
Abstract
The aim of this research was to investigate the effect of pre-rolling temperature on the interfacial properties in delamination modes 1 and 2; and formability in Single Point Incremental Forming (SPIF) of Steel-Steel (St-St) bilayer sheet prepared by roll bonding process. The roll bonding process was performed at three pre-rolling temperatures, 700°C, 800°C, and 950°C, with a constant thickness reduction ratio of 58%. The bond strength and critical strain energy release rate (CSERR) were measured to characterize the interface of St-St bilayer sheet. T-peel test for mode 1 and tensile shear test for mode 2 were conducted to determine the interfacial properties. The formability of St-St bilayer sheet in SPIF was measured in terms of maximum wall angle. The results showed that the increase in pre-rolling temperature from 700°C to 950°C enhanced the bond strength and CSERR, in both mode 1 and 2. The enhancement in bond strength with an increase in pre-rolling temperature was 149.5% and 203% in mode 1 and 2, respectively. However, the increase in CSERR in mode 1 and 2 was 115% and 367%, respectively. The formability of St-St bilayer sheet also showed an increasing trend with an increase in pre-rolling temperature. Moreover, a consistent relation between formability and interfacial parameters was observed. It was also found that to successively deform the bilayer sheet into the desired shape, it is necessary for the sheet to be heated above the critical temperature during fabrication to facilitate good bonding between two sheets.
Keywords
Introduction
Single Point Incremental Forming (SPIF) is an innovative sheet metal forming process. It does not require dedicated tooling and is performed by using computer numerical control (CNC) technology. In comparison to traditional sheet forming processes, SPIF is more flexible with respect to the complexity of shape and tooling.1,2 In this process, the forming tool moves in increments to produce highly localized plastic deformation.3,4 Because of the flexibility and adaptability of this process, SPIF can be used in the manufacturing of medical implants and automobile parts, etc.5–7 For instance, Ambrogio et al. 8 and Oleksik et al. 9 manufactured highly customized ankle support and knee implants, respectively, by using SPIF. Bagudanch et al. 10 exhibited that through SPIF, it is conceivable to develop a highly customized cranial implant by utilizing a biocompatible polymer. Behera et al. 11 manufactured a 3D human face mask by using the SPIF technique which was a novel contribution of the SPIF. Li et al. 12 employed a multipass strategy of SPIF to process the taillight bracket of a car without apparent cracks and wrinkles. It is worth noting that SPIF can be used to manufacture complex and asymmetric parts. 13 SPIF is considered as the most adequate processes for the forming of layered metallic materials (LMMs).
To fabricate LMMs, an effective process in terms of cost and production of a large bonding area is hot roll bonding. 14 Hot roll bonding is also the most commercially used method for the fabrication of steel-clad plates. 15 Zhang et al. 16 presented a bond criterion for hot-rolled laminated metallic composites. In hot roll bonding, at the base metal plate’s interface, two regions, bonded and unbonded regions, exist. The bond criterion developed by Zhang et al. 16 depends upon the definition of strain and bond strength thresholds. Strain threshold demonstrated that during rolling, the base metal plates cannot be bonded at the interface until the strain is larger than a threshold strain. Bonding strength threshold manifested that the separation of the bonded interface would not occur until the interface bond strength would become greater than the critical bond strength.
Liu et al. 17 evaluated the tensile and fracture behavior for cladded plates of stainless steel prepared through hot roll bonding. They proposed that with an increase in bonding temperature, the enhancement in interfacial shear strength can be maintained due to sufficient diffusion of alloy elements. Dhib et al. 14 analyzed in depth the dynamics of hot-rolled low-carbon/austenitic stainless steel clads, based primarily on the clad mechanical properties and microstructure behavior. In another study, Dhib et al. 18 evaluated the joining potential of low carbon and austenitic stainless steel from the hot-roll bonding technique. They evaluated the interface and mechanical properties of the clad sheet. The results revealed that good mechanical properties were obtained for clad produced by means of hot roll bonding. Saboktakin et al. 19 investigated metallurgical and mechanical properties of Titanium cladding on Steel prepared by hot roll bonding. They depicted that the thickness and microhardness of interface depend on bonding temperature. Peng et al. 20 studied the effect of rolling temperature on the bond strength of Cu/Al metal clad and found that the peel strength of the clad increases with an increase in roll bonding temperature. Hosseini and Danesh Manesh 21 fabricated Ti/Cu/Ti composites by roll bonding and measured the bond strength of the clad using a peel test. They concluded that bond strength increased significantly because of enhancement in rolling temperature.
The research work published on the SPIF of LMM’s is mainly focused on analyzing the formability. Al-Ghamdi and Hussain 22 investigated the formability of the clad sheet of Cu/Steel. They observed that the formability of LMM’s, as that of monolithic sheets, increases as the tensile area reduction increases. In another study, 23 they investigated the effects of process parameters on the formability of the Cu-Steel-Cu clad sheet. The results showed that increased tool rotation does not necessarily raise the formability of the clad sheet. The formability increase was realized under specific conditions especially when the tool diameter, step size, and feed rate were small and annealing of the clad sheet was performed at a low temperature. In another study, Al-Ghamdi and Hussain 24 compared the formability of the clad sheet in SPIF and Stamping and reported that SPIF offered 923% greater formability than stamping. Alinaghian et al. 25 studied the effect of tool diameter, rotational speed, and step size on residual stress of Al/Cu clad in SPIF. They measured residual stresses through the hole-drill method. The finite-element analysis was conducted to evaluate the calibration coefficients. The results depicted that tool diameter and step size can affect the residual stress. While the rotational speed of the tool had no effect on the residual stresses.
Gheysarian and Honarpisheh 26 experimentally explored the effect of layer arrangement on thickness distribution, formability, forming force and surface roughness of explosively-welded Al-Cu bimetal sheets. Keeping Al as an inner layer resulted in larger forming force and low formability thereby showing the effect of yield strength of the layer material on these quantities. Honarpisheh et al. 27 performed an experimental work to assess the formability of Al/Cu sheets. The maximum formability occurred employing a large step size, small tool diameter, and tool rotational speed. Ashouri and Shahrajabian 28 investigated Brass-St clad formability and identified that an increase in tool diameter from 10 to 20 mm, resulted in a drop in formability from 69° to 58.5°. Similarly, an increase in the vertical step size and feed rate caused a reduction in the formability. Hassan et al. 29 analyzed the delamination failure of roll bonded St-St bilayer sheet in SPIF. They heated the constituting sheets in a furnace at a constant temperature of 950°C prior and then subjected them to three different rolling reduction ratios of 47%, 58%, and 70%. The formability decreased with increasing the reduction ratio, and further a bulk failure was observed.
The pre-rolling temperature is an important parameter as it is likely to affect the interfacial bonding, fracture toughness, and hence the failure of the layered sheet. Till now, this specific subject has not been addressed in the SPIF literature. Therefore, in order to comprehend the knowledge, there is a need to perform work in this direction. In the present study, bilayerSt-St sheet was fabricated through rolling by considering three pre-rolling temperatures, 700°C, 800°C, and 950°C and a constant thickness reduction ratio of 58%. Two monolithic sheets, measured to a combined thickness of 2.85 mm, were subjected to rolling which resulted in a bilayer bonded sheet of 1.2 mm thickness. Later, the T-peel and tensile shear tests were conducted on the bilayer sheets to determine the influence of changing pre-rolling temperature on the interfacial properties, that is, bond strength and critical strain energy release rate (CSERR) in mode 1 and mode 2. Moreover, formability tests were executed on the fabricated sheets in order to identify the role of temperature on their formability in SPIF.
Tensile testing
The material used in this study was deep drawingquality steel EN 10130 Grade DC03. Tensile tests were conducted by Universal Testing Machine (INSTRON-5567) at a crosshead displacement speed of 2 mm/min to investigate the mechanical properties of St-St bilayer sheets at different pre-rolling temperatures. The experimental setup of the tensile test is shown in Figure 1. These tests were performed following ASTM E8M Standard. 30 Figure 2 depicts the dimensions of the tensile test sample.
