
Abstract
Hole surface quality in drilling carbon fiber-reinforced plastics and titanium alloy (CFRP-Ti) stacks is a key factor affecting high-quality assembly and reliable usage of the structure so it need be reasonably evaluated. However, there is no standardized evaluation system of hole surface quality in drilling CFRP-Ti stacks. The existing evaluation indexes cannot meet the evaluation requirements on the surface quality of the hole. This paper proposes a subjective-objective evaluation method to evaluate the surface quality of the hole in drilling CFRP-Ti stacks. Firstly, the evaluation factors are determined by experiments, including CFRP delamination, CFRP hole entrance tears, surface roughness of CFRP and Ti, and the evaluation system is established according to defect characteristics and industry standards. Secondly, the subjective evaluation model is established based on the improved analytic hierarchy process, the objective evaluation model is established based on the entropy weight method and the subjective and objective combination weight calculation method is obtained based on the principle of minimum discriminant information. Finally, the surface quality of the hole is evaluated by subjective, objective, subjective-objective evaluation methods respectively. The result shows that subjective-objective evaluation method is more reasonable and effective.
Keywords
Introduction
Carbon fiber-reinforced plastics (CFRP) have many advantages, such as high specific strength, fatigue resistance, corrosion resistance and excellent designability. 1 It is often joint with titanium alloys (Ti) in the aviation field to form CFRP-Ti stacks. A large number of holes need to be machined in aircraft assembly. In order to ensure hole coaxiality and processing efficiency, CFRP-Ti stacks are usually machined by integrated drilling. 2 The properties of two materials are quite different, and the applicable cutting parameters are different. Therefore, there are some problems of hole surface quality that affect the assembly quality. Reasonable evaluation on the hole surface quality is important for the decision-making and optimization of the process plan. For Ti, the surface quality can be evaluated by using the evaluation system of the metal directly combined machining character itself. Generally, the surface roughness is used to describe the surface quality of Ti.3,4 However, the surface characteristics of CFRP after machining are different from the metal, the evaluation system of mature metal surface quality is not fit to the CFRP.
The researches have been done on the evaluation of the surface quality in drilling CFRP. For delamination, Chen.
5
first proposed One-dimensional diameter delamination factor
Seldom studied the comprehensive evaluation of surface quality in drilling CFRP. Quan et al. 15 proposed a valuation method of carbon/epoxy composite hole-making damages based on the relative index in statistical analysis. In that method, the burrs need be measured when its length is more than 0.5 mm and its width is more than 0.1 mm. The length and area of the burrs are summed up, and compared with the nominal hole diameter and hole area. The burrs evaluation factor is obtained by the adding results according to a certain weight. The area of tear was compared with 3D×1.8 as a reference, and the tear evaluation factor could be obtained. Zuluaga-Ramírez et al. 16 correlated the surface irregularity factor with stiffness degradation, and proposed a new method for evaluating the damage state of CFRP. The surface irregularity factor of CFRP was measured by optical method, and the fatigue damage of material was evaluated by equal-amplitude fatigue load and real variable-amplitude load. It is found that there is good consistency between surface irregularity factor and damage evaluation indexes like stiffness degradation so surface irregularity factor can be used to evaluate the surface quality of CFRP.
Above all, some achievements have been gotten about indexes of surface quality of CFRP. Most studies use partial indexes as the evaluation criteria, which cannot fully evaluate surface quality of CFRP. The weights are mostly given subjectively. To evaluate CFRP well, standardized evaluation index system needs to be built. And there is little literature on the surface quality evaluation system of the CFRP-Ti stacks. Therefore, this paper proposes a comprehensive evaluation method combining subjective and objective evaluation of hole surface quality in drilling CFRP-Ti stacks.
Evaluation index system of hole surface quality
Evaluation factors
With the improvement of material and tool properties, some hole surface quality problems have been suppressed in drilling CFRP-Ti Stacks. Evaluation factors will be determined by experiments. The selection of the appeared defects in the experiments is important and will greatly influence the construction of the evaluation system.
Drilling experiment
The matrix material of CFRP is epoxy resin, and the laying direction is 0°. The thickness of CFRP and Ti is 3 mm respectively. Mechanical properties of CFRP and Ti are shown in Tables 1 and 2.
Mechanical properties of CFRP.

Mechanical properties of Ti.

Carbide twist drill is used without coating whose diameter is 6mm shown in Table 3.
Geometric parameters of twist drill.

