
Abstract
Machine utilization and production efficiency of manufacturing systems can be effectively improved through reasonable production scheduling. Traditionally, production scheduling and maintenance planning are considered as two independent issues, but it may lead to a suboptimal solution that is unable to maximize the productivity of the manufacturing system. Therefore, a mission reliability-oriented integrated scheduling model that considers production planning and maintenance activities is proposed. Firstly, the mission reliability that takes into account product type and equipment performance is defined to characterize production rhythm. Secondly, the maintenance strategy based on machine degradation cumulative failure and stochastic failure is proposed to guarantee the mission reliability of the machine effectively. Thirdly, an integrated scheduling model is established with the goal of minimizing total operational time, and Genetic algorithm is tailored to find the best production scheduling plan. Finally, a case study and comparative study of the cylinder head manufacturing system are presented to demonstrate the effectiveness of the proposed method. Results show that the proposed method is more suitable for production practice than the previous production scheduling strategy.
Keywords
Introduction
Flexible manufacturing systems are solutions that enable any manufacturing system to withstand ever-changing needs.1,2 Accurate production scheduling ensures throughput and efficiency under the flexible manufacturing models that have multiple varieties and small batches.3,4 The goal of scheduling is to sort production tasks in order to minimize certain performance measures, such as operational time and total cost. Processing the scheduling model independently produces a suboptimal solution. Hence, research on integrated scheduling models has recently developed and gained momentum. 4
Existing research on integrated scheduling optimization can be divided into two categories: integrated production scheduling and production planning, integrated production scheduling and maintenance activities. The production plan is a guidance document that considers mission requirements and machine performance, consuming as little resources as possible while maximizing productivity and machine utilization. Each machine has a fixed capacity and under this assumption, Cheng et al. 5 considered integrated scheduling issues to minimize total production time. Yan et al. 6 proposed a production-scheduling integration model for continuous and discrete production processes. Hsieh and Cheng 7 built an integrated scheduling model and proposed a hybrid genetic algorithm (GA) to solve many key characteristics of integrated circuit packaging and semiconductor front-end production sharing. The Equipment Health Indicator was applied by Kao et al. 8 to the production-scheduling integration model to balance productivity and quality risks. This integration is justified by the expected cost savings and improved resource utilization.
Production scheduling is highly dependent on machine state. Machine failure can interfere with the production process and cause planning delays. 9 Maintenance is performed in two ways. The first method is time based maintenance, that is, preventive maintenance (PM) wherein maintenance tasks are scheduled when the machine reaches a certain age. Cui et al. 10 designed a two-loop algorithm that optimizes production sequence and idle time of PM to improve the robustness of the solution. Tonke and Grunow 11 introduced the Resource Task Network into maintenance-scheduling integration issues, leveraging excess capacity to reduce wear and tear. Basing on previous research on maintenance-scheduling integration optimization, Chansombat et al. 12 proposed a new MILP model whose objective function and problem expression are more extensive than those in previous studies. Dui et al. 13 proposed an extended joint integrated importance measure (JIIM) to effectively guide the selection of PM components, which could maximize gains of the system performance.
The second way is stochastic condition-based maintenance (CBM). CBM is based on the current state of the component to develop a suitable maintenance strategy. Therefore, CBM can be regarded as a functional corrective maintenance (CM). Lee and Ni 14 proposed a maintenance-scheduling policy decision-making architecture based on state monitoring information and the relationship between machine degradation and related product quality. For modern digital manufacturing systems, Mourtzis and Vlachou 15 proposed a cloud-based cyber-physical system for real-time data collection, processing, and analyzing, further enabling adaptive shop floor scheduling and state-based maintenance strategies. Rivera-Gomez et al. 16 developed an efficient scheduling strategy based on the just-in-time method to replace the traditional threshold strategy. For the integration optimization problem of maintenance and scheduling, Detti et al. 17 developed the maximum absolute regret criterion with the minimum total completion time as the goal, and designed the heuristic algorithm.
