
Abstract
The generation mechanism of cutting force in ultrasonic vibration assisted turning (UAT), with the composition and decomposition of cutting force is discussed in this paper, and the model of cutting force in UAT is established based on the mechanism of UAT. The force measuring test system is designed on the basis of the established machining system of UAT. The contrast experiments for turning the workpiece of 304 austenitic stainless steel are conducted with and without ultrasonic vibration under different technological parameters. Furthermore, the relational model and correlation between technological parameters and cutting force is obtained by regression analysis and variance analysis. Thereby, the mutual relation among these technological parameters is effectively controlled, which contributes to achieving the high quality and high efficient processing. Simultaneously, the influences of single technological parameter with the interaction between technological parameters on cutting force are researched and analyzed. The results prove that the cutting force is reduced significantly with the aid of ultrasonic vibration in turning and the choice of the proper ultrasonic amplitude, there is an optimal range of ultrasonic amplitudes as well. Meanwhile, the cutting parameters have great influence on cutting force, among which depth of cut has the superior influence, then the cutting speed, and feed rate has the minimal influence. Moreover, cutting parameters should not be too large, UAT is mainly used for semi-finishing or finishing at medium-low speed. UAT will get more ideal machining effect if cutting parameters are chosen properly.
Keywords
Introduction
Because the ultrasonic machining technology has excellent technological effect in difficult-to-cut materials and the difficult-to-cut processes of common materials,1–4 which has been paid much attention to in many countries and conducted development and research actively since it has appeared. Turning is the most basic, most common and most extensive technical method in the mechanical manufacturing industry, which occupies a very important position in production.5–8 Extensive use of turning leads many scientific research institutions and production and processing departments to carry on in-depth study on it, meanwhile the development of UAT is also promoted. UAT is different from traditional turning process, which changes from continuous cutting mode of conventional turning (CT) to interrupted cutting and is a typical composite machining method combining ultrasonic vibration with CT.9–12
In UAT, the machining effect can be measured qualitatively through the analysis of machined surface quality, cutting force, tool wear, chip morphology and cutting temperature. Thereinto, cutting force, which is a crucial physical phenomenon in the process of UAT, directly affects chip formation, workpiece deformation, dimensional accuracy and machining system stability.13,14 Studying the relevant laws of cutting force is of great significance for analyzing the UAT process and guiding the practical application. As well, it is helpful to further understand the mechanism of UAT. In the meantime, it is also considered critical to find the optimum combination of technological parameters, so as to effectively control the relationship between ultrasonic vibration parameters and cutting parameters, finally makes high quality and efficient machining realized.
UAT was first studied in 1950s, people found that UAT had some excellent technological effects, for the sake of seeking scientific support, many scholars began to conduct theoretical research and experimental analysis of UAT. Currently, some valuable research results have been obtained and applied in the field of processing by countries. Especially in recent years, the development of UAT is more rapid, unique advantage is more prominent, and the future development is promising immensely. As regards research on cutting force in UAT, Moriwaki et al.15,16 carried out UAT of stainless steel and soda lime glass employing single crystal diamond tool, the results indicated that the small periodic cutting force was the reason for improving the tool life. Kim et al. 17 conducted an experimental study on the UAT of carbon fiber composite material, and analyzed the influence of cutting parameters on cutting force, meanwhile the study showed that UAT was very effective in improving cutting force.
In first ten years of 21st century, Mitrofanov et al.18,19 established the finite element model in UAT of Inconel 718, simultaneously analyzed the contact relationship between cutting tool and chip by means of the simulation, and the results illustrated that UAT could reduce the cutting force compared with CT. The difference between UAT and CT was compared and analyzed with finite element method and test method by Ahmed et al.,20,21 and it demonstrated that applying ultrasonic vibration in machining could effectively reduce the cutting force. Besides, UAT test of titanium alloy was carried out by Koshimizu, 22 and it proved that the cutting resistance in UAT could be reduced by half to one-third in comparison to CT, moreover the machining effect of UAT was optimal at the cutting speed of 30 m/min. UAT was studied theoretically and experimentally by Nath et al.,1,2 and the results showed that UAT was conducive to reducing the cutting force in the machining process. Furthermore, Amini et al.23,24 studied the influences among tool rake angle, cutting speed and ultrasonic amplitude on cutting force with finite element method, and in the meanwhile it was noticeable that UAT could likewise reduce the cutting force.
In recent ten years, the experimental setup of UAT was established by Maurotto et al., 25 and the UAT test was carried out on Ti-15-3-3-3, at the same time it was found that cutting force could be reduced by UAT, especially when the depth of cut was 0.5 mm, the reduction rate reached almost 70%. Muhammad et al.26,27 also made a systematic study on UAT, which was numerically and experimentally analyzing various titanium alloy materials, and it indicated that UAT could reduce cutting force in a wide range of cutting speed and feed rate compared with CT. Patil et al. 28 established 2D finite element model of UAT with Deform software, and carried out the experimental study on Ti6Al4V, in the end the results of analysis demonstrated that UAT could reduce cutting force in contrast with CT as well. Moreover, the finite element model in UAT of Ti6Al4V was established by Cakir et al., 29 who predicted the cutting force with and without ultrasonic vibration as well, ultimately the results showed that UAT could significantly reduce cutting force, furthermore it was recommended to use cutting fluid in machining. Yan et al.30,31 studied the effects of the continuous minimum quantity lubrication with ultrasonic vibration in turning of titanium alloy, and the results illustrated that UAT lowered cutting force due to the combined advantages of lubrication and vibration, furthermore the cutting force was decreased with the cutting speed and tool frequency increased. Hu et al. 32 researched the influence of ultrasonic vibration on the ultra-precision turning of Ti6Al4V based on simulation and experiment, and it demonstrated that UAT could reduce the cutting force and residual stress compared to CT.
304 austenitic stainless steel gets extensive use in the construction, shipping, aerospace and other industrial fields. 5 As for 304 austenitic stainless steel with the strong plasticity, low thermal conductivity, large built-up edge trend, intense deformation hardening and other properties, its machinability are significantly difficult compared with some alloy steels, and it is one of difficult-to-cut materials.5,33–36 The above analysis shows that studying on cutting force in UAT of 304 austenitic stainless steel has great practical value and theoretical significance. Nonetheless, from the available data and actual research findings, there are few literatures and documents about this research. At present, there is no perfect design theory and analysis method on the machining system of UAT. The unperfect relevant theoretical research and experimental basis should be lucubrated to lay a necessary foundation of improving the machining quality and working efficiency. This study can provide theoretical support and experimental basis for the further development and practical application of the ultrasonic machining of difficult-to-cut materials, which has high research value.
Principle of cutting force in UAT
Mechanism of cutting force generation
In the process of cutting machining, the force required by cutting tool, which cut into and deformed workpiece material to form chips is called cutting force. As shown in Figure 1, cutting force in UAT primarily comes from the following four aspects: firstly, the elastic and plastic deformation resistance, which is produced by workpiece material acting on the rake face of cutting tool; secondly, the elastic and plastic deformation resistance, which is produced by workpiece material acting on the flank face of cutting tool; thirdly, the friction between the rake face of cutting tool and chips; the last, the friction between the flank face of cutting tool and machined surface and transitional surface.
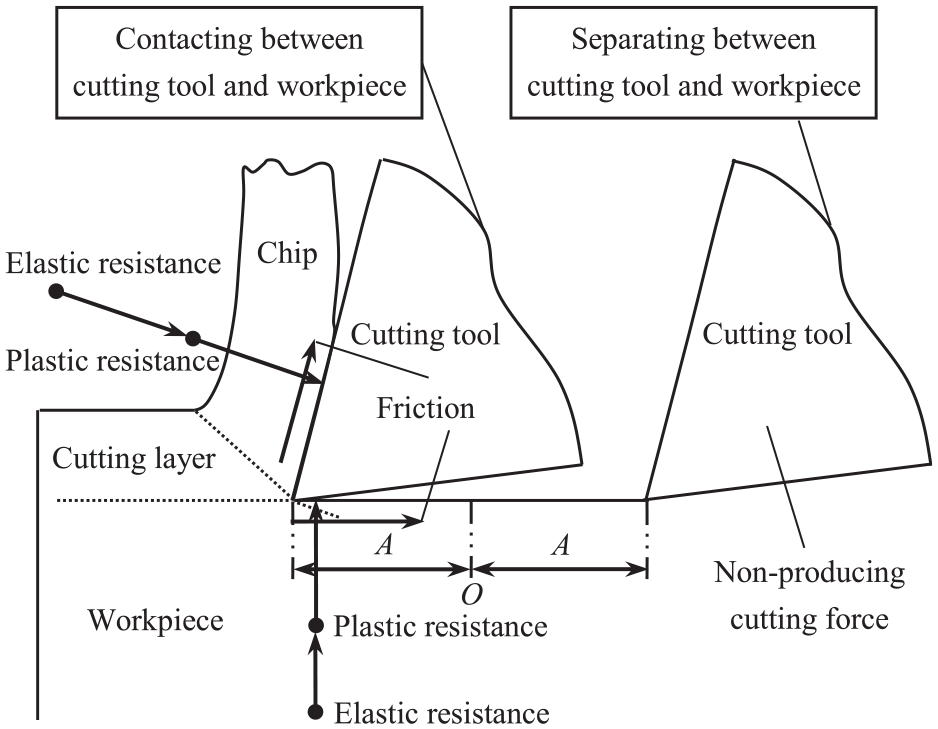
Prime sources of cutting force in UAT.
In UAT, mechanism of cutting force generation is displayed in Figure 2. Due to assistant effect of ultrasonic vibration, the process of contacting, turning and separating between cutting tool and workpiece is performed repeatedly in machining. Cutting force is only produced when cutting tool and workpiece contact with each other during turning, and cutting force is zero when cutting tool and workpiece occur separation. In Figure 2, when cutting tool moves to point a, it contacts with workpiece and begins to perform turning, when cutting tool moves to point b, it separates from workpiece. Hence, in the first vibration period T, only in segment ab, that is in time
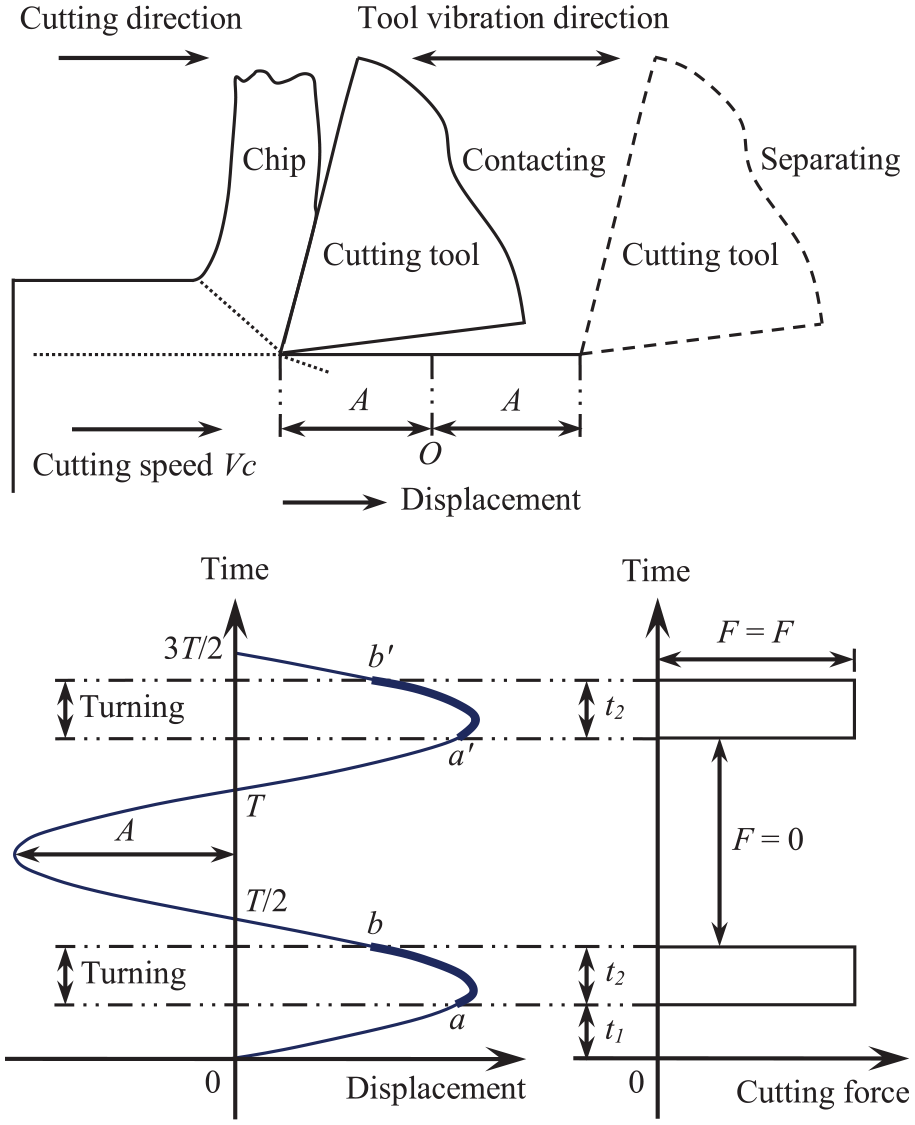
Mechanism of cutting force generation in UAT.
UAT belongs to interrupted pulse turning, but in machining cutting tool doesn’t contact with workpiece invariably. With ultrasonic vibration frequency cutting in and out instantaneously, the speed and direction of movement change continually, which makes plastic deformation of workpiece material decreased and tends to be plastic state in machining process, and therefore friction coefficient is lowered to reduce cutting force. In UAT, as the cutting force is reduced, the power consumed in the cutting process will also be decreased. Therefore, small-sized machine tools can also be used in practical applications, which greatly reduce the energy consumption and equipment cost of the factory. In addition, cutting force also directly affects machining accuracy, machined surface quality, tool wear, tool life, and so forth. Lower cutting force is conductive to promoting machining accuracy, improving machined surface quality, reducing tool wear and extending tool life.
Decomposition and model of cutting force
In UAT, the total cutting force F is a three-dimensional space force. In order to measure and calculate easily, based on main motion velocity direction (i.e., ultrasonic vibration direction), cutting depth direction and feed direction decomposition, the total cutting force F is divided into three orthogonal cutting forces, which are the main cutting force
The main cutting force
In UAT, the relation between the total cutting force