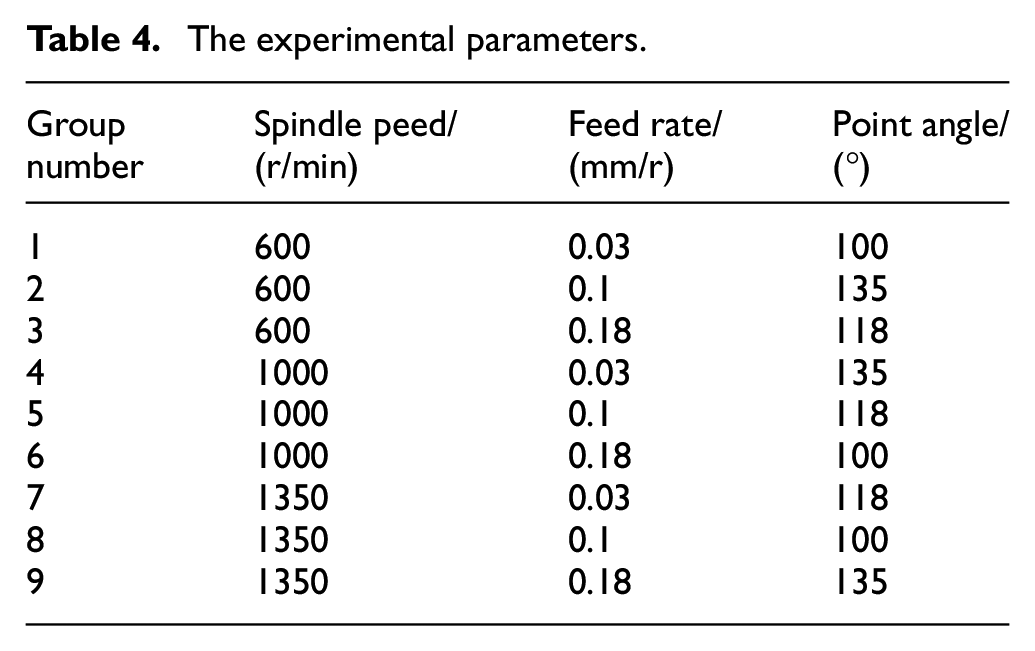
Drilling CFRP can adopt high speed that can be more than 6000 r/min, even 20000 to 30,000 r/min. Drilling Ti is easy to break the cutting tool for the high spindle speed and need keeping very low feed which is decided by the character of Ti.3,4 The speed of drilling Ti and the feed rate of CFRP are selected for drilling CFRP/Ti stacks. The range of process parameters in drilling CFRP-Ti Stacks should be: spindle speed is 600 to 1350 r/min, feed rate is 0.03 to 0.18 mm/r, and point angle is 100 to 135 degrees. The orthogonal experimental parameters are shown in Table 4.
The experimental parameters.
NC machining center is adopted with dry cutting shown in Figure 1.
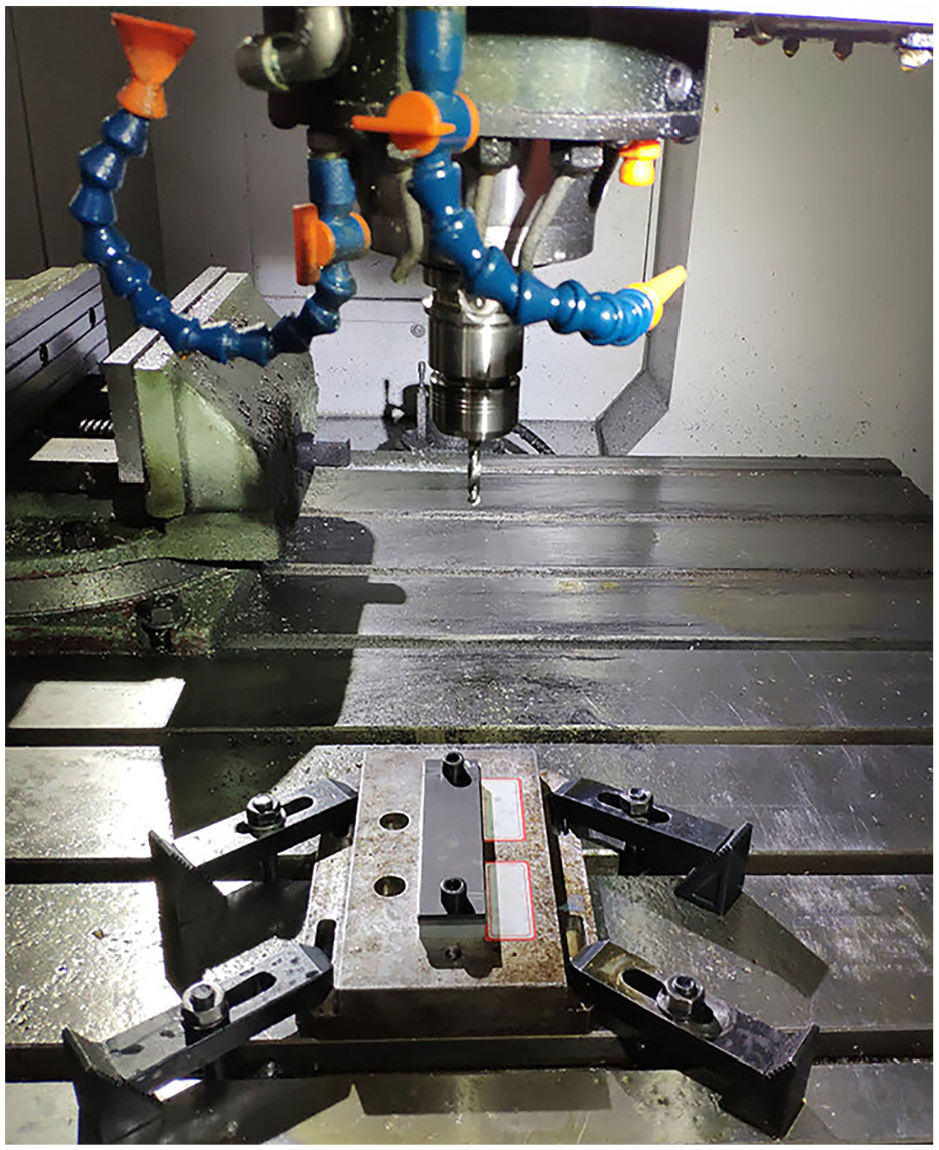
The experimental setup.
Experimental analysis
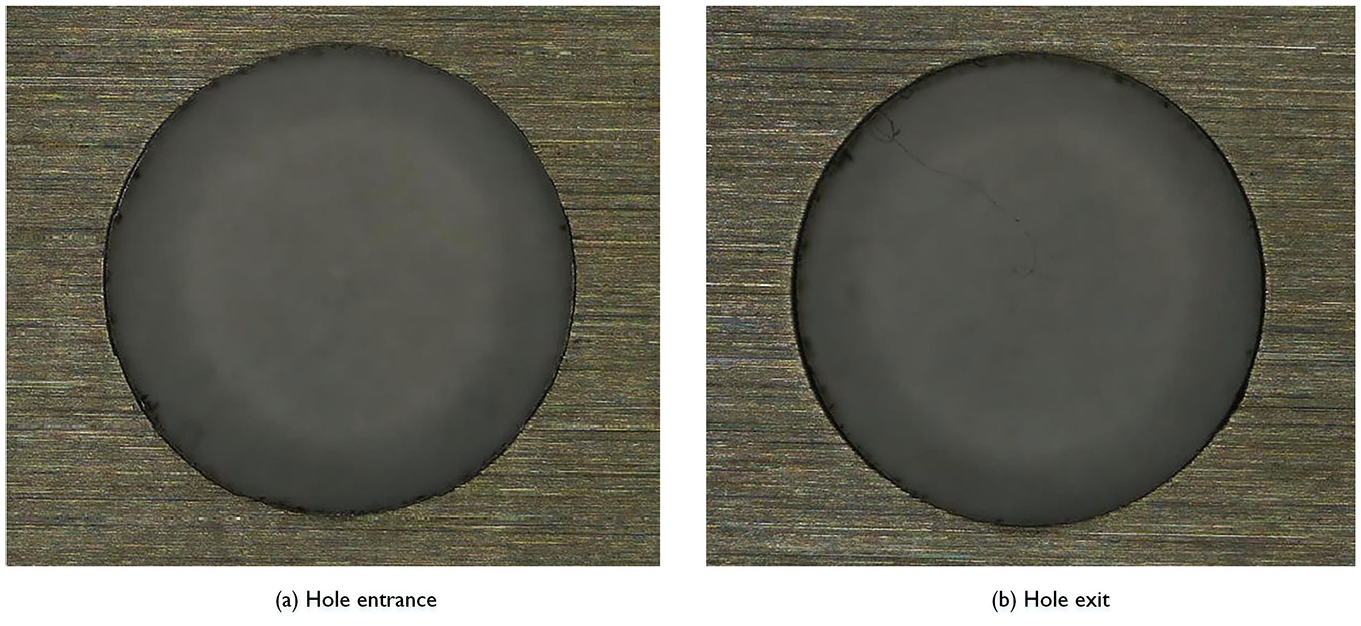
Generally, delamination, tears and burrs often occur at the entrance and exit of drilling CFRP. The experimental result is shown in Figure 2. Burrs do not appear at hole entrance or exit. There are obvious delamination and tear at the entrance of the hole. The quality of the exit is good, only slight delamination occurs for Ti supports CFRP.
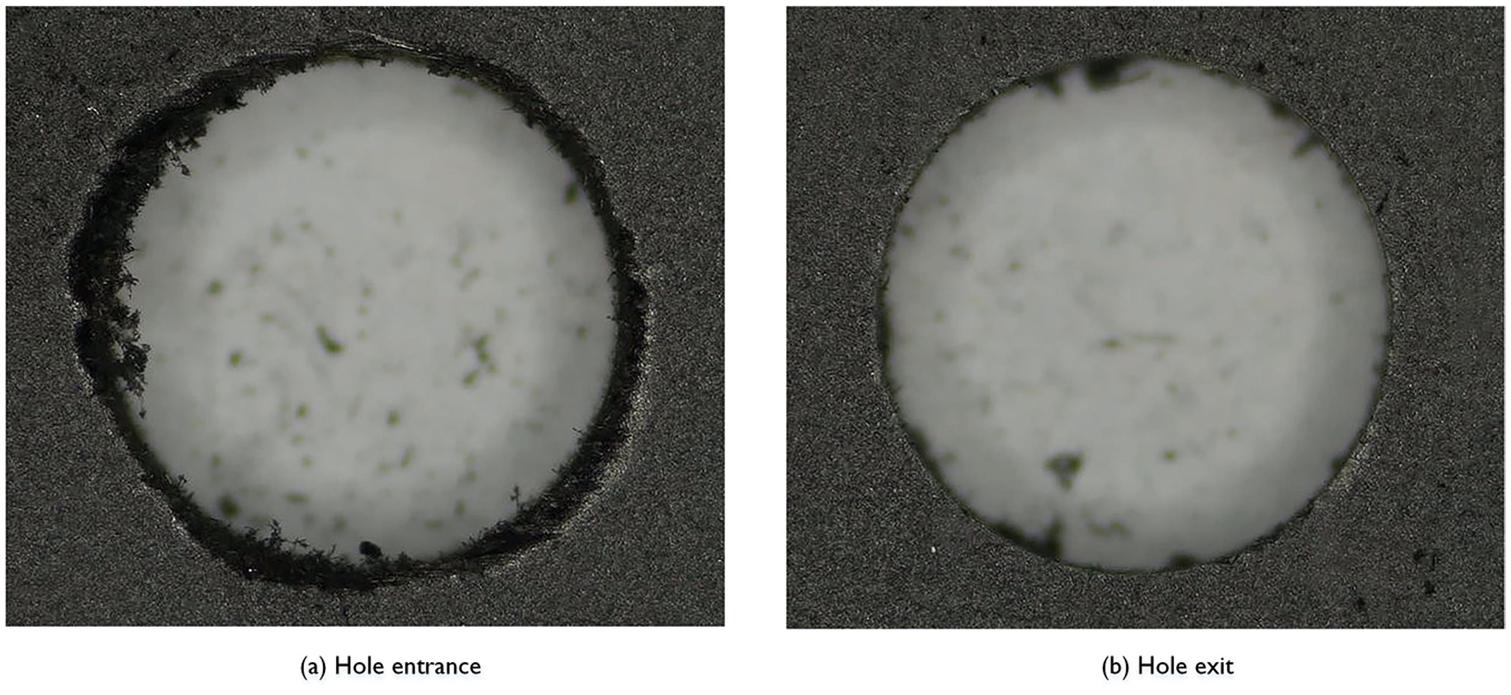
The appearance of hole entrance and exit of CFRP.
In Figure 3, it can be clearly seen that surface roughness of CFRP at different fiber orientation is different.
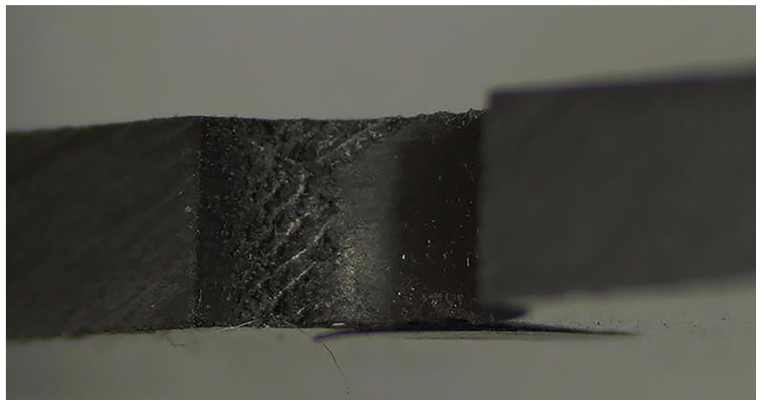
The appearance of hole wall of CFRP.
Generally, the exit burr and surface ablation often occur in drilling Ti but they have not been observed in this experiment shown in Figure 4. At the current process level, there is not almost exit burrs or surface ablation without influence of cutting heat caused by serious tool wear or continuous drilling.
The appearance of hole entrance and exit of Ti.
When drilling CFRP-Ti stacks, for CFRP, the entrance delamination is larger than exit one, tears only occurs at hole entrance, burrs do not appear at hole entrance or exit, and surface roughness has a certain relationship with fiber orientation. While exit burrs and surface ablation does not appear for Ti. Therefore, the evaluation factors include CFRP delamination, CFRP hole entrance tears, surface roughness of CFRP and Ti.
Evaluation index of hole surface quality
CFRP delamination
Evaluation methods of CFRP delamination mainly include:
One-dimensional diameter delamination factor
Two-dimensional area delamination factor
The adjusted delamination factor
Three-dimensional volume delamination factor

