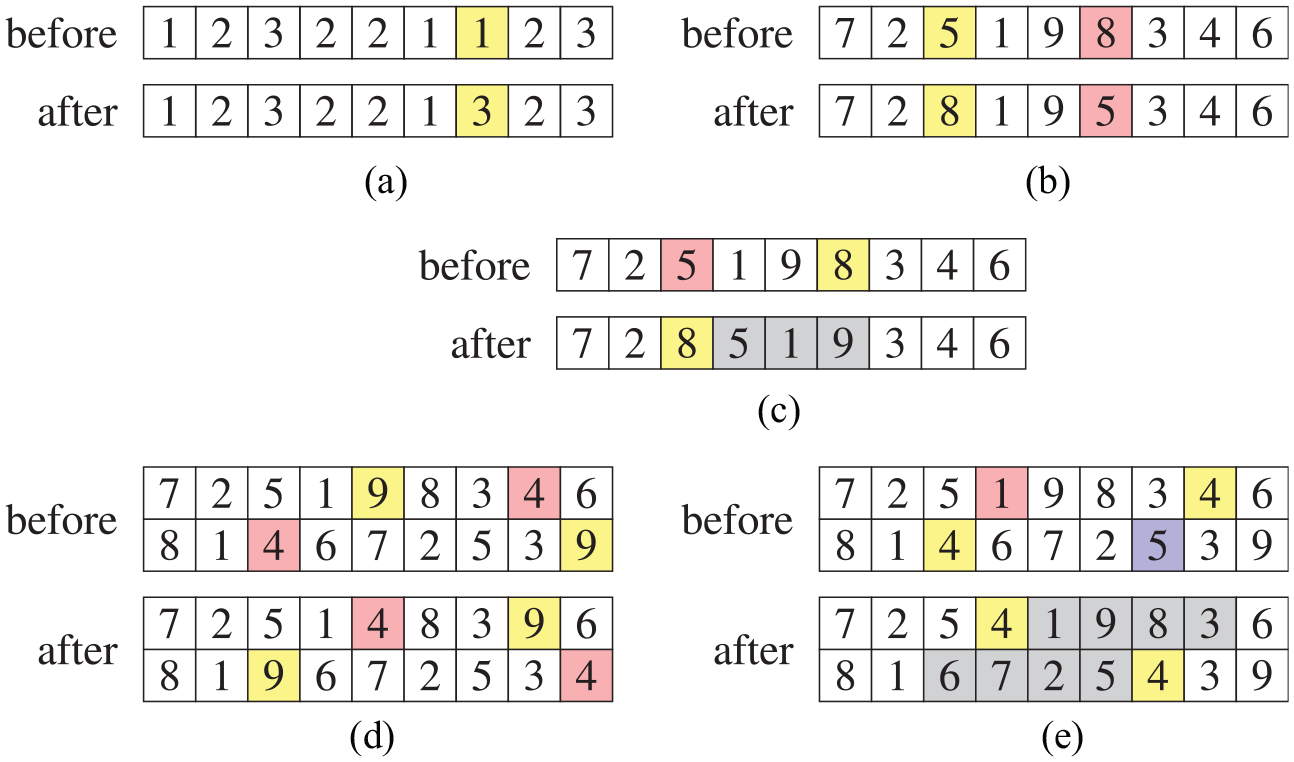
Example of the mutation operators and the layers names that each operator is applied to: (a) change (
After, generating a new population, the temperature is reduced gradually with a cooling rate that is calculated by equation (28).

This process is repeated for
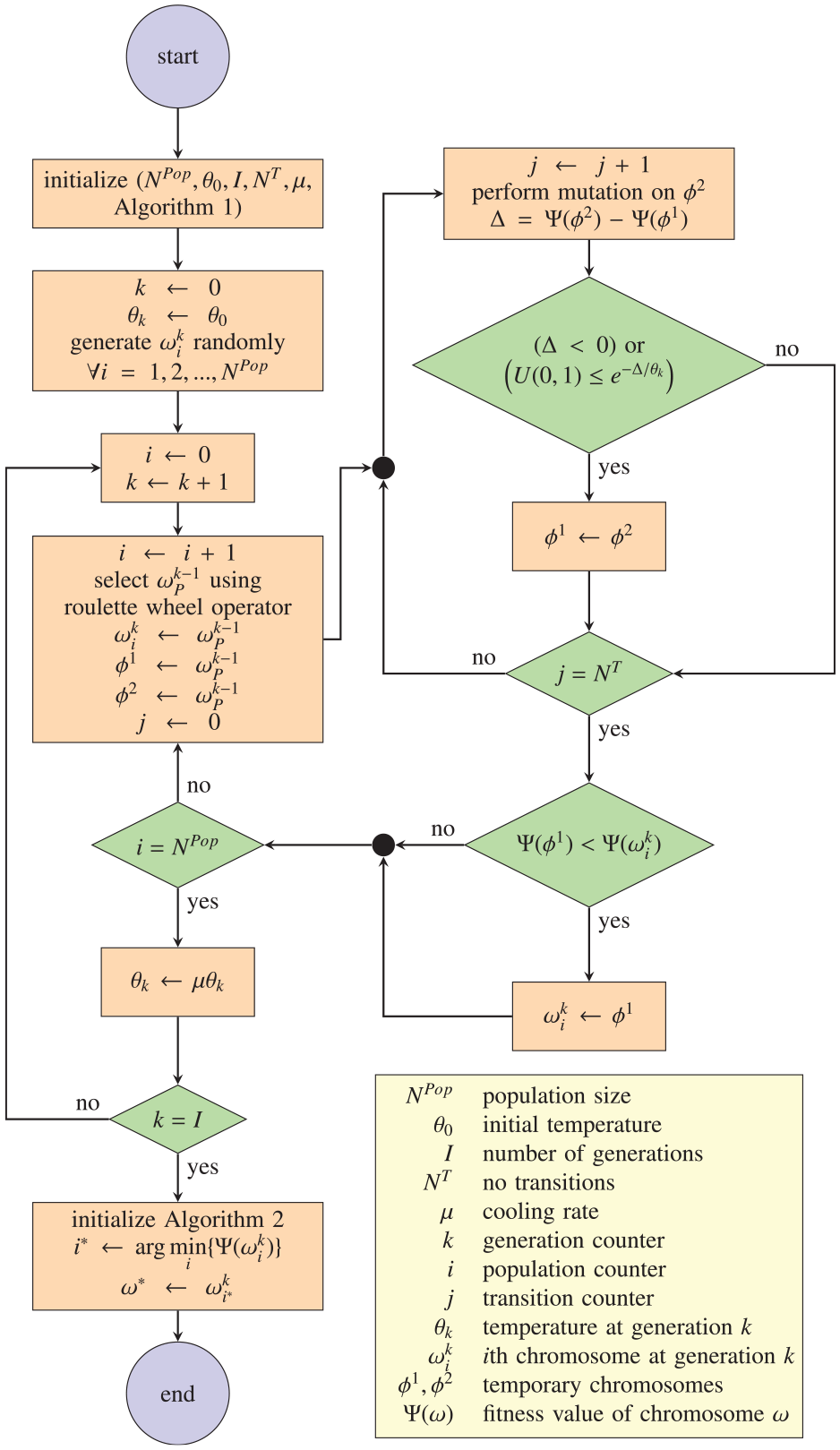
Flowchart of the proposed solution algorithm.
Parameters setting
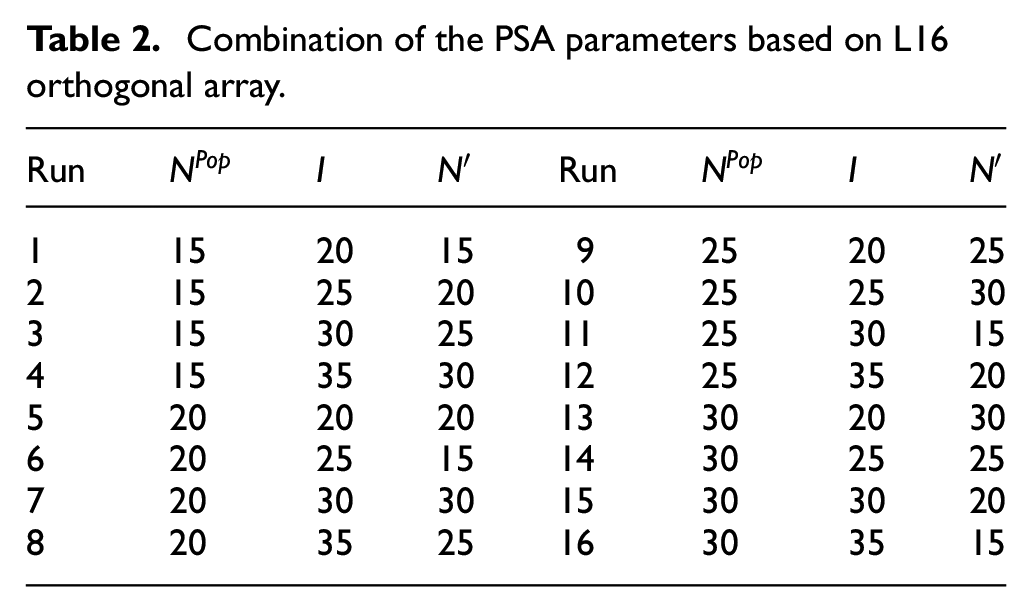
The PSA was coded using Embarcadero® Delphi 10.3 programming software and CPLEX 12.9 callable library (cplex1290.dll) as a computer program. Based on an initial test, we proposed four different levels for each parameter of the PSA. A Taguchi test with L16 orthogonal array is performed on three instances of different sizes to choose the best parameter combination, see Table 2. Figure 4 shows the effect of the PSA parameters on the solution quality. In this figure, the level selected for each parameter is highlighted in red. Based on these results, the following parameter combination is used in the PSA:
Combination of the PSA parameters based on L16 orthogonal array.