Obviously, production planning, scheduling, and maintenance are essential elements of any manufacturing system. To increase the productivity of the manufacturing system and reduce the cost, the optimal model considering a single basic element (production scheduling) cannot provide an optimal solution for the entire system.18,19 Therefore, managers need to consider the manufacturing system as a whole and propose a global optimization model that integrates the main elements of the manufacturing system.20,21 However, the existing research on optimization of production scheduling has some deficiencies: (1). Most of the researches on production scheduling only considers maintenance activities (or production planning); (2). In a few studies that comprehensively consider maintenance activities and production plans, related performance indicators (such as reliability) cannot accurately describe the production rhythm. Therefore, appropriate strategies must be developed to minimize interference and balance the interaction among production planning, quality control, and maintenance activities.22,23
To fill the above gap, it is necessary to combine maintenance activities, production planning and production scheduling, and handle multiple targets with conflicting properties. Mission reliability oriented maintenance activities include functional corrective maintenance (CM) and effective age based preventive maintenance (PM). And the concept of mission reliability, which can accurately describe the degradation process and maintenance effect of the system, is established and adopted into the integrated scheduling model to optimize production planning and maintenance activities holistically.
Compared with previous studies in the frame of scheduling strategy for a manufacturing system, the present study has the following main contributions:
Based on the intrinsic relationship among maintenance activities, production planning, and production scheduling, an integrated scheduling model is established with the goal of minimizing total operational time, and a solution framework based on the genetic algorithm is proposed.
A novel mission reliability concept that takes into account product type and equipment performance is defined to characterize production rhythm, and the quantitative relationship between machine performance and failure rate is established.
The effects of mission reliability oriented-CM and effective age based PM maintenance activities on production scheduling are considered comprehensively.
The rest of the paper is organized as follows. Section 2 presents the problem statement and basic assumptions. Section 3 introduces the concept of mission reliability as the basis for maintenance activity modeling and scheduling optimization. Section 4 describes the modeling methods for both CM and PM maintenance activities. Section 5 introduces the integrated production scheduling model and designs a solution framework based on the genetic algorithm. Section 6 presents a case study of the automotive cylinder head manufacturing system. Section 7 gives the conclusion.
Basics of mission reliability modeling for multistate manufacturing systems
It is considered a manufacturing system involving multiple machines. The production task refers to the number of qualified products that the manufacturing system must produce within the specified time frame. The time frame is always pre-planned and limited. Maintenance activities mean reducing the failure rate by reducing equipment degradation and ultimately improving product quality. The maintenance activities considered in this study include PM and CM. Therefore, the integrated scheduling model studied in this paper is a production scheduling plan with maintenance activities in a certain cycle of performing multitask. Typically, a production planning with multiple tasks has a time frame that is shorter than the life cycle of the machine. Therefore, machine maintenance is ignored within the scope of the production scheduling. The machine is in a continuous degraded state during operation, which may result in increased failure rates and reduced product quality. On the other hand, different production tasks have different product accuracy requirements, which corresponds to different machine performance levels. For example, the machine is required to perform two production tasks (Task A and Task B), where Task A has more stringent accuracy requirements than Task B. If production planning and maintenance activities are considered in production scheduling, then scheduling plan (A, B) has no maintenance activity compared with scheduling plan (B, A), which reduces the total time to complete the task. This study proposes an integrated scheduling optimization model that integrates production planning and maintenance activities. The modeling framework is given below.
