
Abstract
This research aims to investigate the mechanical properties, fractography and formability of Al/Cu two-layer composite sheets at three temperatures (23 °C, 120 °C and 220 °C). The bimetal sheet was fabricated by the explosive welding method. The anisotropy of the Al/Cu bimetallic composite sheet was investigated. The result showed significant anisotropy in the Al/Cu composite sheet due to the explosive welding process. The Vickers hardness measurements demonstrated that the hardness in both aluminum and copper sides increased because of the work hardening phenomenon. The fractography of the surfaces was investigated by the scanning electron microscope after tensile tests to study the effect of temperature and the direction, which the samples prepared for the tensile test with respect to the explosion direction, on the mechanism of the fracture. For the tensile test, the samples were prepared parallel to the detonation direction
Keywords
Introduction
Recent progress in technologies is required new materials with superior thermal and mechanical properties.1–3 One way to achieve this aim is to fabricate layered metallic composites by bonding at least two different metallic sheets together which the new material has advantages that do not have any of the layers alone. For instance, a bimetallic composite plate of Al/Cu can reduce about 40% in weight, have better formability in comparison to copper sheet alone and have an acceptable thermal and electrical conductivity. Also, it is cheaper compared to copper alloy. 4 Some benefits of using bimetallic composites are increase wear resistance, lighter weight, appropriate thermal and electrical conductivity, lower spring back and better formability of the sheet.5–7
Bimetallic sheets can be produced by several methods such as adhesive bonding, clad rolling and explosive welding.8,9 In this study, the Al/Cu composite sheets have been fabricated by explosive welding. The explosive welding method is used to weld similar or dissimilar plates together. 10 Figure 1 illustrates a schematic of the explosive welding process. In the explosive welding process, a detonative material located over a plate which is called the flying plate and placed at a short distance from the sheet to be coated. When the explosion happens over the flying plate, the explosion has a high velocity (Ve). As a result, the flying plate moves with Vp velocity and causes a high pressure at the interface. Consequently, welding occurs with the speed of the collision (Vc).11,12
A schematic view of the explosive welding method.
The investigation of the interfacial intermetallic, mechanical properties and formability of the two-layer composite sheets is essential. Formability is defined as the maximum deformation that a sheet can tolerate without any necking or rupture.13,14 The forming limit diagram (FLD) is applied to investigate the limit of major and minor strains that the sheet can tolerate without any necking.15–17 Many types of research have been done to study the explosive welded sheets. 11 Acarer et al. 18 studied the effects of the anvils, explosive loading and stand-off distance parameters on the explosive welding process of similar metals (steel-steel plates) under untreated and heat-treated situations. They found out that untreated specimens had less strength than heat-treated samples and the three mentioned parameters did not have any effect on the strength of the welded steel plates. Durgutlu et al. 19 examined the effect of different stand-off distances on the bonding ability of stainless steel to copper. They showed that explosive welding is an appropriate method to bond steel and copper and by increasing the stand-off distance, bonding interface tends to be wavier. The hydraulic bulge test in Al/Cu sheets was studied by Marandi et al. 20 numerically, experimentally and analytically. They showed that the limit drawing ratio (LDR) of the bimetallic sheet lies between the LDR of its parts (each monolayer that the composite made of it). Hashemi and Karajibani 21 studied the FLD of the explosively welded Al/Cu sheets experimentally and theoretically. Yan et al. 22 investigated the microstructure of the bonding interface of the Al/Mg (AZ31B) bimetallic sheet prepared by explosive welding. Mousavi et al. 23 analyzed the bond strength of multilayer plates that were produced by explosive welding. Zhang et al. 24 studied the effect of annealing on the mechanical and bonding interface properties of explosively welded AZ31B and AA6061 plates. They observed that by increasing the annealing temperature although the elongation of the laminated sheet increased, the tensile strength decreased significantly. Zhang et al. 25 investigated the interface of explosively welded steel and copper composites, experimentally and numerically. Kaya 26 examined the effect of the explosive loading on the joint interface and demonstrated that by increasing the explosive ratio, the bonding interface tends to be wavier. Also, the author conducted bending and tensile-shear tests and showed that no fracture or separation happened in the bonding interface of the layers which illustrates that the explosive welding process is an appropriate way to bond the aluminum and copper layers. Mahmood et al. 27 investigated the mechanical properties and microstructure of the aluminum/titanium explosively welded bimetallic sheet before and after the heat treatment. They found out that the pores at the interface of the layers are less in the specimen after heat treatment. Also, they showed that the microhardness and strength of the unheated specimens were higher than the heat-treated specimens. Arab et al. 28 studied the weldability of the aluminum and AlCoCrFeNi high entropy alloys prepared by explosive welding. Gladkovsky et al. 29 investigated the effect of the cold rolling process on the appearance of the bonding interface of the copper/steel/copper sandwich composites which were produced by the explosive welding process. They illustrated that by utilizing the cold rolling process, the wavy interface of the layers, which is caused by the explosive welding, changed to a waveless profile.
In this study, the morphology of the bonding interface of explosively welded AA1100/Cu10100 two-layer composite sheet and the effect of explosive welding process on the anisotropy of the two-layer composite sheet was investigated experimentally. Then, FLDs of Cu/Al composite sheets at three different temperatures (23 °C, 120 °C and 220 °C) determined experimentally, for the first time. Although it is somewhat obvious that by increasing the temperature formability increases, it is crucial to provide a quantitative comparison that has not been done before for explosive welded composite sheets. Finally, the fracture surfaces of the samples after the tensile test studied by the scanning electron microscope (SEM). The novelty of this study compared to the previous studies in the field of explosive welding of Cu/Al composite sheets is in investigating the FLD, fracture surfaces and anisotropy of the sheets. However, since this research aimed to be a thorough study on investigation, the characteristics of the explosive welded Cu/Al composite sheets, morphology and hardness of the layers were examined too and compared with the previous studies.
Materials and methods
In this study, the AA1100/Cu10100 two-layer composite sheet was used with 1 mm total thickness. The thickness of the copper and aluminum layer was 0.29 and 0.71 mm, respectively. The AMATOL was used as a detonation material. The explosive ratio was chosen 2.5. Tables 1 and 2 show the chemical composition of each layer. Figure 2 shows the stress–strain curve for Cu10100 and AA1100 at ambient temperature.
The chemical composition of AA1100 by weight percent of elements.
The chemical composition of Cu10100 by weight percent of elements.
The stress–strain curves for copper and aluminum sheets at ambient temperature.