The displacement in the direction of radial thrust force

where

The machining system of UAT is improved on the basis of an ordinary lathe, cutting tool vibrates mechanically with a certain amplitude and regular ultrasonic-frequency. The cutting tool carries on turning based on the regular impulse force. During the very short time in turning process, there is no additional relative motion between the cutting tool and the workpiece except the rotation and feed motion of lathe and the ultrasonic vibration applied. In fact, UAT does not change the produce mechanism of dynamic cutting process in CT. In consequence, the model of cutting force in UAT can be obtained by means of CT. The dynamic model of cutting system in UAT is closest to the dynamic model of 2-dof cutting system in CT. Xiao et al. 37 obtained the model of cutting force in UAT F utilizing the above-mentioned model in CT, F can be expressed as:

where

where
Experimental methodology
Experiment setup
The cutting force needs real-time measurement during the experiment, so it is necessary to design the force measuring test device of UAT in the study. It can not only carry out ultrasonic machining, but also measure the cutting force in the machining process. The force measuring test device of UAT consists of the cutting force measuring system and the machining system of UAT.
Cutting force measuring system
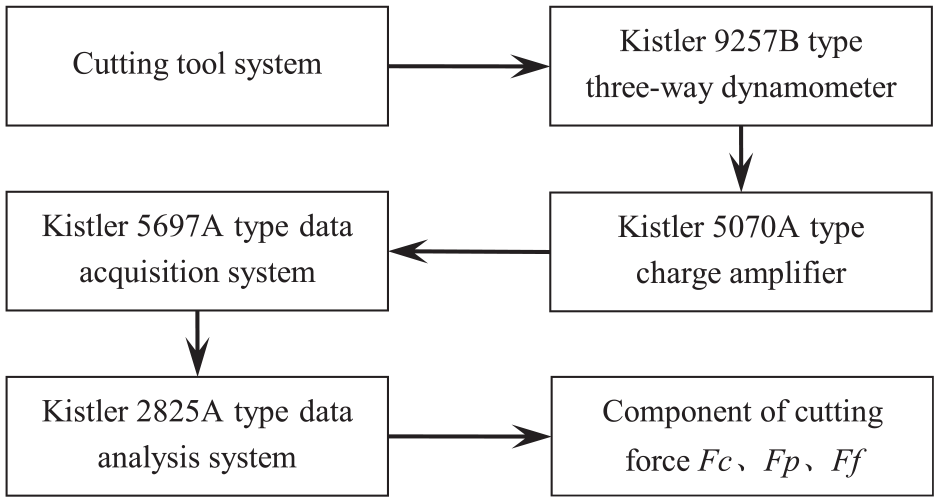
The cutting force measuring system is mainly composed of three-way dynamometer, charge amplifier, data acquisition system, data analysis system and computer. The 9257B type quartz piezoelectric three-component dynamometer is used in the test, which was produced by Kistler Instrumente AG. The charge amplifier employed in the test was Kistler 5070A type multichannel amplifier; the data acquisition system was Kistler 5697A type USB high-speed multi-function data acquisition system; the data analysis system was Kistler 2825A type DynoWare software.
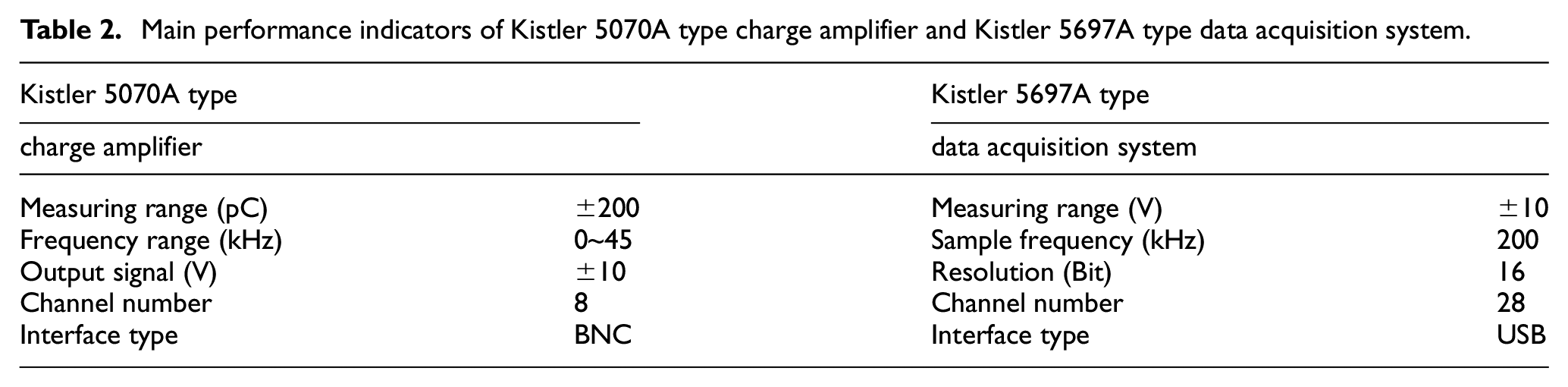
The main performance indicators of Kistler 9257B type dynamometer are listed in Table 1, additionally, in Table 2 the main performance indicators of Kistler 5070A type charge amplifier and 5697A type data acquisition system are listed. The Kistler 9257B type dynamometer mainly comprises four groups of piezoelectric sensors. Each of which consists of three quartz piezoelectric strain gauges. What is a three-way dynamometer can measure cutting forces in the X, Y and Z directions. While the piezoelectric sensor is subjected to a force in one direction, and the other two directions will also be subjected to a certain amount of shear force. In accordance with the principle of piezoelectric strain gauge, when the piezoelectric crystal is strained, the stress signal will be changed into electrical signal.
Main performance indicators of Kistler 9257B type dynamometer.

Main performance indicators of Kistler 5070A type charge amplifier and Kistler 5697A type data acquisition system.
The working principle of cutting force measuring system is shown in Figure 3. The dynamometer suffers the cutting force
Working principle of cutting force measuring system.
Machining system of UAT
The machining system of UAT also needs to design ultrasonic vibration system and special fixture. Ultrasonic vibration system, which is the core and key part of ultrasonic machining, is mainly composed of ultrasonic vibration unit and ultrasonic generator. Thereinto, the ultrasonic vibration unit composed of ultrasonic transducer, ultrasonic horn and cutting tool system is the final execution part of the entire ultrasonic vibration system. Figure 4 exhibits the major components of ultrasonic vibration system. Ultrasonic vibration system can make the cutting tool obtain ultrasonic vibration with a certain amplitude, which acts on the workpiece. The ultrasonic vibration system is fixed on the general lathe by special fixture so that UAT can be realized.
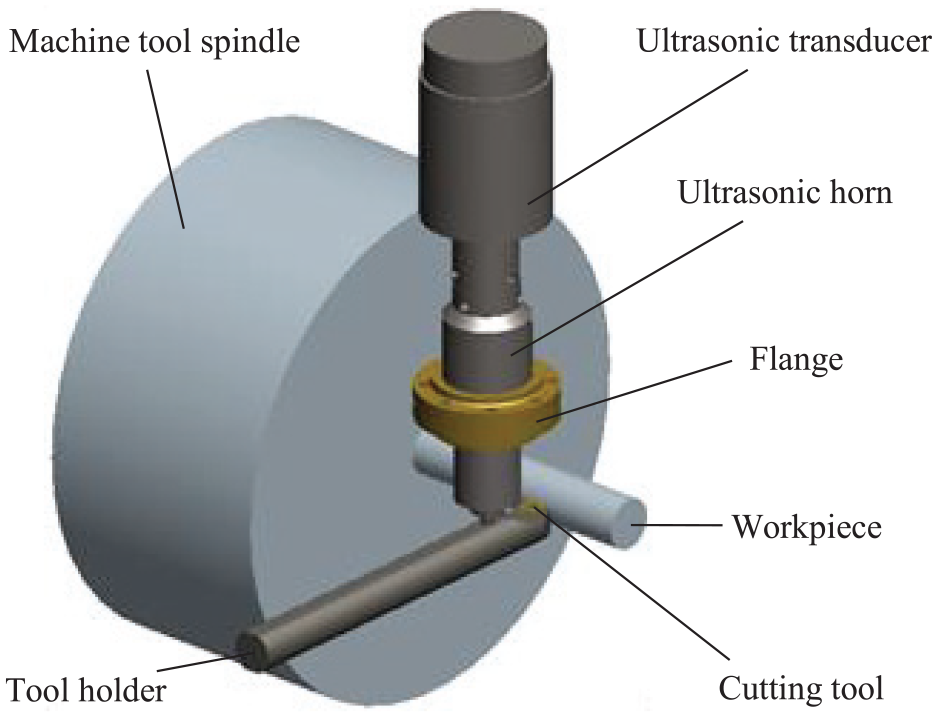
Major components of ultrasonic vibration system
The 2000bdc type ultrasonic generator and ultrasonic transducer manufactured by American BRANSON Ultrasonics Corporation is used as the designed machining system of UAT in this study. The 2000bdc type ultrasonic generator can set and adjust amplitude by means of electronic amplitude control function, and it can keep the amplitude output steadily without being affected by the fluctuation of the input supply voltage and load. In addition, a fixture for clamping tool holder is designed specially in machining system of UAT, which can suppress the bending vibration through the cooperative relation with the tool holder, and finally longitudinal ultrasonic vibration is generated at the tool nose.
While designing the special fixture, ultrasonic vibration system should be fixed by the special fixture, and pay more attention to the fixed dynamometer. The designed special fixture is mainly composed of two parts. The first part is what a pedestal part can hold the dynamometer and the slide carriage of machine tool together, which is shown as Figure 5(a). The other part is what a fixture part can hold the dynamometer and the ultrasonic vibration system together, which is displayed as Figure 5(b). The dynamometer is fixed by the pedestal part and fixture part of special fixture, the ultrasonic vibration system is fixed by the fixture part of special fixture as well.
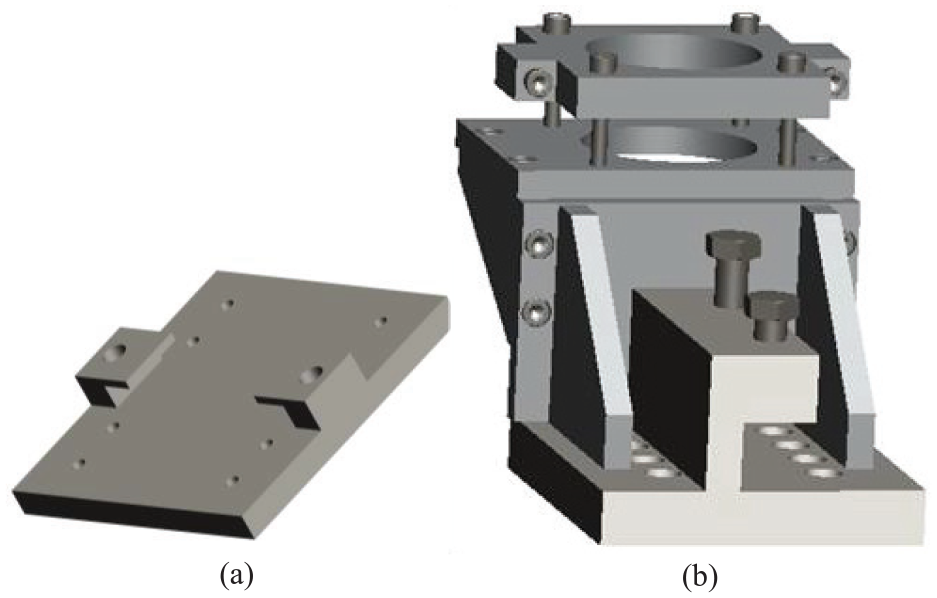
Major components of special fixture structure: (a) Pedestal part and (b) Fixture part.
The cutting force measuring system, ultrasonic vibration system and designed special fixture are connected and assembled on the slide carriage of machine tool to form the machining system of UAT, which can measure cutting force in real time. The experimental setup photos are exhibited as Figure 6. The main cutting force
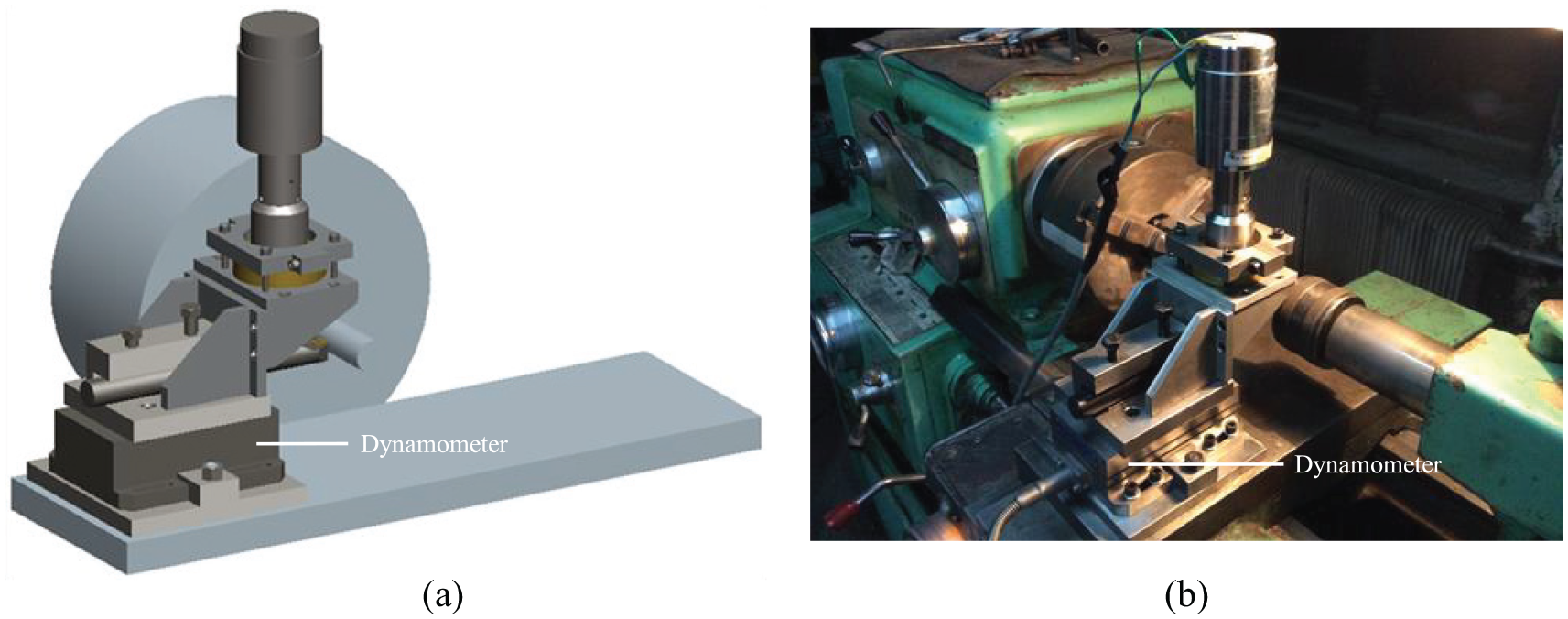
Experimental setup: (a) 3D structure drawing and (b) Real product photo.
Experimental procedure
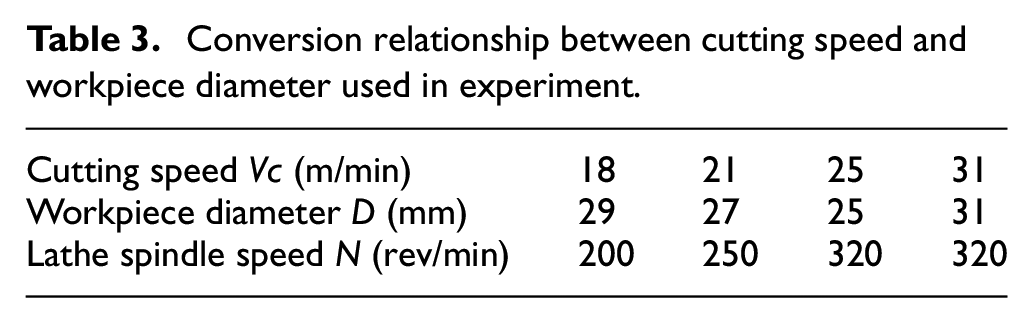
The turning tests were carried out under dry condition. The workpiece material used 304 austenitic stainless steel, which was a kind of difficult-to-cut material. The relation between workpiece diameter D and cutting speed Vc is demonstrated as follow:

where
Conversion relationship between cutting speed and workpiece diameter used in experiment.
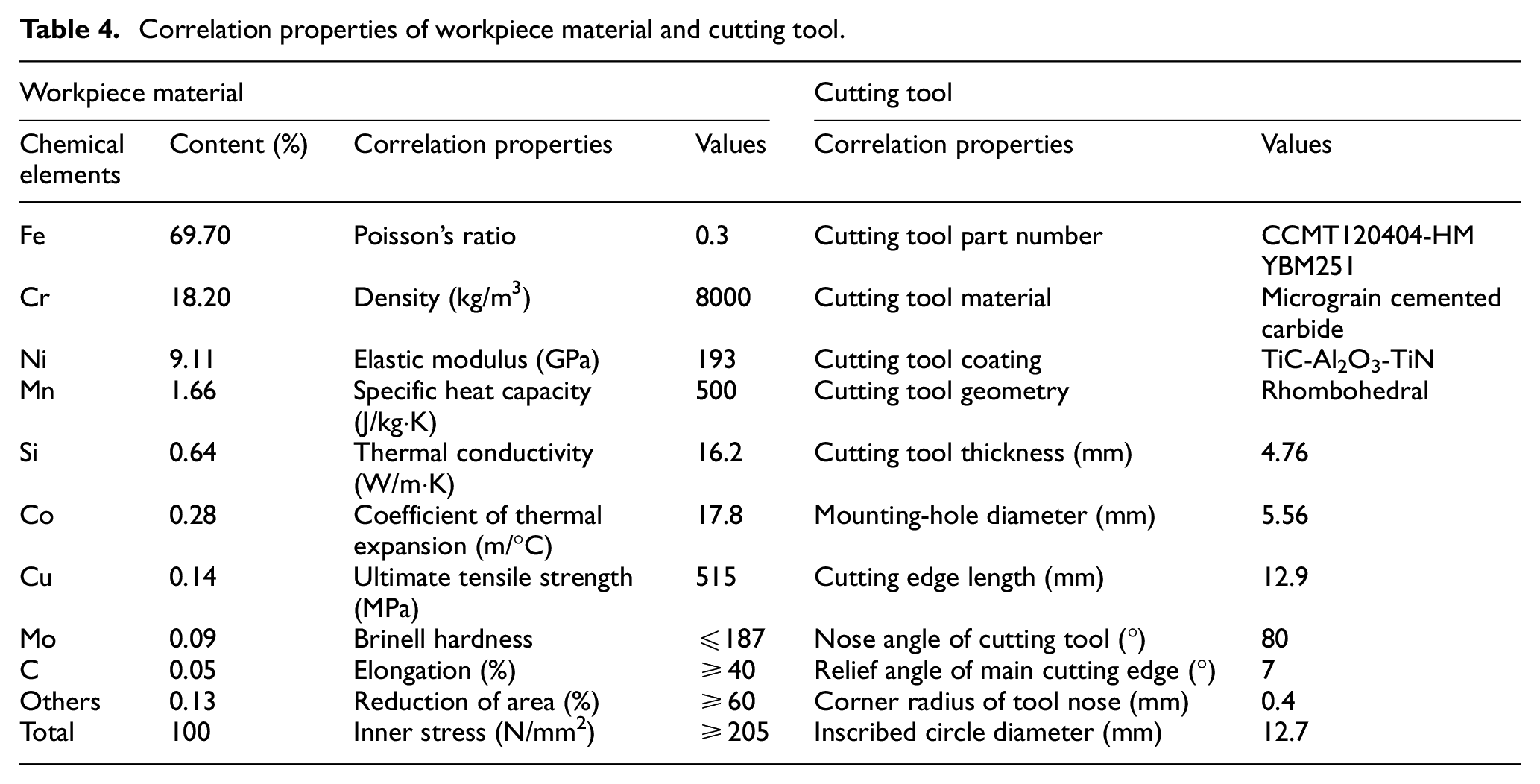
Correlation properties of workpiece material and cutting tool.
The total cutting force F directly affects the power consumption of machine tool, tool life, machined surface quality and so on. The size of the main cutting force
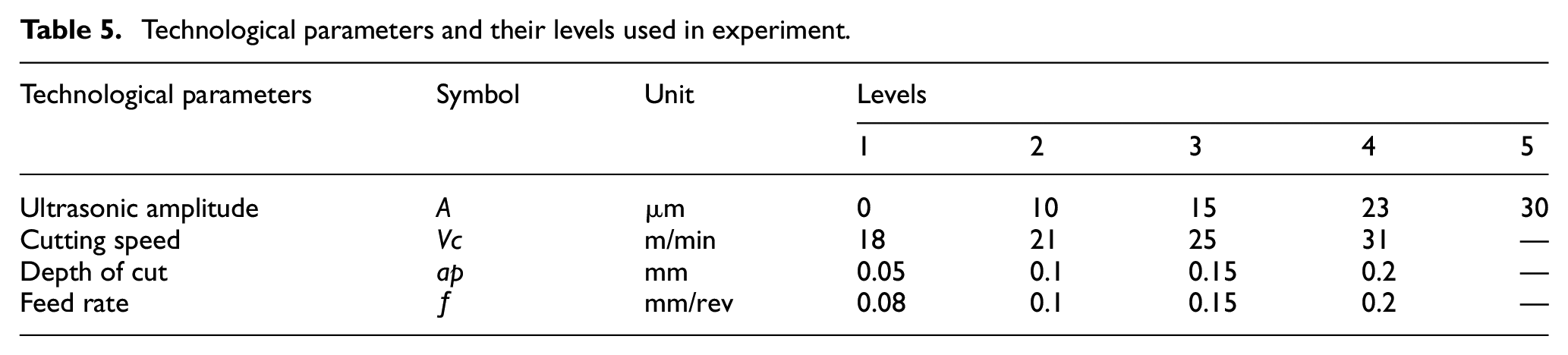
Technological parameters and their levels used in experiment.
Results and discussion
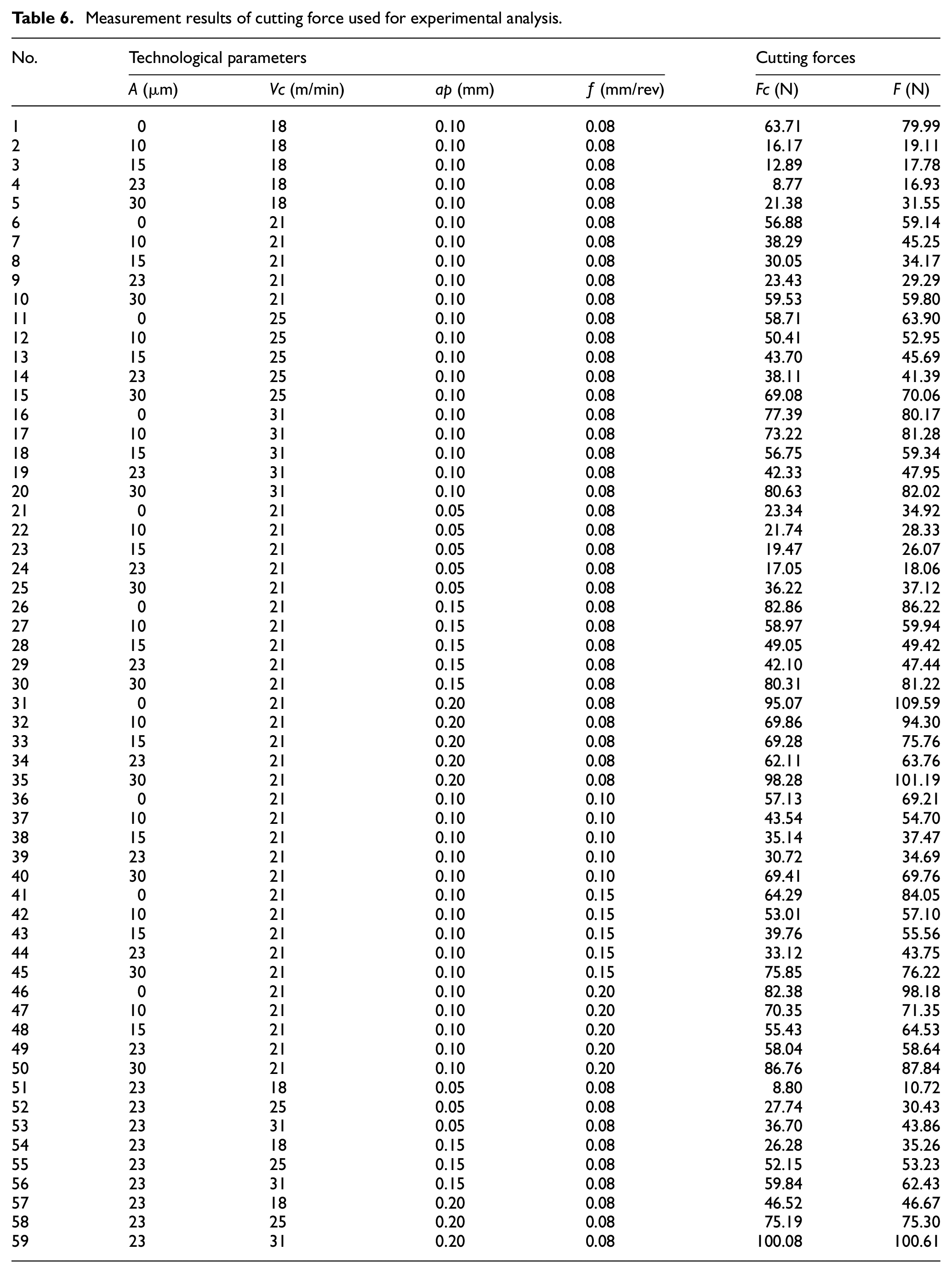
In UAT, ultrasonic vibration parameter and cutting parameter have greatly influence on cutting force. According to the turning experiments of 304 austenitic stainless steel, the effect of the conditions with and without ultrasonic vibration, and the effects of ultrasonic amplitude, cutting speed, depth of cut and feed rate on cutting force are all analyzed, and further proving that UAT can obtain superior machining effect. The used data which are extracted and analyzed from the experiment are listed in Table 6.
Measurement results of cutting force used for experimental analysis.
Regression and variance analysis of cutting force
Removing ten groups of experimental data of CT (i.e., A = 0 µm) in Table 6, regression analysis and variance analysis are carried out by using forty-nine groups of experimental data of UAT. Through regression analysis, the relational model between the technological parameters and cutting force is established. Using variance analysis, the significance of ultrasonic amplitude, cutting speed, depth of cut and feed rate on experimental result of cutting force can be acquired.
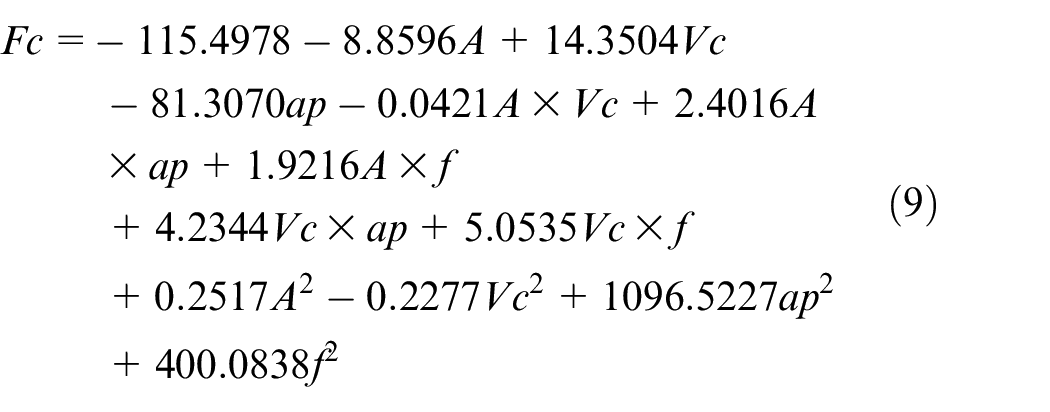
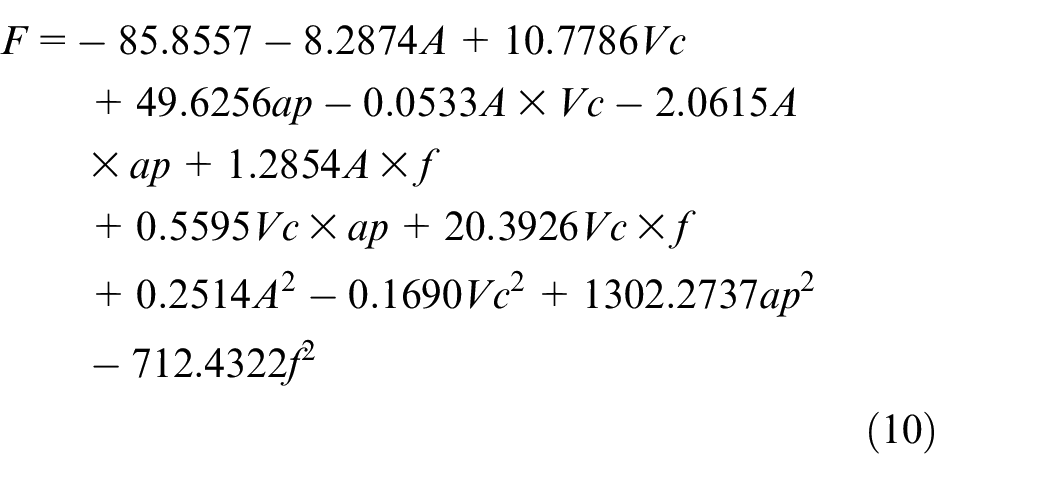
The relationship between technological parameters (including A, Vc, ap and ƒ) and cutting force can be represented by the following equation:

where

where
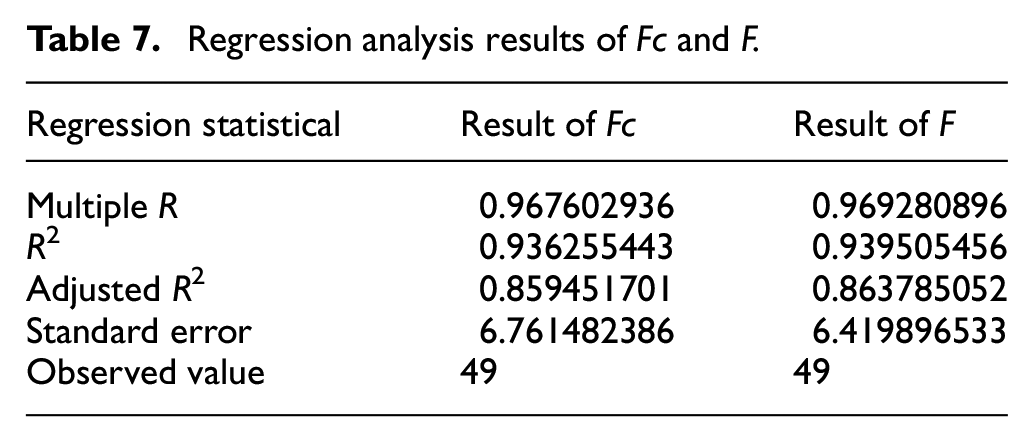
The regression analysis results of main cutting force
Regression analysis results of Fc and F.
Variance analysis results in regression of Fc and F.

The values of main cutting force
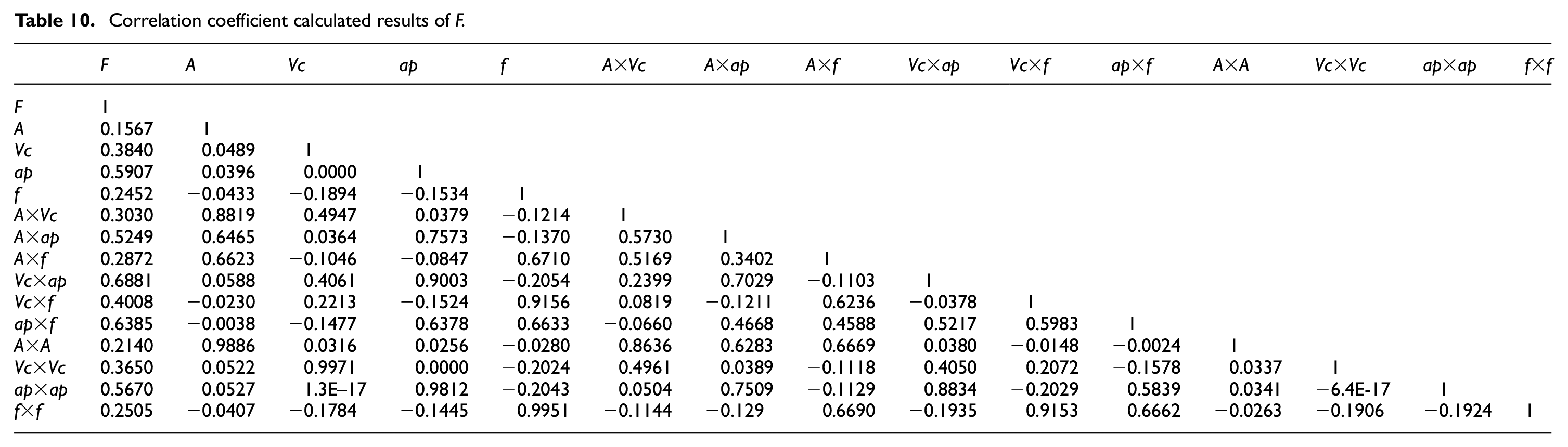
Then the statistical software is used to analyze the correlation of ultrasonic amplitude A, cutting speed Vc, depth of cut ap and feed rate f with the main cutting force Fc and the total cutting force F, and test the multiplicity of the four independent variables A, Vc, ap and f, by which the correlation coefficient calculation results obtained are listed in Tables 9 and 10. It can be seen from the calculation and analysis results that independent variables A, Vc, ap and f have certain correlation with dependent variables
Correlation coefficient calculated results of Fc.

Correlation coefficient calculated results of F.
Influence of a single technological parameter on cutting force
Influence of ultrasonic amplitude on cutting force
When cutting speed Vc = 21 m/min, depth of cut ap = 0.1 mm, and feed rate ƒ = 0.08 mm/rev, the histograms of main cutting force
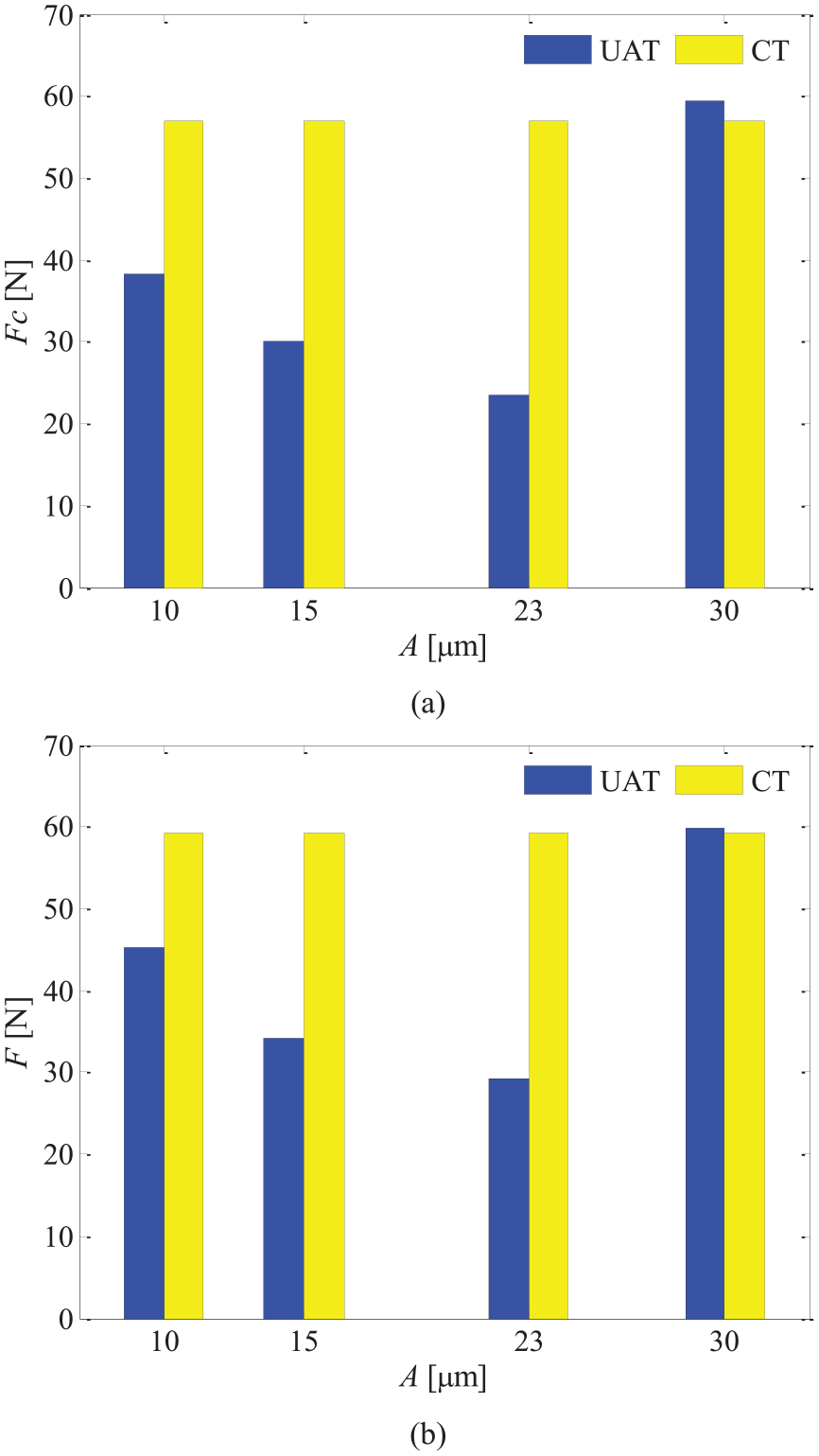
Histogram of cutting force changed with ultrasonic amplitude: (a) Main cutting force
By the above analysis, it is not difficult to find that there is an optimal ultrasonic amplitude range in UAT, which makes the magnitude of cutting force relatively small and shows that UAT is better than CT. Ultrasonic amplitude should neither be too small, nor too large. The relationship among friction coefficient