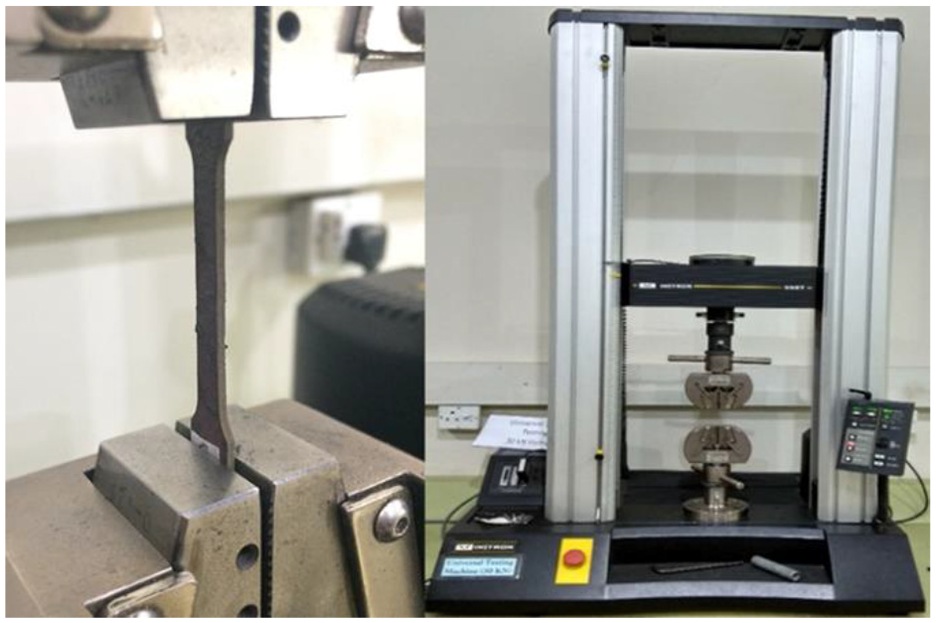
Experimental setup for tensile testing.
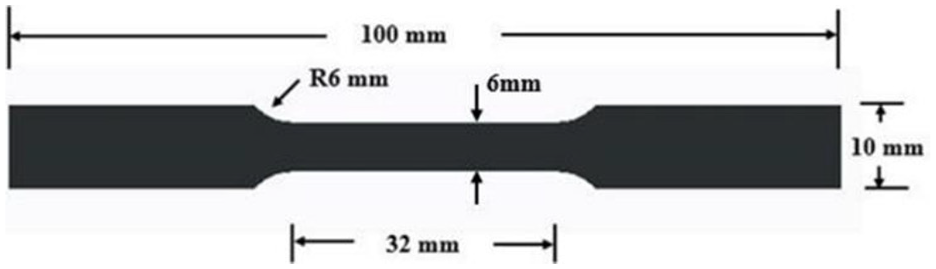
Dimensions of the subsidized tensile sample as per ASTM standard.
Interface characterization
The St-St bilayer sheet interface was defined in both modes 1 and 2, in terms of bond strength and CSERR. Three samples were fabricated and tested for every condition that is three pre-rolling temperatures 700°C, 800°C, and 950°C at a constant thickness reduction ratio of 58%.
Mode 1 delamination test
T-peel test was performed to evaluate the bilayer sheet interfacial properties in mode 1. The tests were conducted according to the procedure mentioned in ASTM standard D1876.
31
Tests were performed using 30 kN electro-mechanical controlled Instron machine (INSTRON-5567) at a displacement rate of 2 mm/min. The experimental setup for the T-peel test is shown in Figure 3. The interfacial bond strength of bilayer sheet can be determined by using the relation
Experimental setup of T-peel test.
Mode 2 delamination test
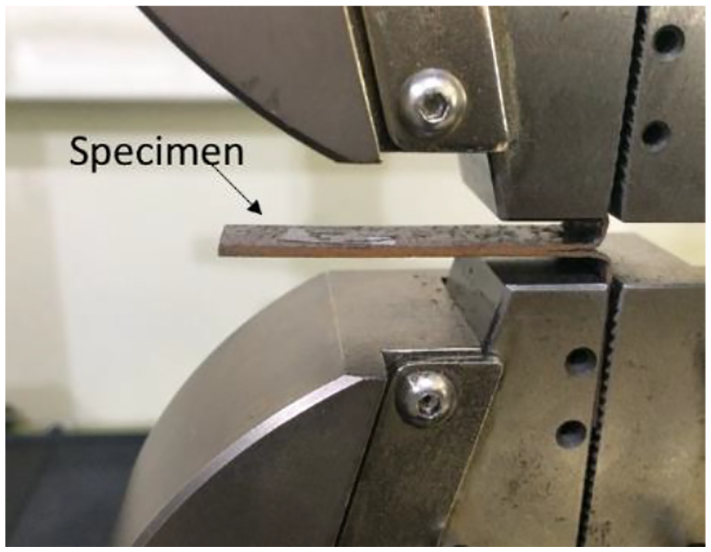
The interfacial bonding properties of the St-St bilayer sheet under shear load were determined by performing the tensile shear test. The tests were conducted according to the procedure given in ASTM standard D1002.
34
The schematic of the experimental setup for the tensile shear test is shown in Figure 4. Figure 5 depicts the dimension of the tensile shear test sample. For mode 2, the interfacial bond strength can be determined using equation
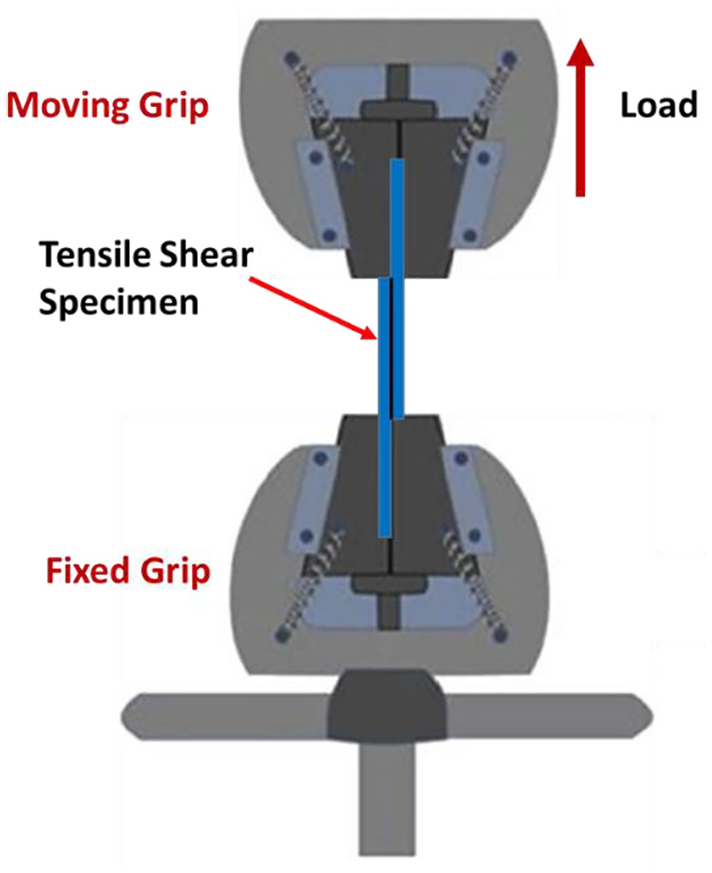
Schematic representation of the tensile shear test.