To measure the mechanical properties of each layer and bimetallic composite and the anisotropy that happened in the composite sheets, a uniaxial tensile test has been used. For the tensile test, the samples were prepared parallel to the explosion direction
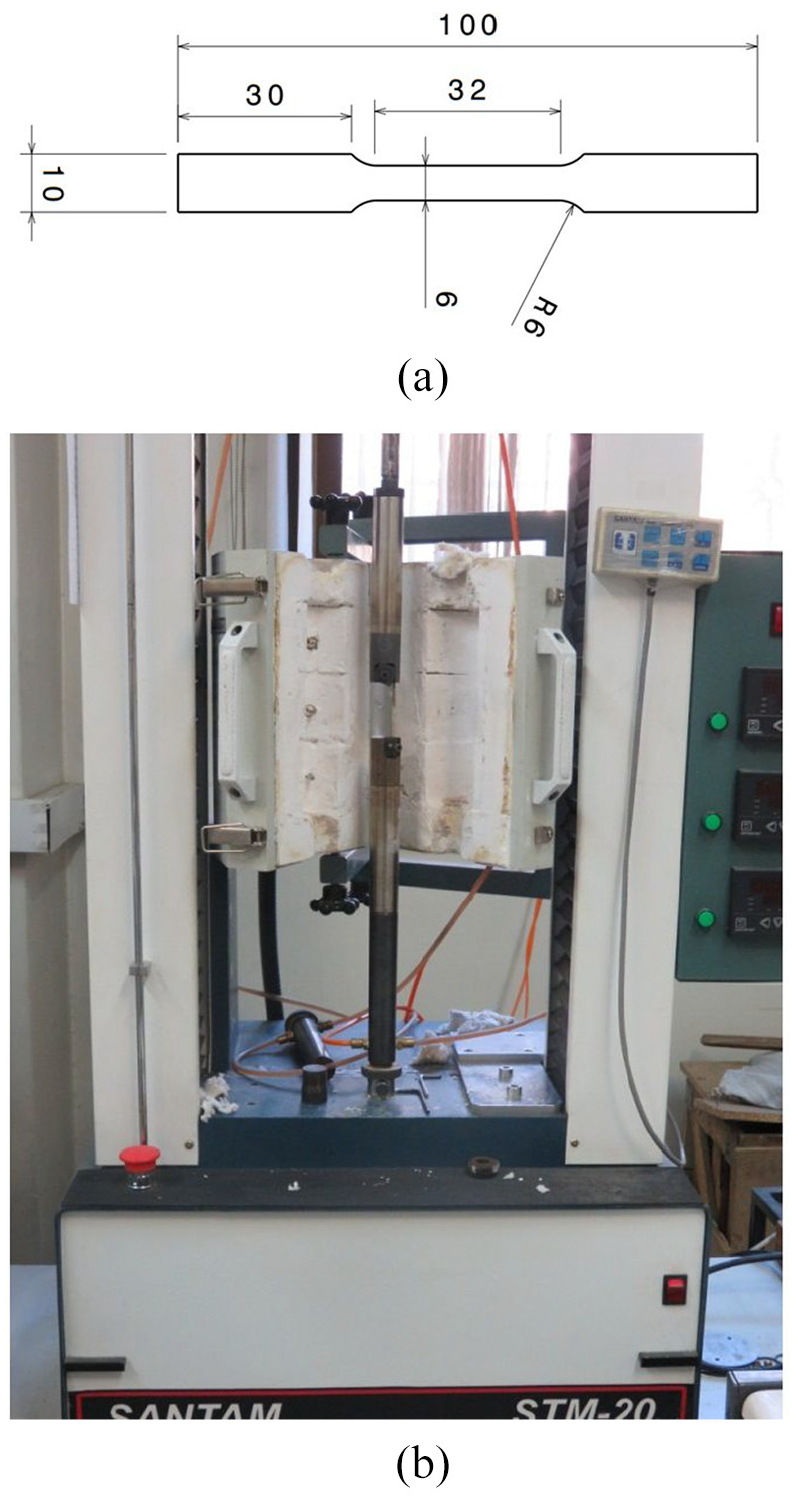
(a) The dimensions of the specimen for the tensile test (all dimensions are in mm). (b) Tensile test setup.
The SEM and optical microscope were utilized to investigate the microstructure of the bonding interface and the fracture surface of the AA1100/Cu10100 composite sheet. The fracture surfaces were examined in the three temperatures and the three directions concerning the explosive welding direction. Also, X-ray diffraction (XRD) analysis was carried out to study the formation of the intermetallic interlayers in the specimens at the three temperatures. The XRD analysis was conducted with a copper target at the current 150 mA and a working voltage of 40 kV.
The Vickers hardness measurements were carried out based on the ASTM E384 standard to determine the microhardness in the specimens by the JENUS device. Before doing the test, the surface of the samples was prepared by polishing and embossing to disperse the load on the surfaces properly. The load 50 g was used for hardness measurement of the copper and aluminum before the explosive welding. After explosive welding, in order to measure the hardness near the interface, different loads were used to satisfy the ASTM E384 standard which says that the distance between the centers of the indentations and distance from the center of the indentation to the edge of the specimen must be at least 2.5 times the length of the diagonal left by the indenter.
Also, the FLD of the AA1100/Cu10100 bimetallic composite sheet was determined experimentally based on the Nakazima test at 23 °C, 120 °C and 220 °C. In order to increase the temperature, the die of the Nakazima setup was covered with ceramic heating elements and the temperature of the specimens was controlled by a thermometer. According to the Nakazima test, in order to determine the FLD, a biaxial stretch forming test should be performed with a hemispherical punch on the specimens with different widths. Figure 4 shows the Nakazima test and Figure 5 illustrates the geometry of the specimens which were used in this study. The reason for using samples with different widths is to achieve different strain paths. As can be seen from Figure 4, to perform the stretching process, the plate was placed between a holder and a die which the holder pressed the plate to the surface of the die to not let the sheet moves at all. Then, the sheet was formed by bringing down the punch until the reaction force of the punch dropped. For determining the minor and major strains after performing the Nakazima test, the electrochemical etching method was used to mark the circular grids on the copper side of the Cu/Al bimetallic sheets. In this study, the FLD of the Cu/Al laminated sheet was obtained for the case where copper was the outer layer (the layer that was in touch with the die). That is why the copper side of the laminated sheet was etched. After deformation, the circles turned to ellipses. The minor and major diameters of the ellipses were determined in the vicinity the necking zone by a Mylar transparent tape. Then, the major and minor true strains were calculated using equations (1) and (2)


where
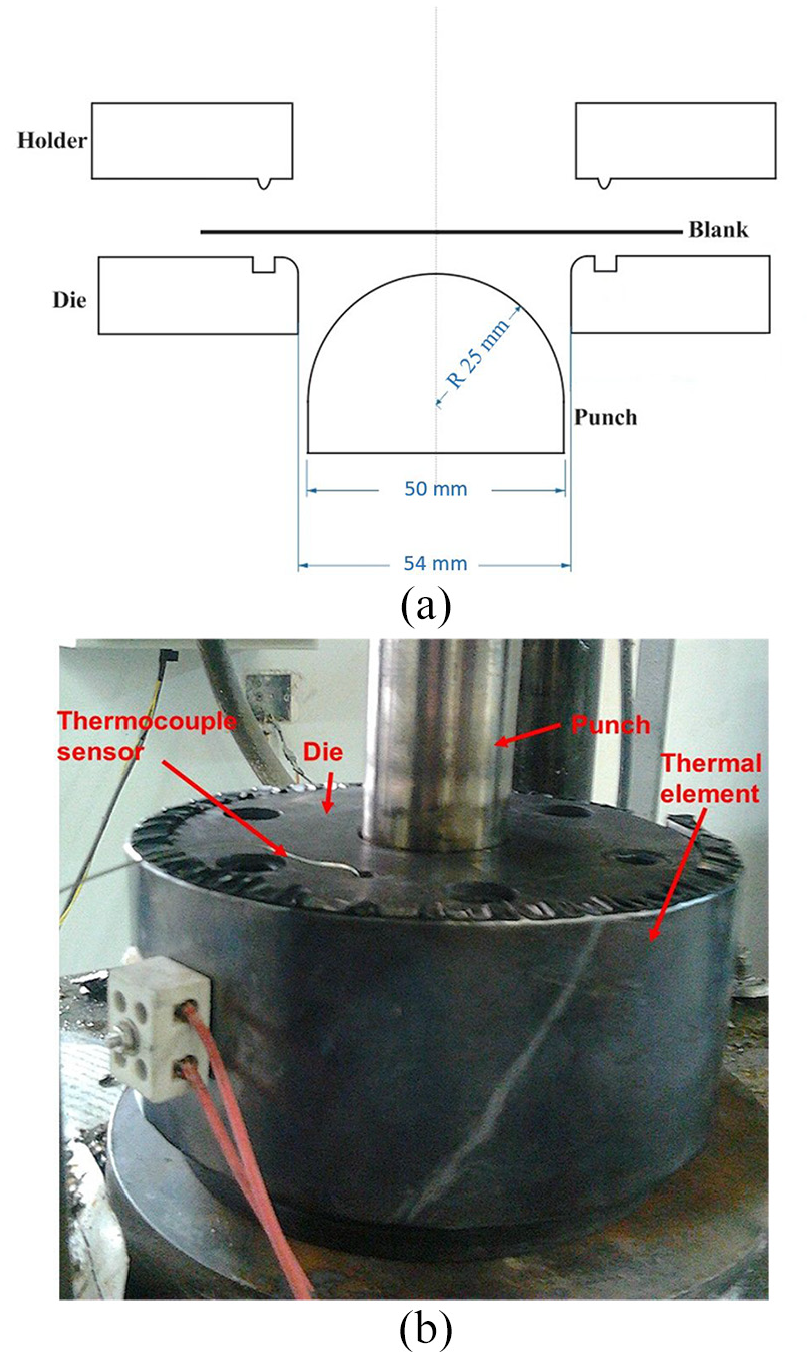
(a) Schematic setup of the Nakazima test. (b) Setup of the Nakazima test.