where
According to the above theory, the cutting force should decrease with the increasing of ultrasonic amplitude, but the ultrasonic amplitude cannot be infinitely large, because it has a limit. When the limit value is exceeded, further increase of ultrasonic amplitude will cause a sharp increase in cutting power, and it is easy to destroy the conditions for realizing UAT. On the one hand, UAT does not mainly rely on power to cut workpiece materials, but primarily depends on mechanical cutting action and high-frequency micro-impact action for material removal. If the power exceeds the 304 austenitic stainless steel itself limit, the machined surface quality will be destroyed, so that there is no sense to employ ultrasonic method to cut. On the other hand, it is easy to cause frequent short circuit in instantaneous contact with large powder, and then lead to arc discharge. In the actual experiment, it is also found that when the power is too large, the whole ultrasonic vibration system will get stuck and be forced to stop, which will greatly affect the processing efficiency. In UAT, the power is proportional to the ultrasonic amplitude, and therefore when the ultrasonic amplitude reaches a certain size, power overload occurs and the machining system of UAT cannot operate normally. Hence, in Figure 7, when the ultrasonic amplitude increases from 10 μm to 23 μm, the cutting force decreases gradually, but when the ultrasonic amplitude continues to increase to 30 μm, the cutting force of UAT is approached to that of CT.
In the reasonable range of ultrasonic amplitude, the cutting force of UAT is significantly lower than that of CT. For instance, the reduction rate of cutting force reaches more than 50% when the ultrasonic amplitude is 23 μm in Figure 7. Under the condition of selecting appropriate ultrasonic amplitude, the reason why the cutting force of UAT is smaller than that of CT is tiny amounts of machining process realized by UAT within a very short period of time, and the cutting tool gains larger instantaneous velocity and acceleration on an extremely small displacement, the high impact energy locally generated will make the material in the cutting zone deform rapidly, friction coefficient reduce, and the plastic deformation of the material in the shear zone decrease, thus the cutting force in UAT is greatly reduced. Furthermore, the dynamic friction coefficient of UAT can be reduced by nearly 10 times compared with that of CT in the ideal case. The relationship is shown below 39 :

where
Influence of cutting speed on cutting force
Take ultrasonic amplitude A = 23 µm, depth of cut ap = 0.1 mm, feed rate ƒ = 0.08 mm/rev to study the influence of cutting speed on the main cutting force
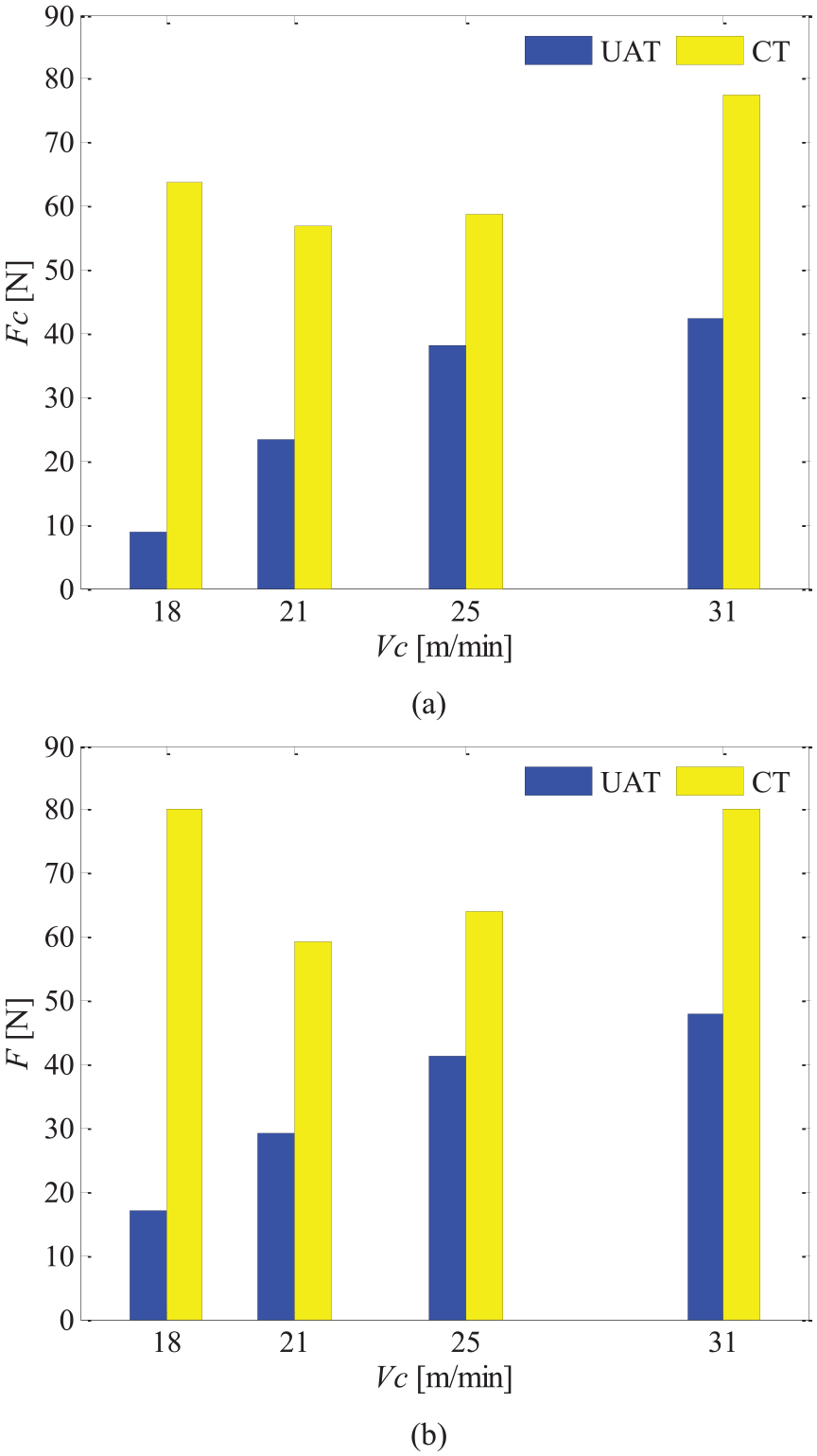
Histogram of cutting force changed with cutting speed: (a) Main cutting force
There is a critical cutting speed

where

The conversion relationship between ultrasonic amplitude and critical cutting speed can be obtained by equations 14 and 15 as listed in Table 11. Meanwhile, the upper limit value of optimum cutting speed can be also gained.
Conversion relationship between ultrasonic amplitude and critical cutting speed used in experiment.

