
Abstract
The assembly of a machine tool modular fixture with a complex structure, flexible layout and poor regularity characteristics is used as an example in this paper to establish an IOMT system for optimizing the assembly sequence of a machine tool modular fixture based on IOT technology driven by modern intelligent identification and acquisition technology, with the aim of addressing the shortcomings of existing assembly technology in the traditional serial design method. From the perspective of an inverse sequence of an assembly sequence, and combined with the disassembly sequence data extracted by the perceptual assembly layer control unit under the environment of the IOT, the disassembly sequence data can be mathematically expressed by using three mainstream heuristic algorithms (i.e. the artificial fish swarm algorithm, the genetic algorithm, and the ant colony algorithm), while considering the disassembly quality, disassembly cycle and cost. Then, the three algorithm models are used to analyse the example of a machine tool modular fixture, and the calculation efficiency and solution accuracy are comprehensively evaluated; Simulation results show that the ant colony algorithm has the highest computational efficiency and the highest accuracy in a complex data environment. Therefore, the construction of an IOMT system for optimizing the assembly sequence of a machine tool modular fixture can be realized by using the ant colony algorithm.
Introduction
Assembly is a process of combining objects with a certain set shape by flitting, connecting, adjusting, checking, and other operations.1–3 According to the idea of traditional serial design,4–6 in order to obtain a mature assembly design for different structures, it is necessary to carry out feedback correction throughout a large number of experiments; therefore, it is difficult to achieve a rapid design response and agile manufacturing for different assembly structures. To adapt to the complex and changeable market demand, the intelligent and efficient assembly system of mechanical products and transparency of the assembly process have gradually become the new focus of development. At the same time, with the rapid development of intelligent manufacturing driven by new technologies such as sensor ICT, mobile computing, sensor networks, and radio frequency identification (RFID) in recent years, the Internet of Things (IOT) technology has been born.7–12 The assembly process of mechanical products in the IOT environment is roughly shown in Figure 1. That is, first of all, in the perceptual assembly layer, the assembly resources are classified and encoded (including personnel, materials and assembly method information), then they are combined with RFID, sensor ICT and other technologies; the bar code collection in the process of the assembly sequence is used to analyse the assembly resource information (such as the assembly sequence, the relationship between the assembly sequence and related assembly process parameters). Meanwhile, with the development of image acquisition/ processing technology, the machine vision is used, so that more accurate and comprehensive real-time working condition information can be obtained quickly throughout the assembly process.13–15 Data communication and interaction comprise the premise of data sharing and processing, and the purpose of the network layer is to realize the communication and interaction of the assembly data collected above. The information fusion layer is based on obtaining the extracted assembly data, according to the different assembly resource data collected by different sensors in the perceptual assembly layer. The agent module is used to combine the layer with different upper layer requirements, and some collected data is intelligently combined with other collected data to form a standardized data acquisition system layer, to lay the foundation for the decision of the upper application layer. Combined with Figure 1, it can be seen that the collected assembly information is more complex and is a multi-source heterogeneous resource, while the assembly sequence data information is the core of the assembly technology; also, the assembly quality and assembly efficiency are important determining factors. However, the intelligence of the assembly process system in the IOT environment is improved, because the data collected in the perception layer lacks of corresponding data optimization processing in the agent module. Therefore, it is necessary to construct the corresponding assembly sequence optimization algorithm to guide the decision of the agent module to form the IOMT (Internet of Manufacturing Things) system by combining the above collected data and the different requirements of the upper layer, to realize overall intelligence in the assembly field.16,17
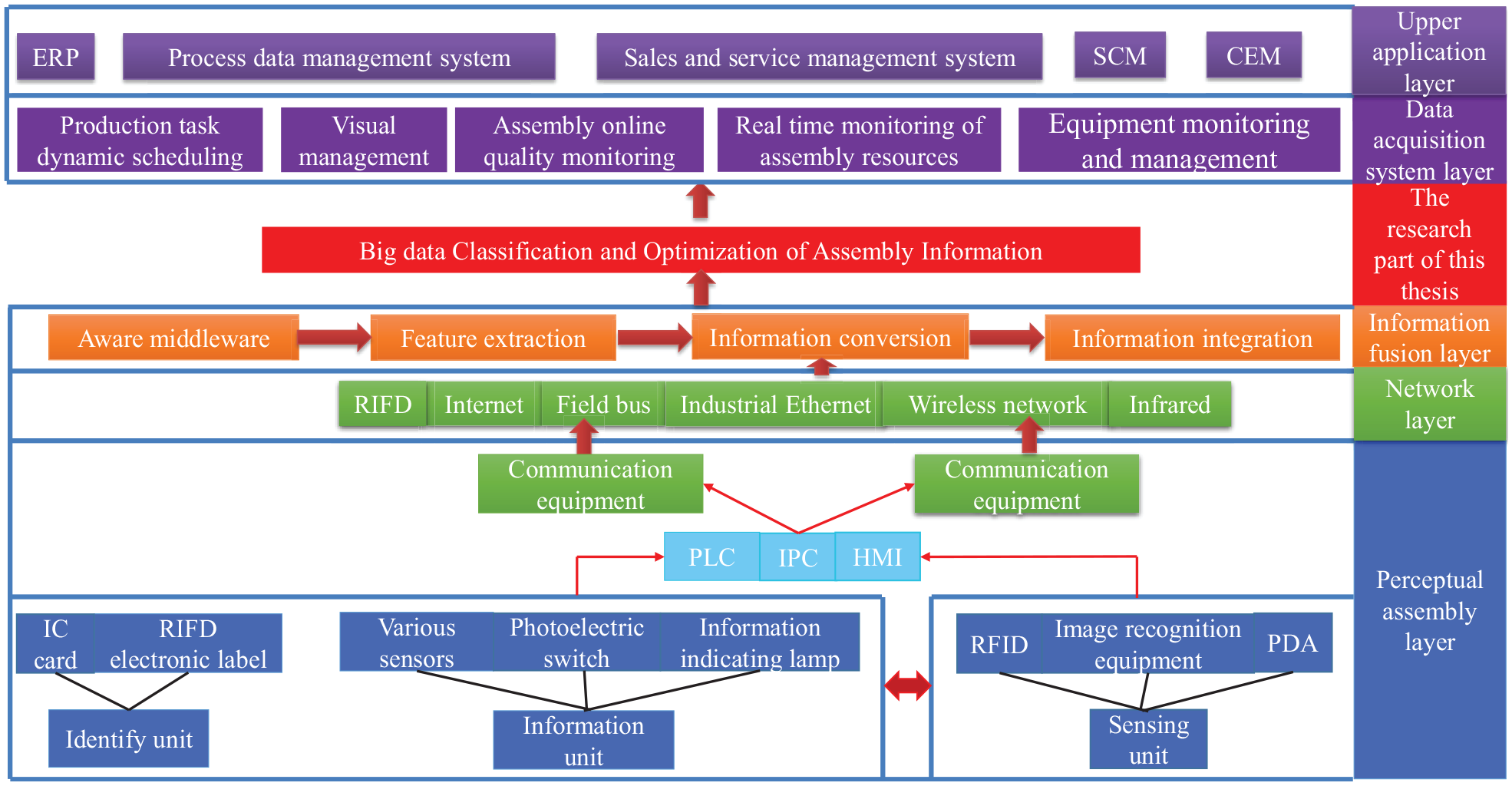
The architecture of the assembly technology platform, based on the Internet of Things.