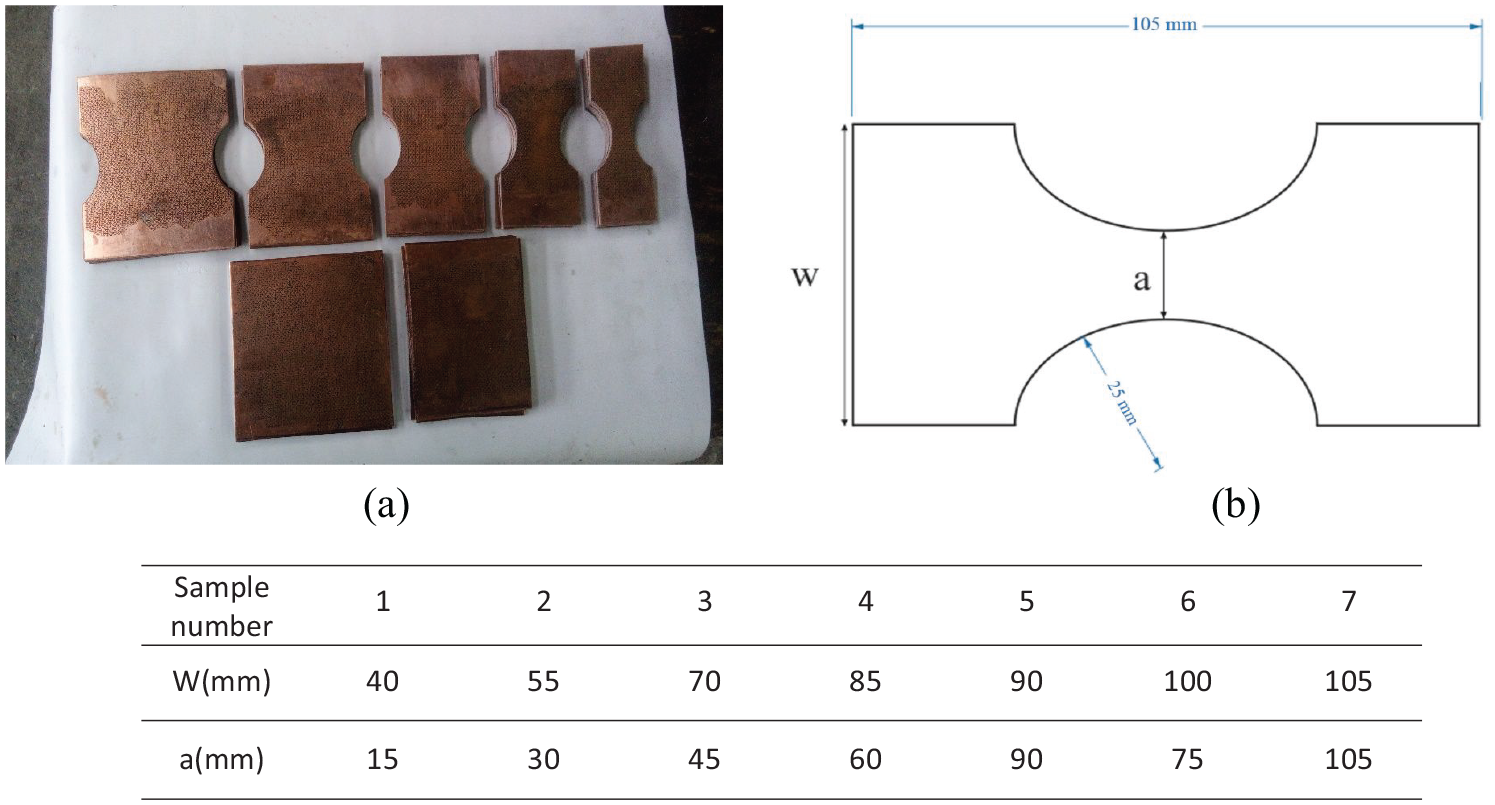
(a) The prepared specimens for the Nakazima test. (b) Schematic of the specimens.
It should be noted that the samples maintained at 120 °C and 220 °C during the Nakazima and tensile tests instead of annealing them with these temperatures and then tested at room temperature. Also, this study aimed to examine the warm forming behavior of the laminated sheets. That is why the elevated temperature was chosen 220 °C which is below the recrystallization temperature of the AA1100 and Cu10100.
Results and discussion
Microstructure
Figure 6 shows an image of the bonding interface of the composite sheet. According to Figure 6(a), aluminum connected to copper properly and the interface has a smooth appearance. But when the section was examined with more magnification, it was observed that the interface was made of the wavy and smooth interface (Figure 6(b) and (c)). Many investigations have reported wavy interface appearance in bimetallic composite sheets fabricated by explosive welding. Kaçar and Acarer 10 studied explosively welded stainless steel-steel two-layer metallic sheet and showed that the interface was wavy. Bina et al. 30 reported the wavy interface appearance in copper-stainless steel bimetallic sheet fabricated by explosive welding. Gulenc 31 studied wavy interface appearance in Al/Cu composite sheet. The author showed that by increasing the detonation loading, the impact energy of the flyer plate could increase that causes shifting from smooth to wavy appearance that is in agreement with other studies.32,33 Theories that were suggested for the reason of the wavy appearance in the interface of explosively welded materials are divided into the following categories: flow instability mechanism, indentation mechanism, stress wave and vortex shedding mechanism.34–38
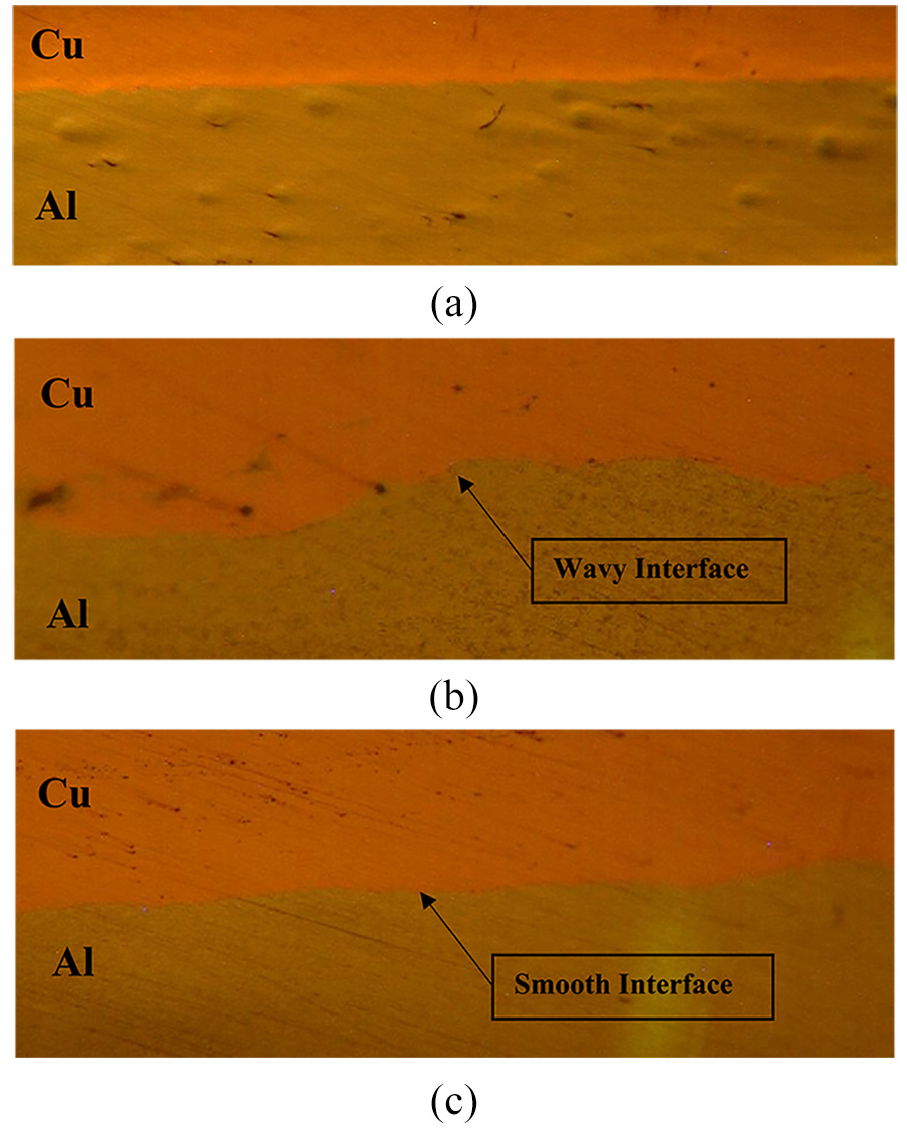
Optical microscope image of cross-section of the Cu/Al bonding interface: (a) low magnification, (b) wavy interface of Cu/Al at higher magnification and (c) smooth interface of Cu/Al at higher magnification.