As shown in Figure 1, in view that the quality of the finished product is a key factor in ensuring the completion of production tasks and increasing market share, the process variables affecting the product Key Quality Characteristics (KQC) in the manufacturing process are determined. Different production tasks have different quality requirements for products, which correspond to different performance levels of the machine. The process variables are then integrated into the modeling of the failure rate. The processing capability and probability distribution state of the machine are obtained by combining the machine maintenance data. Thereafter, the mission reliability model based on the qualification rate, production task requirements, and processing capability state is established for the equipment. A suitable maintenance strategy with the mission reliability and maximum effective age limit is then developed. Finally, an integrated production scheduling optimization model that considers the performance requirements of different production tasks and the corresponding maintenance strategies is established.
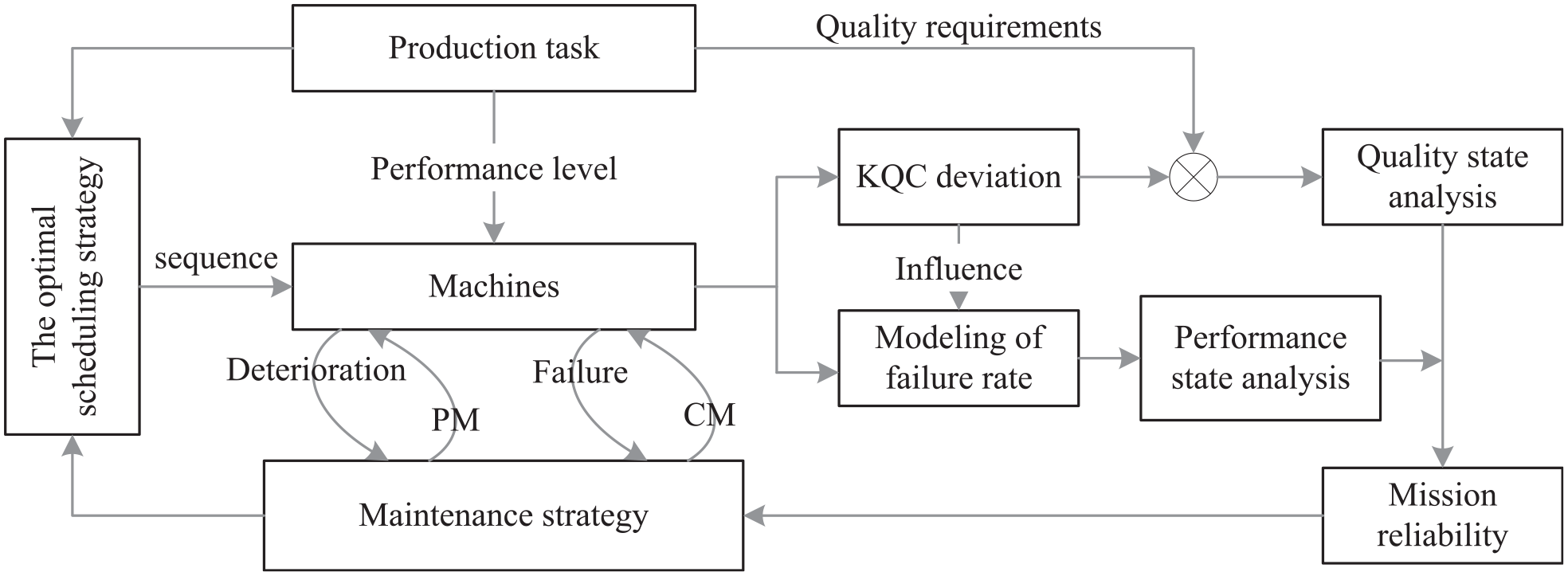
Framework of building the integrated scheduling optimization model.
This study aims to develop an integrated production scheduling model for multi-station manufacturing systems by combining production planning and maintenance activities. This study includes the following assumptions.
Each production task consists of multiple processes, and each process is continuously processed on one machine.
Each machine can operate at most one process at a time.
Machine maintenance activities (including PM and CM) are only performed during the interval between the two processes.
Maintenance activities are imperfect maintenance.
Each machine is a physically independent entity, and the degradation process of the machine’s performance obeys the Weibull distribution.
px represents the proportion of the machine in each state, which can be obtained using historical data. The proportion of each failure mode of the equipment does not change. Therefore, the proportional relationship between the parameters px (x = 1, 2, 3, …, Mi) is constant.
Operational quality data fusion model based on the ESTN
Mission reliability connotation
Obviously, the assessment of the performance state of the machine is a critical step. On the one hand, machine performance state is the basis for developing a production scheduling strategy. On the other hand, machine performance state is also a reference indicator for initiative maintenance (including PM and CM). The operation process of the equipment (including production and maintenance) is shown in Figure 2.
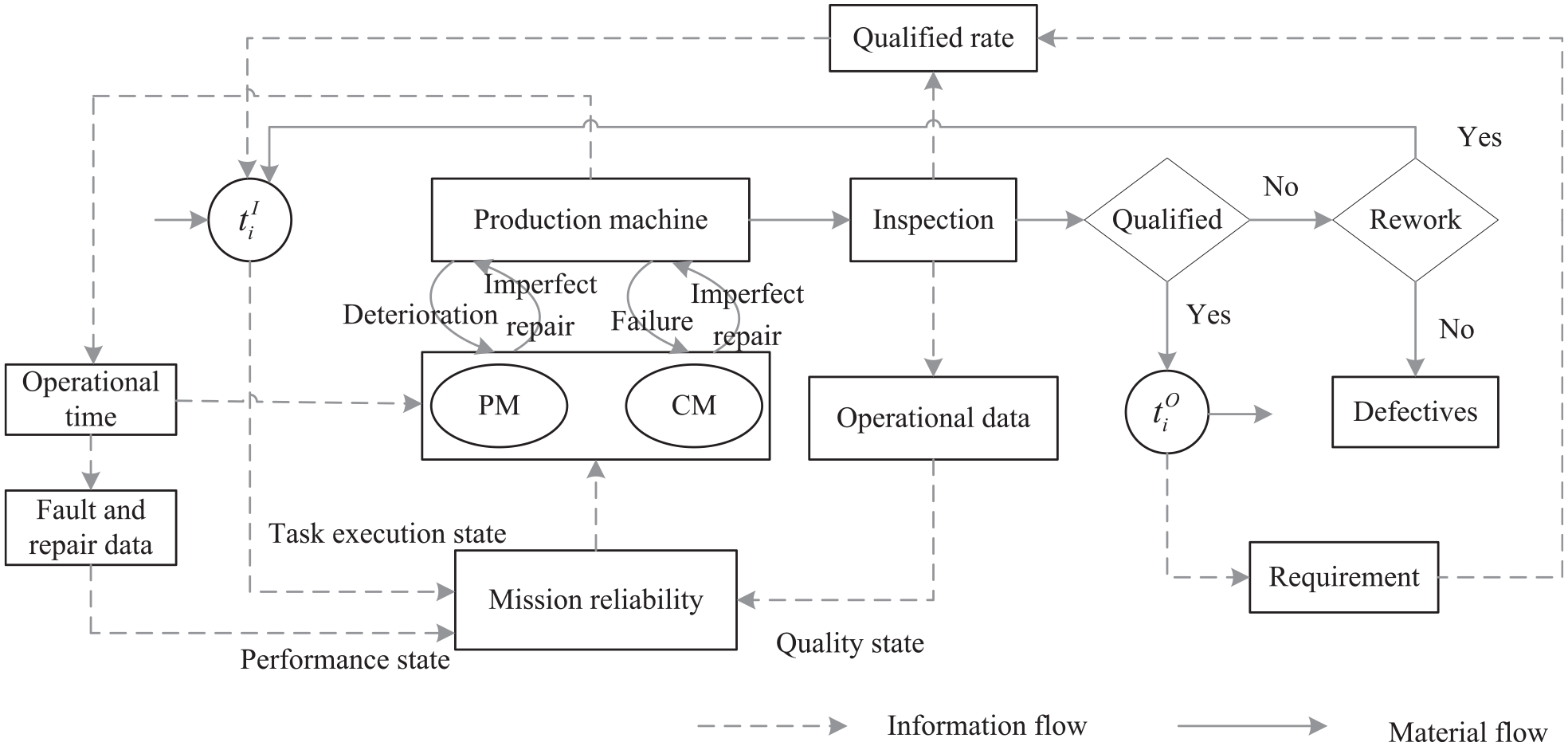
Schematic of the operational process for single equipment.
As shown in Figure 2, the solid line is the material flow, which describes the manufacturing process of the production task. According to the task requirements, the production machine further processes the semi-finished products transferred from the upstream machine. Only products that meet the quality requirements are passed on to downstream machines. Products that do not meet demand after twice process are considered to be defectives. And the dashed line is the information flow, which represents the information transmission during mission reliability assessment and maintenance decision. The mission reliability is established by comprehensively analyzing machine performance state, product quality state, and task execution state. Furthermore, according to the mission reliability and operational time of the machine, the maintenance strategy (including CM and PM) of the machine is formulated.
The functional goal of the manufacturing system is to meet the task requirements. Therefore, the mission reliability of the single equipment can be quantitatively described as the probability that the equipment meets the production task requirements. For a single equipment, production tasks can be broken down into input requirements