Compared with that of CT, a vital reason for the significant reduction of cutting force in UAT is that the cutting speed selected in the test meets the optimum condition in Table 11, which realizes the effective separation of the cutting tool from the workpiece in one vibration period, and the acting force of the cutting tool on the workpiece is instantaneous impact force. And the removal of workpiece material is achieved by instantaneous impact. The cutting force is close to zero when the cutting tool is not in contact with the workpiece, so the cutting force of UAT is relatively small. In UAT, with the increasing of cutting speed, the relative motion velocity between cutting tool and workpiece and between cutting tool and chip will decrease, and thus friction coefficient
Influence of depth of cut on cutting force
When ultrasonic amplitude A = 23 µm, cutting speed Vc = 21 m/min, feed rate ƒ = 0.08 mm/rev, the influence of depth of cut on the main cutting force
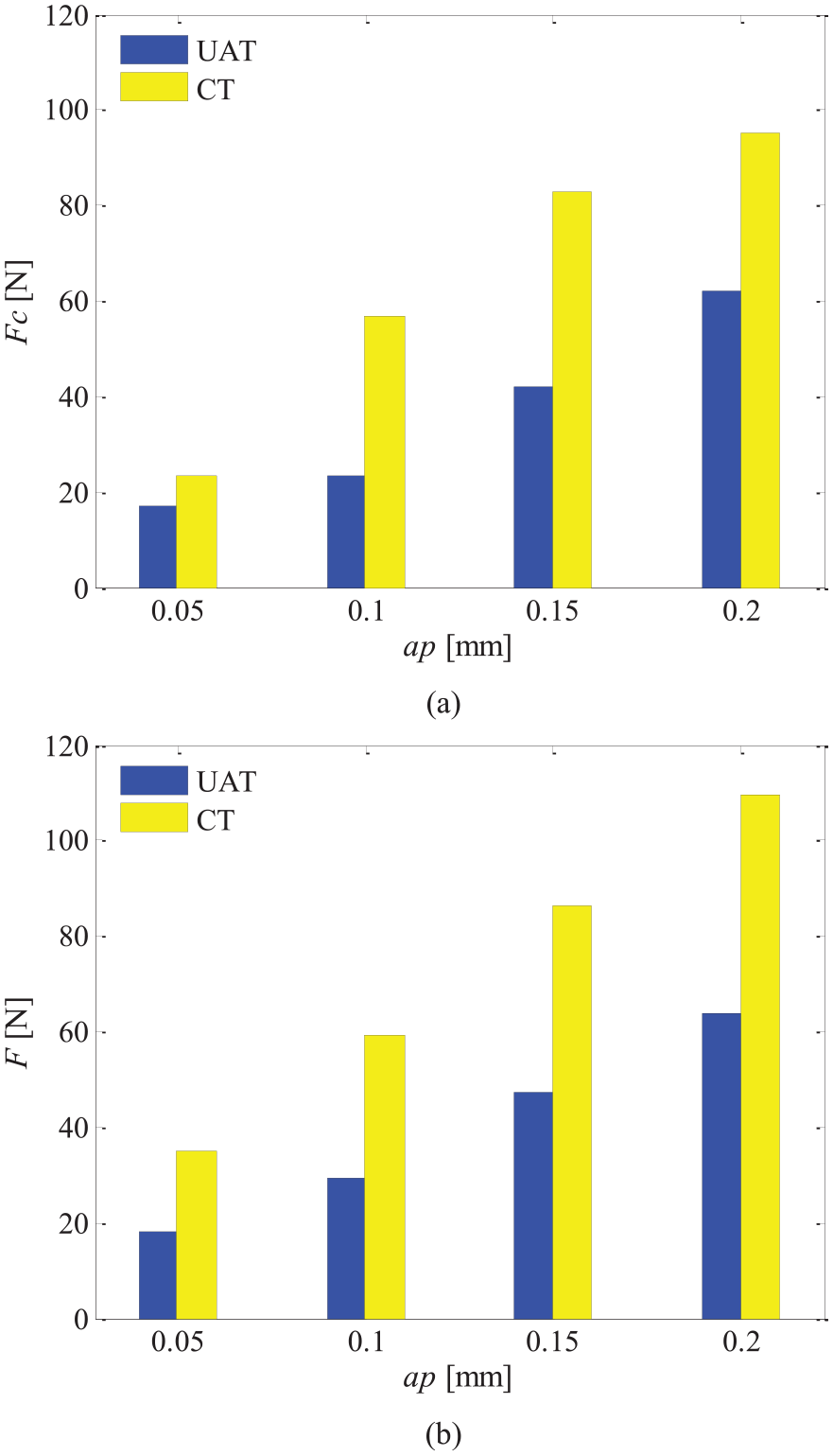
Histogram of cutting force changed with depth of cut: (a) Main cutting force
Influence of feed rate on cutting force
In the turning experiment of 304 austenitic stainless steel, set ultrasonic amplitude A = 23 µm, cutting speed Vc = 21 m/min, depth of cut ap = 0.1 mm to obtain the relationship histograms of main cutting force
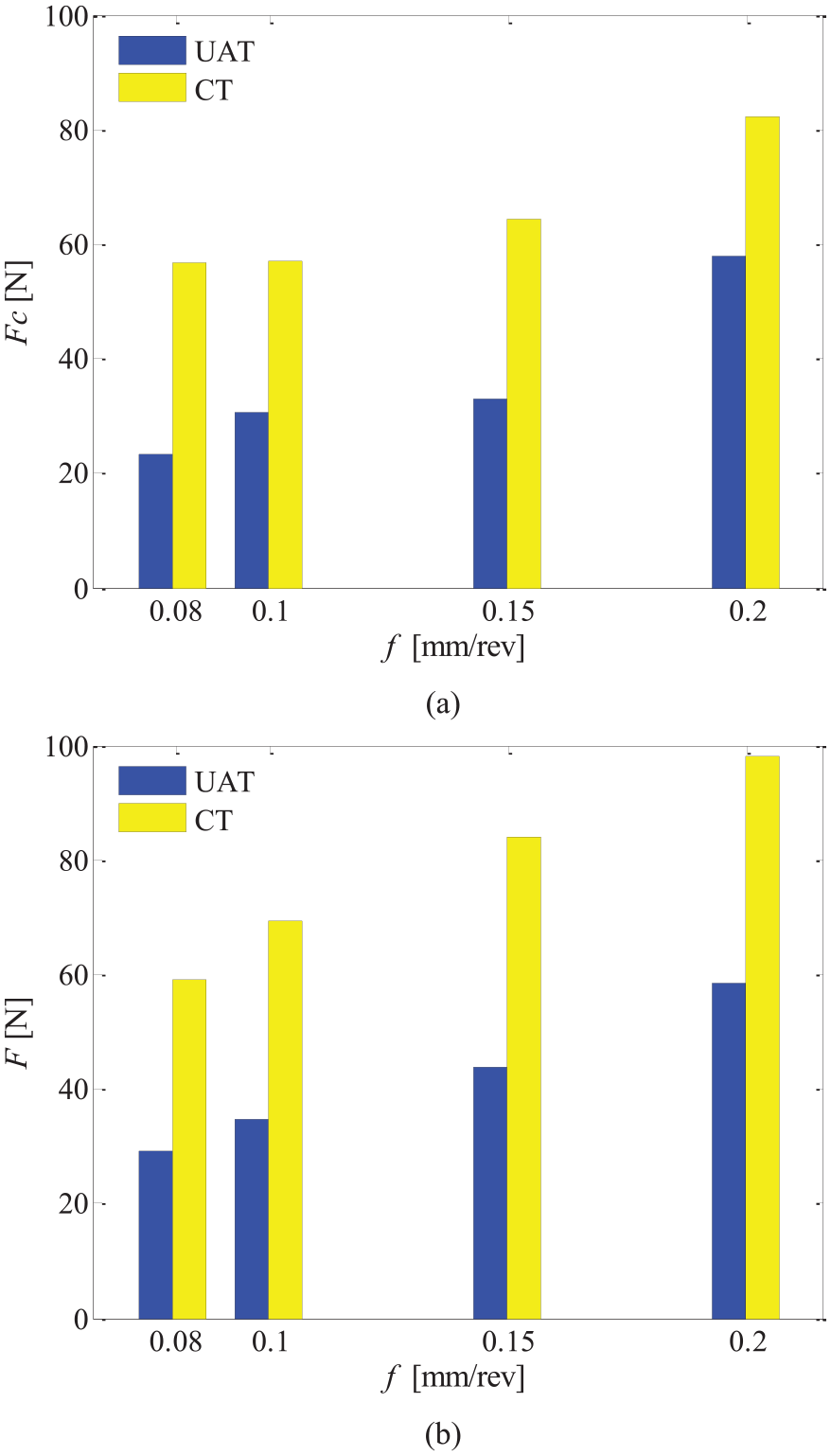
Histogram of cutting force changed with feed rate: (a) Main cutting force
Moreover, an increase in feed rate as well as in depth of cut will give rise to an increase in cutting area. As a result, the deformation resistance increases to lead to the cutting force increasing directly. Simultaneously, the increasing of deformation resistance increases the friction force and further causes the cutting force to increase. Whereas, the influence of depth of cut on cutting force is more evident than that of feed rate. It can also be seen by comparing Figures 9 and 10, the height of histogram in Figure 9 grows faster than that in Figure 10. This is primarily because that rounded cutting edge causes the deformation of workpiece material turned. When the depth of cut increases, the cutting width increases year on year. Thus the size of the serious deformation area of corresponding cutting edge increases accordingly, the deformation resistance increases by the same amount as well. Ultimately, the cutting force is caused to increase basically with the same proportion, however, when the feed rate increases, the cutting width is invariable, but cutting thickness increases year on year. Similarly, deformation resistance and friction force are caused to increase so that the cutting force increases, but the increased amplitude is relatively small.
Influence of interaction between technological parameters on cutting force
Known from the above analysis, the ultrasonic amplitude, cutting speed, depth of cut and feed rate have effects in varying degrees on the main cutting force Fc and total cutting force F in UAT. Selecting proper technological parameters can acquire lower cutting force to obtain better machining effect. In order to investigate further the impacts of technological parameters on the cutting force, the influence analysis of interaction between technological parameters on cutting force is implemented as follows.
Influence of interaction between ultrasonic amplitude and cutting speed on cutting force
When the depth of cut ap is equal to 0.1 mm and the feed rate ƒ is equal to 0.08 mm/rev, the influence curves which show the effect of interaction between ultrasonic amplitude and cutting speed on cutting force are displayed in Figure 11. With regard to the impact of ultrasonic amplitude on cutting force when the cutting speed is different, through Figure 11 it can be found when cutting speed is 18, 21, 25 and 31 m/min, cutting force firstly decrease then increase with the increasing of ultrasonic amplitude, and the variation trend is more obvious with the increasing of cutting speed. This demonstrates that ultrasonic amplitude, which minimizes the cutting force, is little affected by cutting speed, even is not affected by cutting speed at all. Effect is relatively good when ultrasonic amplitude is 15∼23 µm, however, cutting speed has a great influence on cutting force. About the influence of cutting speed on cutting force in the case of different ultrasonic amplitudes, Figure 11 shows that when ultrasonic amplitude is 10, 15, 23 and 30 µm the cutting force increases gradually with the increasing of cutting speed, and the cutting force fastest increases when ultrasonic amplitude is 30 µm, the cutting force slowest increases when ultrasonic amplitude is 23 µm. It illustrates that for the purpose of gaining less cutting force the relatively small cutting speed can be choosed in UAT, meanwhile it further shows that the effect is best when ultrasonic amplitude is 23 µm.
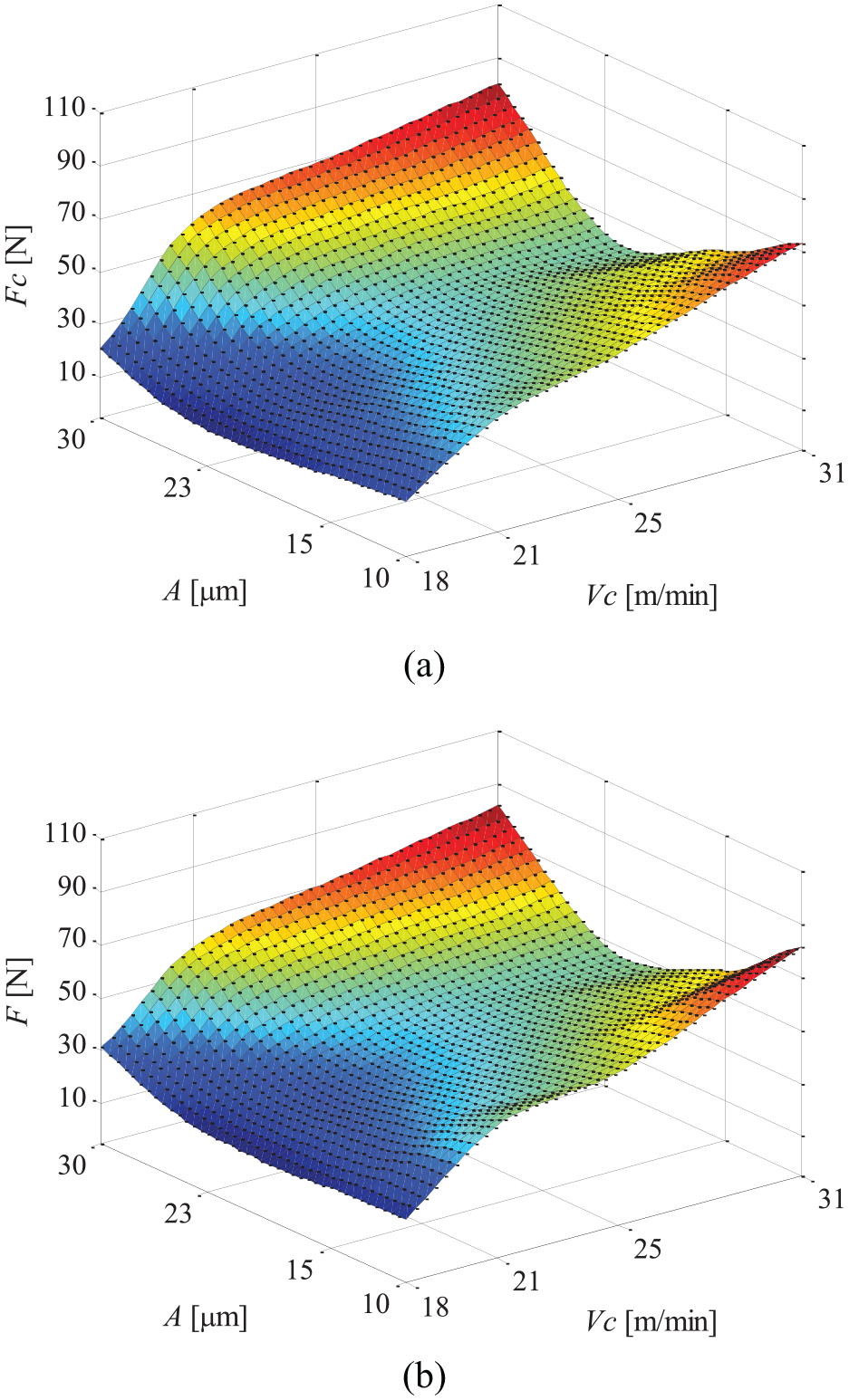
Influence of interaction between ultrasonic amplitude and cutting speed on cutting force: (a) Main cutting force
Influence of interaction between ultrasonic amplitude and depth of cut on cutting force
When the cutting speed Vc is equal to 21 m/min and the feed rate ƒ is equal to 0.08 mm/rev, the influence curves which reveal the effect of interaction between ultrasonic amplitude and depth of cut on cutting force are shown in Figure 12. According to the influence of ultrasonic amplitude on cutting force under different depth of cut in figure, it is observed that the impact of different ultrasonic amplitude on cutting force is relatively small at low depth of cut, while cutting force is affected greatly at high depth of cut. It indicates that it is very important to choose reasonable ultrasonic amplitude when relatively large depth of cut is required in machining. For example, when the depth of cut is 0.2 mm, the ultrasonic amplitude, which is only selected as 23 µm, best plays a role of ultrasonic vibration to obtain smaller cutting force. In addition, observing the influence of depth of cut on cutting force with different ultrasonic amplitude, it is not hard to see that the variation trend of increasing cutting force gradually with the increasing of depth of cut is not affected by ultrasonic amplitude. Only when ultrasonic amplitude is 23 µm the impact of depth of cut on cutting force is minimized. Meanwhile it is found that in actual machining it is more suitable to choose smaller depth of cut for UAT.