Also, there are no intermetallic interlayers between the layers as can be seen from Figure 6. This point also has been proved by conducting the XRD analysis which the results have been provided in the next section. This illustrates that the welding parameters have been chosen properly since forming the intermetallic layers are considered a negative manner for the properties of the explosive welded materials. 39 If the low explosive ratio is used, layers will not be connected properly and if the high explosive ratio is utilized, ejection will happen between the layers which lead to melting region between the layers. In this study, no melting cavity has been observed between the layers unlike some previous studies. This is probably because of the appropriate heat conductivity of the copper which quickly distributes the generated heat due to the explosive welding.30,39
XRD analysis of the Al/Cu interface
The XRD analysis was conducted near the Al/Cu diffusion interface in the specimens at three temperatures (23 °C, 120 °C and 220 °C) in a condition that is told in section “Materials and methods.”Figure 7 shows the XRD results of the Cu/Al bimetallic composite which were the same for all three temperatures. Figure 7(a) illustrates the diffraction result of the cross-section of the Al/Cu and according to Figure 7(b) it corresponds to the diffraction patterns of the copper and aluminum. It indicates that there is no new Al-Cu intermetallic interlayer formed in the interface of the layers which would improve the bonding and mechanical properties of the bimetallic composite. The reason is probably that the temperatures were not high enough to form an intermetallic interlayer.
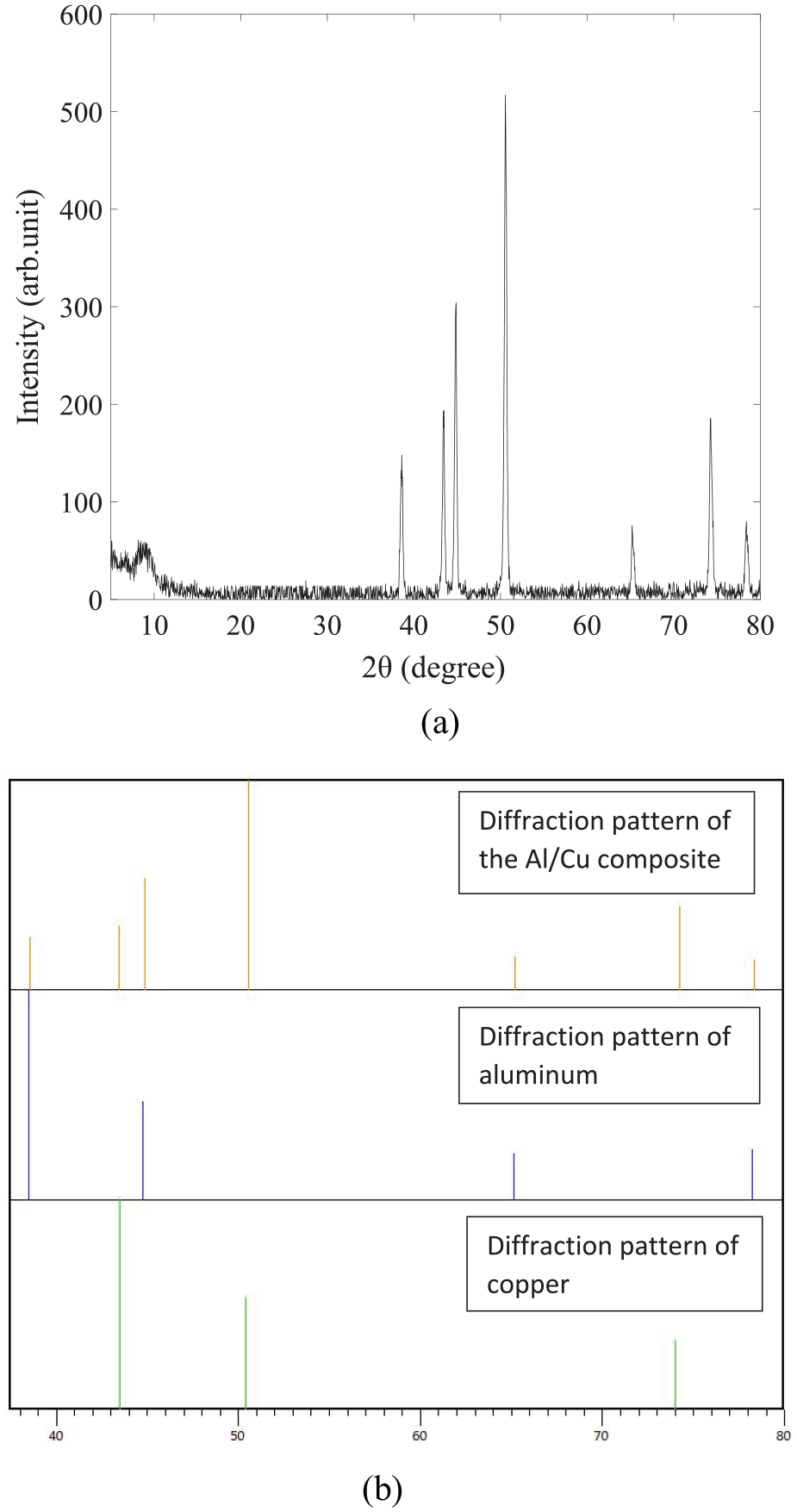
(a) The XRD diffraction of the Al/Cu bimetallic composite. (b) Comparison of the diffraction of the Cu/Al composite with copper and aluminum diffraction patterns.