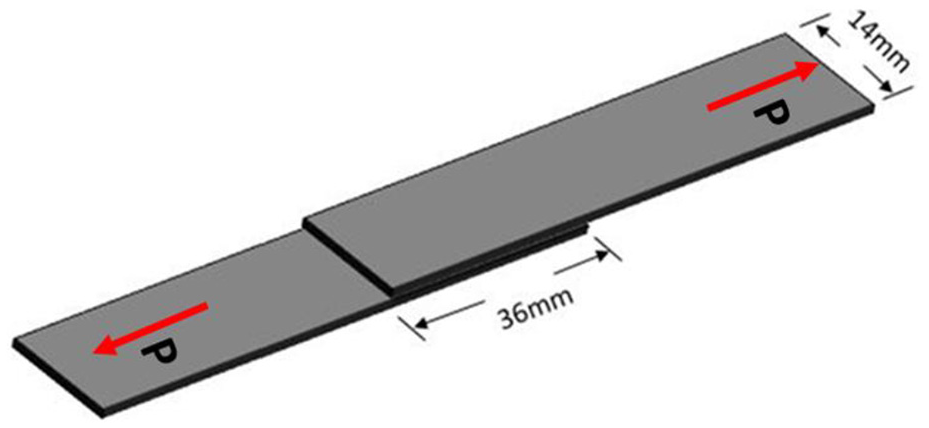
Dimension of the tensile shear test sample.
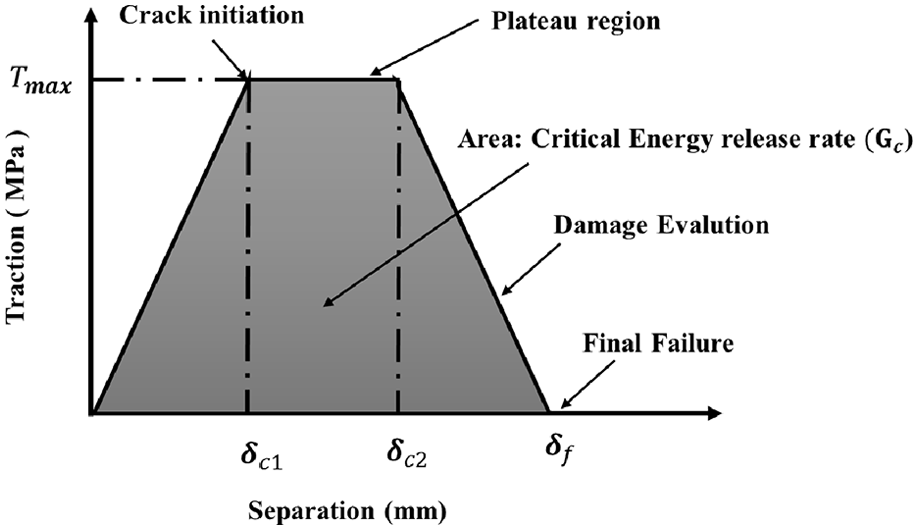
Trapezoidal separation law for mode 2 delamination test.
Experimentation of SPIF
The experiments for SPIF of St-St bilayer sheet were performed on three-axis CNC machine (TRIAC FANUC). The 10 mm diameter high-speed steel hemispherical tip forming tool was used to deform the 100 mm diameter circular blank. The experimental setup for SPIF is shown in Figure 7. The feed rate and step depth were considered to be 1300 mm/min and 0.4 mm, respectively, without spindle rotation. Mineral oil was used to reduce friction between tool and workpiece. The deformed shape of the workpiece depends on the toolpath given to tool.
37
The test geometry used was varying wall angle cone (VWAC) with 48 mm major diameter and 25 mm minor diameter as shown in Figure 8. The designed depth was taken as 20 mm and the radius of generatrix was 23 mm. The angle of VWAC geometry was varied from 30° to 90° and the maximum wall angle at which failure occurred was measured using the relation
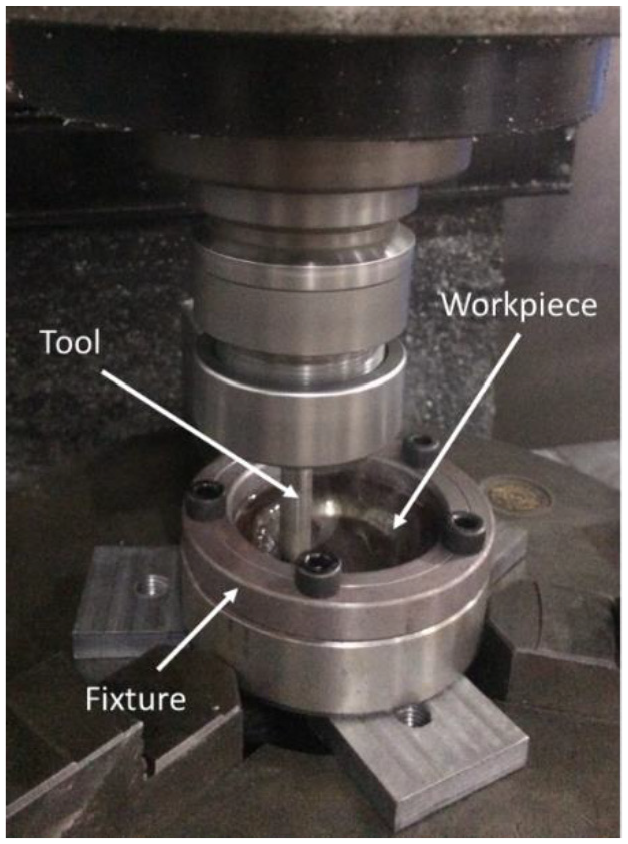
Experimental setup for SPIF.
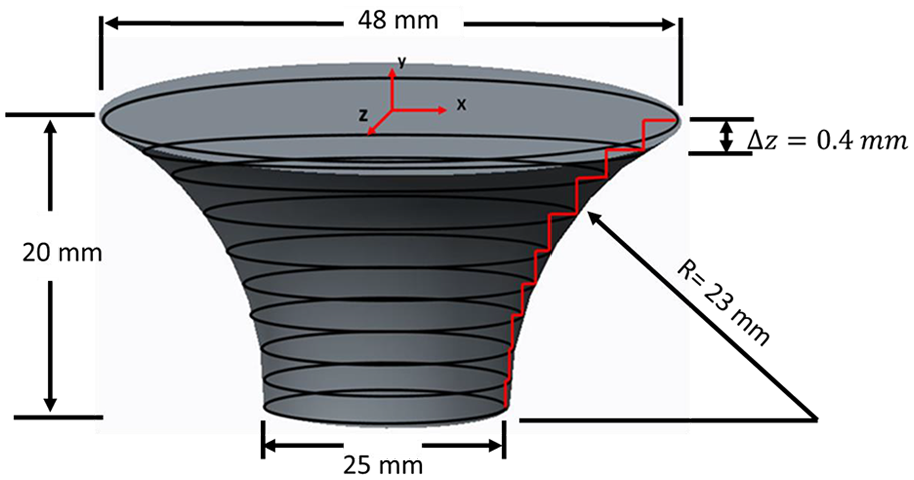
Varying wall angle cone (VWAC) tool trajectory.