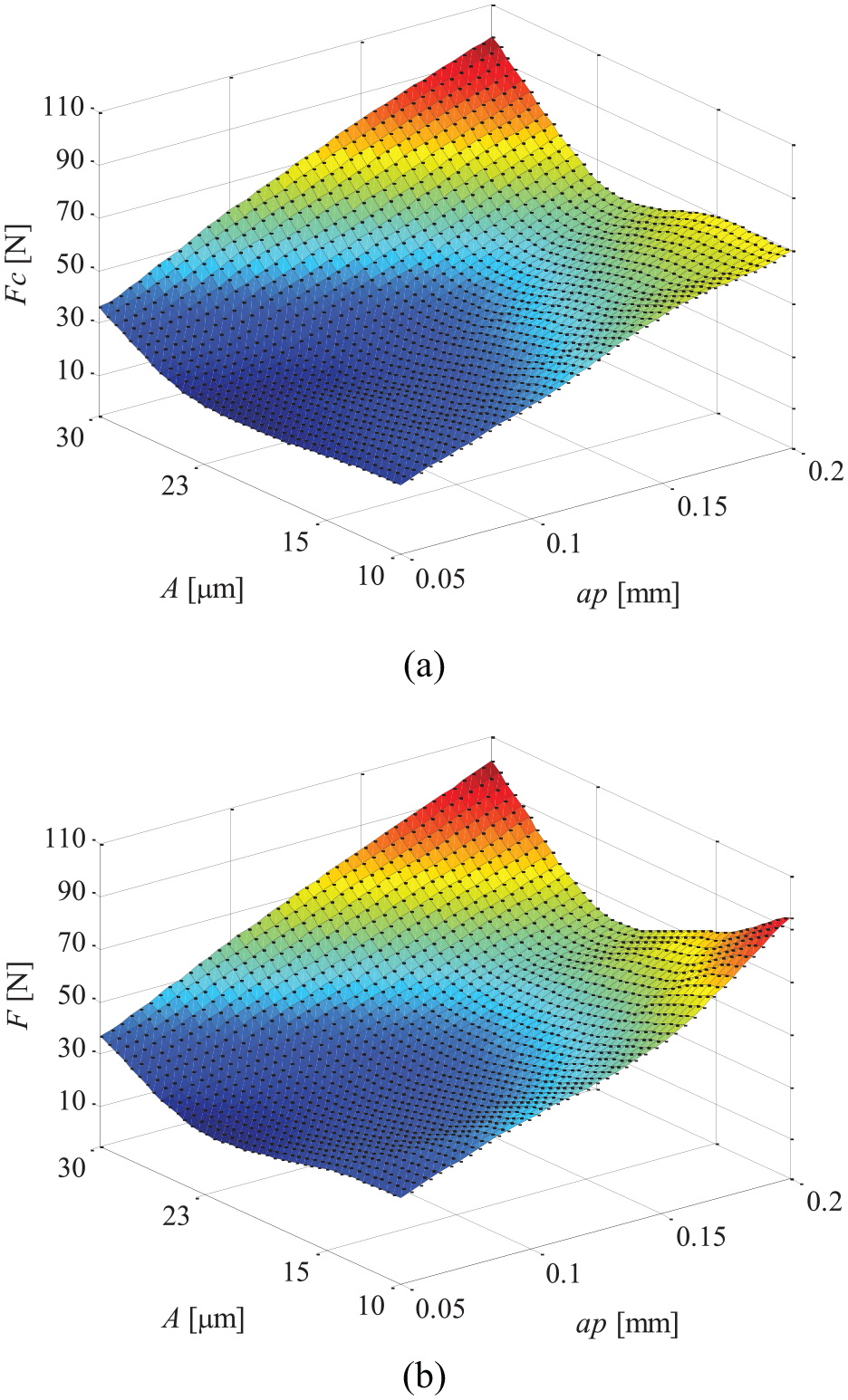
Influence of interaction between ultrasonic amplitude and depth of cut on cutting force: (a) Main cutting force
Influence of interaction between ultrasonic amplitude and feed rate on cutting force
Figure 13 shows the influence curves which illustrate the effect of interaction between ultrasonic amplitude and feed rate on cutting force when the cutting speed Vc is equal to 21 m/min and the depth of cut ap is equal to 0.1 mm. As can be seen from the figure, ultrasonic amplitude has more influence on cutting force in the condition of different feed rate, namely the variation trend of cutting force decreasing and then increasing with the increasing of ultrasonic amplitude is very remarkble. However, the influence degree tends to increase gradually with the increasing of feed rate, but the increase is not obvious. And Cutting force increases with the increasing of feed rate at different ultrasonic amplitude. Comparing the influence of cutting speed and depth of cut on cutting force in Figure 11 with that in Figure 12, it is observed that feed rate has a relatively minimal impact on cutting force. The cutting force changes slowly with the increasing of feed rate in Figure 13, but it is better to choose smaller feed rate in actual machining.
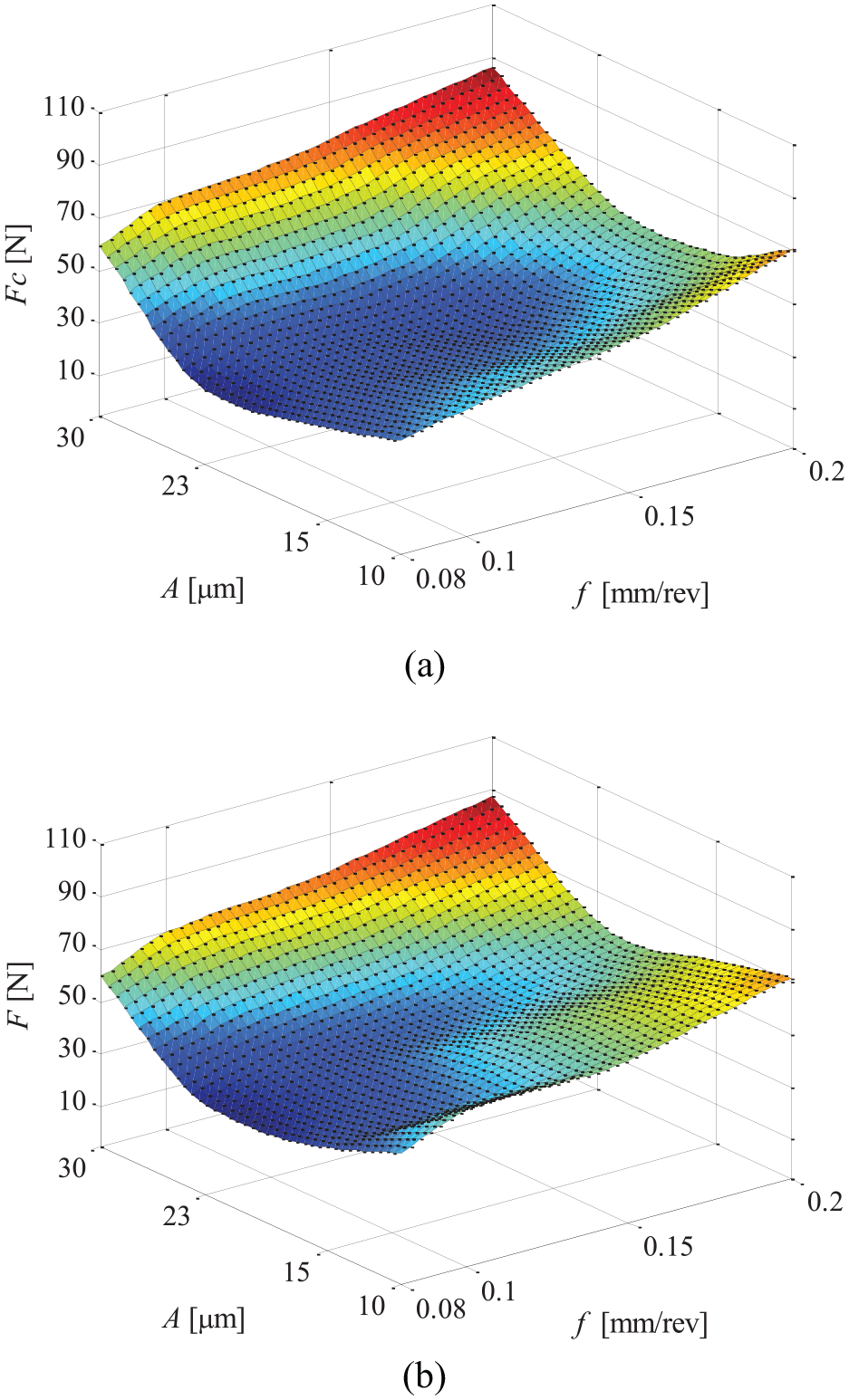
Influence of interaction between ultrasonic amplitude and feed rate on cutting force: (a) Main cutting force
Influence of interaction between cutting speed and depth of cut on cutting force
Among the cutting parameters, the cutting speed and depth of cut have a relatively larger impact on cutting force, therefore, in the following section, the influence rules of interaction between cutting speed and depth of cut on cutting force are further analyzed. When the ultrasonic amplitude is 23 μm and the feed rate is 0.08 mm/rev, three-dimensional relation curves are obtained as shown in Figure 14. As can be seen from the figure, the influence of interaction between cutting speed and depth of cut on cutting force is very evident. When cutting speed and depth of cut are all smaller, cutting force is also comparatively small. Nevertheless, when both cutting speed and depth of cut are larger, cutting force increases rapidly. For the sake of acquiring smaller cutting force in actual machining, if relatively smaller cutting speed and depth of cut cannot be chosen at the same time, smaller depth of cut should be chosen at high cutting speed, whereas smaller cutting speed should be chosen at large depth of cut, larger values should try to avoid being chosen in the meantime.
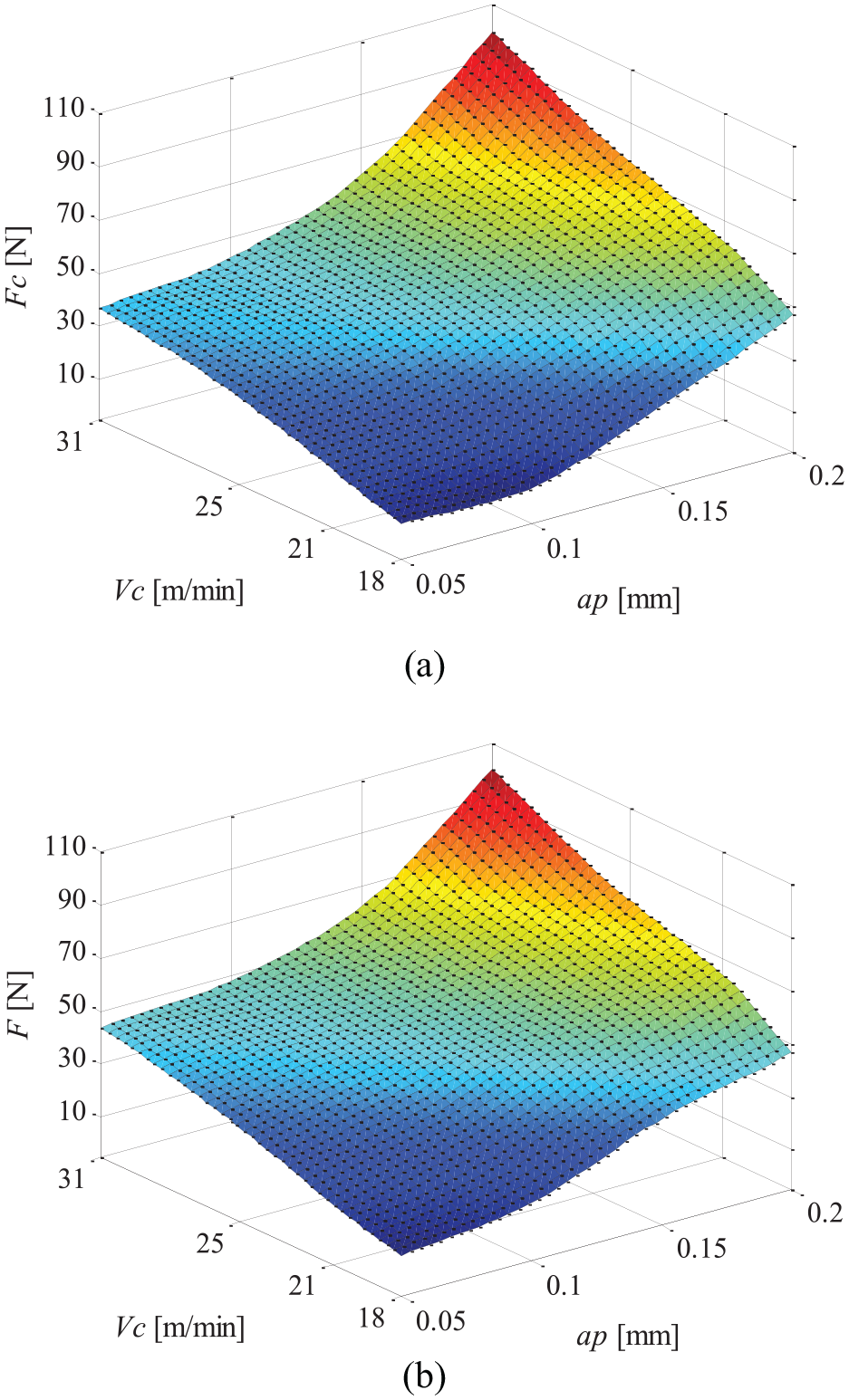
Influence of interaction between cutting speed and depth of cut on cutting force: (a) Main cutting force
According to the above analysis, technological parameters have certain influence on the machining effect of UAT, the appropriate ultrasonic amplitude must first be chosen to achieve lower cutting force, depth of cut has the greatest effect on cutting force after choosing ultrasonic amplitude, the next is cutting speed, feed rate has minimal impact on cutting force. It is suggested that 23 µm is selected as the ultrasonic amplitude in actual machining, and the ralatively smaller depth of cut and lower feed rate are recommended to chose, cutting speed can be appropriately adjusted when the condition of realizing the UAT is satisfied. Anyway, observing the influences of interaction between technological parameters on cutting force from Figures 11 to 14, in UAT try to choose technological parameters corresponding to the dark blue part in the figures. And technological parameters corresponding to the red part in the figures should be avoided. Technological parameters corresponding to the other color parts in the figures should be selected moderately. Generally speaking, UAT is only used for semi-finishing or finishing, nevertheless rough machining is more suitable for employing the processing method of CT.
Verification of machining effect
In the light of the foregoing analysis, the technological parameters, which makes the cutting force relatively low, are picked on for the verification experiment of machining effect. And the distinctions of surface topography, 3D surface topography, chip morphology and tool wear with and without ultrasonic vibration are analyzed contrastively to further illustrate that under the condition of lower cutting force, UAT can also acquire better machining effect than CT.
The surface topography affects not only the using features of parts directly but also the working performance of whole equipment. Surface formation mechanism of UAT is different from that of CT, hence there is great difference of achieved surface topography after machining. The surface topography magnified 200 and 1000 times in UAT and CT are displayed in Figure 15. It is apparent from the figure that the surface topography in UAT is covered in regular ultrasonic vibration marks, and feed marks are uniformly distributed. There are no other impurities and defects on surface. Nevertheless, the surface topography in CT appears defects such as grooves, scratches, scales and built-up edges, and feed marks are unevenly distributed and in different width, which severely affected the surface quality. As shown in Figure 16, on the machined surface the scanning area with a range of 0.2×0.2 mm2 is selected and the 3D surface topography of which is measured so as to further study the surface topography. As can be seen from the figure, there is marked distinction between the 3D surface topography in UAT and CT. The 3D surface topography in UAT is relatively complex. Uniform ultrasonic vibration marks are produced in the cutting direction, and the wave crests and wave troughs are neat and clear. There is no obvious difference among the cutting marks, and the spacing of the cutting marks is small and of the moderate size. However, CT generates uneven surface of varying width and height, and the spacing and size of the cutting marks are irregular, even furrows phenomenon occurs. The built-up chip fragments are easily embedded into workpiece surface thus destroy machined surface quality. UAT can obtain superior surface quality is mainly because that under the action of ultrasonic vibration, the cutting tool makes discontinuous contact with the workpiece with a certain frequency and amplitude. Workpiece material has a short time for mitigation after elastic deformation caused by shear tear. The resulting microcracks are truncated by the cutting tool in the next cutting process and have no chance to expand. The chips are also cut off by the vibrating cutting tool in the meantime.