where r is a binary variable. If machine i has a rework process, r = 1; otherwise, r = 0.

where
From the point of view of material input, equation (2) can be expressed as follows:

Mission reliability model for single equipment
The equipment is usually in a process of continuous degradation during operation, accompanied by various stochastic failures. Currently, the performance state of an equipment is usually expressed in terms of failure rate. Obviously, in this expression, the operating state of the equipment is naturally divided into two forms: normal and fault. However, the equipment has the characteristics of inherent multistate. However, the equipment has the characteristics of inherent multistate. Using the failure rate to indicate the performance state of the equipment results in the loss of a large amount of effective information, thereby hindering the development of the equipment operating state modeling technology and further decreasing the application value in actual production.
Depending on the failure mechanism and the severity of the consequences, the impact of different failure modes on the normal production activities of the equipment also differs. Therefore, based on multi-state reliability theory, the performance state of any equipment can be divided into a limited number of discrete levels from a perfect state to a complete fault at the equipment unit level. The processing capability

where

where

Availability is defined as the extent to which a product is in a working or usable state for a certain time frame. Therefore, the unavailability of an equipment can be expressed as the ratio of the production capacity loss of the equipment to the production capacity of the equipment under perfect conditions 24 :

In addition, availability is usually quantified by the ratio of the time the manufacturing system is functioning to the total time of operation. Thus, the unavailability of the equipment can be expressed as

where

Set

Initiative maintenance activities aimed at ensuring production tasks
Obviously, maintenance activities are essential links in the production process. As shown in Figure 2, two proactive maintenance activities were considered in this study, including PM based on effective age and mission reliability-oriented CM.
PM strategy based on effective age
PM is a maintenance measure that is formulated in advance according to the failure law or state change trend of the machine. The equipment is repaired under preset conditions. It is also known as “planned maintenance.”
Given that machine performance degrades with the accumulation of processing time, the effective age is used to describe the degradation of machine conditions. Effective age is the cumulative operational time of the machine at the current time node. When the effective age of the machine increases to the maximum effective age before the machine is repaired, the machine condition drops sharply and the machine malfunctions. The maximum effective age before maintenance is determined based on the machine’s operating data and historical failure data. When the machine performs PM, the effective age of the machine needs to be corrected accordingly. In consideration that this study considers “imperfect maintenance,” the effective age of the machine after maintenance cannot be zeroed but decayed to a previously small value. The Kijima II-type model is applied in a PM maintenance strategy based on effective age. The Kijima II-type model is as follows:

where
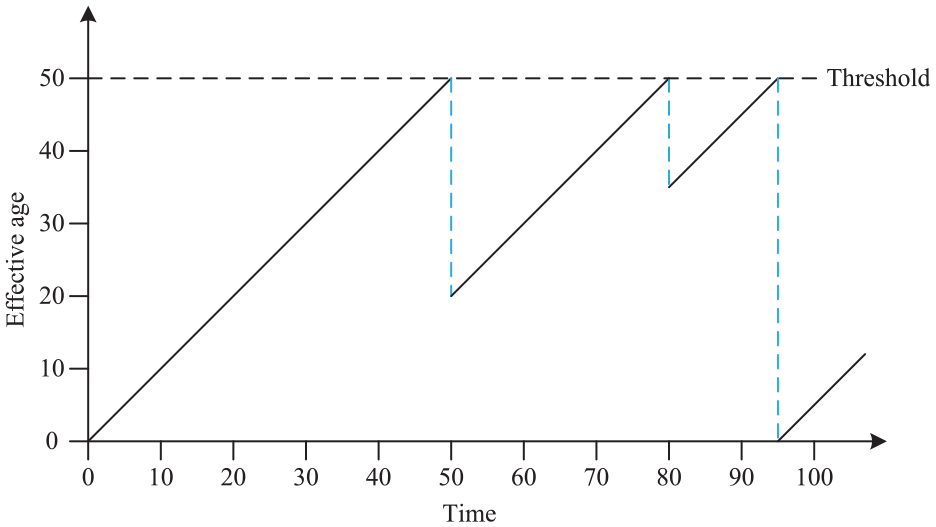
Schematic of preventive maintenance based on effective age.
Mission reliability-oriented CM strategy
CM refers to the corresponding maintenance measures taken by the machine after the functional failure. Given that the stochastic failure probability of the machine is very low, the number of stochastic failures in a machine process is often less than 1. Therefore, this study defines the failure as the machine’s mission reliability is less than a given threshold
Mission reliability can be calculated based on equations (9) and (10). The Kijima I-type model characterizes the failure strength of the machine after maintenance. In the Kijima I-type model, the effective age after the machine undergoes the kth CM is

where
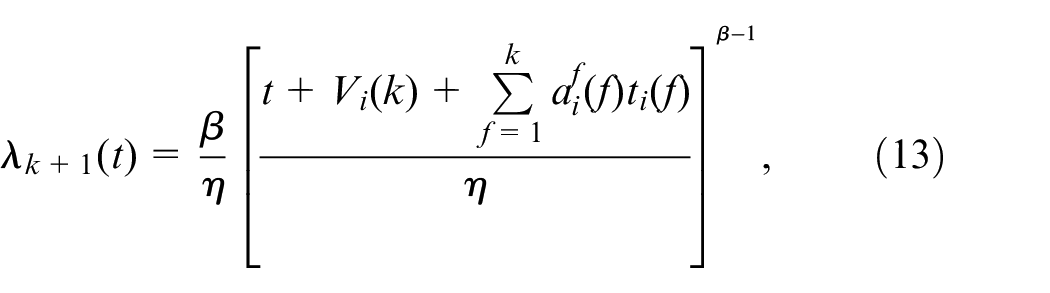
Due to its adaptability, the Weibull distribution is suited for the function of parameterization of failure rate functions. In addition, the initial failure rate function is under optimal conditions, that is,
Therefore, the failure rate function of the machine after the kth CM is
Modeling of integrated production scheduling
Formulating the production scheduling
An integrated scheduling model of the manufacturing system that considers production planning and maintenance activities can be established using the acquired operational data of the production tasks. The manufacturing system of this study contains the following characteristics: the tasks to be processed and the equipment are given, each production task includes multiple processes, each process requires a non-stop process for a given period of time on a given machine, and each machine can only process at most one process at a time.
To establish an integrated scheduling model for production and maintenance, the following symbols are introduced:
i (
In this study, the optimal scheduling scheme is determined with the minimum completion time as the goal.
Objective:

s.t.