Results and discussion
Effect of pre-rolling temperature on yield strength and interfacial properties
The effect of pre-rolling temperature on the yield strength of the St-St bilayer sheet is shown in Figures 9 and 10. It can be seen that yield strength decreases with an increase in pre-rolling temperature from 700°C to 950°C at a constant thickness reduction ratio of 58%. The average yield strengths at three pre-rolling temperatures of 700°C, 800°C, and 950°C were found to be
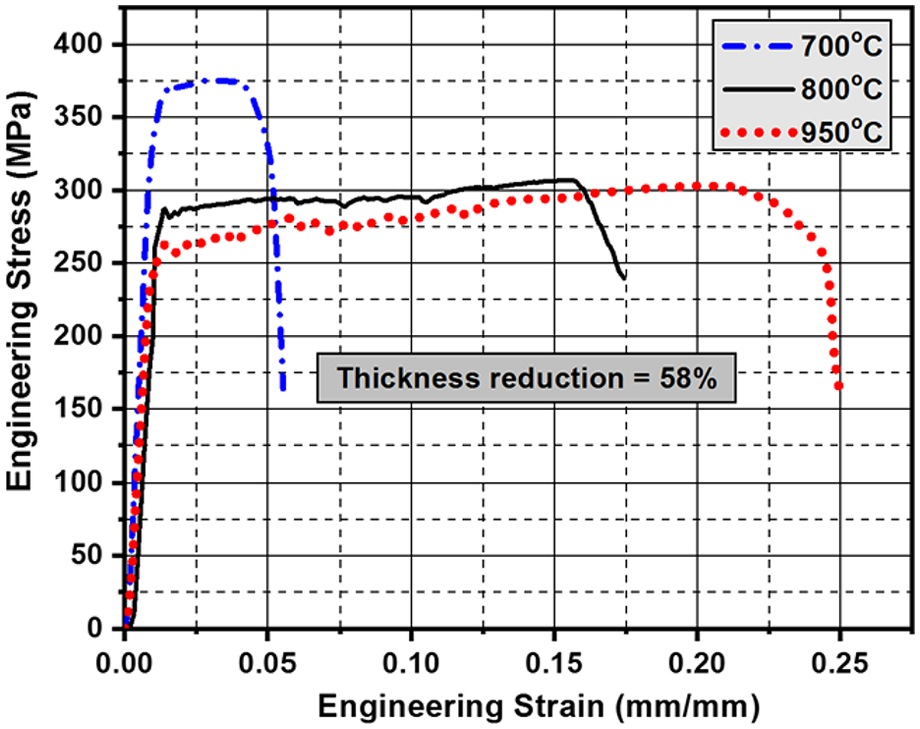
Engineering stress versus engineering strain plot of St-St bilayer sheets joined at various pre-rolling temperatures.
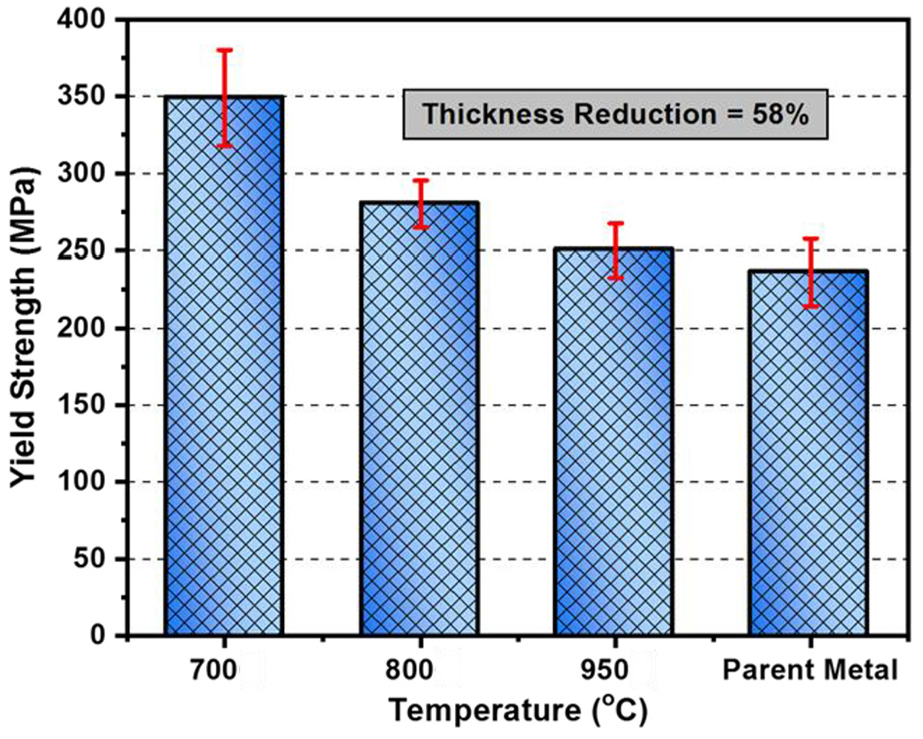
Variation in St-St bilayer sheet yield strength versus pre-rolling temperature.
The effect of pre-rolling temperature on the force-displacement plots for the St-St bilayer sheet in mode 1 and 2 are depicted in Figures 11 and 12, respectively. As can be seen from Figures 13 and 14, the bond strength increases with increasing pre-rolling temperature, that is, 700°C, 800°C, and 950°C at a constant thickness reduction of 58% in both modes 1 and 2, respectively. The bond strength in mode 1 increases from
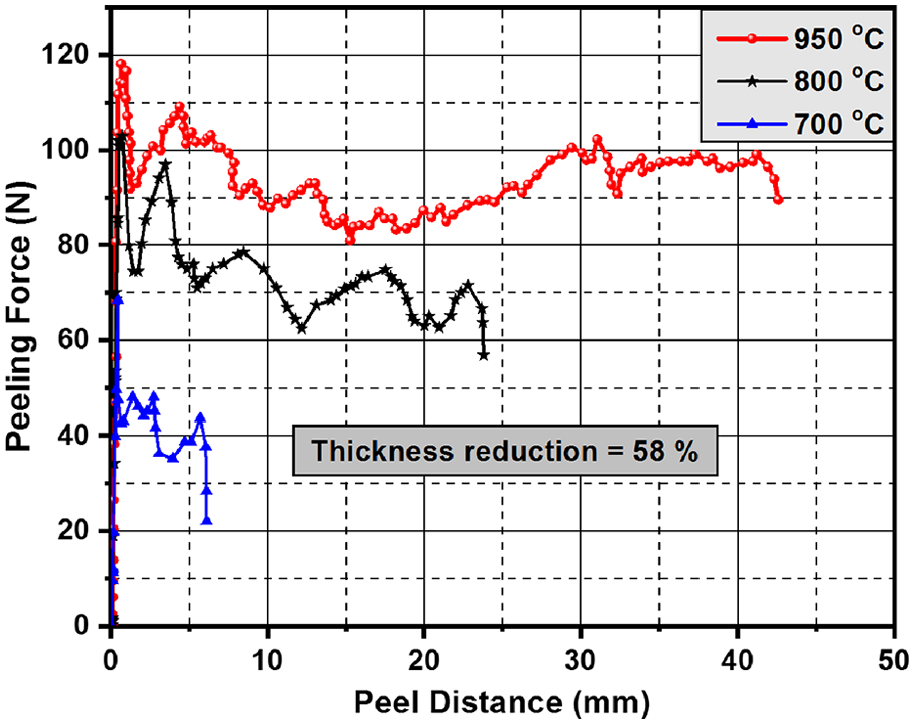
Force-displacement plot for variation in temperature in mode 1.
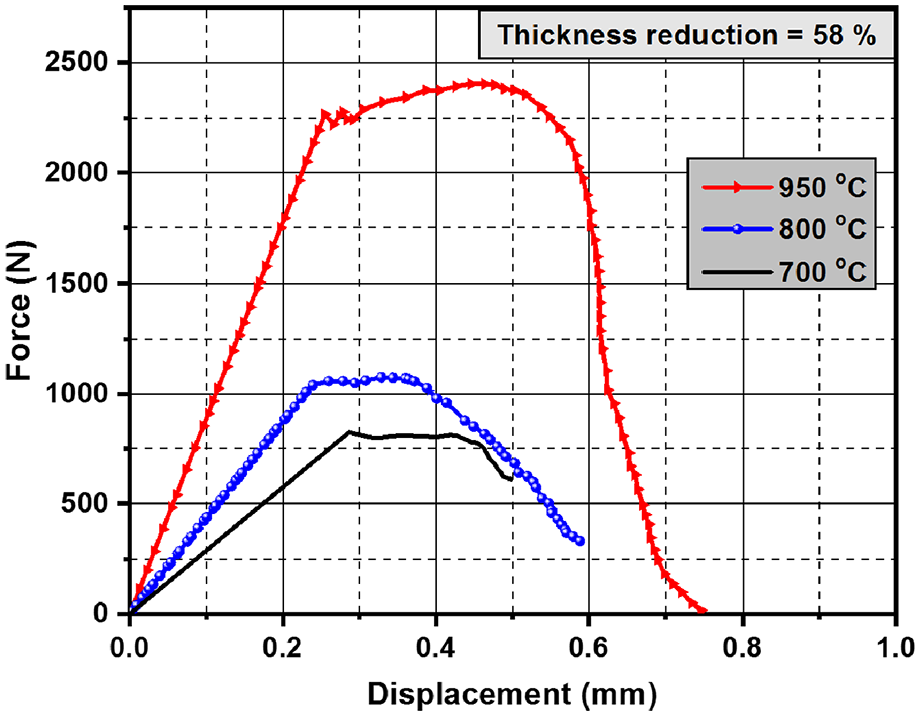
Force-displacement plot for variation in temperature in mode 2.