where
N is the total number of material layers with delamination.
Methods 1 to 3 only consider delamination evaluation of a single layer. Actually, delamination may occur inside of the material and have an effect on structural strength. Method 4 considers the cumulation of the delamination. However, the delamination of internal material is significantly less than that of hole entrance and exit.17–20 The maximum of
Therefore, a more reasonable delamination evaluation method is needed that should reflect the overall situation of the delamination rather than evaluating only for a single material layer and the degree of delamination diameter and delamination area. An evaluation method, “cumulative delamination,” is proposed that is the sum of the delamination area of each layer. It need not the delamination image of each layer but the superposition image by Ultrasonic C-scan. It enlarges the delamination degree, represents the delamination limit, and is more meaningful for safe service. The evaluation result based on cumulative delamination can ensure the structure safety.
The weights cannot be directly allocate to add


where
The Chinese industry standard is adopted for the calculation. The value of
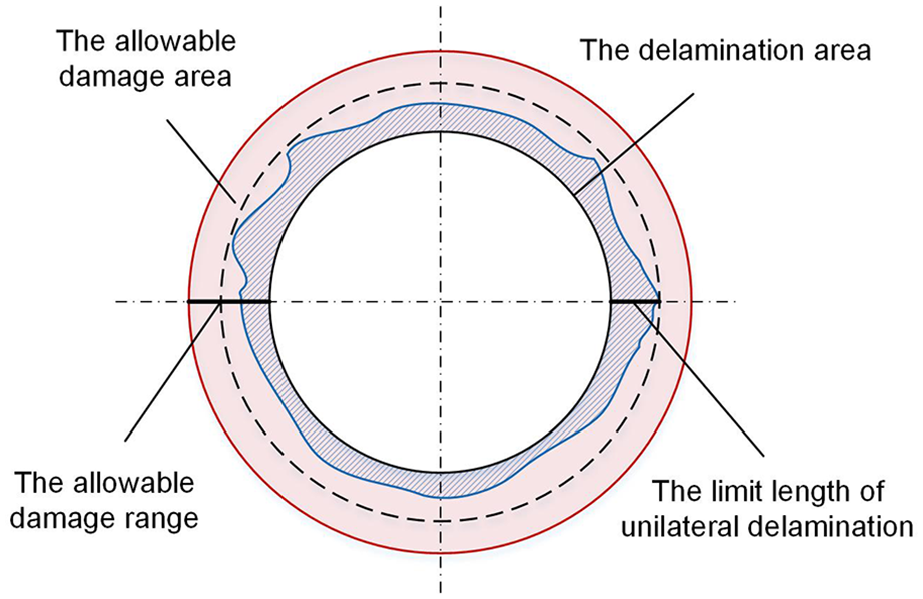
Schematic diagram of calculation of Dd and Da.
Tears of CFRP
Evaluation of CFRP tears mainly include:
Average tears length
Tears area factor
The situation of CFRP entrance tears is shown in Figure 6. The tears must occur along the fiber direction, mostly diagonally and more than one place. Therefore, tears should be measured along the fiber direction and considered in terms of the length and the area.
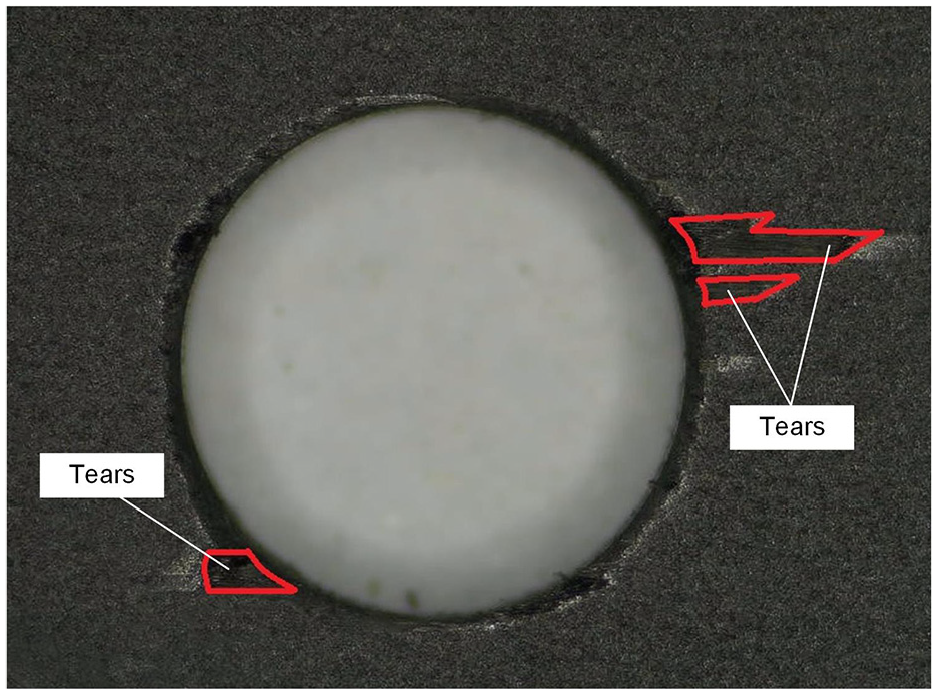
CFRP entrance tears.
According to the specification for riveting for CFRP, the tear damage with a length less than 2 times the hole diameter and a width less than 1.8 mm is allowed when drilling CFRP. The maximum tears length factor (