As a type of device for clamping the workpiece and guiding the machine tools, the modular fixture of machine tools plays a decisive role in the machining quality and various properties of the product. The assembly sequence design problem of machine tool modular fixture can be abstracted as the traveling salesman path optimization problem, with multi-factor combinatorial optimization characteristics (TSP),18,19 combined with the multi-source heterogeneous assembly information characteristics obtained by assembly front-end acquisition technology in the IOT environment (i.e. the problem of assembly sequence design diversity caused by the randomness of the assembly operation and the relationship between assembly parts).20,21 In this paper, a parallel self-catalytic heuristic intelligent algorithm with strong robustness is introduced as the key technology of the data fusion layer, and the optimal assembly sequence planning of different assemblies is realized by extracting the different assembly information results of each assembly, to guide the decision of the agent module to form the IOMT. As a new bionic heuristic algorithm, the ant colony algorithm has attracted more and more attention in multi-objective discrete combinatorial optimization problems. Through deep research on the theory and the practical application of the ant colony algorithm, the ant colony algorithm has been applied to solve classical TSP problems, in order to solve optimization problems in various fields and optimization problems with different boundary conditions (e.g. vehicle routing problems (VRP)). Production scheduling problems (PSP), image processing, robot path planning, clustering problems and network routing have achieved a number of application results. The ant colony algorithm, as a new stochastic heuristic optimization algorithm, enables a new way to solve the optimization problem.22,23 At the same time, with the emergence of genetic algorithms in recent years, similar to artificial the fish swarm algorithm, the application of genetic algorithms in related fields has been challenged. For example, combined with the previous references,24–29 it has been shown that the artificial fish swarm has a high accuracy of finding a solution, but the solution convergence rate is low during the simple data environment; the genetic algorithm has a higher solution convergence rate, but can easily to fall into a local solution and obtain a global optimal solution during the complex data environment. However, the ant colony algorithm takes into account the advantage of the above two algorithms). Therefore, this paper takes the ant colony algorithm in the assembly environment of the Internet of Things as the research object, analyses the advantages and disadvantages of each algorithm through an example, and puts forward the development direction of the technology for the future.
This paper formulates the research plan shown in Figure 2. First, from the perspective of the inverse sequence of the assembly sequence, by coding the parts of the disassembled products and the corresponding disassembly tools, the RFID technology is used to summarize the order of different bar codes collected in the whole disassembly project, to realize the mathematical expression of the disassembly matrix, and the selection and analysis of effective algorithms are carried out (Section 2 of the paper). Second, based on the global search model and combined with the disassembled integrated interference matrix to judge the feasible disassembly direction, and by incorporating the disassembly direction change factor and the disassembly tool change factor, the evaluation function system with the disassembly sequence as the objective is established (Section 3 of the paper). Finally, MATLAB is used to realize the iterative/convergence analysis of the disassembly sequence data based on the algorithm, and the design of the optimal assembly sequence is realized based on the principle of “detachable assembly,” through the comprehensive comparison between this algorithm and other heuristic optimization algorithms in terms of calculation speed and solution accuracy; Therefore, the construction of the IOMT system for optimizing the assembly sequence of the machine tool modular fixture can be achieved by using this algorithm (Section 4 of the paper).
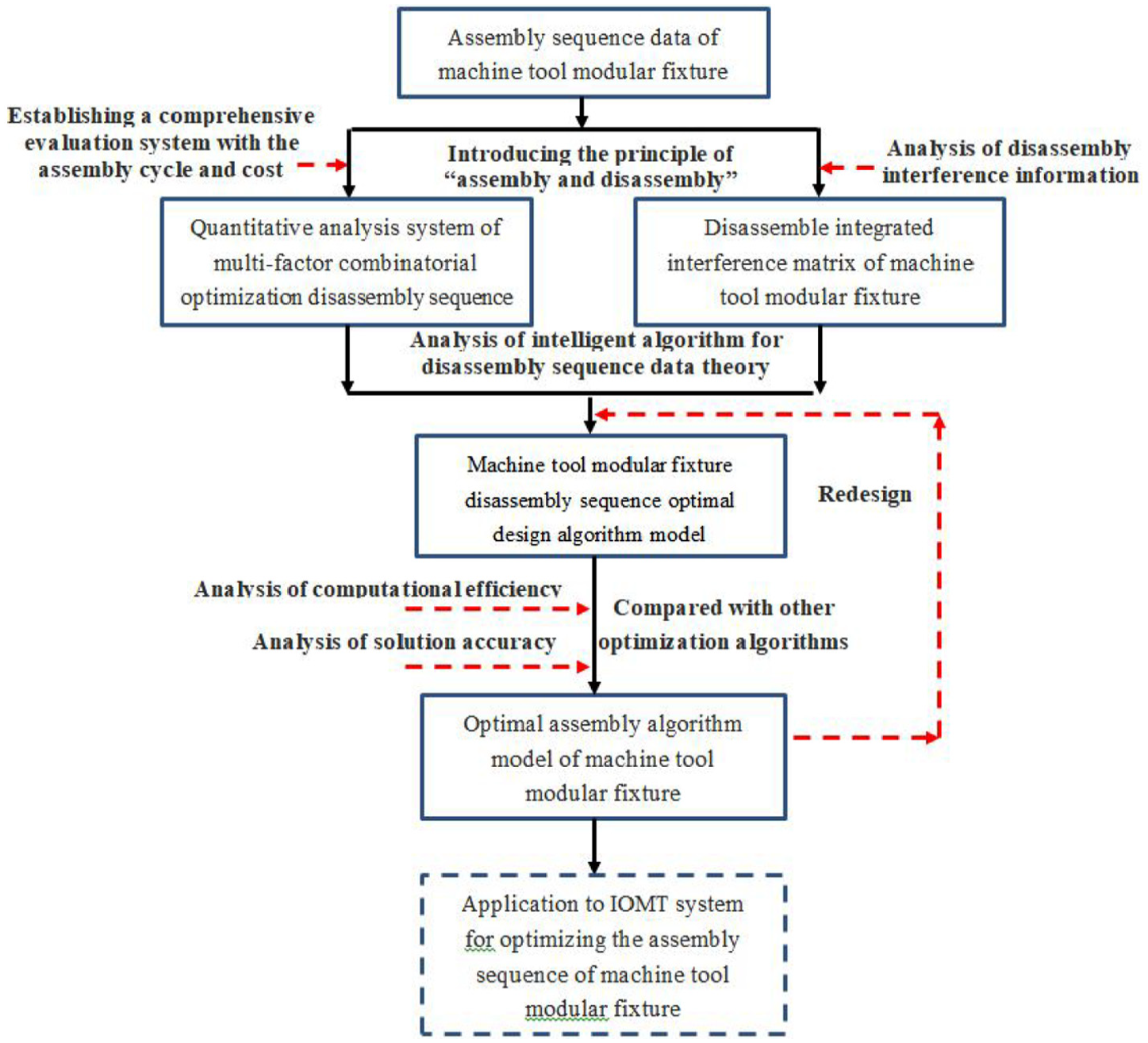
Sketch of the research structure.