Hardness measurement
The hardness of the Al/Cu composite sheet has been measured in three lines parallel to the thickness and perpendicular to the width of the composite sheet and then the average of the three results reported as the microhardness for the intended distance from the bonding interface of the layers. Figure 8(a) illustrates a sketch of the three paths. Figure 8(b) shows the profile of the changes in microhardness near the interface of Cu/Al. As can be seen from Figure 8(b), by getting away from the interface of the aluminum and copper layers, the hardness of the aluminum and copper plates approaches to their microhardness before the explosive welding which was 64 and 153 HV (±2 HV) for aluminum and copper, respectively. But near the interface, in both layers side, hardness increases due to the plastic deformation and work hardening that happened in the bonding interface caused by the high-speed collision of plates in the explosive welding process. The effect of the work hardening on the mechanical properties of metals is described by the dislocation theory. It leads to increase in mechanical properties like tensile strength, hardness and yield strength but decreases the formability of the material. 40
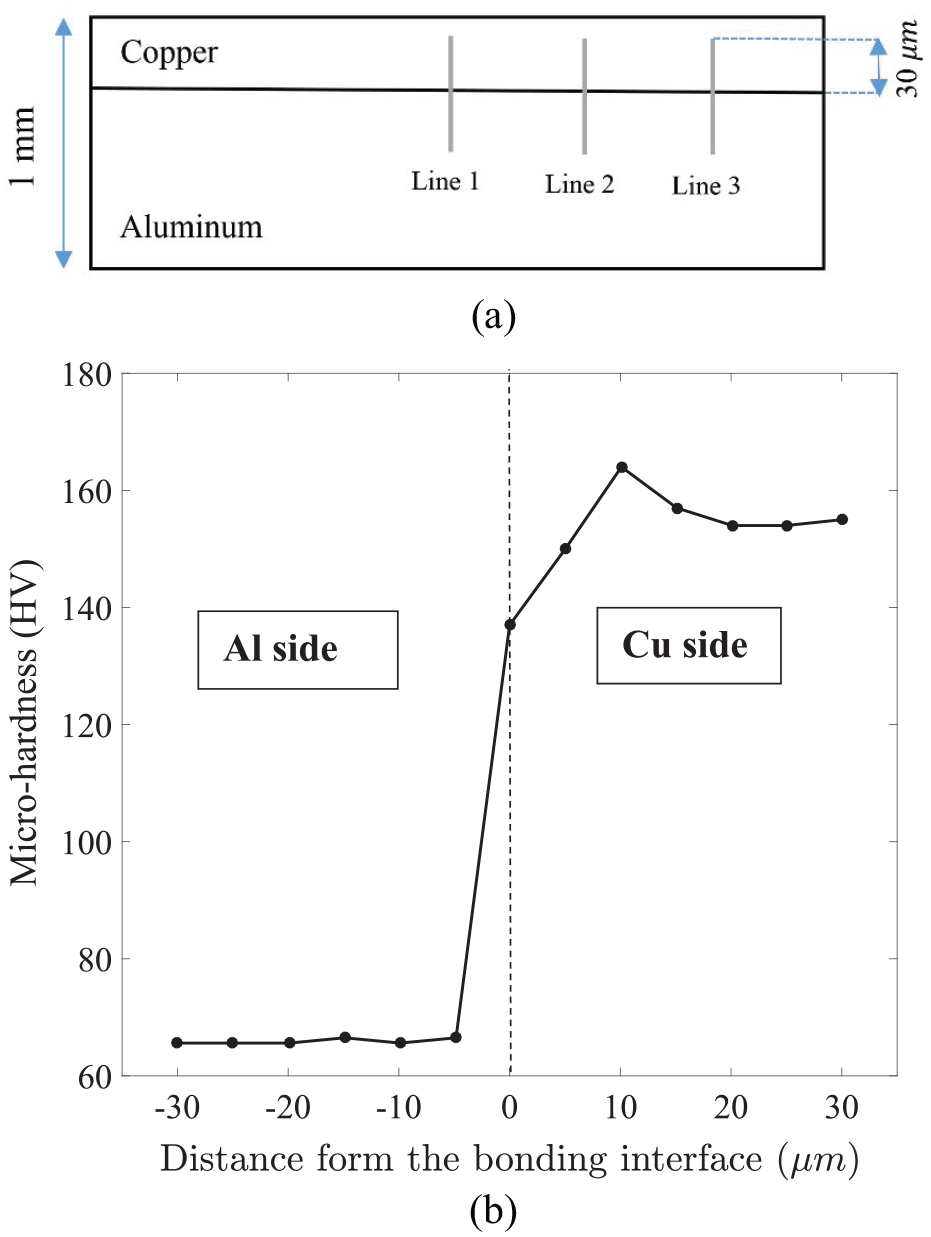
(a) A sketch that illustrates the three paths that microhardness was measured. (b) Vickers microhardness near the bonding interface of Cu/Al.
According to Figure 8(b), the maximum value of the microhardness in both aluminum and copper sides is near the bonding interface. They are about 164 and 130 HV for the copper and aluminum sides, respectively. Paul et al. 41 reported the same microhardness measurement results for Al/Cu bimetallic sheet fabricated by explosive welding.
Anisotropy
Figure 9(a)–(c) demonstrates the results of tensile tests. Then the tensile strengths were measured, and the results plotted (Figure 10). Figure 10 illustrates that the strength at each temperature is different in all three directions which shows anisotropy caused owing to explosive welding. Since the aluminum and copper sheets were annealed before the explosive welding process, the anisotropy is completely related to the explosive welding process. For example, as can be seen from Figure 10, the tensile strength is 20% more in the specimen that was prepared parallel to the direction of the explosive welding
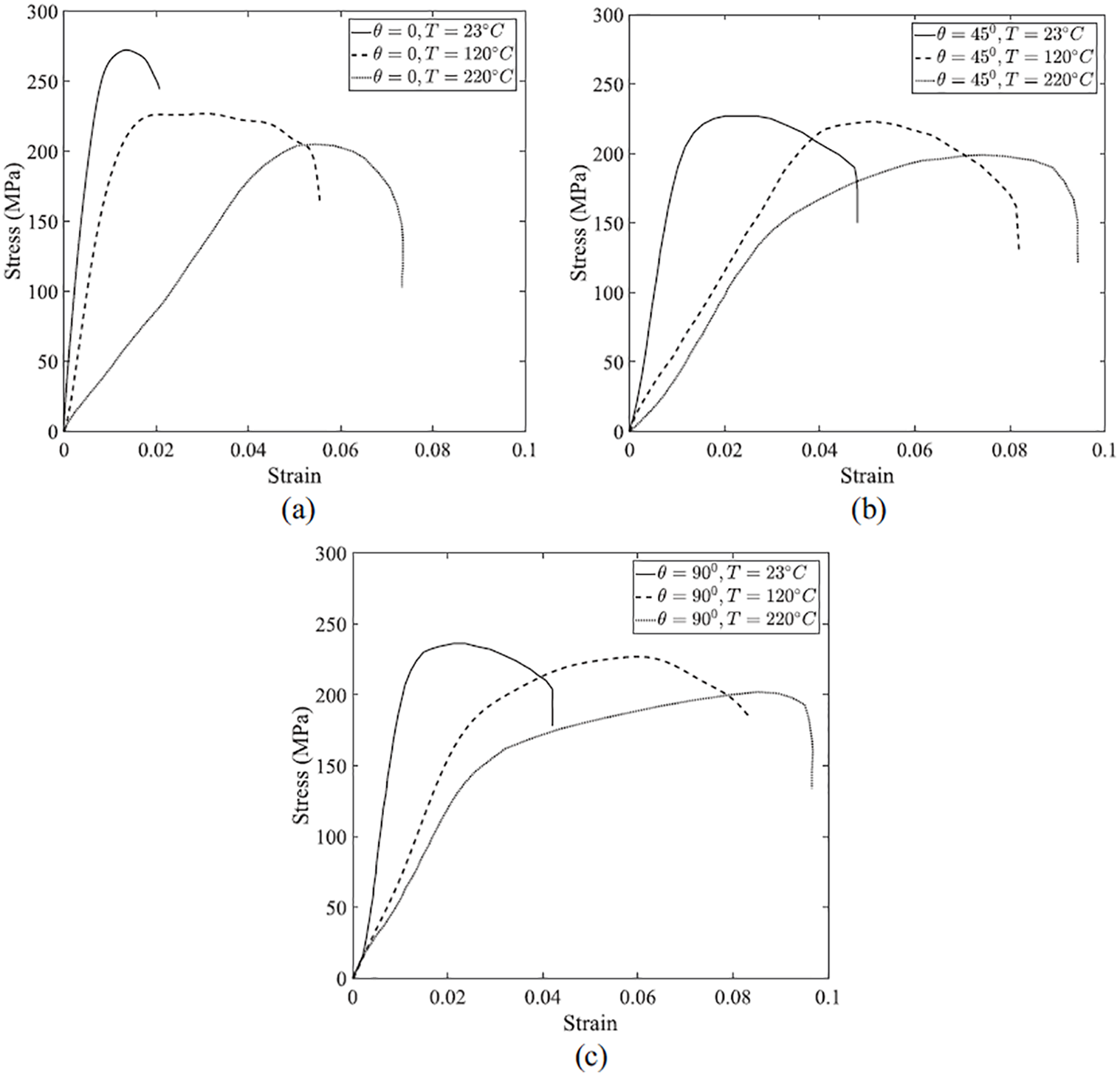