where
M is the total number of areas where tears occur.
Surface roughness of CFRP and Ti
As an anisotropic material, the geometric characteristics of hole wall in drilling CFRP are quite different from the metal. The theory of the metal cannot be used directly. At present, the evaluation methods of surface roughness in drilling CFRP mainly include:
Improved two-dimensional evaluation method: two-dimensional evaluation parameters are used and samples are taken from different positions of the hole wall to obtain the average surface roughness. The sampling positions are determined artificially, which do not consider the surface morphology of hole wall.
Three-dimensional evaluation method: Sampling the whole hole wall, and three-dimensional evaluation parameters are used. It considers the surface morphology of hole wall. However, it is difficult to measure three-dimensional surface morphology. The sampling is difficult and the evaluation process is cumbersome.
The surface morphology of hole wall is related with the angle of fiber and cutting tool. It means that the roughness is related with this angle. It is necessary to explore the regularity of surface roughness of CFRP and Ti, and accurately obtain the sampling positions. Then two-dimensional evaluation parameters can be used to achieve the same effect of three-dimensional evaluation. It is simple to measuring and evaluating. CFRP, an anisotropic material, which needs to measure the surface roughness of the hole wall at different angles and depths. While Ti is an isotropic material, which only needs to measure the surface roughness of the hole wall at different depths. The measuring equipment is MarSurf M300 with a scanning length of 1.75 mm. The arithmetic mean deviation of contour,
The measuring results and analysis are as follows:
(1) The influence of fiber orientation and transition zone on roughness of CFRP
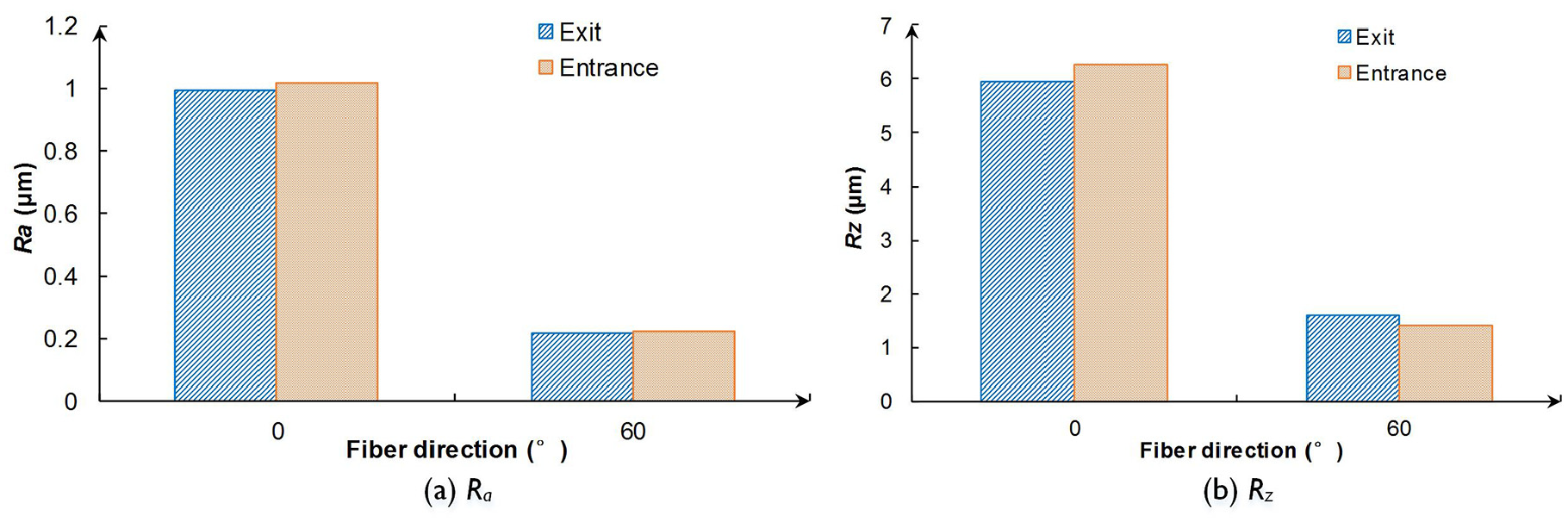
The variation trend of surface roughness of CFRP with fiber orientation and transition zone is similar under different process parameters. The variation trend of
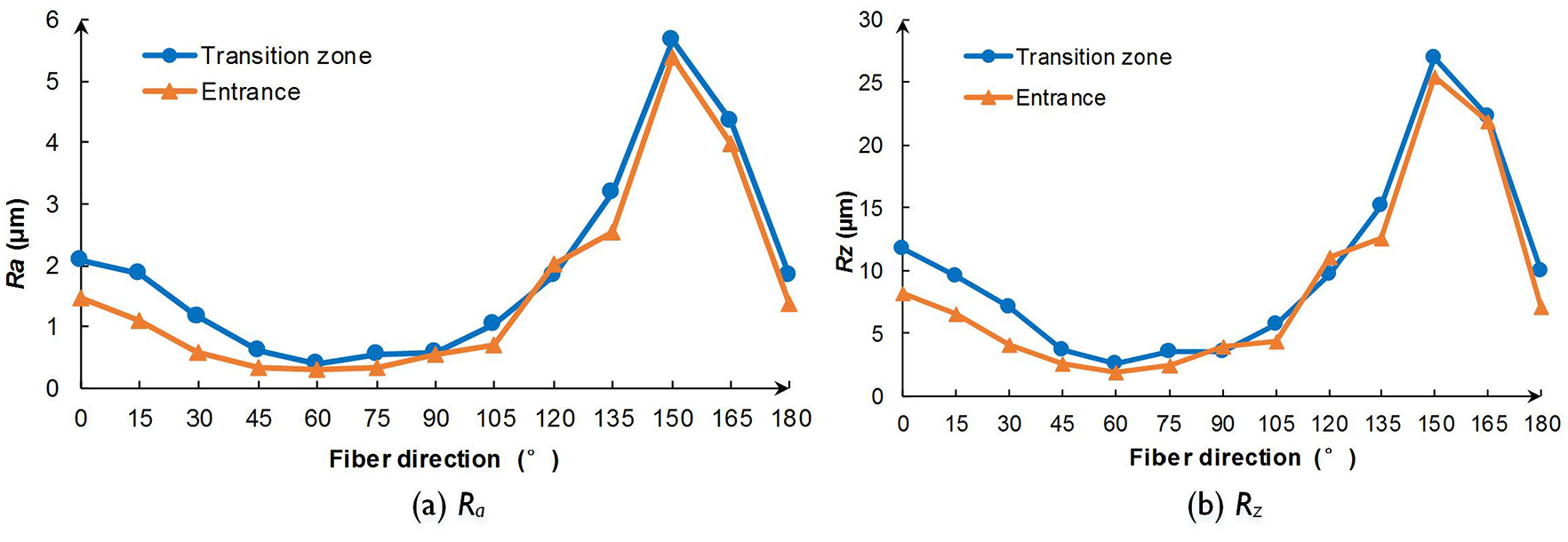
The variation trend of Ra and Rz of CFRP in drilling CFRP-Ti stacks.
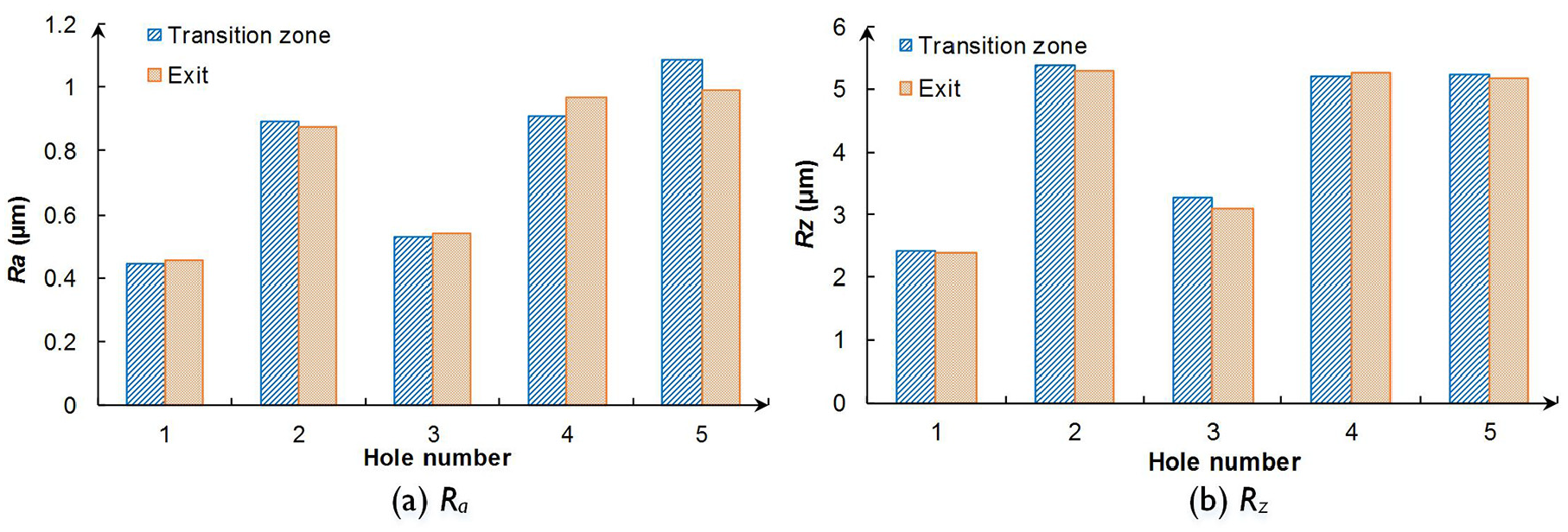
In order to confirm that transition zone does effect on surface roughness of CFRP, the roughness of hole wall near entrance and exit is measured, the results are shown in Figure 8. There is little difference in the roughness between hole walls near entrance and exit, which proves that transition zone has effect on the surface roughness of CFRP in drilling CFRP-Ti stacks.
(2) The influence of transition zone on surface roughness of Ti
The surface roughness of Ti is shown in Figure 9. The transition zone has little effect on surface roughness of Ti for the cutting edge never touches the hole wall of Ti when drilling in transition zone.
The variation trend of Ra and Rz of hole wall near entrance and exit in drilling CFRP separately.
Ra and Rz of transition zone and hole wall near exit of Ti in drilling CFRP-Ti stacks.
Thus, it can be determined that the sampling position of CFRP is transition zone when
Evaluation index system
Before establishing evaluation index system, the indexes need the treatment of consistency or dimensionless. There are ten evaluation indexes of holes surface quality. Their expectations are as small as possible and it is not necessary for consistency treatment. At the same time,