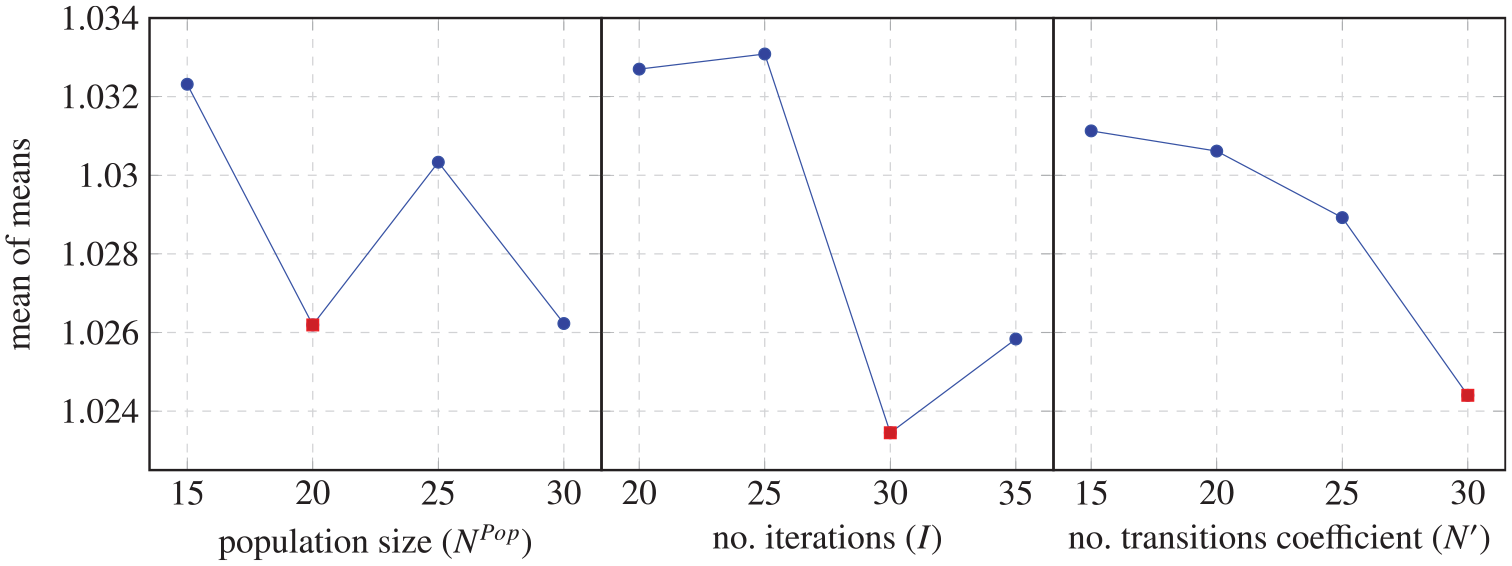
Effect of the PSA parameters on the solution quality.
Case study
The practical usability of the developed model is demonstrated in a case study selected from Bansee and Chowdary. 40 In the selected case, a factory manufactures 20 parts using 15 machines arranged according to a job shop configuration in six departments: Lathe, Drills, Milling, Boring, Grinding, and Shaper. We assume that the final product is made according to the assembly diagram shown in Figure 5. As can be seen in this figure, the assembly process is done in 3 workstations through fulfilling 11 tasks. It is assumed that every task takes 200 s to be completed. The transfer time of parts within the cells and among the cells are respectively