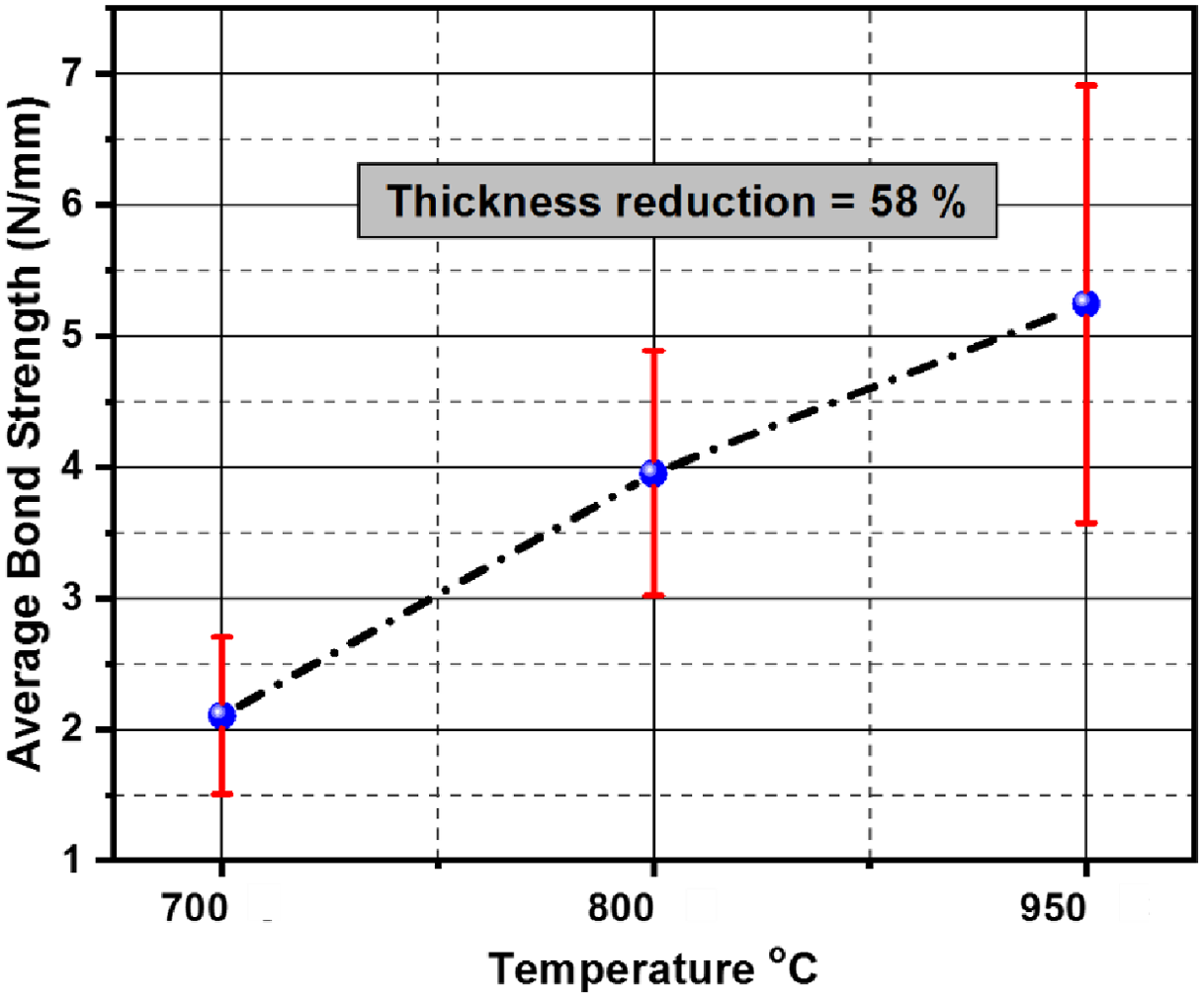
Variation of St-St bilayer sheet average bond strength versus temperature for mode 1.
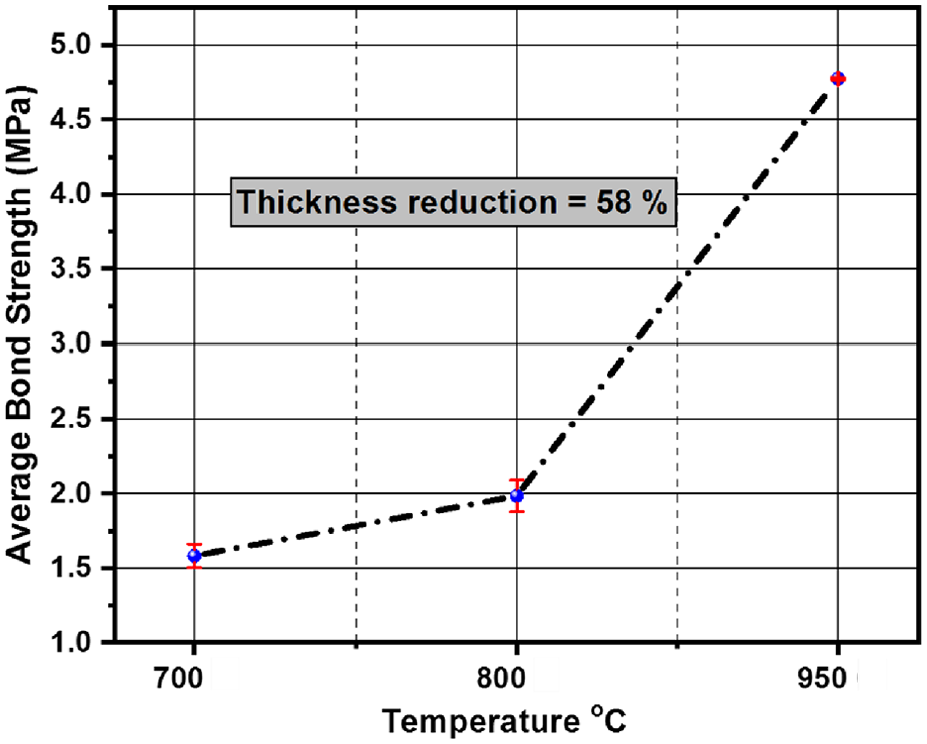
Variation of St-St bilayer sheet average bond strength versus temperature for mode 2.