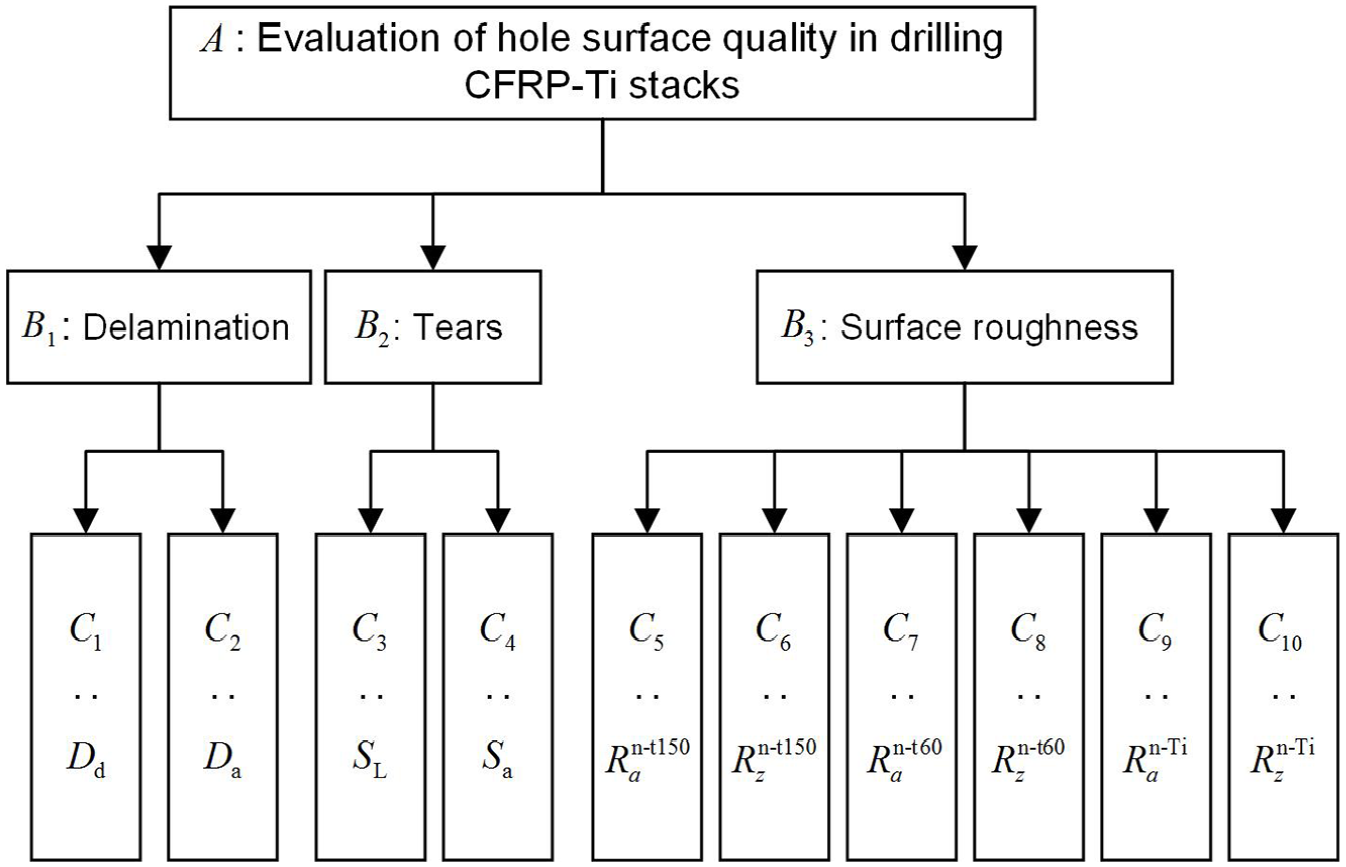
Finally, evaluation index system of hole surface quality in drilling CFRP/Ti stacks can be obtained shown in Figure 10.
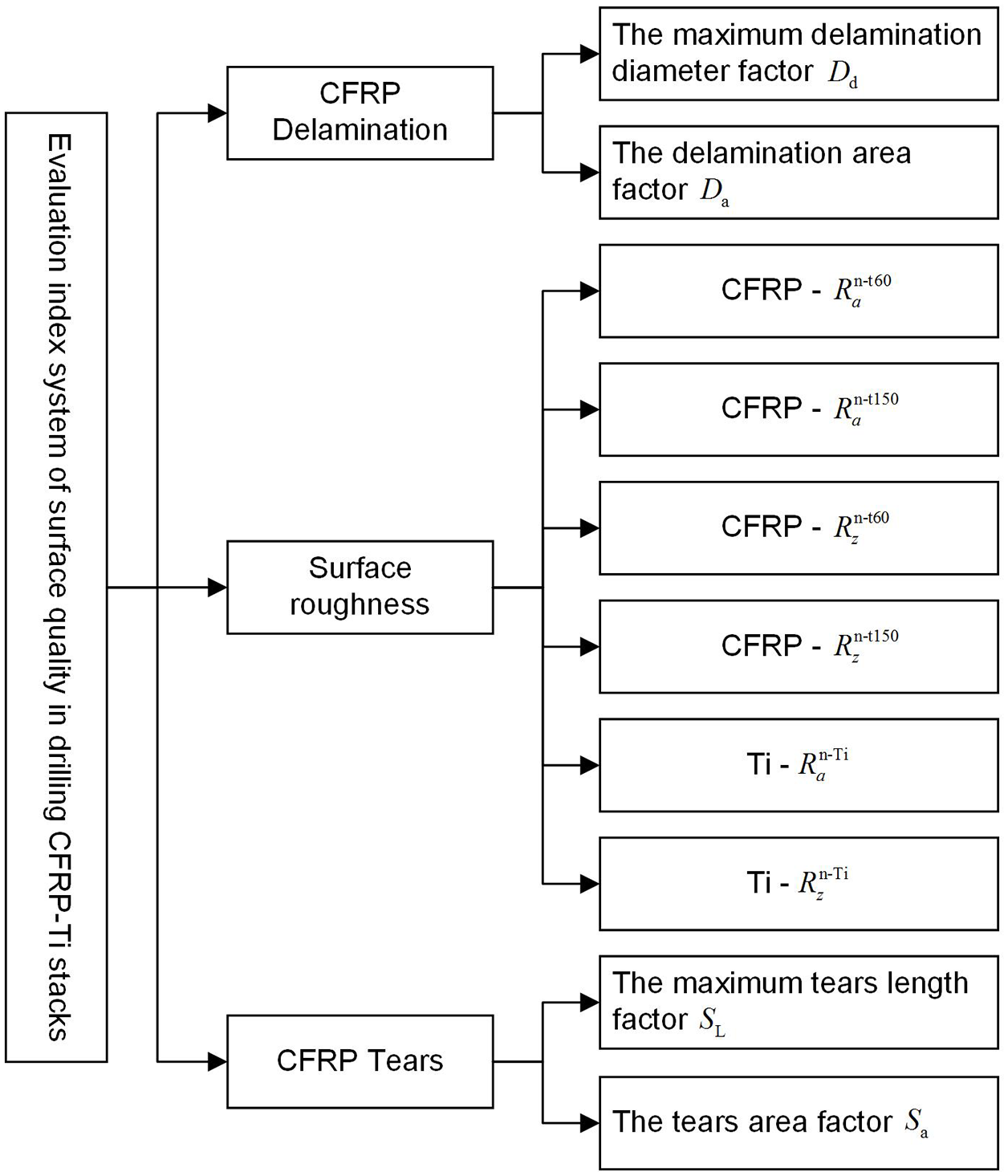
Evaluation index system of hole surface quality in drilling CFRP/Ti stacks.
Subjective-objective evaluation method
It is still difficult to get the overall situation of hole surface quality only by some separate evaluation indexes. The comprehensive evaluation method of hole surface quality will be carried out in this paper.
The evaluation methods include subjective and objective. The former is determined by experts according to their own experience, and the latter is based on sample data. Subjective evaluation method can show knowledge of experts, but its subjectivity is too strong. Objective evaluation method is not affected by human factors, but the weighting results are independent of the importance of indexes, and very dependent on samples. This paper proposes a comprehensive evaluation method based on subjective and objective combination. First, subjective and objective evaluation models are established respectively. Then the subjective and objective combination weight is obtained by certain calculation method. The weights not only reflect experts’ subjective perception, but also make full use of sample data.
Subjective evaluation method based on improved AHP
Analytic hierarchy process (AHP) is an evaluation method that divides the problem into multiple levels and objectives, and then quantifies it through mathematical operations, finally obtains the weighted results. It can make people’s thinking level and mathematical, and introduce quantitative analysis on the basis of qualitative decision-making. It is simple and practical, and has profound theoretical basis. 21 Experts evaluation methods are too subjective and lack of the theorical support in the execution process. Fuzzy evaluation can solve the evaluating problem of the fuzzy objects. The objects in this paper are not fuzzy and has concrete value. Therefore, AHP is adopted in the subjective evaluation.
The specific evaluation process is as follows:
(1) Establish hierarchical model
The hierarchical model for evaluating hole surface quality in drilling CFRP-Ti stacks is shown in Figure 11.
(2) Constructing judgment matrix
The quantitative values of relative importance between elements are recorded in judgment matrix, that is, scales. The judgment matrix constructed by AHP often fails to pass the consistency check. It means that the evaluator’s judgment on importance of elements is self-contradictory. Therefore, it is necessary to improve AHP by re-establishing judgment matrix. In addition, AHP compares all elements under the same node. When the number of elements is large, the workload is enormous. Improved AHP first ranks the elements as
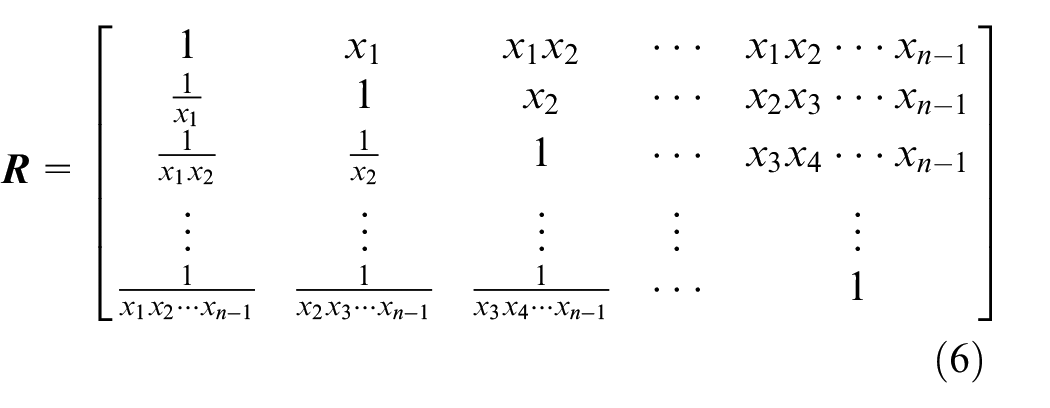
In improved AHP, the value of scales is given. Comparing two elements
1)
2)
3)
4)
5)
Four judgment matrixes are constructed:
1)
2)
3)
4)
(3) Single-layer weight calculation
According to judgment matrix
where n is the order of judgment matrix (judgment matrix must be square matrix),
(4) Total weight calculation
According to the hierarchical model, the weights of the lower elements relative to the higher elements can be calculated. By multiplying each element in