assumed to be 10 and 15 s per meter, and the handling cost of the part within the cell and among the cells are respectively set to 1 and 1.5 units of cost per meter. Figure 6(a) shows a schematic view of the current layout in the factory. To be able to compare our solution against Bansee and Chowdary’s 40 solutions, we construct a more detailed layout that is shown in Figure 6(b).
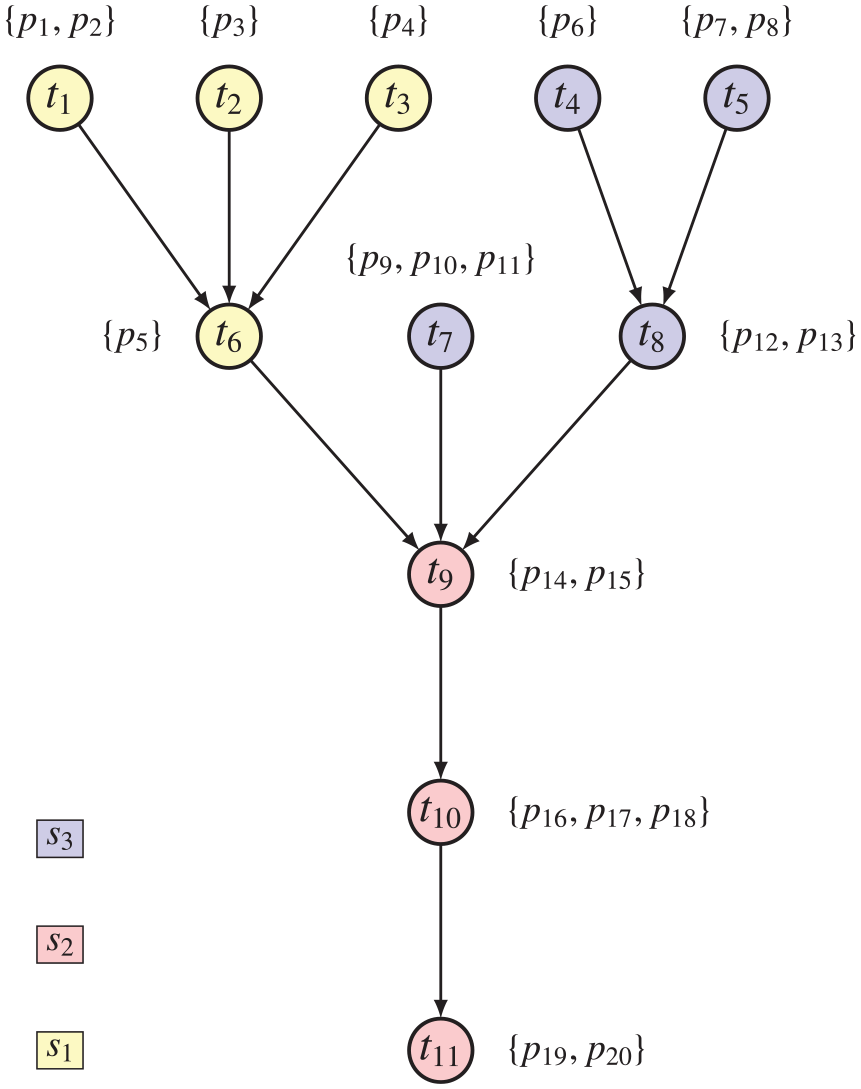
Diagram of assembling parts
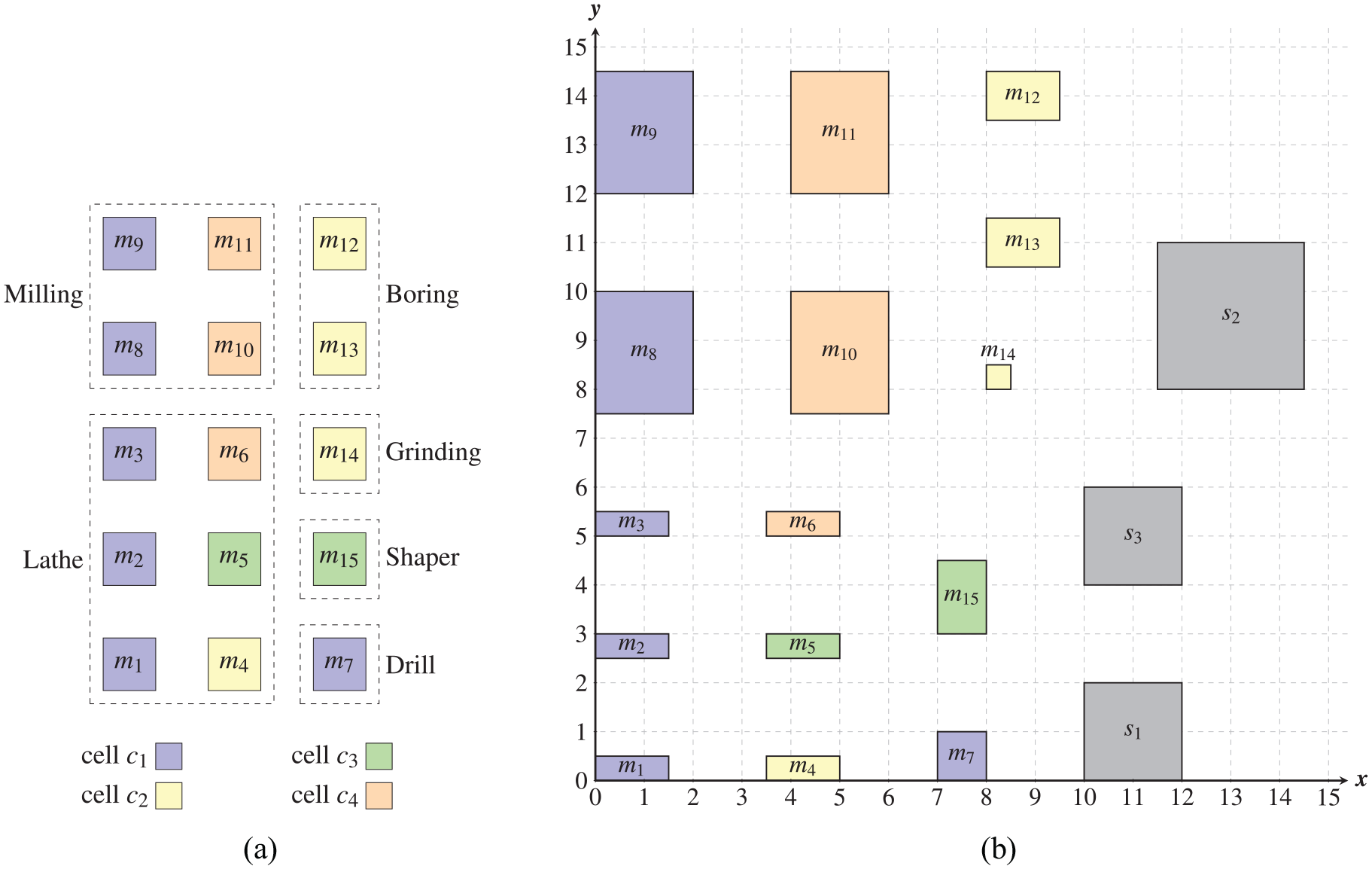
Layout constructed for the case study based on the schematic layout presented in Bansee and Chowdary 40 : (a) schematic layout of the machines and (b) extended layout considering the workstations, dimensions of facilities, and clearance among facilities.
