
Abstract
In an attempt to investigate the effectiveness of vegetable oil based small quantity lubrication in high-speed machining of aluminium, this study finds that its usefulness is more significant in an intermittent cutting process like end milling than in turning, where continuous cutting happens. The investigation was carried out using small quantity lubrication aerosol, produced by air atomization of sunflower oil at the rate of 100 ml/h for each cutting zone. In the high-speed turning operations, uncoated and polycrystalline diamond–tipped WC inserts were used. 5%–20% reduction of cutting force could be realized by small quantity lubrication application, compared to dry environment. The highest order of reduction was observed when the cutting velocity was increased from 700 to 1000 m/min. At lower velocities, small quantity lubrication effect was almost insignificant. However, high-speed end milling operations received substantially superior benefit by small quantity lubrication application. The reduction of feed force was 30% or more among different cutting speeds. The beneficial effect of small quantity lubrication application was significantly more in machining commercially pure 1050 grade of aluminium than 7075 alloy. The required prevalence of the thick-film lubrication at the interface of chip and tool rake for arresting any possible diffusion of aluminium to tool material was significant in the intermittent cutting since every cutting edge drew in fresh micro-droplets of lubricant before resuming cutting in its next cycle of engagement with workpiece. Interestingly, the end milling performance of small quantity lubrication–assisted uncoated carbide was so good that diamond-coated tools were not necessary. Surface roughness profiles, chip morphology and traces of built up edge formation were critically investigated and the results clearly indicated the predominantly more favourable outcome of small quantity lubrication application in end milling, compared to turning.
Keywords
Introduction
High-speed machining (HSM) is often preferred for its shorter process time and ability to offer improved surface quality, if there is a suitable cutting tool, a machine tool and high performance cooling–lubrication technology. It is difficult to generalize the range of ‘high speed’. It depends on the dynamic behaviour of work material, in particular on mechanics of chip formation. 1 The Solomon’s fundamental studies of metal cutting on different materials – steel, bronze, copper and aluminium – suggest that machining temperature may potentially decrease at a certain cutting speed and its higher values. 2 In general, in high-speed turning of steel, the cutting temperature generally increases when the speed increases. If the rate of thermal softening in the material is greater than the rate of strain hardening of the material during machining, it decreases the shear energy requirement for the material removal. However, high-speed milling has an additional advantage. As spindle speeds increase, the chip thickness on each cutting edge reduces. The specific energy to spend for shearing the material decreases when the uncut chip thickness decreases. Considering the environmental hazards with common cutting fluids, HSM under dry environment is always the first choice if at all feasible. Most of the tools are prone to a built up edge/layer (BUE/BUL) formation in dry machining of aluminium alloys. Consequently, there is a further deterioration of the surface finish and tool life.3,4 Uncoated carbide tools receive severe BUE/BUL formation. At higher velocities, it was found that BUE was likely to form in secondary sticking zone, which was not severe as that formed at the first sticking region (vicinity of the cutting edge) while machining at lower velocities.5,6 Diamond-coated tools and polycrystalline diamond (PCD) tools have been performed outstandingly in arresting of BUE formation when compared with uncoated carbide and some other coatings like TiC, TiN and Al2O3.7–10 However, performance of diamond-coated tools is also influenced by the coating morphology, intra-bond orbital hybridization 11 and thickness of coating and roundness of cutting edge. 12 However, PCD tools suffer from BUL formation, and the inertness of diamond towards aluminium is negated due to the presence of Co binder which promotes diffusion.13,14