The stress–strain curve of the AA1100/Cu10100 composite sheet at three different temperatures: (a) for the specimen that was prepared parallel to the detonation direction
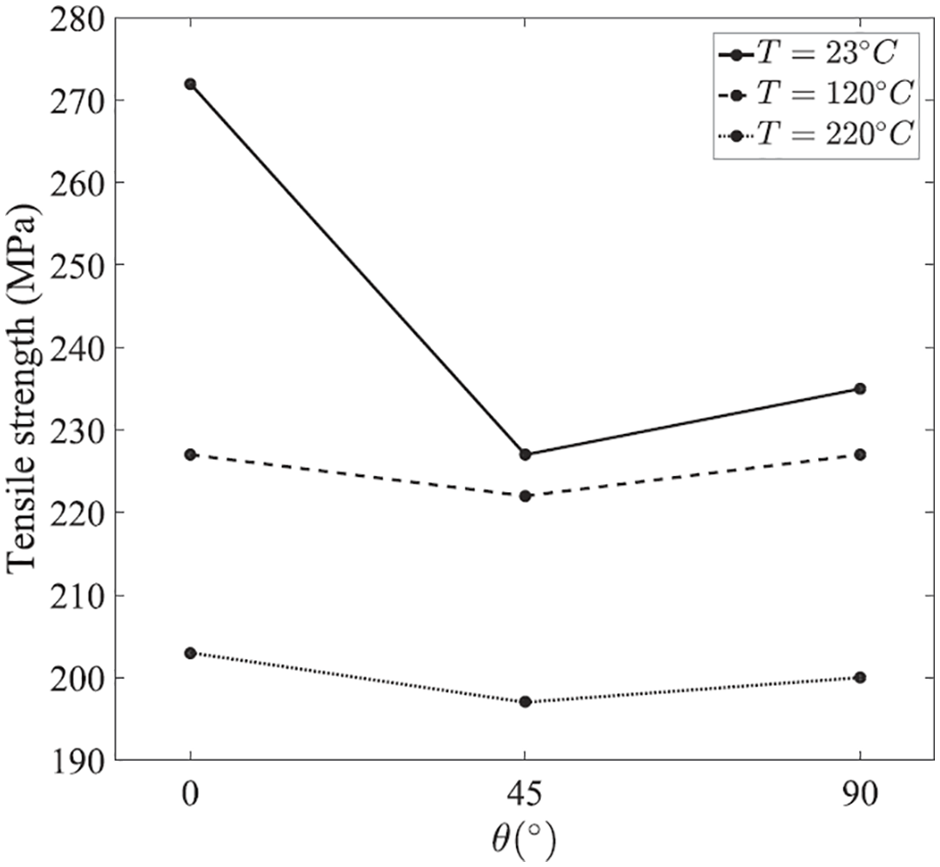
The tensile strength for the specimens that was prepared for tensile test in the three directions (
When the work hardening happens, the amount of dislocations increase which causes enhancement in the tensile strength. But the cold-worked metal can be back to the precold-worked condition by an appropriate heat treatment which is called recrystallization.40,42 In this study, although the temperature was not high enough to occur recrystallization completely, it was enough to eliminate some of the dislocations and decrease the dislocations density. It is the reason that anisotropy of the specimen at ambient temperature is more than the higher temperatures.
Moreover, by comparing the tensile strength of the composite sheet at ambient temperature in Figure 10 with Figure 2, it can be observed that the tensile strength of the composite sheet is between the tensile strength of the monolayers that the composite has been made of them. In this study, the tensile strength of the Al/Cu composite is less than the tensile stress of the copper and more than the tensile stress of the aluminum.
Fractography
Figure 11 clarifies the fracture surface of the specimen that was prepared parallel to the detonation direction from AA1100/Cu10100 composite sheet for the tensile test and the tensile test was conducted at ambient temperature. The fracture surface of copper was smooth (Figure 11(a)). However, the fracture surface of aluminum consisted of rough and smooth areas (Figure 11(b)). Figure 11(a) shows that except in the interface bond, the brittle fracture happened in the copper layer. Figure 11(c) and (d) demonstrates the ductile (because of the dimples) and brittle fracture that occurred in the aluminum layer, respectively. The reason that brittle fracture occurred in the copper and aluminum layers is very intense work hardening that hinders the movement of dislocations, and therefore, plastic deformation stops.
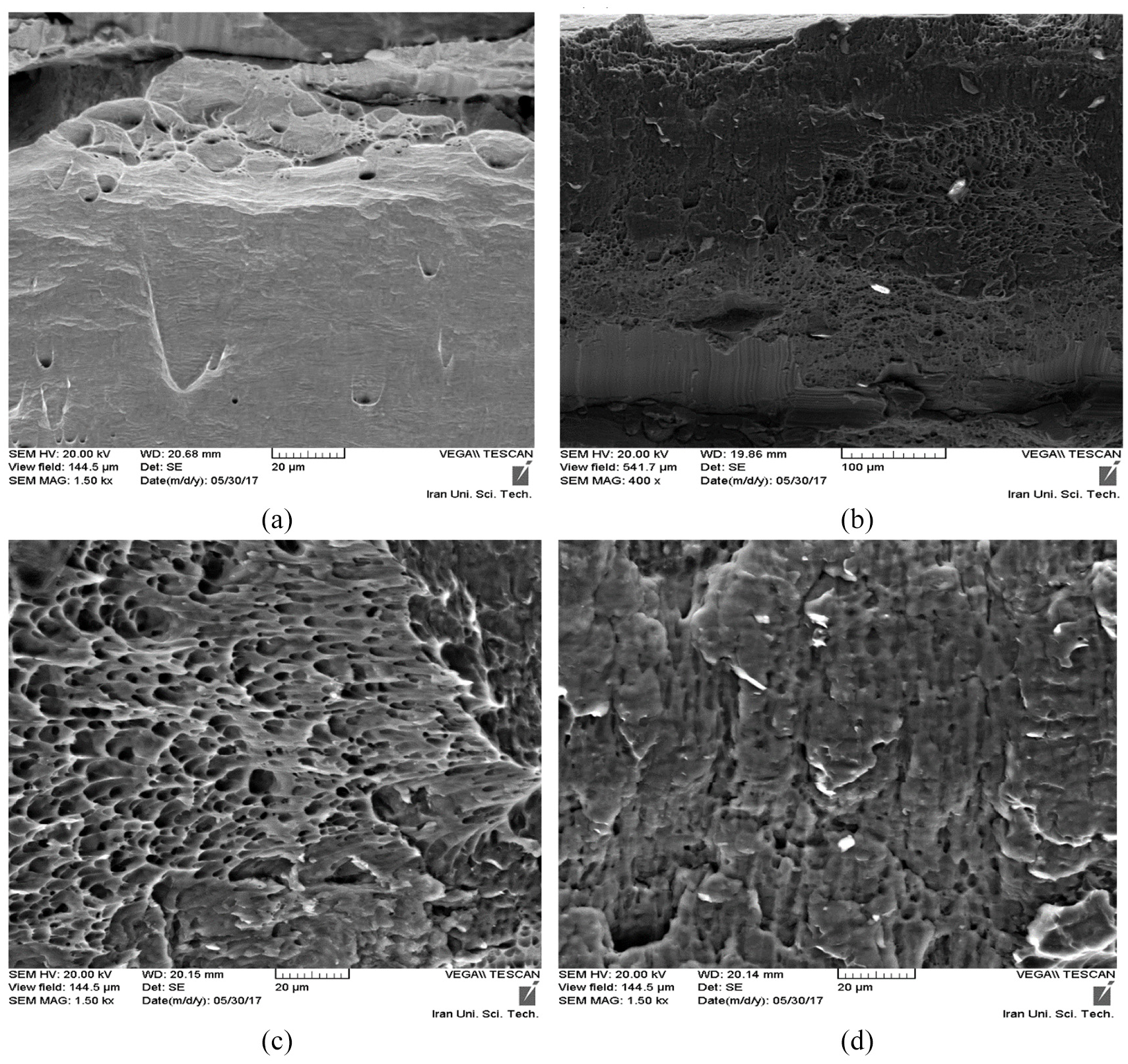
The tensile fracture surface of the specimen that was prepared parallel to the detonation direction from Al/Cu composite for tensile test which the test was conducted at ambient temperature: (a) surface of the copper layer, (b) surface of the aluminum layer, (c) ductile fracture in the aluminum layer and (d) brittle fracture in the aluminum layer.