where
The hierarchical model for evaluating hole surface quality in drilling CFRP-Ti stacks.
Objective evaluation method based on entropy weight method
Entropy weight method determines the weight of each index according to the amount of information carried by sample data. The process of the evaluation is objective without the human subjective judgment. The value of entropy reflects the degree of difference between the observed values of indexes, so as to determine the weight of the index should be given. The specific evaluation process is as follows:
Forming decision matrix
According to the results of hole surface quality measurement in drilling CFRP-Ti stacks, m evaluation objects and n index values of each evaluation object can be determined, and the decision matrix shown in equation 9 can be formed.
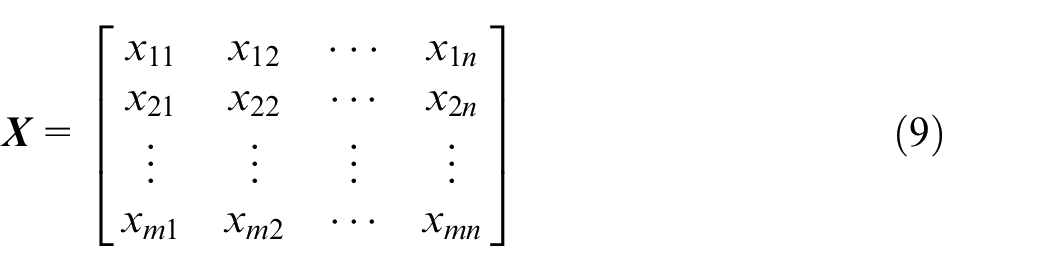
where
(2) Normalized decision matrix
Each evaluation index value in this paper represents the defect degree of hole surface quality. The smaller the value, the better. Their normalization method is as follows:

where
(3) Calculating the entropy value of each evaluation index
According to the normalized decision matrix

where
Then the entropy value of each evaluation index can be calculated by equation 12. The smaller the entropy value, the more information the index carries and the higher weight it should be given.

where
(4) Determining the entropy weight of each index
The difference coefficient


where
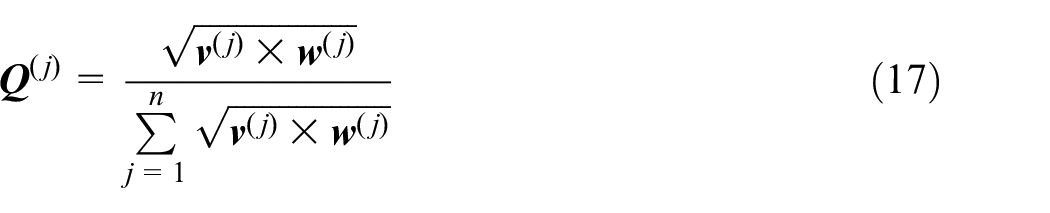
The subjective and objective combination weight calculation method
The subjective and objective combination weight is calculated based on the principle of minimum discriminant information to ensure that it is as close as possible to the subjective and objective weights. The objective function and the constraints are shown in equations 15 and 16.


where
The minimum of
Validation of the comprehensive evaluation method of hole surface quality
Drilling experiment of CFRP-Ti stacks
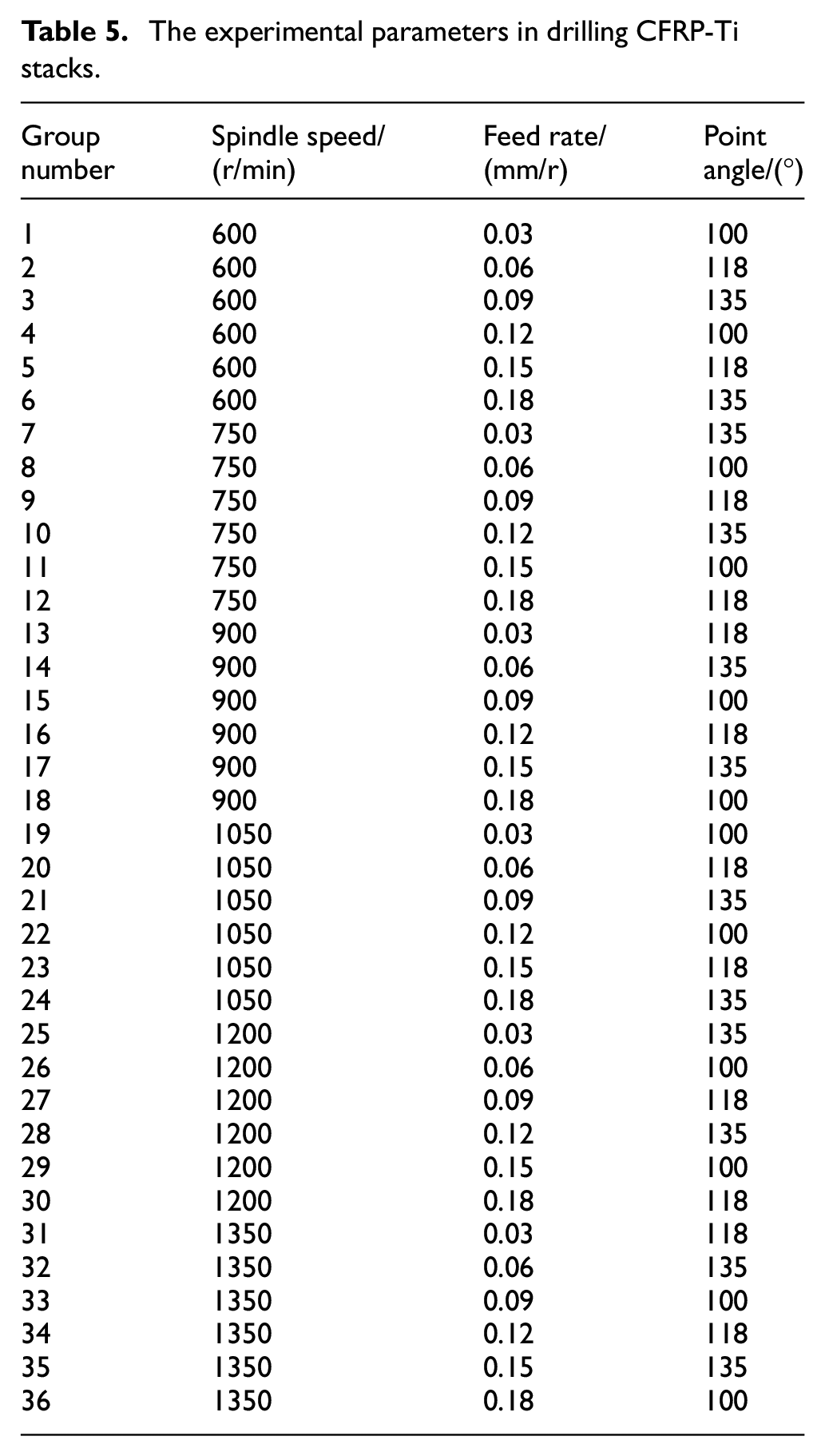
The materials, drills, equipment and processing conditions are consistent with section 2.1.1. In order to improve the accuracy of the objective weight calculation, more experimental groups are added, as shown in Table 5.
The experimental parameters in drilling CFRP-Ti stacks.
Delamination is detected by ultrasonic scanning microscope SAM 302 HD2. Tears are detected by ordinary industrial microscope. Surface roughness is measured by MarSurf M300.
Evaluation example of hole surface quality
Calculate the subjective weight
The judgment matrices are constructed as follows.
(1) Evaluation factors layer
The order of importance of elements is