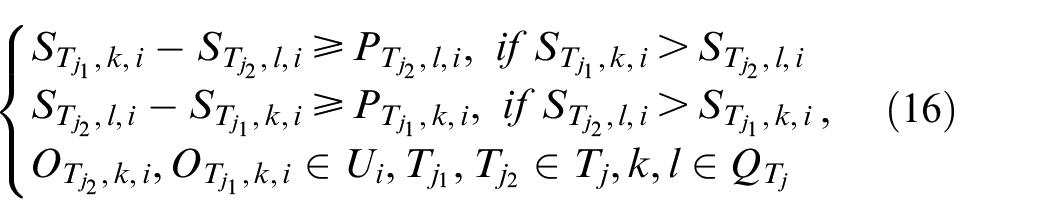


The first constraint (equation (15)) is a process order constraint, and different processes of the same task cannot be processed simultaneously. The second constraint (equation (16)) means that each machine can only execute one task at a time. The third constraint (equation (17)) indicates that the machine’s effective age after completion of a process cannot be greater than the maximum age. The fourth constraint (equation (18)) indicates that the machine mission reliability after the completion of a process cannot be greater than the threshold.
Optimizing the solution with the genetic algorithm
The integrated production scheduling problem considering production and maintenance has a high complexity. First, the production scheduling problem needs to be considered, which determines the processing order of multiple tasks with multiple processes. Second, the machine maintenance problem needs to be considered. This study introduces two maintenance strategies, PM and CM. The triggering principles of the two maintenance strategies are different and thus must be calculated separately. In summary, considering the complexity of the research problem, this study introduces the genetic algorithm to solve the integrated scheduling problem. The genetic algorithm is a type of stochastic search and optimization algorithm that draws on the natural selection and genetic mechanism of the biological world. Given its significant parallelism and powerful global optimization ability, the genetic algorithm is suitable for solving complex unstructured problems and is widely used in the research of production scheduling problems. The basic flow of the genetic algorithm is as follows:
Step 1: Randomly give a set of initial solutions;
Step 2: Evaluate the performance of the current set of solutions;
Step 3: If the current solution meets the requirements or the evolution process reaches a certain number, the calculation ends, otherwise, the process proceeds to Step 4;
Step 4: According to the evaluation result of Step 2, select a certain number of solutions from the current solution as the object of genetic operation;
Step 5: Perform genetic manipulation (crossover operation, variation operation) on the selected solution to obtain a new set of solutions. The mutation operator is an important operation operator to prevent the genetic algorithm from falling into the local optimal solution. The mutation probability can be increased to solve the phenomenon of falling into the local optimal solution;