Methodology
Combined with the analysis described in the introduction, the assembly sequence data of the machine tool modular fixture is actually a multi-factor combinatorial optimization problem 30 (The combination of different parts, different disassembly directions, and different disassembly tools will produce different disassembly results, i.e. disassembly cost and disassembly efficiency). Furthermore, the process of assembling all parts of a fixture body is a process of increasing constraints, while the process of disassembling an assembly into a single part or sub-assembly is a process of reducing constraints; according to the principle of “assembly and disassembly,” the assembly sequence can be analysed from the disassembly sequence of the fixture (the inverse sequence of the disassembly sequence is its assembly sequence 31 ). Therefore, this paper plans the disassembly sequence of a modular fixture based on this principle. To facilitate the subsequent quantitative analysis, we adopt a comprehensive evaluation method and define this multi-factor combinatorial optimization problem as follows.
Description of the disassembly sequence planning of a machine tool modular fixture
The disassembly operation of the modular fixture is composed of three tuples: the number of the fixture parts (P), the disassembly direction of the parts (D), and the disassembly tools required for disassembling the parts of the fixture (T). Based on the disassembly principle,
32
this paper describes the disassembly sequence optimization problem of a machine tool modular fixture by using a set of disassembly operations (AO), that is

Construction of an integrated interference-matrix for the disassembly of a machine tool modular fixture
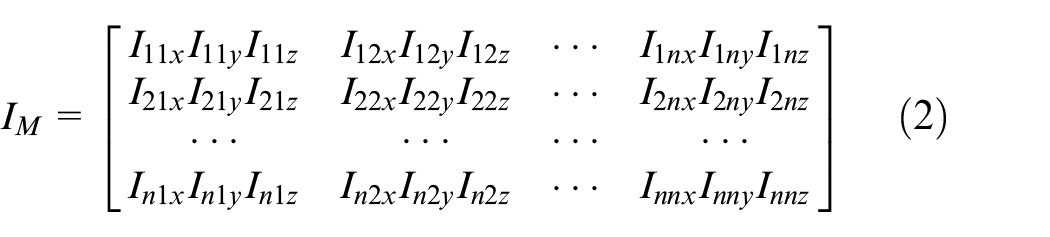
Before using the ant colony algorithm to optimize the extracted fixture disassembly sequence (the extracted sequence described above), it is necessary to verify the extraction constraint information between parts. Only if the constraint information can be expressed comprehensively and accurately can the disassembly sequence obtained by the algorithm have a reference value. There are 2 kinds of disassembly sequence planning information models, the graph model and the matrix model. To connect with the numerical simulation and analysis, the disassembly integrated interference matrix is used to express the constraint information among the parts in the assembly. In this paper, the disassembly interference matrix is defined as follows 33 :
Construction of the ant colony algorithm model for the modular fixture disassembly sequence planning
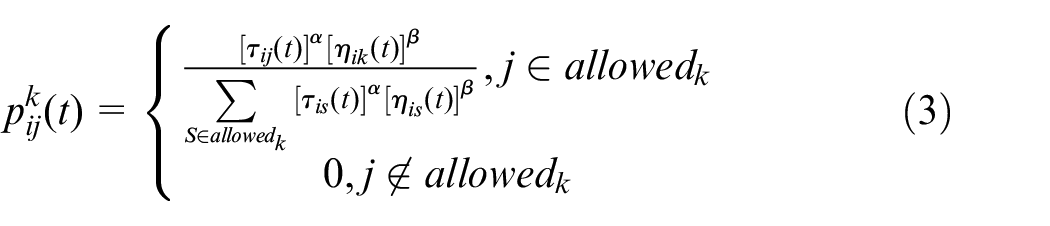
Definition of the state transition probability formula
In the disassembly sequence planning problem, the disassembly state transition probability refers to the selection of the next disassembly operation using the current disassembly operation. In the ant colony algorithm, the ant moves from disassembly operation i to disassembly operation j according to the size of the probability. The disassembly state transition probability is determined by the pheromone concentration

In the above formula, the change of disassembly direction will have a greater effect on the cost of the assembly, that is, priority will be given to the sequence with fewer changes in the direction of the assembly during the assembly process and will be considered the better assembly sequence, that is,
Based on the state transition probability formula of the disassembly process defined above, the disassembly sequence search process of a machine tool modular fixture can be expressed as follows: First, the disassembly integrated interference matrix is constructed, and the disassembly operation that needs to be carried out in the first step is determined. Second, the disassembly operation is carried out and marked to prevent errors in the next selection step of the algorithm. Because the part has been disassembled, it is necessary to update the disassembly integrated interference matrix. The information about this part is completely removed from the matrix to obtain a new disassemble integrated interference matrix. Finally, according to the new disassemble integrated interference matrix, we continue to judge the next disassembly operation, The next disassembly operation is determined according to the size of the state transition probability until the last part is disassembled and the entire disassembly process is completed.
Pheromone update on the path of the disassembly sequence planning
To express and implement the ant colony algorithm by computer, the pheromone can be stored in a matrix, whereby the rows and columns of the matrix represent the disassembly operation. When the number of parts of the assembly is n, the information matrix is a 6n square matrix. According to the Ant-Cycle global algorithm model, this paper adopts the method of “global pheromone update” to update the pheromone.
When all the ants in the algorithm complete a cycle, the pheromone released by the ant in the course of movement will decay at a certain rate, and then a certain amount of pheromone will be added to all the paths through which the ants move in this cycle. The amount of pheromones on the path depends on the quality of the path, and when all the ants have completed a cycle, the pheromone update on the path meets the following rules 34 :

and the
In the formula,
The updating rule of the global pheromone is that the amount of pheromone on the path is determined by the quality of the solution, if the disassembly direction in the path is less changed, the disassembly tool is also less changed. The smaller the value of the objective function, the higher the quality of the solution, and the more the pheromone on the path increases, which can enhance the attraction of the path to the subsequent ants.
Optimal algorithm design of disassembly sequence planning for a machine tool modular fixture
Based on the above analysis, the number of the modular fixture parts is N, the number of ants is m (k = 1,2, …, m), the number of cycles is Nc, the initial cycle number is Nc(0) = 0, the maximum cycle number is NcMax, and the disassembly taboo list is tabuk. The optimal design flow chart of the disassembly sequence of a machine tool modular fixture is established by using the ant colony algorithm, as shown in Figure 3. The ant colony algorithm, based on this process, is constructed with MATLAB software, and the convergence curve of the objective function is obtained by running the algorithm program. The number of iterations and the corresponding convergence values of the objective function in the algorithm cycle are analysed, and the optimal disassembly sequence and the corresponding disassembly direction are obtained. Thus, the design of the optimal disassembly sequence of the machine tool modular fixture is realized.