(2) Delamination evaluation indexes layer
The order of importance of elements is

(3) Tears evaluation indexes layer
The order of importance of elements is

(4) Surface roughness evaluation indexes layer
The order of importance of elements is
Then, calculating weight vectors
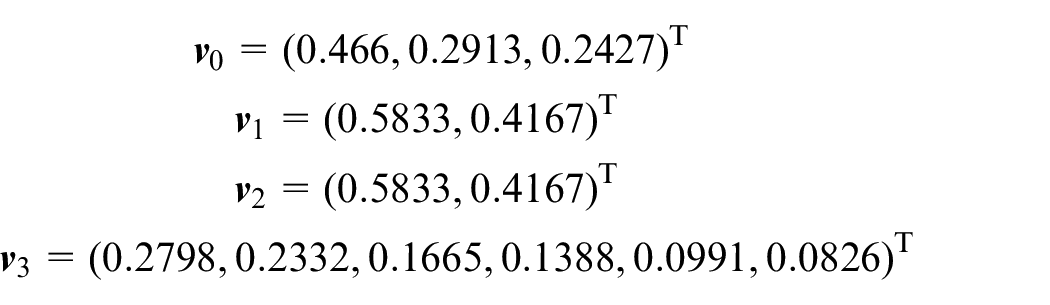
Finally, calculating the subjective weight vector

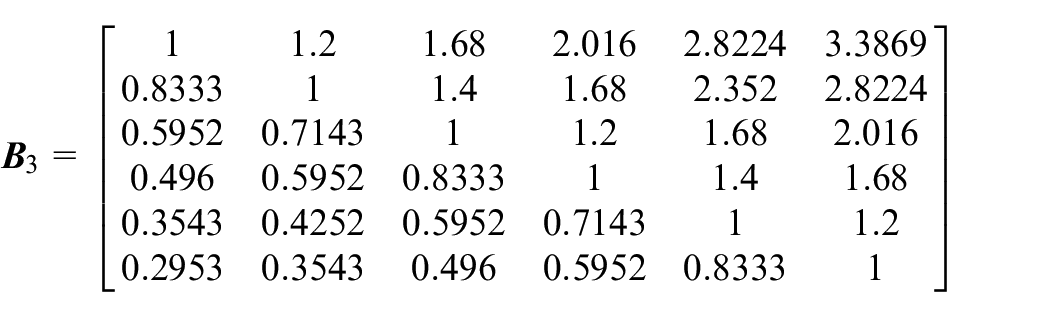
Calculating the objective weight
According to the results of hole surface quality measurement, the normalized decision matrix

Finally, calculating the objective weight vector

Calculating the subjective and objective combination weight
According to

Analysis of evaluation results
From the calculation results of all weights, the subjective and objective combination weight not only makes use of sample data, but also conforms to professional knowledge. Taking
The scoring results of hole surface quality obtained by subjective, objective, subjective and objective comprehensive evaluation methods respectively are shown in Table 6.
The scoring results of hole surface quality.
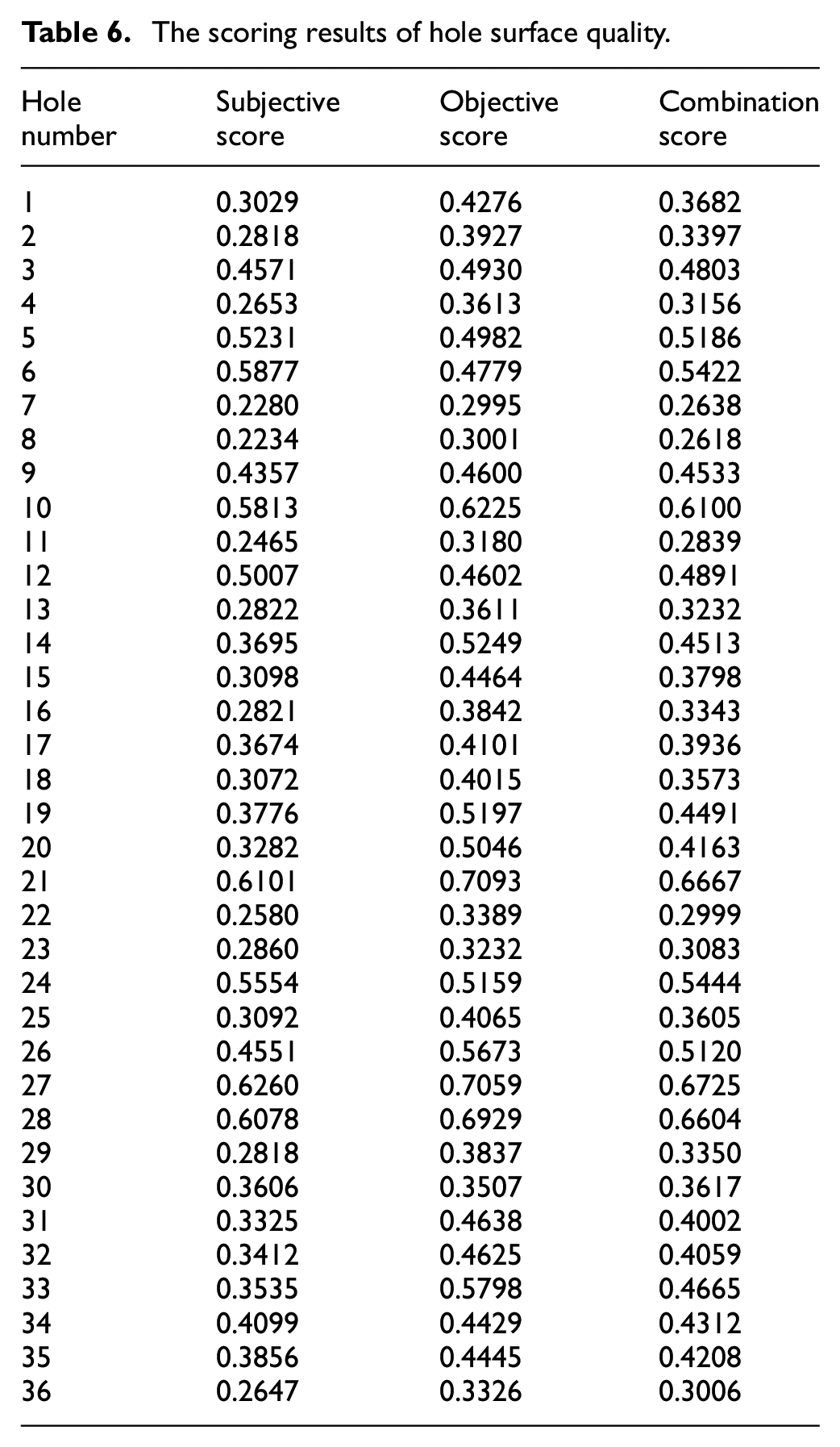
It can be found from Table 6 that the subjective and objective combination weight leads to a compromise in the final score, thus ensuring that the evaluation results are more reasonable. Taking hole 25 and hole 30 as examples, the subjective and objective scores of the former are 0.3092 and 0.4065 respectively, while the subjective and objective scores of the latter are 0.3606 and 0.3507 respectively. From the perspective of subjective or objective evaluation result alone, it is difficult to distinguish which hole has better surface quality. After comprehensive consideration of professional knowledge and sample statistical information, the two holes scored 0.3605 and 0.3617 respectively, indicating that their surface quality has little difference.
In general, the subjective and objective comprehensive evaluation method can not only eliminate randomness of the subjective evaluation method, but also avoid the phenomenon that the objective evaluation method may appear contrary to professional knowledge. It is undoubtedly a reasonable and effective evaluation method.
Conclusion
Aiming at hole surface quality evaluation in drilling CFRP-Ti stacks, this paper proposes a subjective-objective comprehensive evaluation method. The main conclusions are as follows:
The evaluation factors are determined by drilling experiments, including CFRP delamination, CFRP hole entrance tears, surface roughness of CFRP and Ti.
The evaluation index system of hole surface quality is established. Considering the effect of delamination on diameter and area and its three-dimensional properties, the maximum delamination diameter factor
In subjective-objective comprehensive evaluation method, the subjective evaluation method based on improved AHP, the objective evaluation method based on entropy weight method, the subjective, and objective combination weight calculation method are proposed and illustrated by the example. The rationality of the method is proved by experiments, which is not only in line with subjective cognition, but also in line with objective reality.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by the National Natural Science Foundation of China (51475379) and Shaanxi Key Research and Development Program (2017GY-101).