Figure 12 illustrates the fractography of the specimens after the tensile test at 120 °C and 220 °C for the sample that was prepared parallel to the detonation direction from AA1100/Cu10100 for the tensile test. By comparing the fracture surface of the specimen that was at ambient temperature (Figure 11) with Figure 12, it can be observed that in the samples at higher temperatures more significant necking occurred than the samples at lower temperatures. As explained in the previous section, the reason is the recovery of the cold-worked Cu/Al composite sheet at elevated temperatures and to some extent reversion back to the precold-worked condition. These observations confirm the improvement of the formability of the composite sheet at higher temperatures. Also, it can be seen that the amount of dimples in the copper layer is more in higher temperatures than ambient temperature (in 220 °C is more than 120 °C, and it is more than ambient temperature) and the majority of the surface fracture in the aluminum layer is with dimples at higher temperatures. It can be consequently concluded that the type of fracture can differ by changing the temperature of the specimen in a tensile test, as we know. In fact, by increasing the temperature of the sample in the tensile test, the regions that brittle fracture happens become less.
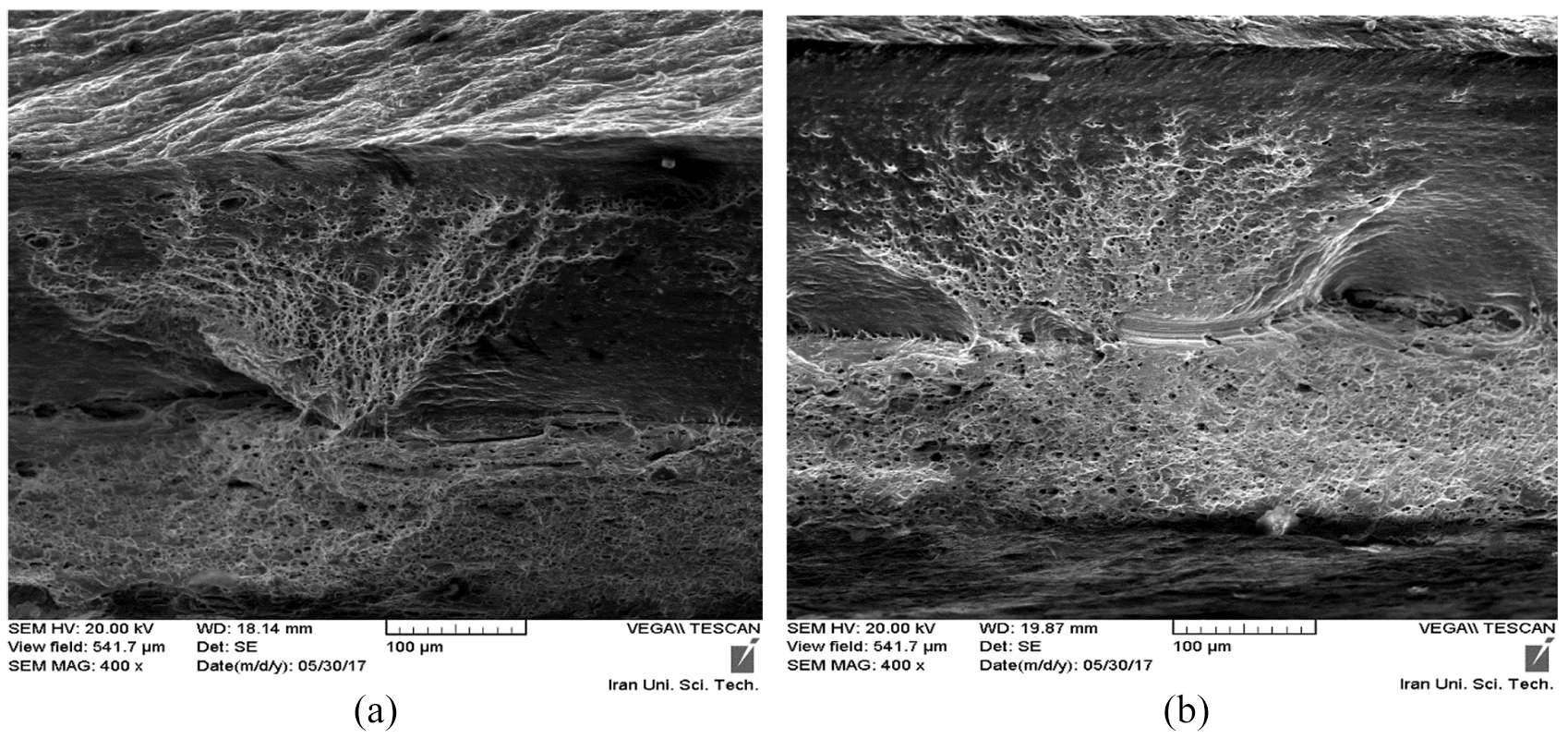
The tensile fracture surface of the specimens that were prepared parallel to the detonation direction from Al/Cu composite for the tensile test which the test was conducted: (a) at 120 °C and (b) at 220 °C.