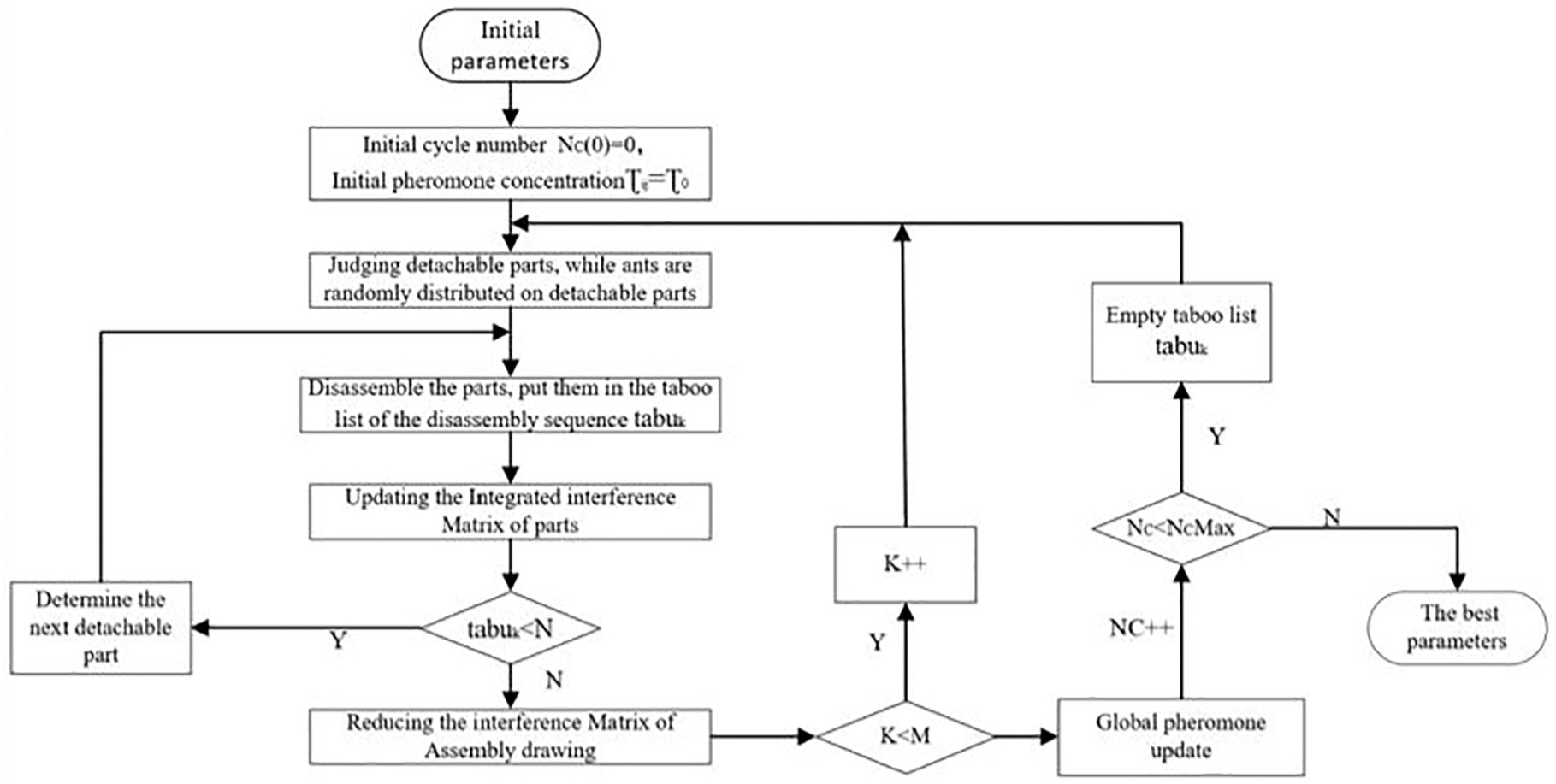
A flowchart of the disassembly sequence planning of a machine tool modular Fixture, based on the ant colony algorithm.
Constructing examples
Combined with the idea of constructing the model of the ant colony algorithm in the field of a machine tool modular fixture assembly, the corresponding operating system is constructed by using MATLAB software, and the assembly sequence design of a drilling machine modular fixture is taken as an example.
An example of the assembly sequence optimization design of a machine tool modular fixture based on the ant colony algorithm
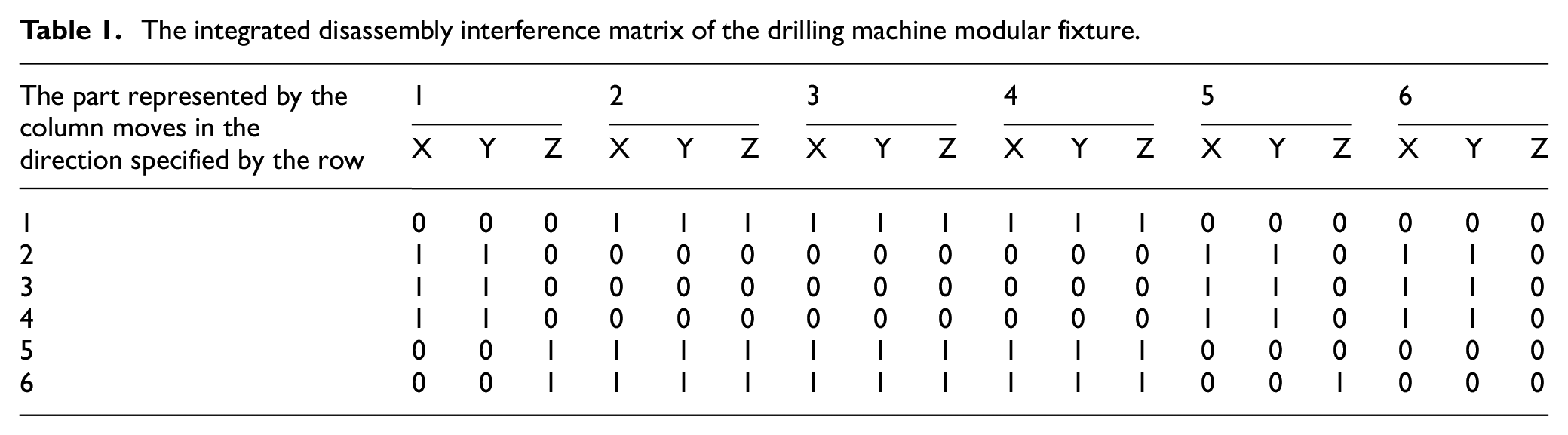
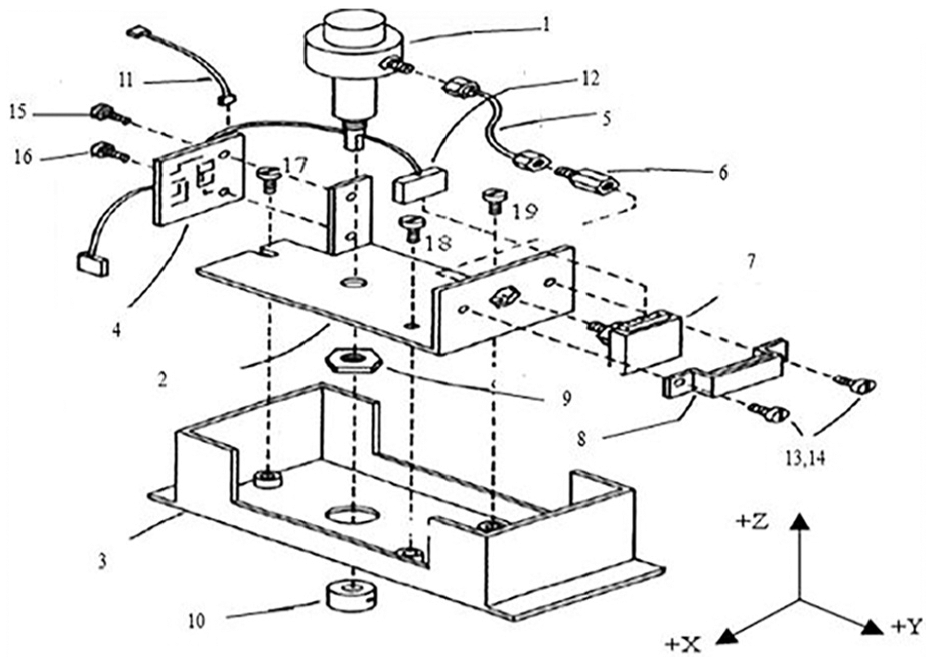
As shown in Figure 4, the design of the modular fixture is combined with the above ant colony optimization design algorithm. First, according to the disassembly sequence collected by the perceptual layer, the integrated disassembly interference matrix, composed of 6 assembly parts, is defined as 6 rows and 18 columns (the disassembly interference relation between each