The use of metal work fluids (MWFs) and a suitable delivery technology may potentially reduce these detrimental effects by heat dissipation and lubrication at the tool–chip interface and flushing of chips, although there are some critical challenges in the application of cutting fluids for high-speed turning and milling. Use of emulsions by conventional flood coolant application methods was reportedly ineffective in both turning and milling processes. Accessing the chip–tool interface is the primary challenge to the stream of cutting fluid in high-speed turning whereas a thin air-wall generated surrounding the rotating end mill prevents it accessing the tool–chip interface during high-speed milling. 15 However, environmental concerns are severer with the use of larger quantity of cutting fluids. Besides this, cost associated with maintenance and disposal of cutting fluids (approximately up to 7%–17% of total cost) and ineffectiveness of coolants in flood cooling methodology play key roles in search of the alternatives to the conventional flood cooling. Minimum quantity lubrication (MQL) or alternatively named as small quantity lubrication (SQL) is an approach considered by many researchers to reduce the use of quantity of fluids and increase the effectiveness of the cutting fluids.16–25 SQL is a generic terminology referring to low consumption of cutting fluid. Small volume of cutting fluid (1–1000 ml/h) is broken into numerous micro-sized droplets by the atomization of the oil with the help of a compressed air jet (4–8 bar). Atomization of the oil is influenced by many parameters such as the type of the cutting fluid, oil flow rate, input air pressure and nozzle distance. 17 The use of vegetable-based oils can also effectively contribute to HSM when applied through MQL methodology. The effectiveness of MQL with vegetable oils during machining of steels has been proven successful even in continuous mode operation like turning. Less flank wear, reduction in surface finish and higher penetration capability were observed under MQL mode when compared with conventional flood coolant.18–21 The independent works on turning and milling of aluminium suggest that BUE formation could be arrested with MQL approach, and consequentially, surface finish gets improved. Reduction of forces was also observed.22,23 At severe cutting conditions, soft material like aluminium prone to severe BUE formation, as a consequence, an abrupt change in coefficient of friction (COF) at the tool–chip interface was observed. The work material flow velocity was found to be affected by the increase of COF. The change in work material flow was more pronounced for a higher COF; the sticking zone becomes large as the friction is higher. 26 In such cases, accessing of the tool–chip interface to the cutting fluids becomes challenging. MQL-turning studies on AA6061 in the range of 50–400 m/min revealed that the rate of adhesion of the work material over the rake face was increased in the range of 250–400 m/min, and adhered material over the rake surface was noted to be higher in MQL when compared with flood coolant. 27 Contrarily, beneficial effect of MQL was reported in machining of aluminium.15,23,28 Itoigawa et al. attempted to investigate the effectiveness of the MQL systems in intermittent turning operation and in intermittent friction tests to understand frictional characteristics at tool–chip interface in continuous and intermittent operations. The aerosol was sprayed from the top of the workpiece not at the tool–chip interface. 29 F Pierre et al. have also investigated on tribological influence of MQL on COF and work material adhesion. It was reported that a drastic reduction of COF was observed for WC and PCD tools by introducing cutting fluids in MQL. It was reduced from 0.8–1 under dry to only 0.2 under MQL assistance. 30
Lack of precise information and analyses in the literature can be clearly observed on comparative outcomes of SQL application in intermittent and continuous machining processes in particular for high-speed operations. Al and alloys have been prioritized in the work because in other class of materials like steels, SQL-vegetable oil aerosol improves the machinability even in turning (as found in the literature), because the chip curling is more and aerosol only requires to reduce the friction18,19,31–34 at chip–tool interface and the subsequent wear. Steels are studied much extensively. Materials like titanium and alloys would have adhesion and friction issues, even severer; however the same was kept outside the scope of study. The current investigation addresses the concern considering two HSM operations, that is, turning and end milling. This article emphasizes on the order of reduction of cutting force and roughness independently on each process. Aerosol of sunflower oil, which is a vegetable oil, was used as SQL medium for machining of aluminium and its alloys. This cutting fluid was selected because it ensures ‘green machining’ and at the same time contains long chained fatty acid molecules, which helps in sustaining film lubrication at chip–tool interface with a promise to arrest diffusion of aluminium into tool material. Microscopic changes on machined surface profiles and chip morphology were critically analysed to understand the arrest of BUE formation. The study also looks for conditions where the SQL technology using vegetable oil with uncoated carbide tools can become a potential alternative to diamond tools, which are otherwise recommended for HSM of aluminium and its alloys.