Step 6: Return to Step 2 and evaluate the new solution for this group.
Step 2 “Evaluate the performance of the current set of solutions” is the main part of using the genetic algorithm. Based on equations (16)–(21), the Figure 4 is the flow of an optimization solution based on the genetic algorithm.
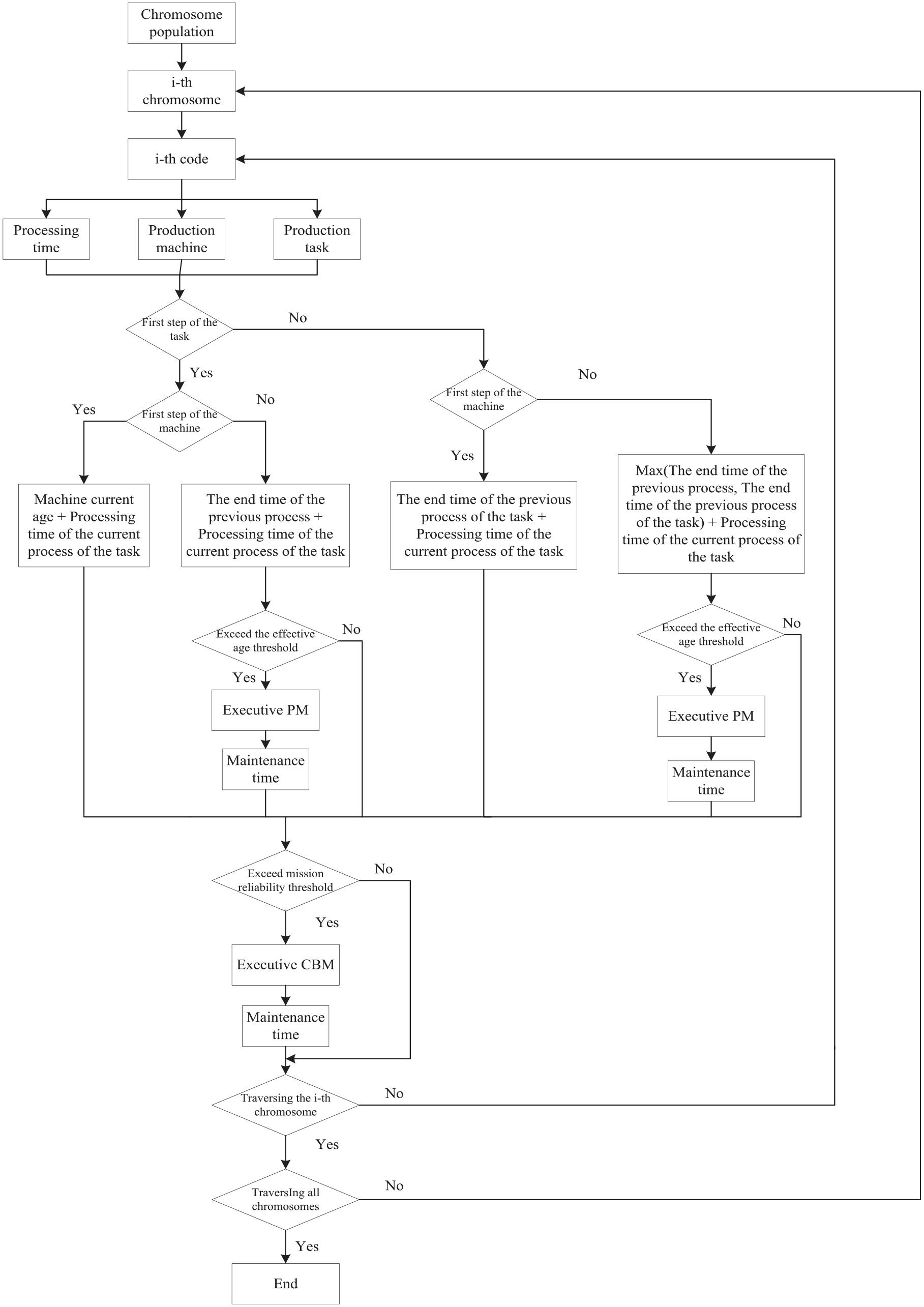
Flow chart of optimization solution based on genetic algorithm.
Case study
Backgrounds
The engine is the core component of the car. The cylinder head plays an important role in supporting the structure and final assembly of the car. The manufacturing quality of the cylinder head directly affects the ultimate reliability of the engine. Under the premise that the manufacturing equipment has a certain precision, the mission reliability of the manufacturing system can be optimized through production scheduling. This production schedule considers maintenance activities during operation to continuously improve the mission reliability of the final manufacturing system.
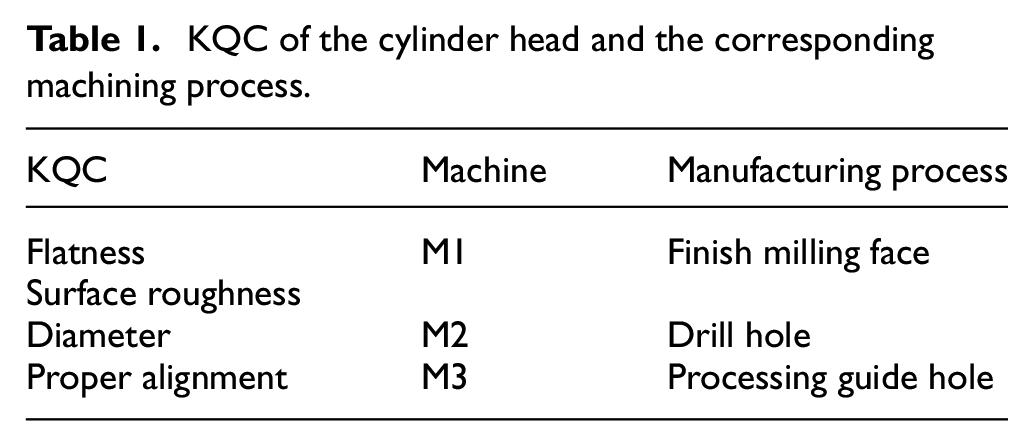
The KQC in the cylinder head manufacturing process is determined by analyzing the manufacturing process and after-sales feedback data of the automobile engine and by combining the practical experience of the relevant designers (Table 1). Therefore, this research only analyzes the following three machines (M1, M2, and M3).
KQC of the cylinder head and the corresponding machining process.
Numerical example
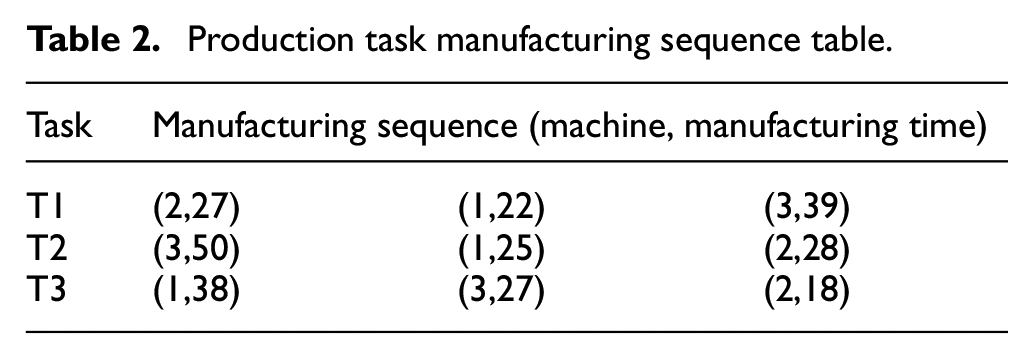
The case of this paper is a manufacturing system consisting of three machines. The manufacturing system is required to perform three production tasks simultaneously. The manufacturing sequence of each task and the manufacturing time of each machine is shown in Table 2.
Production task manufacturing sequence table.
Meanwhile, the age reduction factors for the PM and CM of each machine are
On the basis of the machine history failure data and maintenance data, the processing capability state and probability distribution of each component are as follows (Table 3).
Processing capability state of different equipment and its probability distribution.
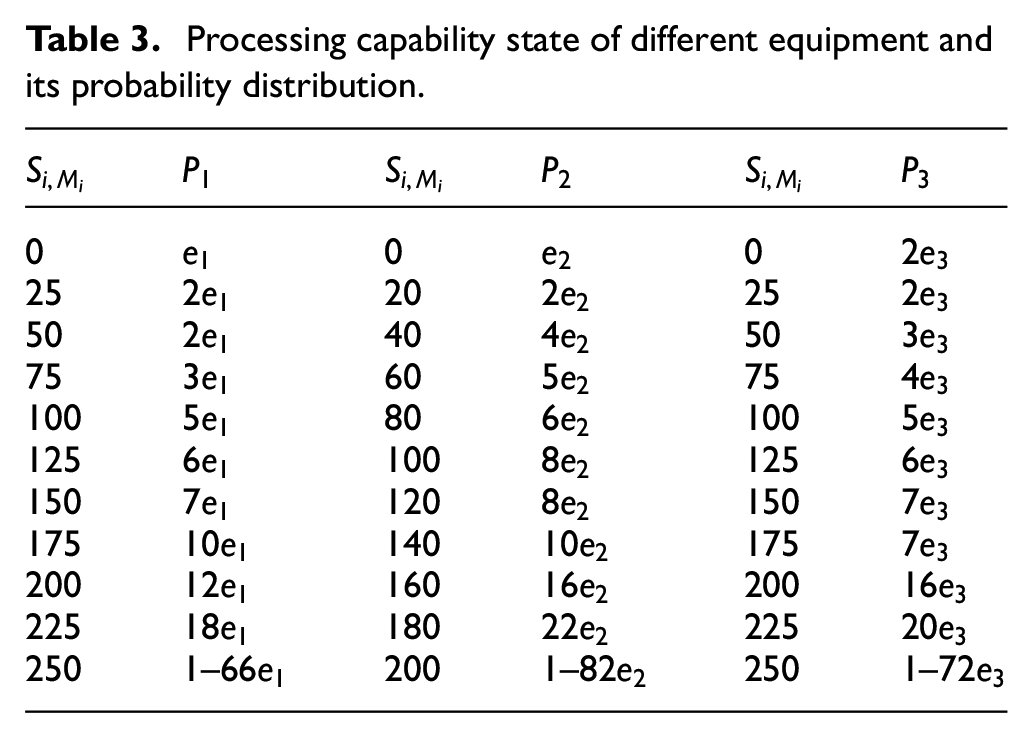
Machine degradation is subject to the Weibull distribution, that is,