part is shown in Table 1. Second, according to the algorithm flow shown in Figure 3, combined with the optimal parameter selection range of the Ant-Cycle global search model, the algorithm parameters are: pheromone heuristic factor
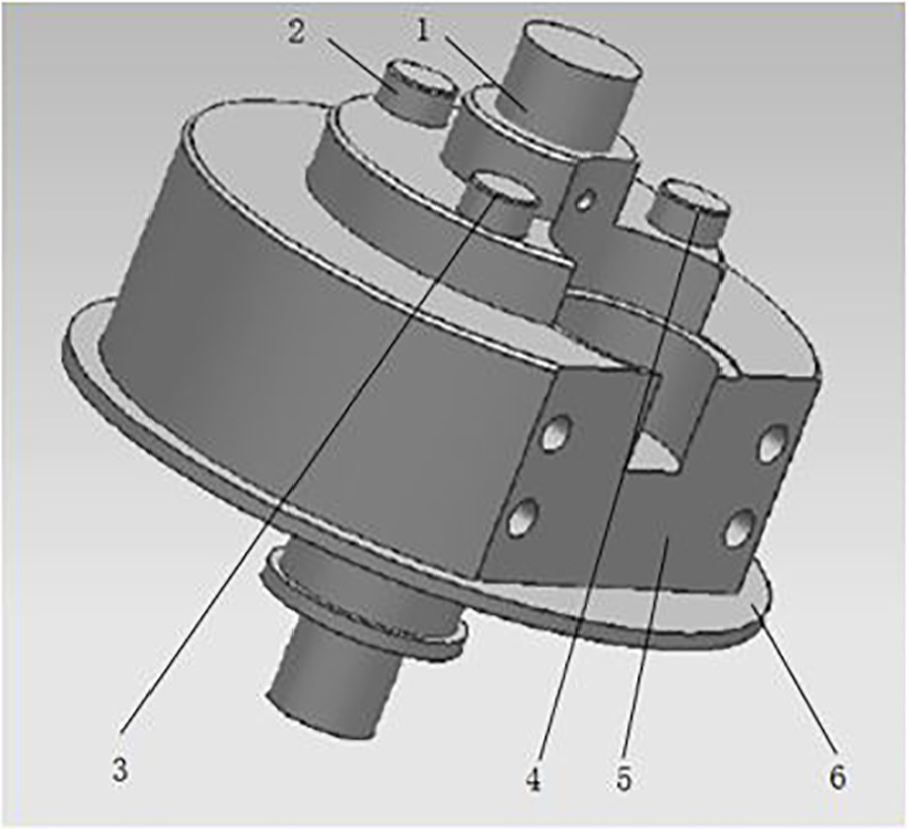
A 3D model of the drilling machine modular fixture.
The integrated disassembly interference matrix of the drilling machine modular fixture.
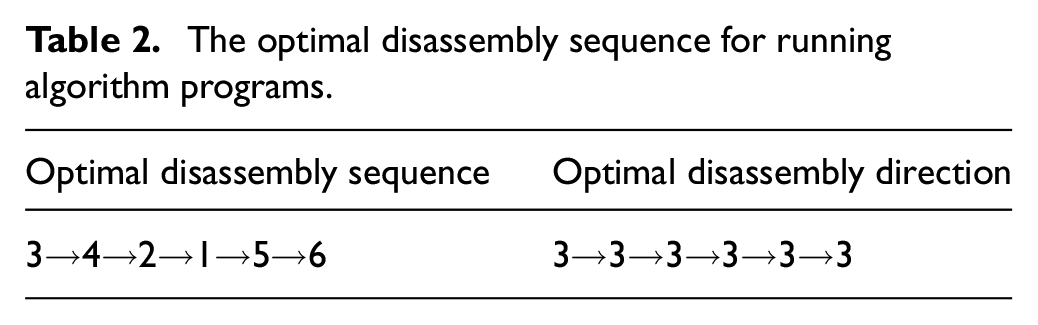
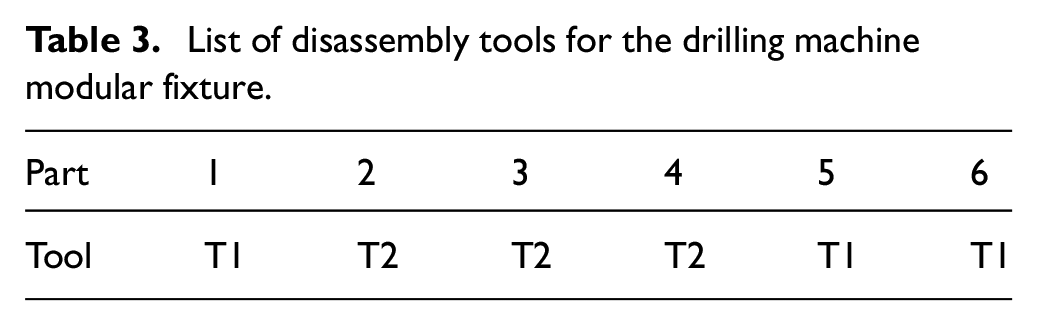
The system shows that the algorithm converges to 1.4 at the 100th order, the optimal disassembly is shown in Table 2, and the corresponding optimal assembly sequence is (6,–Z,T(1))→(5,–Z,T(1))→(1,–Z,T(1))→(1,–Z,T(1))→(2,-Z,T(2))→(4,–Z,T(2))→(3,–Z,T(2)) according to the disassembly tool list (shown in Table 3). Furthermore, this disassembly sequence changes zero times in the disassembly direction and once in the disassembly tools, according to the objective function (i.e. the sequence evaluation index):
The optimal disassembly sequence for running algorithm programs.