Materials and methods
Experimental setup of high-speed turning and milling
In the present work, HSM of AA7075-T651 aluminium alloy was carried out using vegetable oil–based sunflower oil and SQL technology. The composition and mechanical properties of the workpiece material are listed in Tables 1 and 2. Effectiveness of SQL technology was tested for both continuous-turning and slot-milling operation. Round bars with the dimension of Ø150 mm × 400 mm were used for the high-speed turning experiments. The evaluation length was 30 mm in every experiment. SNMA120408 type uncoated tungsten carbide (WC-6Co) tool and PCD-tipped carbide tools were selected for turning experiments. PCD tools were indigenously produced by active brazing process under high vacuum. 30 mm × 55 mm × 30 mm rectangular plates were used in the high-speed end milling tests. The full slot-milling operation was carried out along the 30 mm long side. Uncoated two-fluted tungsten carbide end mill cutters were selected for the high-speed slot-milling operation. The machining process parameters and SQL jet conditions are presented in Table 3. Commercially available micro dose pump (Accu-Lube, ITW Rocol North America, Model: 03A1-STD) was used, having an ability to discharge the oil at a flow rate ranging from 100 to 450 ml/h in SQL mode. A bio-degradable vegetable sunflower oil (thermal conductivity: 0.19 W/m K; viscosity: 44.2 mPa s; density: 916.97 kg/m3; specific heat: 1.79 kJ/kg K at 30 °C) was used as the cutting fluid. An internal mix nozzle was used for delivering the cutting fluid in aerosol form at tool–work interface. Figure 1 illustrates the HSM experimental setups for both turning and milling. A twin jet nozzle was used for applying the cutting fluid on rake and flank face of the cutting tool used during high-speed turning operation in SQL mode. The twin jet nozzle was indigenously manufactured using three-dimensional (3D) printing technology. Polylactide (PLA) material was used for making twin jet nozzle. An additional thin layer of hard thermosetting polymer was applied over the nozzle. This inhibited the hard machining swarfs to degrade the nozzle surface by its abrasive action. Figure 1(b) represents the schematic view of milling experimental setup. A single internal mix nozzle was employed for applying the cutting fluid in SQL mode. The cutting fluid was atomized by compressed air at 5 bar pressure inside the nozzle. Two SQL nozzles were used so that the aerosol could take care principal flank, rake and the auxiliary flank. Cutting oil was atomized at the rate 100 ml/h through each nozzle, thus cumulatively 200 ml/h. In the case of slot milling, the aerosol was delivered to the machining zone with an oil atomization rate of 100 ml/h. It was not increased to 200 ml/h or higher value because only 100 ml/h for milling was even found to be remarkably good for milling and machining outcomes were superior to that observed in turning. The nozzle was mounted at an angle and a stand-off distance of 22°–25° and 5–6 mm, respectively, to ensure that the aerosol to get injected at the cutting edge before its entry for machining (Figure 1(b)).
Chemical composition of the workpiece material (AA-7075-T651) in wt%.
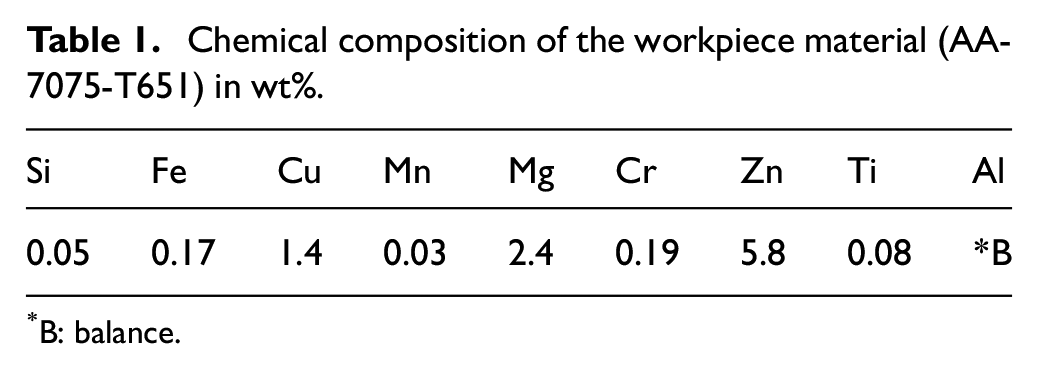
B: balance.
Mechanical properties of the workpiece material (AA7075-T651).

Experimental conditions.