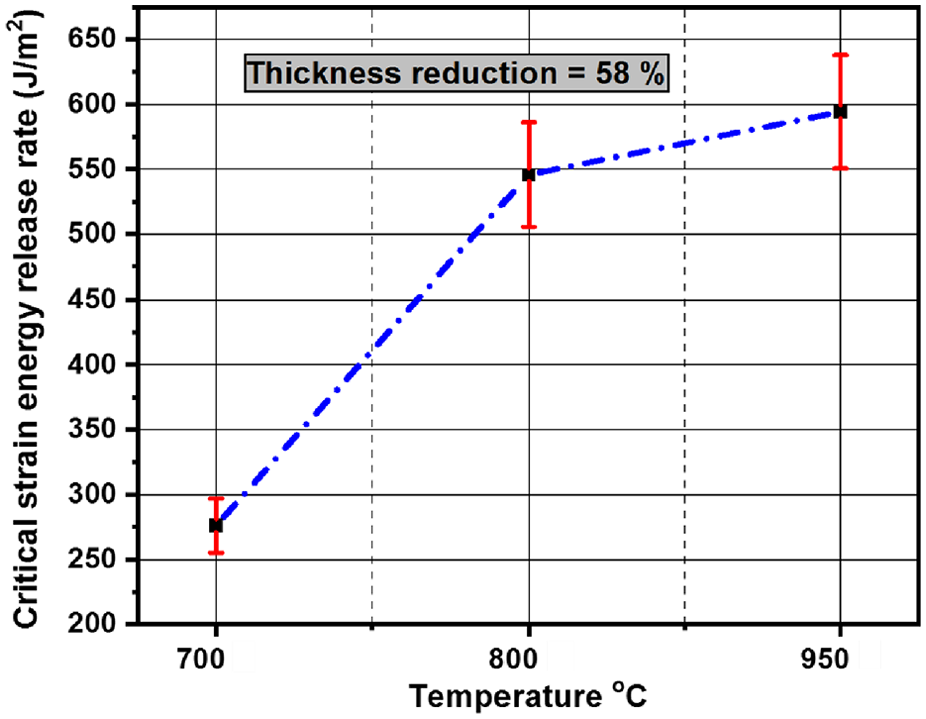
Variation of CSERR versus temperature for mode 1.
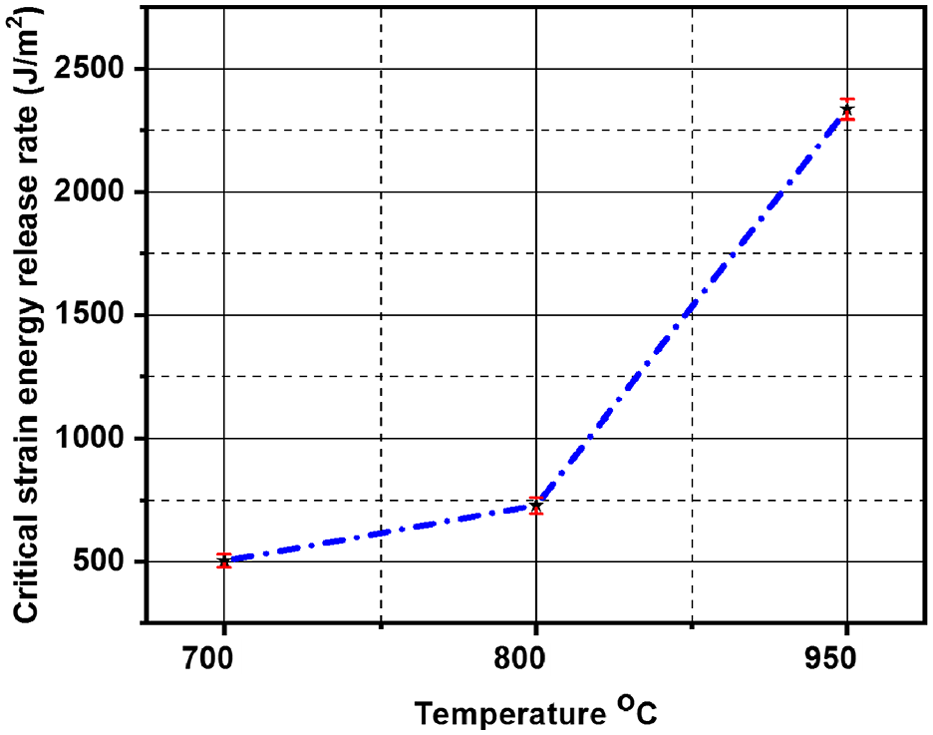
Variation of CSERR versus temperature for mode 2.
The XRD analysis of the peel surface showed that at high temperature, only ferrous oxide (FeO) formed while at low temperature, magnetite (Fe3O4), as well as FeO, were formed, as can be seen from Figure 17. Furthermore, the relative intensity of the oxide peaks in comparison to the main Fe peak decreased with an increase in pre-rolling temperature. In comparing the individual intensities of oxides formed, a decreasing trend with increasing pre-rolling temperature was observed along with the change in the type of oxides formed. Also, the Fe peaks at 950°C in comparison to the 700°C shifts to the right highlighting the change in lattice parameters as a result of the annealing process occurring at the high pre-rolling temperature. Since at high temperature, the oxide formation is small, a strong bond between two sheets was observed. While at low temperatures due to the large formation of oxides which act as a barrier to bonding results in low bond strength and CSERR. Yan and Lenard 42 have reported that the temperature affects the oxidation level such that a high temperature reduces the oxidation. This, in turn, raises the interfacial bond strength between the two laminates while rolling. Moreover, increased temperatures promote recovery and recrystallization resulting in the formation of a stronger bond between the metallic sheets. 20 Abbasi and Toroghinejad 43 and Eizadjou et al. 44 showed that as the roll bonding temperature increases, the flow stress of metal decreases. Subsequently, the ductility, formability, and extrusion of virgin metals through cracks increase thereby increasing the surface area available for bonding and hence raising the bond strength. Figure 18(a)–(c) presents the interface micrographs of the bonded sheets fabricated in this study. As observable, the laminates formed at 950°C temperature show better bonding than those formed at lower temperatures (i.e. 800°C and 700°C). These observations are in accordance with the literature and agree with the bond strength results found herein study.
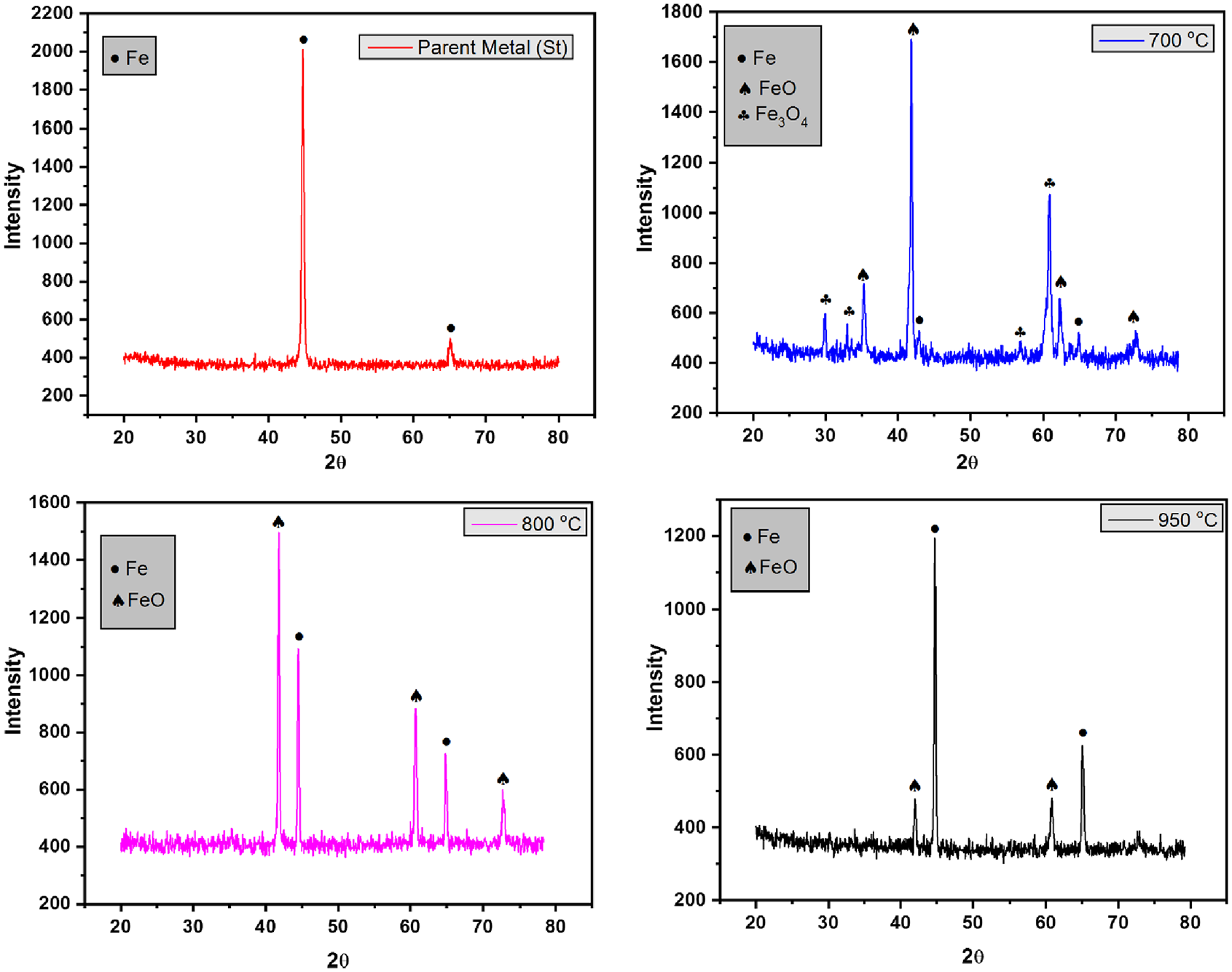
XRD analysis for St-St bilayer sheet at different pre-rolling temperatures.