List of disassembly tools for the drilling machine modular fixture.
Comparison between the ant colony algorithm, the genetic algorithm and the artificial fish swarm algorithm for the assembly disassembly sequence optimization design
First, in order to analyse the efficiency of the ant colony algorithm compared to the fish swarm algorithm during for a simple data environment, this paper uses the assembly case of a machine tool modular fixture, as previously described,35–39 to verify the accuracy and efficiency of the ant colony algorithm compared with genetic algorithm (The assembly design of a complex controller as shown in Figure 5, and the tools list for the controller assembly is shown in Table 4). Therefore, the calculation results of the two algorithms are obtained, when the assembly process is complex and more parts are assembled (as shown in Figures 6 and 7).
An assembly drawing of a controller.
List of tools for the controller assembly.

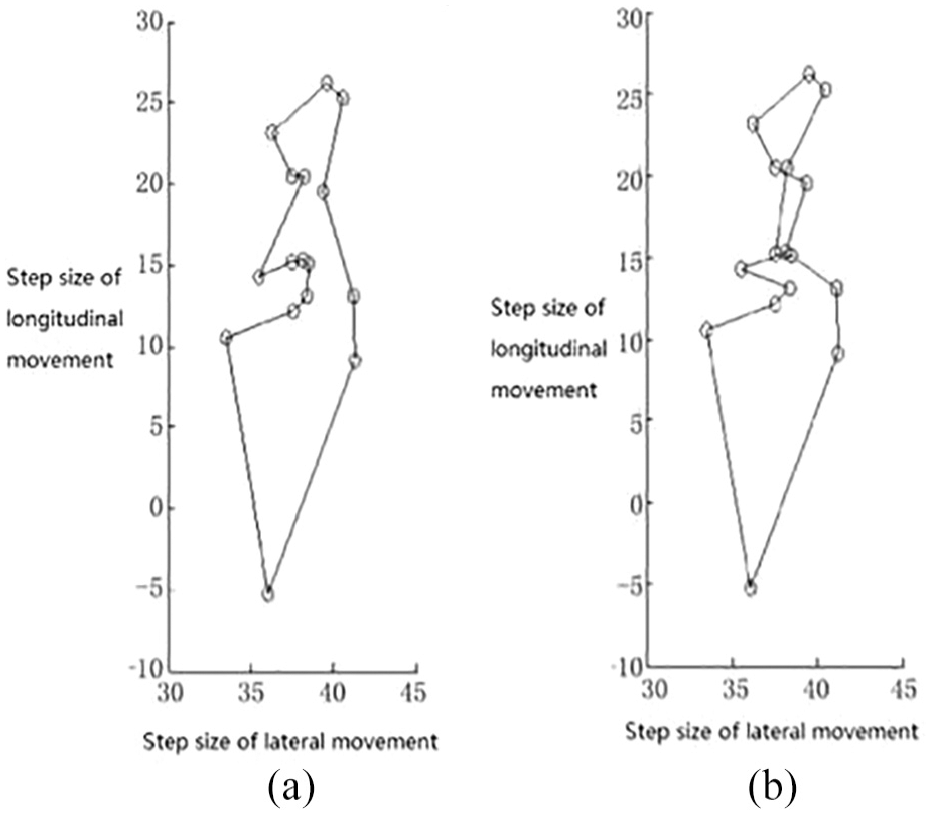
A schematic diagram of the path optimization of the ant colony algorithm and the artificial fish swarm algorithm: (a) path optimization of the ant colony algorithm and (b) path optimization of the artificial fish swarm algorithm.
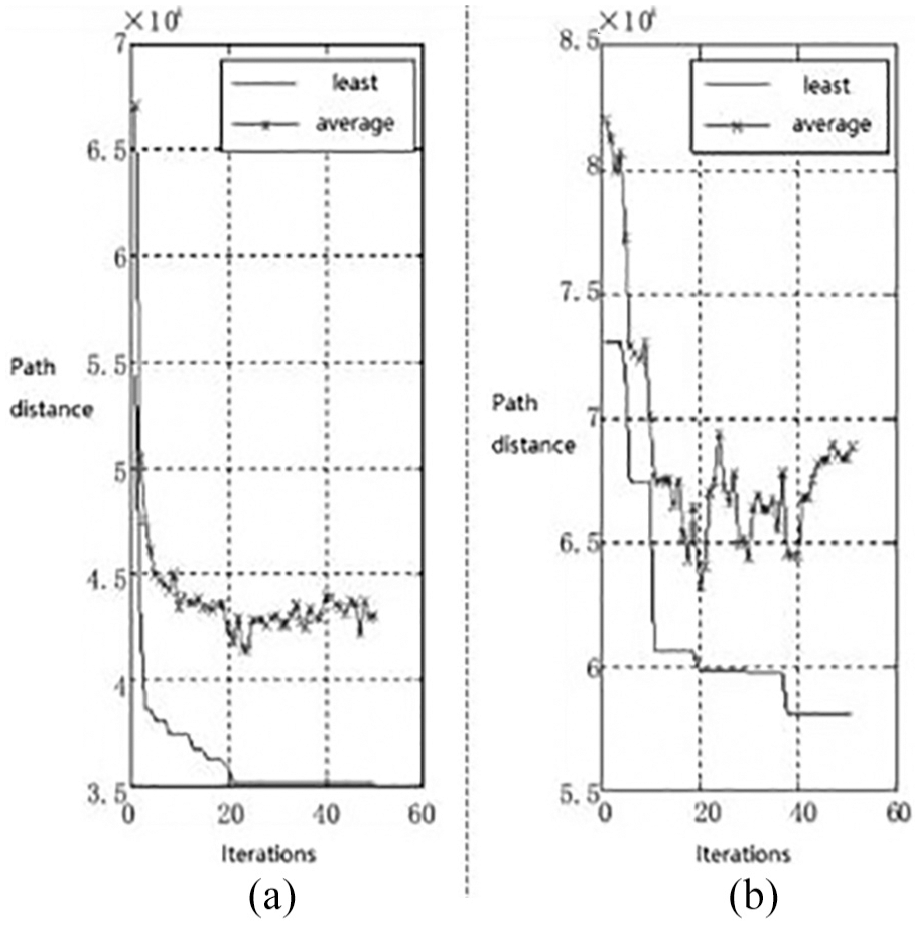
A schematic diagram of the ant colony algorithm and the artificial fish swarm algorithm optimization convergence result: (a) the ant colony algorithm optimization convergence result and (b) the artificial fish swarm algorithm optimization convergence result.