With this information, we solve the problem using the PSA with 100 replications, and during the solving process, we set
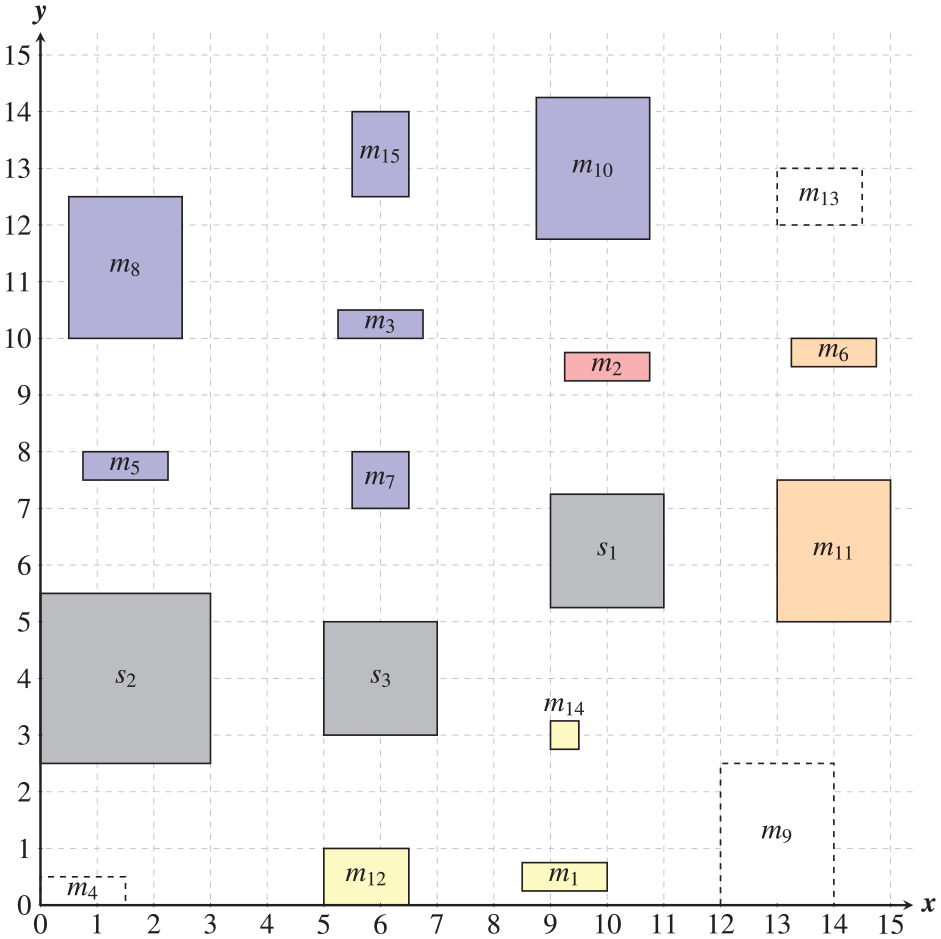
Solution obtained for the case study (machines
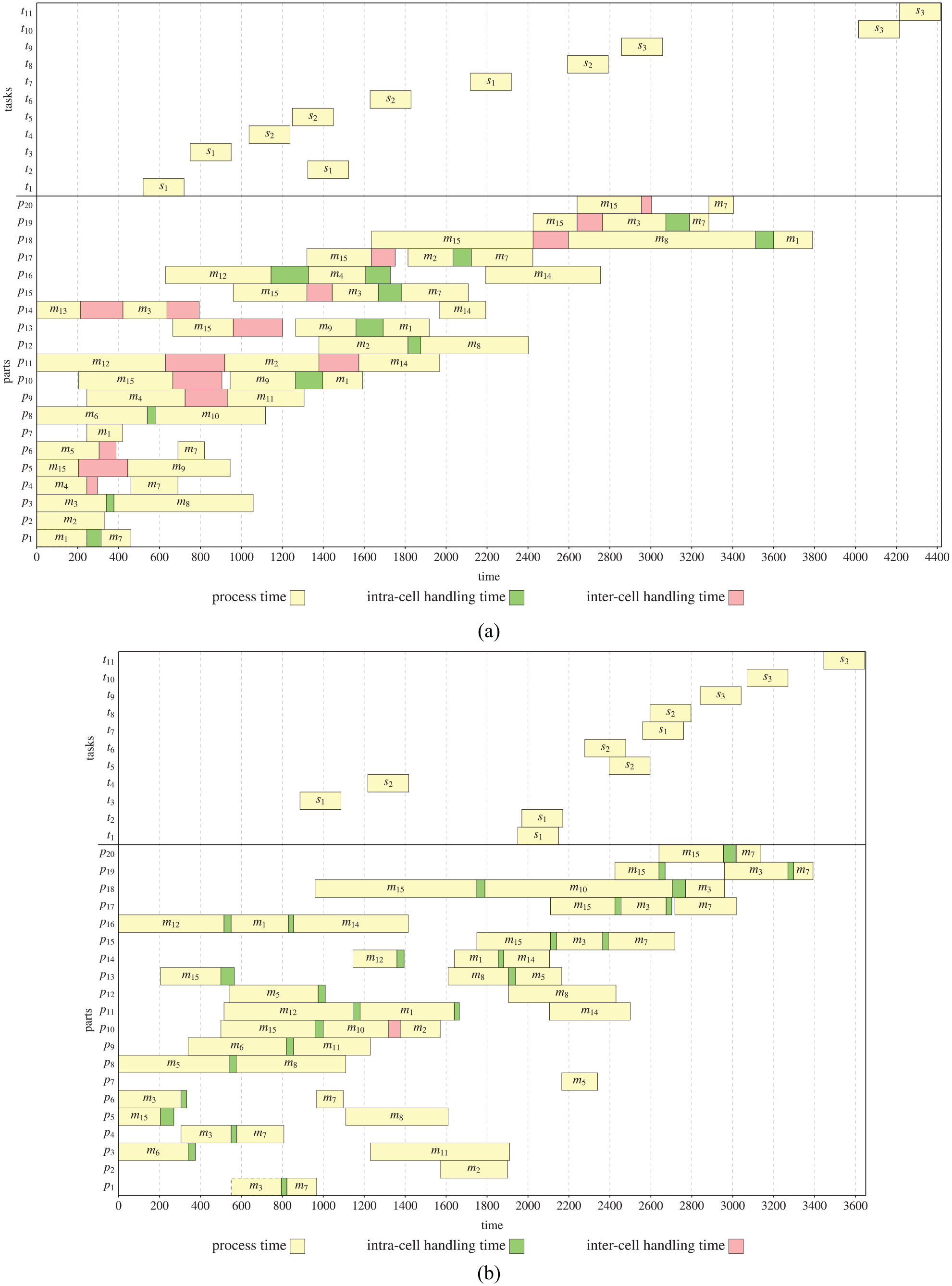
Gantt charts corresponding to the case study drawn at
Based on Bansee and Chowdary’s
40
solution, we calculated the handling cost as 833.25 units, and the cycle time equal to 3101 min. While, for our solution, the handling cost is 349.125 units and the cycle time is 3024 min. This shows 58.1% and 2.48% reduction in the handling cost and cycle time, respectively. From Figure 8(a), it is seen that there are fifteen inter-cell moves in Bansee and Chowdary’s