For task T1, the mission reliability thresholds of the respective machines are
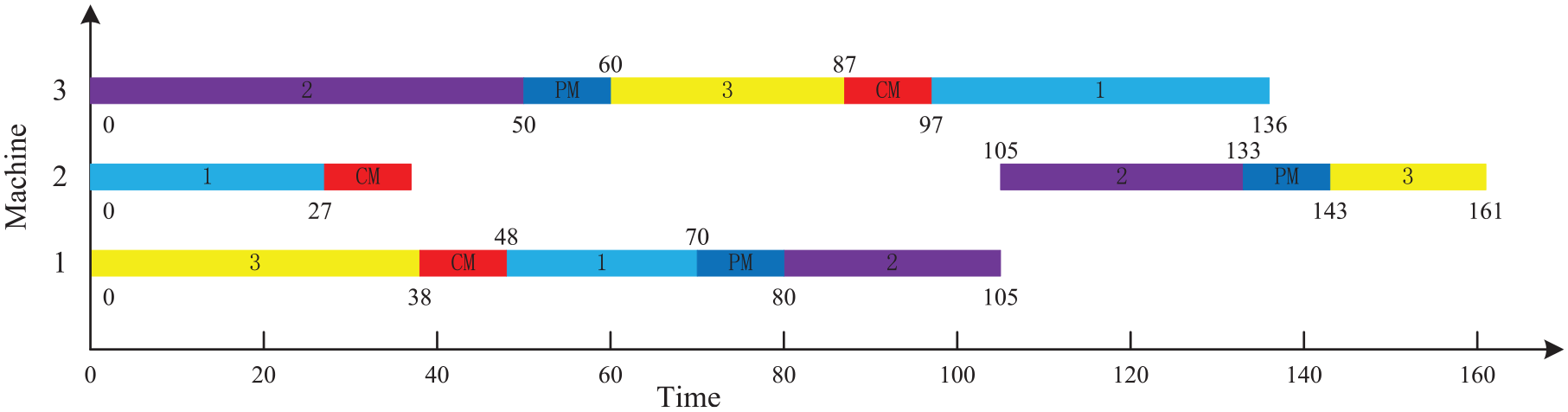
Scheduling strategy by integrated production planning and maintenance activities.
Comparative study
A comprehensive study of the proposed method, a simple scheduling strategy (SS), and a scheduling strategy that considers preventative maintenance (SP) is performed to verify the effectiveness and progress of the proposed method.
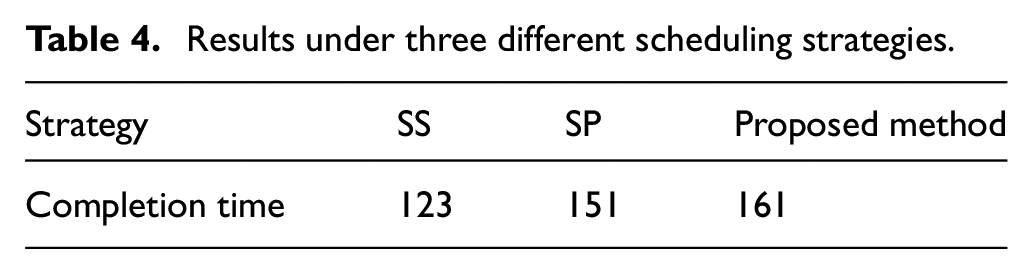
As mentioned in the introduction, SS only pays attention to the time for the machine to complete the production task and not the maintenance activities in the manufacturing process. SP is a production scheduling strategy that considers effective service age based preventive maintenance. However, compared with the method proposed in this paper, SP ignores functional corrective maintenance caused by different production tasks, that is, mission reliability-oriented corrective maintenance. For ease of comparison, the age reduction factor of SP is the same as the age reduction factor of the proposed method. In the context of case study, the scheduling results of the three strategies are shown in Table 4. The optimal scheduling scheme of the simple scheduling strategy is shown in Figure 6(a). The optimal scheduling scheme of the scheduling strategy that considers preventative maintenance is shown in Figure 6(b).
Results under three different scheduling strategies.
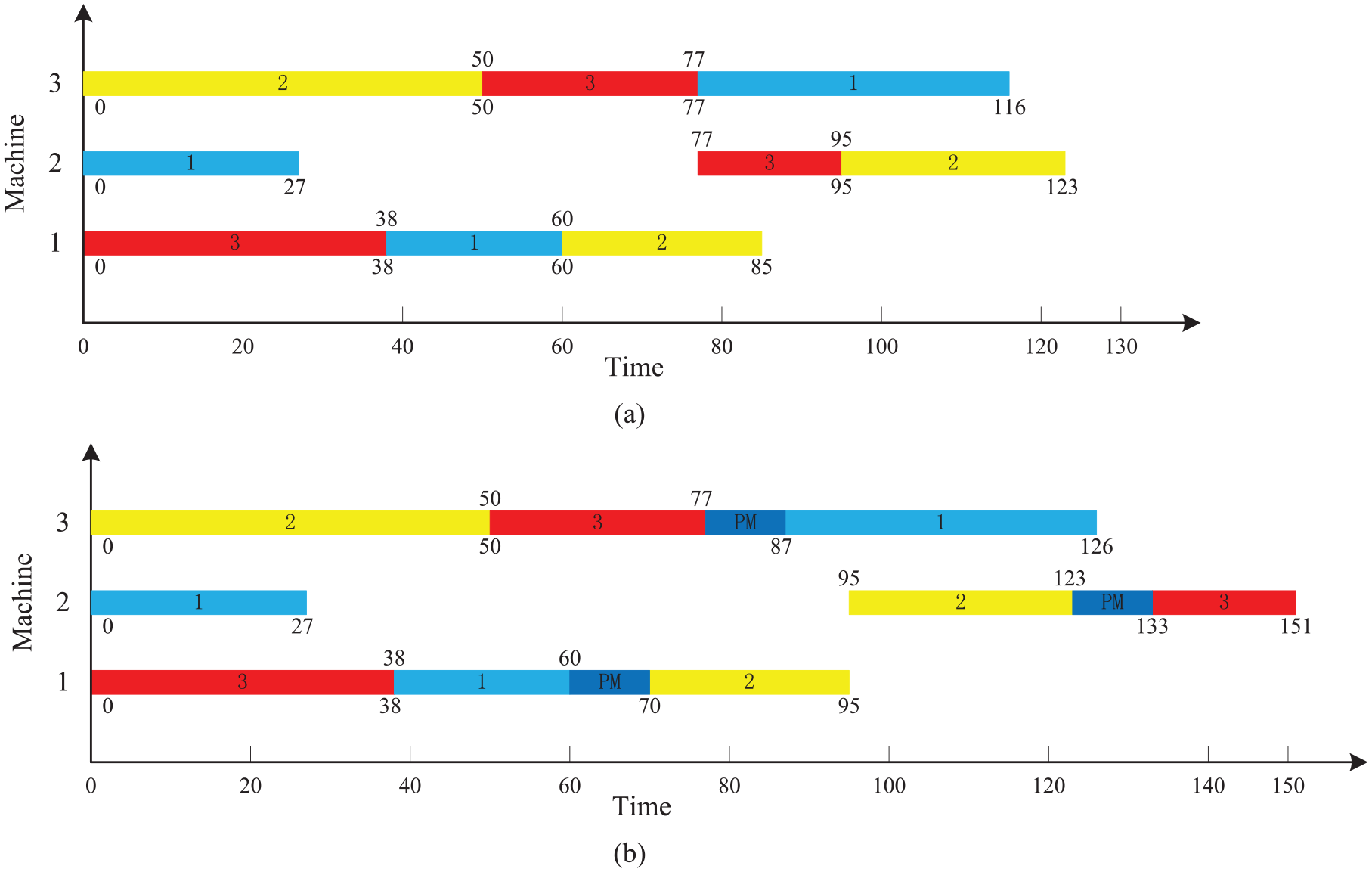
Scheduling strategy under simple scheduling strategy and preventive maintenance: (a) the simple scheduling strategy and (b) the scheduling strategy considering preventive maintenance.
The completion time corresponding to the proposed scheduling strategy in this paper is longer than the completion time of the other two strategies. Obviously, the total time of the production scheduling strategy SS without considering maintenance activities is the least. However, the manufacturing system will inevitably have physical and functional failures in the manufacturing process. Therefore, a scheduling strategy that does not consider maintenance activities is unrealistic. In the scheduling strategy SP that only includes PM, the impact on production scheduling due to maintenance downtime is considered. Therefore, it is better than the simple production scheduling strategy. Conversely, the production scheduling strategy method that only considers PM is not optimal compared with the method proposed in this paper, ignoring the difference in degradation trend and acceptable performance level of the machine under different production tasks.