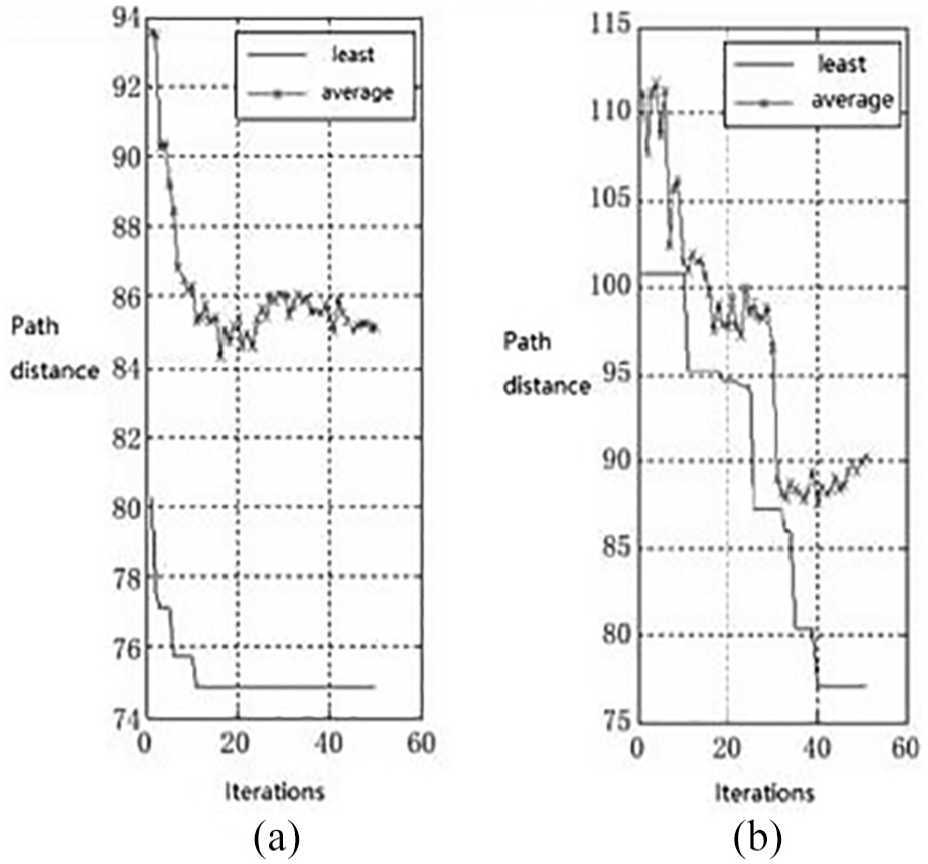
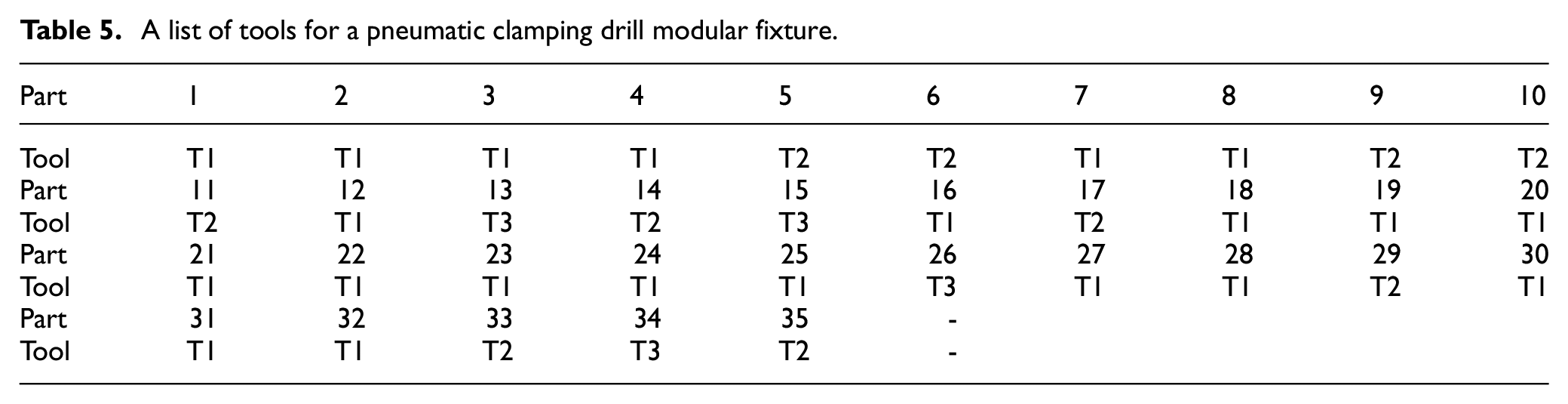
Second, in order to analyse the accuracy of the ant colony algorithm compared to the genetic algorithm when the assembly process is more complicated, this paper uses the pneumatic clamping drill modular fixture as an example (the fixture is shown in Figure 8, and the tools list for the pneumatic clamping drill modular fixture is shown in Table 5), and obtains the calculation results of the two algorithms when the assembly process is complex and more parts are assembled (as shown in Figures 9 and 10).
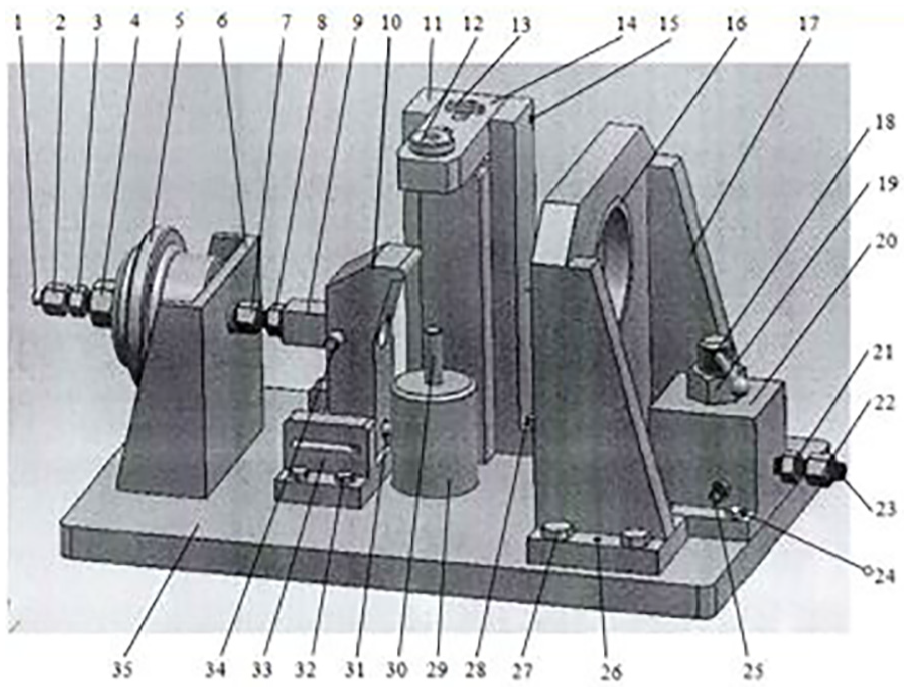
A 3D model of a pneumatic clamping drill modular fixture.