40
solution, while there is only one inter-cell move in Figure 8(b). This can justify why our solution is much better than theirs in terms of the handling cost. Furthermore, in Figure 8 it is seen that the transportation times in our solution are much shorter than those in Bansee and Chowdary’s
40
solution. This is due to the more efficient process plans and better arrangement of facilities in our solution. Another important finding is that in our solution, machines
Comparison study
Instances selected from the literature are solved to access the performance of the PSA against CPLEX solver and standard SA. Table 3 shows the specification of the instances.
List of the instances selected from the literature.
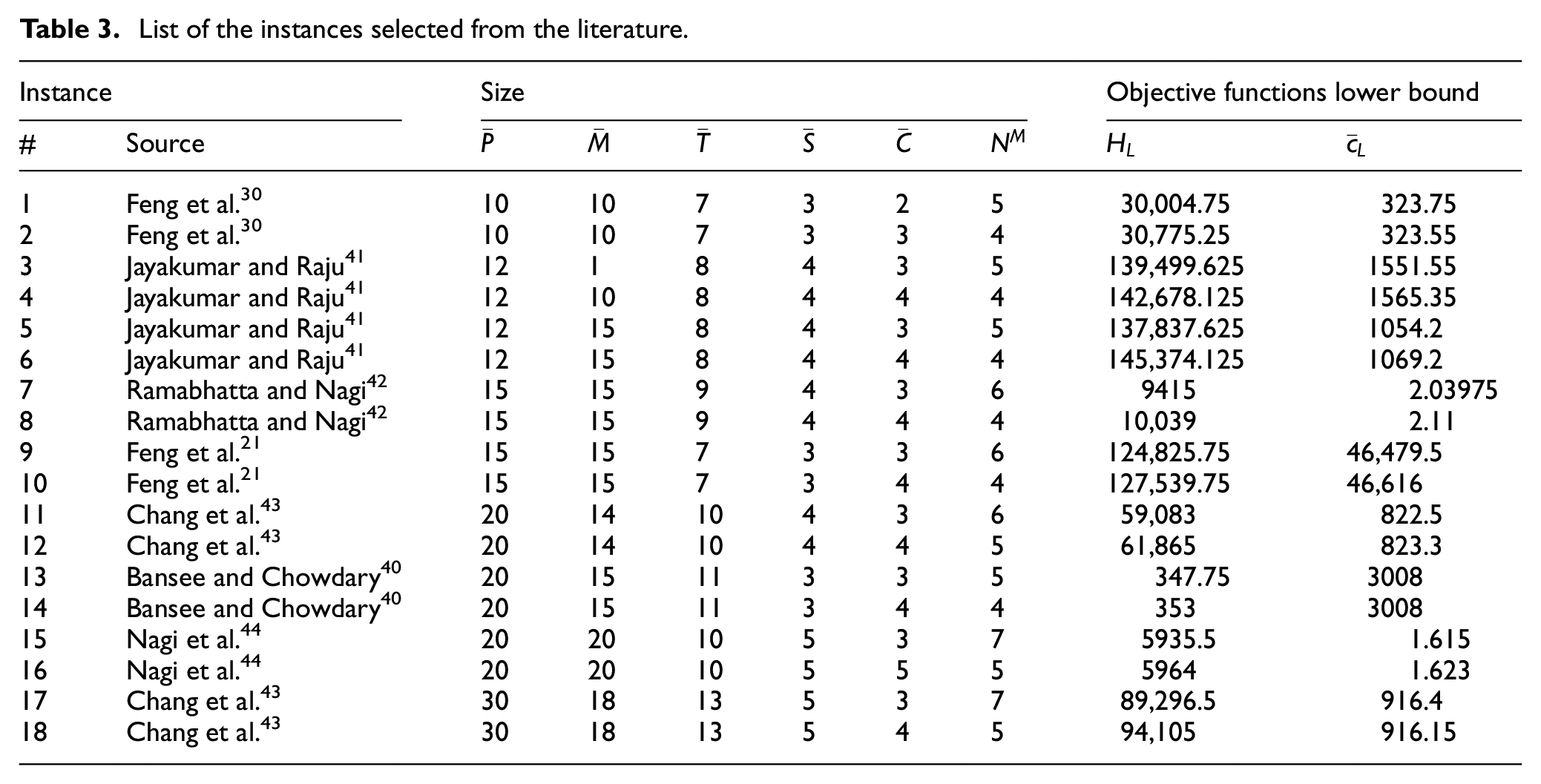
We coded the developed mathematical model in GAMS Studio 0.11.2 modeling software. The time limit for solving each instance is set to 7200 s and CPLEX is chosen as the solver. To make a more precise comparison, each instance is solved 30 times by the SA and PSA. It should be mentioned that all computations are performed on a PC, with an Intel Core i7 4790 k 4.00 GHz CPU and 16 GB of RAM. Table 4 shows a summary of the comparison results; in this table,
Summary of the computational results.
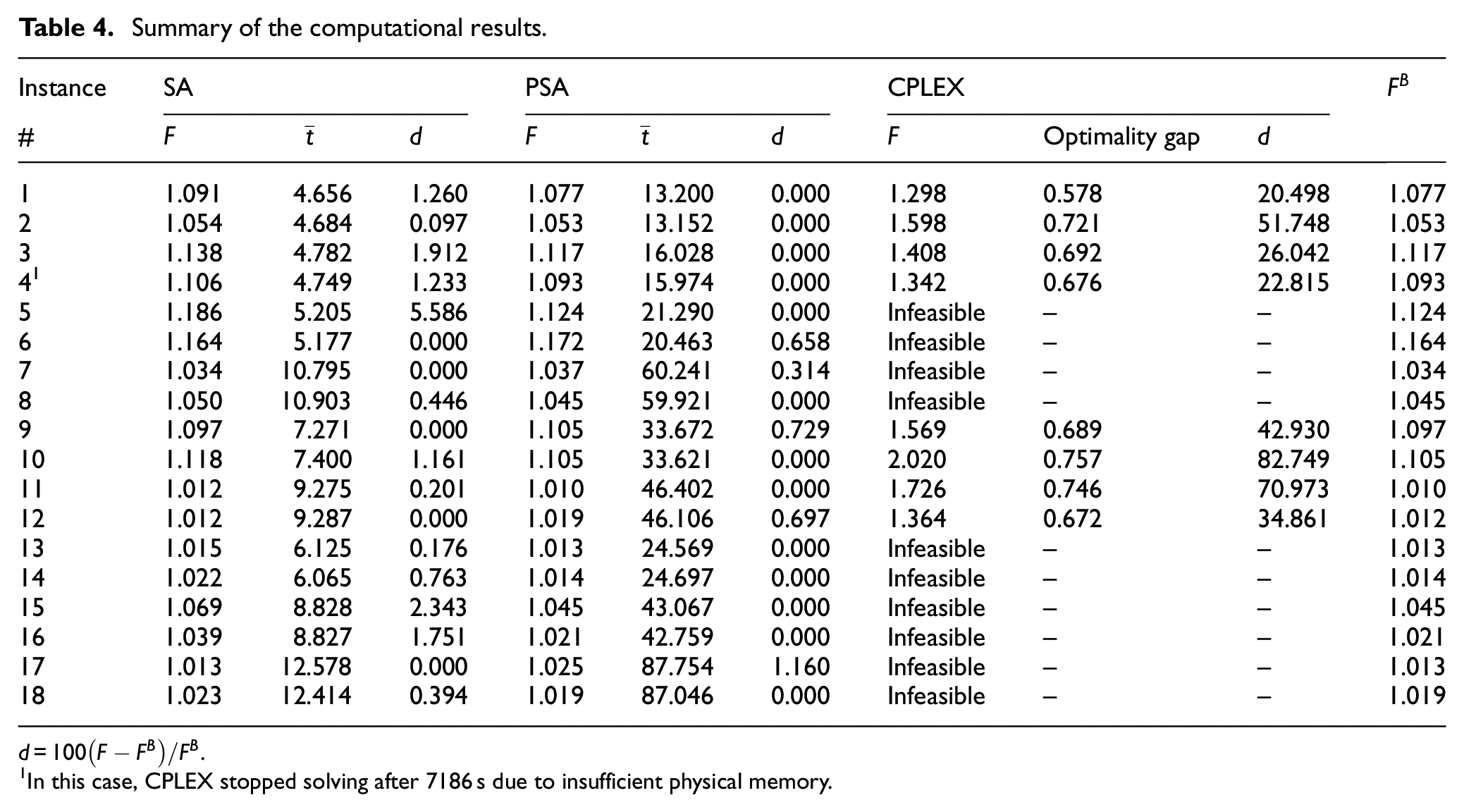
In this case, CPLEX stopped solving after 7186 s due to insufficient physical memory.