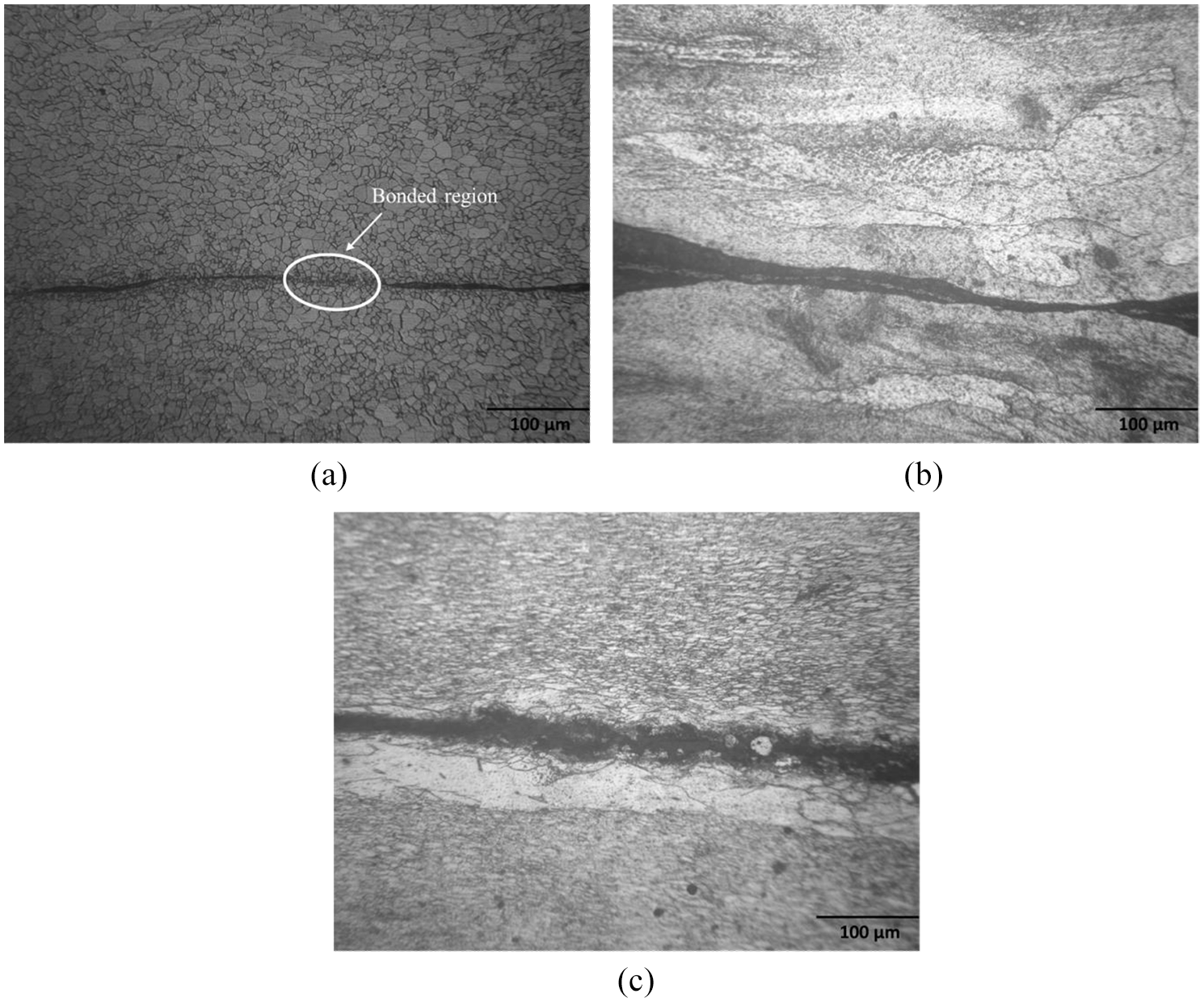
Micrograph of St-St bilayer sheet at (a) 950°C, (b) 800°C, and (c) 700°C.
Formability and modes of failure in SPIF of layered sheet
The failure modes for bilayer sheets processed by SPIF can be (i) fracture of one layer only, (ii) fracture of both layers, and (iii) delamination of two sheets. The failure occurring in St-St bilayer sheet at various pre-rolling temperatures is portrayed in Figure 19. It can be seen that the bulk failure occurs for St-St bilayer sheet prepared at different pre-rolling temperatures and the mode that exists is the fracture of both layers. Delamination does not occur in the entire range of formability tests. However, as shown in Figure 20(b) and (c) formability forms a consistent relation with interfacial parameters thereby indicating that fracture formability and delamination formability (if occur) would be directly correlated. Table 1 shows the formability comparison in terms of the maximum wall angle for St-St bilayer sheet. The results depict that the formability of St-St bilayer sheet increases with the enhancement in pre-rolling temperature. This is because the percent tensile area reduction (%Ar) increases with an increase in pre-rolling temperature from 700°C to 950°C. The relationship between %Ar and formability is shown in Figure 20 revealing that formability increases with an increase in %Ar. Moreover, the St-St bilayer sheet prepared at a pre-rolling temperature of 700°C delaminates without forming into the desired shape when the tool touches the sheet at the start. Thus, for the bilayer sheet to be deformed, the sheet must be heated above the critical temperature.