Since the performance state of the machine is continuously degraded during operation, the quality level of the products produced is not constant. If maintenance activities are not taken into account, there will be cases where the products produced cannot meet the task requirements. When maintenance activities are considered unnecessary, this means that this phenomenon is ignored. Although, in the comparative study, the task completion time of the scheduling strategy without considering the maintenance activities was the shortest. But this result is an overestimation of the capabilities of the manufacturing system. If this scheduling strategy is applied to the actual production process, it will cause waste of resources and even reduce the reputation of the enterprise.
Conclusion
This study addresses the issue of integrated production scheduling by combining production planning and maintenance activities. The mission reliability is used to characterize the mathematical relationship between production rhythm and machine performance. The relationship model between maintenance activities (mission reliability-oriented CM and effective age-based PM) and machine performance is established. With the goal of minimizing the total time to complete tasks under the premise of meeting task requirements, an integrated optimization model of production scheduling is established. And an optimization framework based on genetic algorithm is designed to find the best scheduling plan. Finally, the correctness of the mathematical model and the effectiveness of the algorithm are verified by performing a case study. The final results show that the proposed method shows better utility than the traditional production scheduling method.
On the basis of this study, we will continue to conduct in-depth research on the following issues:
Optimization of production scheduling for manufacturing systems considering opportunity maintenance;
Introduction of multi-objective production scheduling optimization problems, such as minimum total cost; and
Adoption of planned maintenance activities with stochastic restoration degrees for the modelling of maintenance activity.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Natural Science Foundation of China (grant nos. 72071007 and 71971181) and the general project (no. JZX7Y20190242012401) funded by the National Defense Pre-Research Foundation of China.