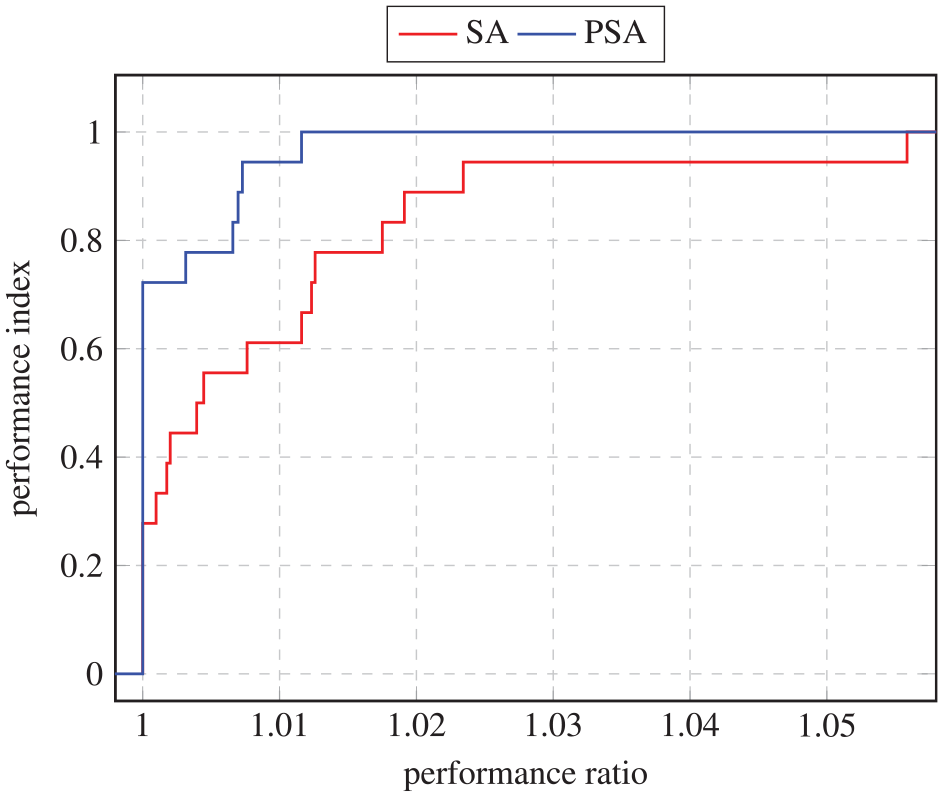
Performance profiles plotted based on the best objective function values of the algorithms.
CPLEX could not optimally solve any of the instances within the time limit of 7200 s. According to Table 4, out of 18 instances, in 10 instances, CPLEX could not even find a feasible solution in the given time limit. It should be mentioned that CPLEX stopped solving instance #4 after 7186 s due to the lack of physical memory. For CPLEX solutions, it is also seen that the relative deviation from the overall best objective function value, that is,
We carried out a Wilcoxon Signed-Rank test on the best objective function values using the Minitab® 19 software to determine if the PSA is meaningfully better than the SA or not. Based on this test, the Wilcoxon statistic was calculated as 131 with a
Conclusion
In this study, we addressed the joint problem of cell formation, facility layout, and scheduling in virtual manufacturing cells considering assembly aspects and process routing. The problem was formulated as a mixed-integer program with the aim of minimizing the handling costs and cycle time. A Population-based Simulated Annealing (PSA) was applied to solve the problem. The practical usability of the developed model was demonstrated in a case study. The result of case study showed that the by applying the developed joint problem, the factory can reduce the handling costs and cycle time by 58.1% and 2.48%, respectively. Finally, instances from the literature were solved to evaluate the performance of the PSA. The comparison results showed the superior performance of the PSA in comparison with CPLEX solver and standard simulated annealing.
Footnotes
Appendix
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.