Figure 13 illustrates the SEM picture of the fracture surface in the specimens that were prepared in
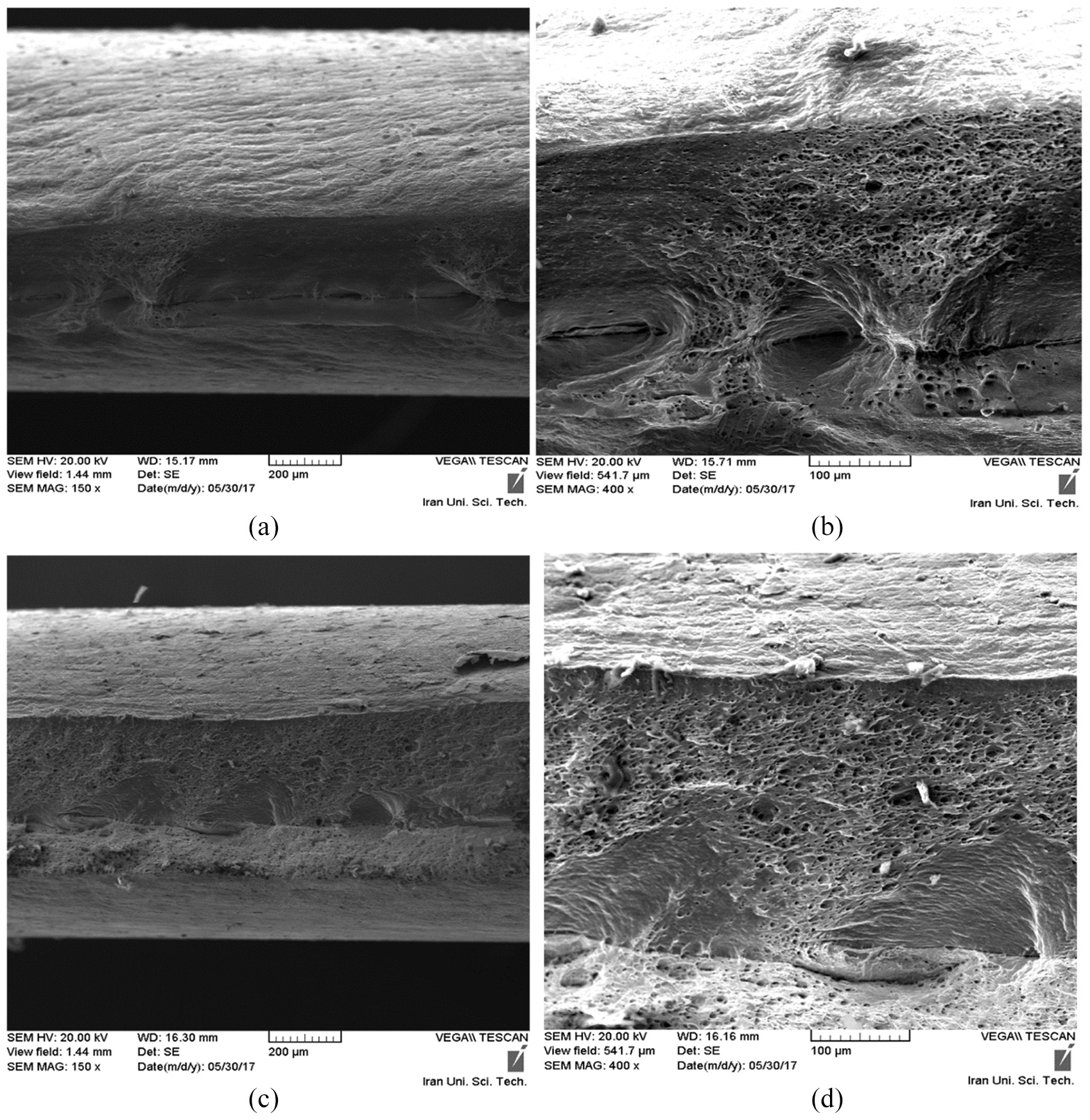
The tensile fracture surfaces of Cu/Al bimetallic composite sheets at ambient temperature (a), (b) for the specimen prepared in
FLD
Figure 14 illustrates the FLD of the AA1100/Cu10100 bimetallic composite sheet at the three temperatures. Figure 14 demonstrates that the temperature has a significant effect on the formability of the AA1100/Cu10100 composite sheet. The formability of the laminated sheets enhanced about 34.8% when the temperature increased from 23 °C to 120 °C and 67.5% when the temperature increased from 120 °C to 220 °C at the critical point (plane strain condition). This result suggests an efficient solution to fabricate the industrial productions which cannot be built at the ambient temperature from AA1100/Cu10100 composite sheets. As explained in “Materials and methods” section, this study aimed to investigate the warm forming behavior of the AA1100/Cu10100 laminated sheets. Warm forming alludes to the forming process of the materials at temperatures above the 0.3 times the melting temperature and below the recrystallization temperature.43,44 220 °C is in the range of the warm forming temperatures of the AA1100 and Cu10100 but 120 °C is below the
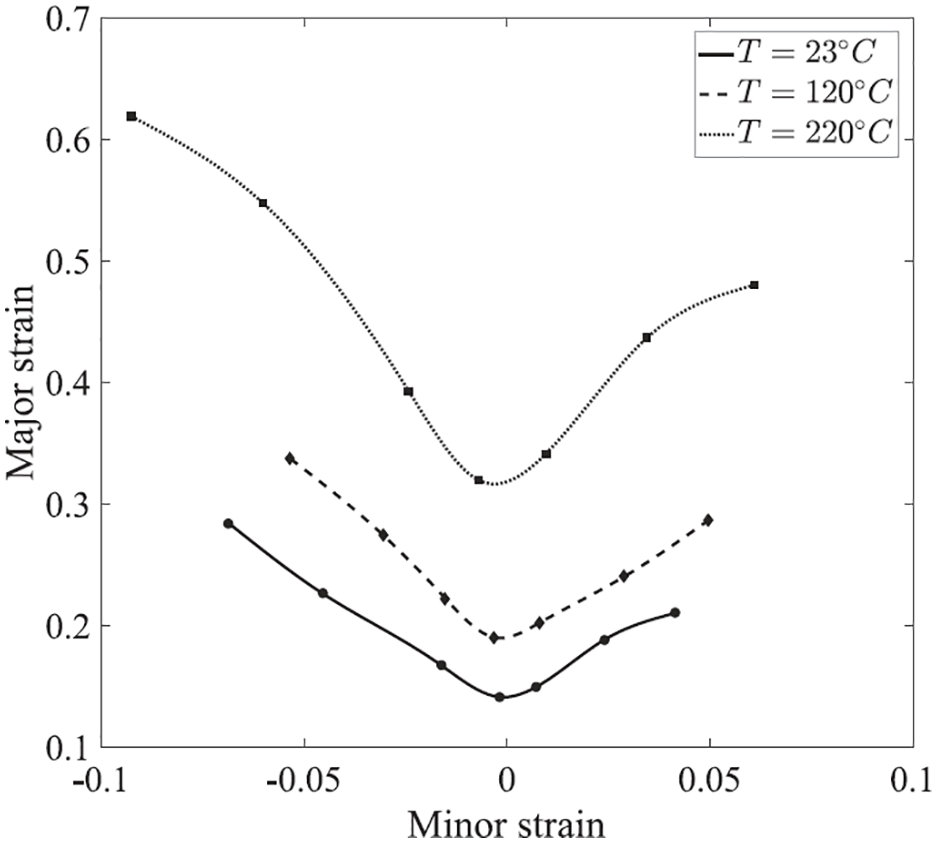
The forming limit diagram of the AA1100/Cu10100 composite sheet at the three temperatures.
Conclusion
In this study, mechanical properties, fractography and FLDs of the AA1100/Cu10100 explosively welded bimetallic composite sheets at three different temperatures (e.g. 23 °C, 120 °C and 220 °C) were examined and the following conclusions were obtained:
The observation with the SEM and optical microscope indicated that the copper and aluminum sheets connected very well with the explosive welding and had an appropriate bonding interface. It should be noted that the explosive loading and stand-off distance between the layers affect the bonding interface of the layers significantly. It means that explosive welding of the metallic layers in the different situations does not necessarily lead to an appropriate bonding interface and therefore, researchers should take into account these factors and find an appropriate magnitude of them in the previous research works or conduct a new research for new materials.
Joining sheets with explosive welding caused anisotropy in the final composite sheet, and it was because of the intense work hardening that happened along the direction of the explosion. This is an important point that must be considered when explosive welded sheets are intended to be simulated in FEM software. Since notable anisotropy happens in the layers, materials properties cannot be considered homogeneous.
Examinations by the SEM showed that the changing temperature of the specimen that was tested by the tensile test could cause remarkable changes in the fracture mechanism. This proves the notable effect of the temperature on the formability of the Al/Cu composite sheets besides the result of the FLD.
The formability of the AA1100/Cu10100 bimetallic composite improved significantly with increasing temperature. At the temperature of 220 °C, formability increases significantly compared to the ambient temperature. This result suggests an efficient solution to fabricate industrial productions which cannot be built at the ambient temperature. Also, it is cost-effective since it is in the warm forming region of the layers and not in hot forming.
According to the XRD test, no intermetallic interlayers formed in the interface of the layers at the temperatures which the tensile test was conducted. It can improve the bonding and mechanical properties of the bimetallic composite. This can be considered as another advantage of forming the Al/Cu composite sheets at warm forming temperatures since by increasing the temperature to the hot forming temperatures of the layers, chances of forming the intermetallic interlayers increase.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.