A list of tools for a pneumatic clamping drill modular fixture.
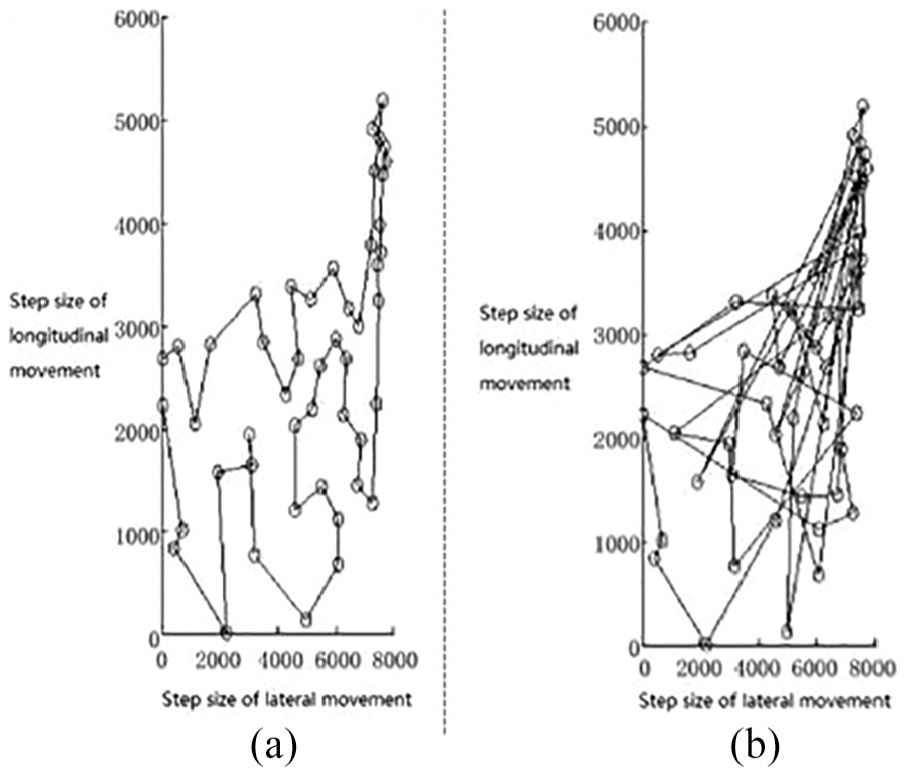
A schematic diagram of the path optimization of the ant colony algorithm and the genetic algorithm: (a) the path optimization of the ant colony algorithm and (b) the path optimization of the genetic algorithm.
A schematic diagram of the ant colony algorithm and the genetic algorithm optimization convergence result: (a) the ant colony algorithm optimization convergence result and (b) the genetic algorithm optimization convergence result.
When the assembly process shown in Figure 5 is simpler, both the ant colony algorithm and the artificial fish swarm algorithm find a path that uses all the tools to remove the components only once. It can be seen from Figure 7 (a) that with an increase of the number of iterations in the experiment, the numerical value converges gradually, while the minimum value decreases the entire time, and tends to be stable when the number of iterations reaches 10. It is shown that the ant colony algorithm finds the shortest path at this time. As seen from Figure 7 (b), the genetic algorithm does not find the shortest path until the number of experiments reaches 40. Compared with Figures 6(a) and (b) to 7(a) and (b), it can be seen that the ant colony algorithm converges faster than the genetic algorithm. However, the results are same. When the assembly process shown in Figure 8 is complex, it can be seen that the ant colony algorithm finds a path that uses all the tools to remove the components only once. As can be seen from Figure 9(b), the disassembly path is disorganized, indicating that the paths found by the genetic algorithm overlap and do not reach the goal of TSP optimization. Compared with Figure 9(a) and (b), when the assembly process is complex, the ant colony algorithm finds the optimal path, but the genetic algorithm in this paper has no effect. Figure 10(a) and (b) show the ant colony algorithm and genetic algorithm in 50 iterative experiments of the above case, respectively. As can be seen from Figure 10 (a), when the number of iterations reaches 21, the optimal solution is obtained by the ant colony calculation. From Figure 10(b), it can be seen that although the curve converges, it did not find the traversing path in the end, so it is not the optimal solution.
As a result, the essence of the ant colony algorithm with the above characteristics of global search optimal solution is that, the ant colony algorithm searches the disassembly sequence according to the number of pheromones left on the path of the ants, and each step of the disassembly operation in each sequence is the local optimal solution of the ants according to the size of the pheromone. The smaller the synthetic cost of walking through the path, the more pheromones will be left on the path, which will attract more ants to search for the sequence, however, at the same time, some ants are exploring new paths. According to this principle, in this way of group cooperation, ants explore the feasible path and finally search for the globally optimal disassembly sequence. 40 When the number of parts in the assembly is large, the optimal assembly sequence can be better optimized by selecting the ant colony algorithm.
Conclusion
The assembly of a machine tool modular fixture with a complex structure, flexible layout and poor regularity characteristics is used as an example in this paper to establish an IOMT system for optimizing the assembly sequence of a machine tool modular fixture, based on IOT technology driven by modern intelligent identification and acquisition technology, and with the aim of addressing the shortcomings of existing assembly technology in the traditional serial design method. From the perspective of the inverse sequence of the assembly sequence, and combined with the disassembly sequence data extracted by the perceptual assembly layer control unit under the environment of the IOT, the disassembly sequence data can be mathematically expressed by using three mainstream heuristic algorithms (i.e. the artificial fish swarm algorithm, the genetic algorithm, and the ant colony algorithm), while considering the disassembly quality, disassembly cycle and cost; Then, the three algorithm models are used to analyse the example of a machine tool modular fixture, and the calculation efficiency and solution accuracy are comprehensively evaluated.
The results show that the optimal solution is obtained with fewer number of iterations and a greater efficiency, the optimal solution quality is higher than that of other heuristic algorithms, so that the efficient and fast digital assembly can be realized with a lower assembly cost and shorter cycle, and the construction of the IOMT system for optimizing the assembly sequence of machine tool modular fixture can be realized by using the ant colony algorithm. Furthermore, with the emergence of other intelligent learning algorithms, the convergence speed and accuracy of the original ant colony algorithm face the challenge of a larger amount of data and more heterogeneous data sources. The direction of the future development of this technology will be to further optimize the efficiency and accuracy of the ant colony algorithm, that is, the following three methods: the improvement of the pheromone updating strategy of ant colony algorithm, the improvement of the path selection strategy, with the fusion of ant colony algorithm and other algorithms.
Footnotes
Appendix
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported in part by the National Natural Science Foundation of China under Grant 51705392, the Key Laboratory Scientific Research Project of Shaanxi Education Department under Grant 17JS058 and An Open Fund Project of Shaanxi Special Processing Key Laboratory in 2017 under the Grant 2017SXTZKFJG04.