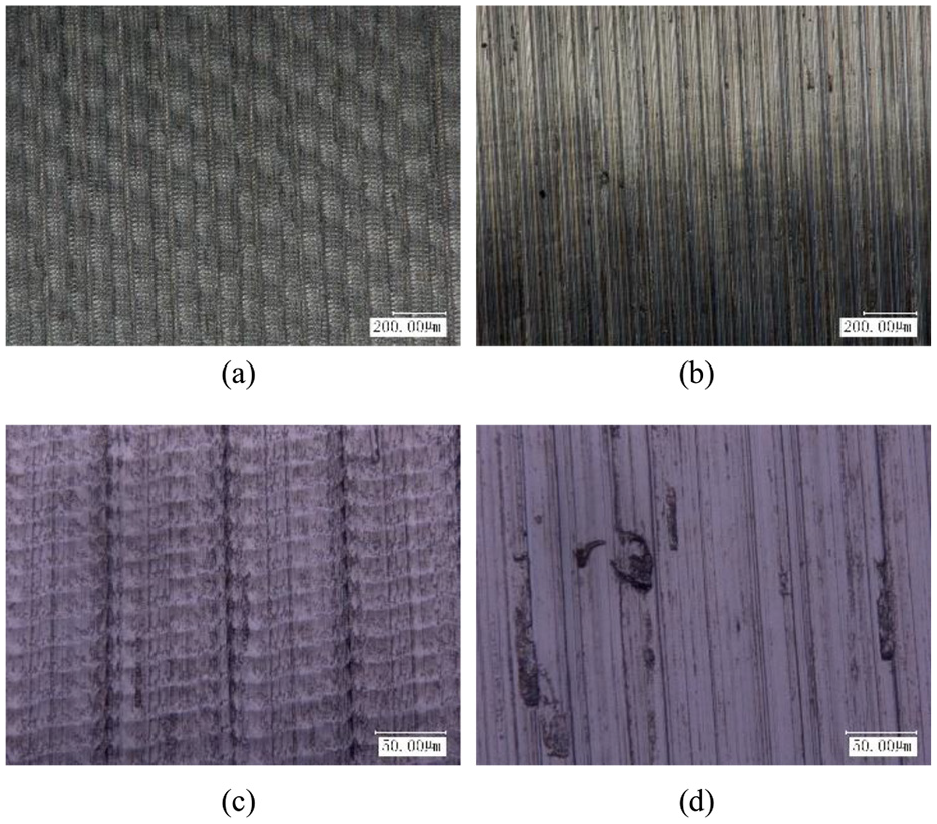
Surface topography in UAT and CT: (a) Magnified 200 times in UAT, (b) Magnified 200 times in CT, (c) Magnified 1000 times in UAT and (d) Magnified 1000 times in CT.
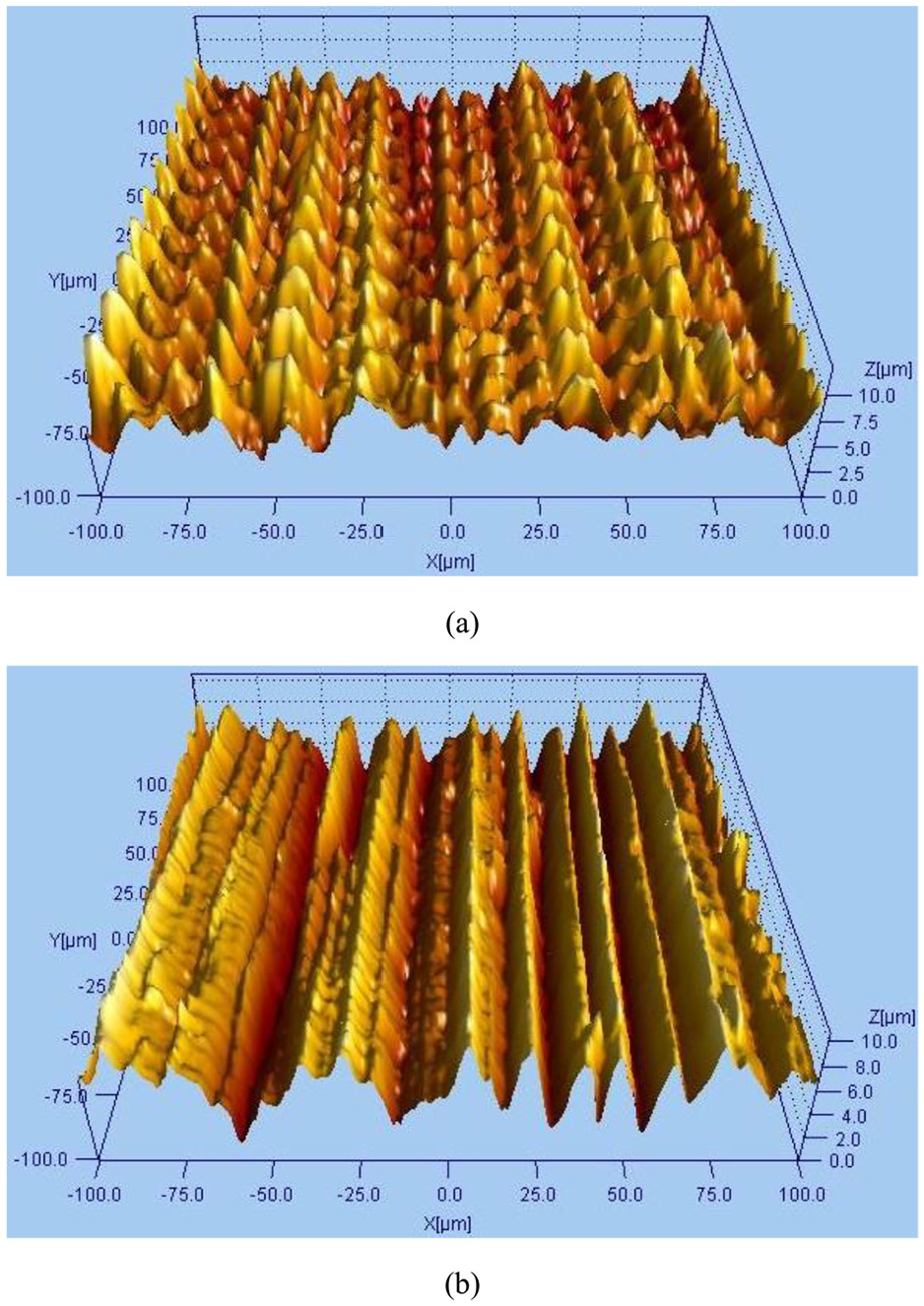
3D surface topography in UAT and CT: (a) UAT and (b) CT.
The chip morphology of workpiece material has different degrees of influence on cutting force, machined surface quality and tool wear. The workpiece material deforms elastically under the action of cutting force. When the pressure reaches the yield limit, plastic deformation occurs, and when reaching the breaking strength, the workpiece material is extruded and flows out along the rake face of cutting tool to become chips. The chip morphology magnified 500 times in UAT and CT are exhibited in Figure 17(a) and (b). The edge of chip produced by UAT is relatively smooth and no obvious defects are found on the chip surface. However, a lot of sawtooth are generated on the edge of chip in CT, the size and shape of which are different. And the chip surface is also rougher, with pits and scratches and other defects. The sawtooth chip easily destroys the machined surface and the rake face of cutting tool. The formation frequency of sawtooth on the edge of chip is very high, the cutting tool is continuously rubbed and impacted to produce stress and temperature impact. Under the action of continuous impact load, the cutting tool is easy to form microcracks, wear and even damage. Two of the same cutting tools are used to cut the workpiece material for the same time utilizing the methods of UAT and CT, the results of rake face wear are shown in Figure 17(c) and (d). From the figure it shows that, although the rake face of cutting tool in UAT has been worn, the cutting tool can continue to be used, and the wear of which is not crucially serious. Nevertheless, the cutting tool in CT has been broken, and which can no longer be used. UAT belongs to intermittent cutting. The separation of cutting tool and chip reduces the adhesion between cutting tool and workpiece, meanwhile, the production condition of built-up edges and scales is also destroyed. The ultrasonic vibration can decrease the friction coefficient when the cutting tool contacts with the workpiece and improve the stability and stiffness of the system as well, which contributes to reducing the tool wear.
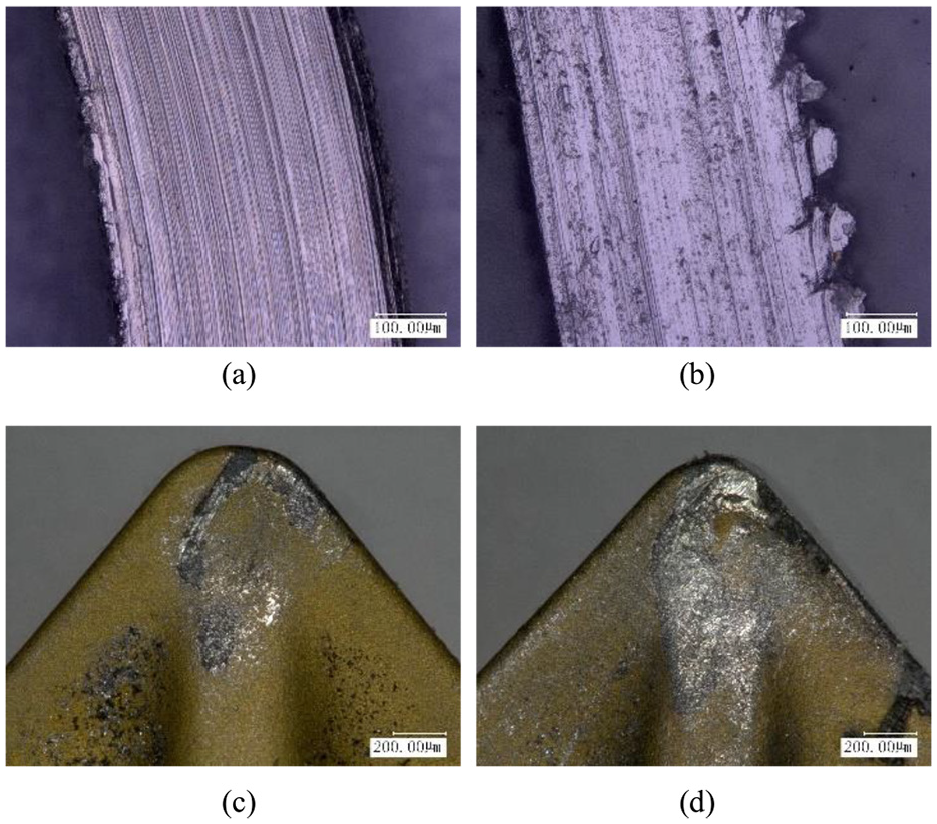
Chip morphology and tool wear in UAT and CT: (a) Chip surface magnified 500 times in UAT, (b) Chip surface magnified 500 times in CT, (c) Rake face wear in UAT and (d) Rake face wear in CT.
From the above analysis it can be seen that, comparing with CT, UAT can gain the more superior surface topography, 3D surface topography, chip morphology and tool wear in the case of lower cutting force. The cutting force directly affects machining precision and surface quality, tool wear and durability. Studying the rules of cutting force is of great significance for analyzing the cutting process and guiding practical production.
Conclusions
Based on the generating mechanism of cutting force in UAT, this article designed force measuring test system of UAT, and conducted the turning experiments of 304 austenitic stainless steel with and without ultrasonic vibration. Using the method of regression analysis and variance analysis, the relational model and the correlation between technological parameters and cutting force were acquired, meanwhile, the influences of single technological parameter and interaction between technological parameters on cutting force were researched. The following conclusions can be drawn from the experimental study:
The cutting force in UAT is generated intermittently, the process of contacting, turning and separating is proceeded iteratively between cutting tool and workpiece. Cutting force is only produced when cutting tool and workpiece contact with each other during turning. And cutting force is zero when the cutting tool is separated from workpiece.
In turning being applied ultrasonic vibration and choosing appropriate ultrasonic amplitude can dramatically reduce cutting force to make machining effect be obviously better than CT. There is a optimal ultrasonic amplitude range in UAT, which makes the magnitude of cutting force relatively small.
During UAT, ultrasonic amplitude, cutting speed, depth of cut and feed rate all have a certain correlation with cutting force. Selecting technological parameters properly can effectively reduce cutting force to gain distinctly better machining effect in UAT than that in CT.
The smaller the cutting parameters are, the smaller the cutting force is. Cutting force gradually increases with the increasing of cutting speed, depth of cut, and feed rate. Among cutting parameters, the depth of cut has the greatest impact on cutting force, followed by cutting speed, and the impact of the feed rate is minimal. More ideal machining effect can be acquired if cutting parameters are selected properly.
304 austenitic stainless steel is processed taking advantage of UAT. Under the circumstance of technological parameters of relatively low cutting force, UAT can acquire better machined surface quality, more superior chip morphology and lower tool wear than CT.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was financially supported by the Open Foundation of Jiangxi Province Engineering Research Center of New Energy Technology and Equipment, East China University of Technology (No. JXNE2019-03), and the Science and Technology Research Project of Jiangxi Provincial Education Department, China (No. GJJ190370), the Natural Science Foundation of Jiangxi Province, China (No. 20202BAB204021), and the East China University of Technology Research Foundation for Advanced Talents (No. DHBK2016113).