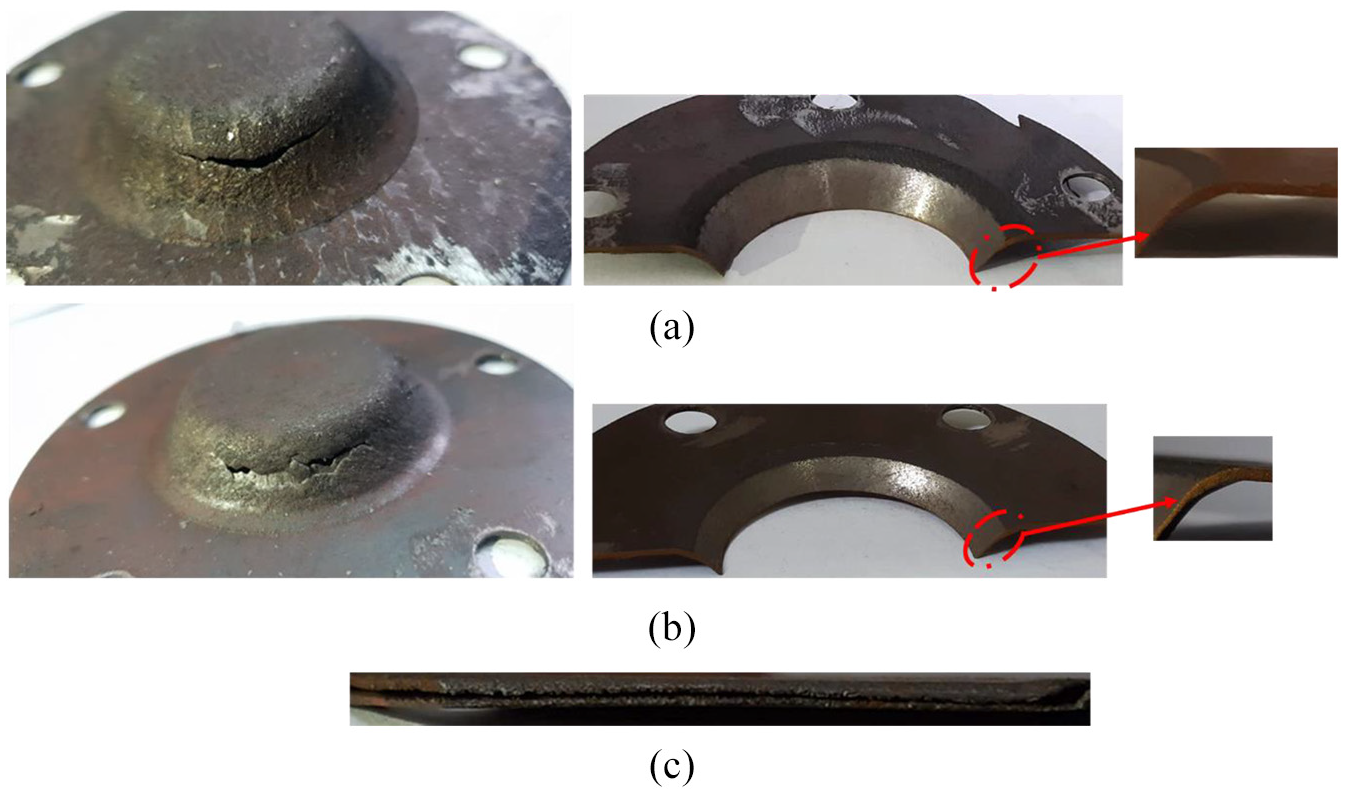
St-St bilayer sheet fracture pattern in SPIF at various conditions: (a) pre-rolling temperature of 950°C, (b) pre-rolling temperature of 800°C, and (c) pre-rolling temperature of 700°C.
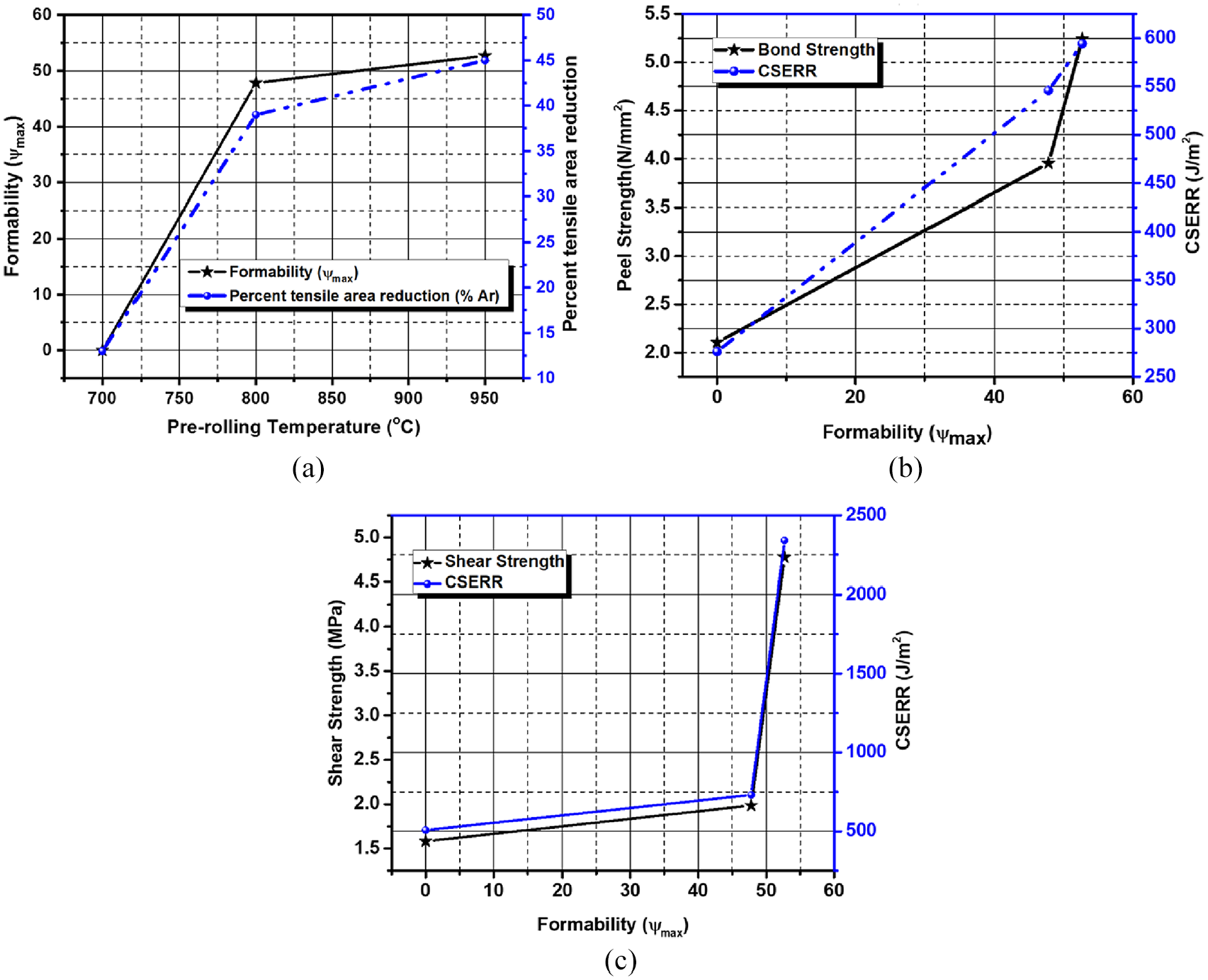
(a) Relationship between area reduction and formability at various pre-rolling temperatures, (b) formability relationship with peel strength and CSERR for mode 1, and (c) formability relationship with shear strength and CSERR for mode 2.
Formability comparison of St-St bilayer sheet for various pre-rolling temperatures.

TR: Thickness reduction;
Conclusion
Following findings can be concluded from this study:
The bond strength and CSERR increases with an increase in pre-rolling temperature in both mode 1 and mode 2. The increase in bond strength with an increase in pre-rolling temperature from 700°C to 950°C is 149.5% and 203% in modes 1 and 2, respectively. Whereas, the percentage increase in CSERR is 115% in mode 1 and 367% in mode 2.
An increasing trend in formability is observed with an increase in pre-rolling temperature. This is because the %Ar increases with the increase of pre-rolling temperature. Furthermore, for the St-St bilayer sheet, it is necessary to heat the sheet above the critical temperature to successively deform the sheet into the desired shape.
The mode of failure that occurs for St-St bilayer sheet is bulk material failure of both the layers. Thus, it can be concluded that St-St bilayer sheet fails in the same manner as that of the counterpart monolithic sheet. Moreover, formability forms a consistent relation with interfacial parameters.
The yield strength of St-St bilayer sheet decreases with an increase in pre-rolling temperature. This can be due to grain hardening and dislocations strengthening at low pre-rolling temperature similar to the phenomenon that occurs in the monolithic sheet.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.