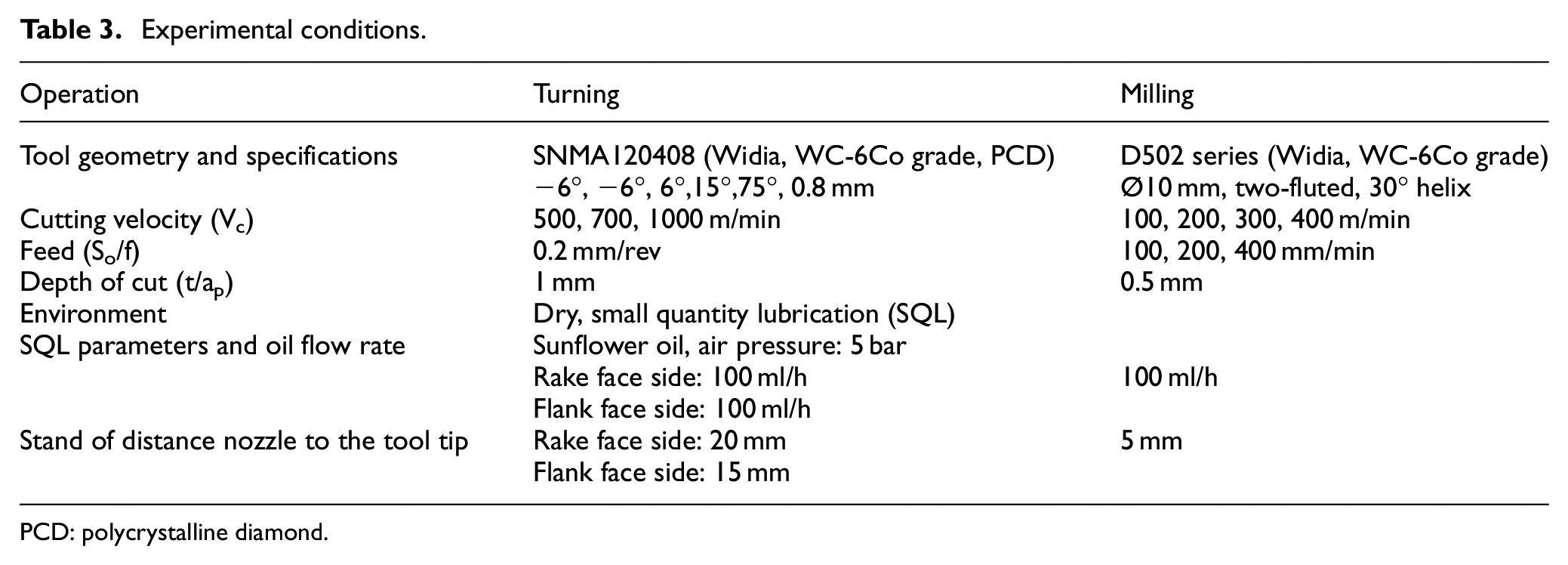
PCD: polycrystalline diamond.
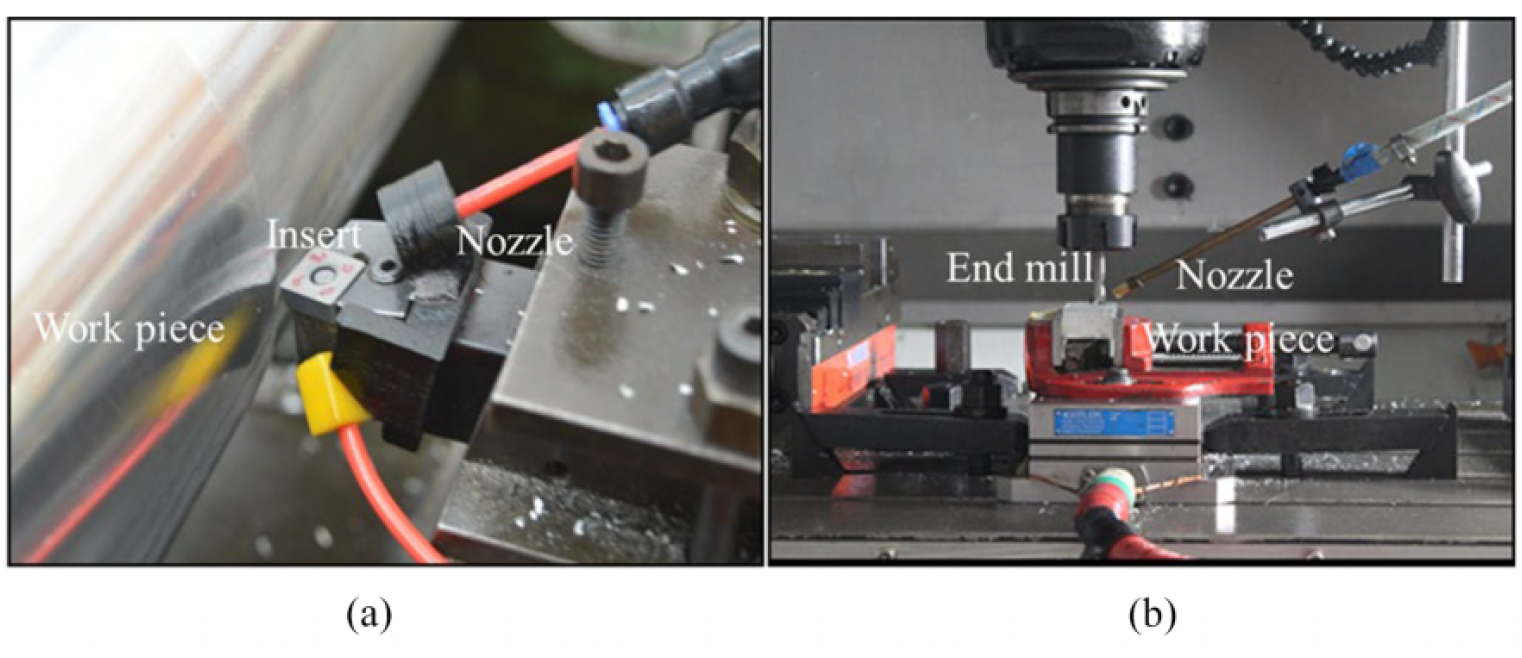
Experimental setup of (a) high-speed turning and (b) high-speed milling.
Cutting force acquisition
A piezoelectric dynamometer (Kistler Instruments, Switzerland; Model 9257B) coupled with a multichannel charge amplifier (Kistler Instruments; Model 5070A) and DynoWare software was used for measuring the cutting force components during HSM. A 300-Hz low-pass filter was set during acquisition of the data. Cutting force (Fz) and feed force (Fx) were monitored and acquired data at a 1000 Hz sampling rate in the case of high-speed turning. Dynamic variation of feed force (Fx), transverse force (Fy) and thrust forces (Fz) was closely monitored and captured with the same dynamometer with a sampling rate of 10,000 Hz during high-speed milling, considering higher rotation speed.
Surface roughness measurements
The machined surface topography of work specimen was inspected using a Perthometer (Mahr; Model M2). A cut-off length of 0.8 mm and 5.6 mm measurement length were considered for the evaluation. Average centre line average (CLA) values (Ra) and average maximum height of the profile (Rz) were recorded. In high-speed turning, two-dimensional (2D) surface profiles of the machined surface as produced by the WC and PCD tools under dry and SQL environments were closely studied at three randomly chosen locations on the bar. The measurement direction was along the axis. In the case of high-speed milling, roughness of cutting edge face side of the machined slots was measured. The measurement direction was perpendicular to the lay and at randomly selected three locations.
Chip morphology and microscopic studies
A large number of chips were collected during the machining operations at all machining conditions. Macroscopic form view of the chips was taken with a digital camera (Canon EOS 1300D) and presented. A small chip segment was taken from the chips collected during experiments and ultrasonically cleaned with isopropanol for 5 min. Then, the underside of chip was inspected under scanning electron microscope (SEM) for examining BUE/BUL traces. Post-machining condition of the inserts, end mill cutters and machined surfaces were also studied to assess the quality of machining.
Results and discussion
Critical factors like cutting force, feed force, surface roughness, chip morphology, post-machining condition of cutting edge of the tool and quality of machined surface were under the primary focus of the work to comparatively assess the suitability of using SQL technology with sunflower oil in the high-speed regime of turning and end milling processes.
On cutting force
Cutting forces analysis for high-speed turning
Cutting force (Fz) and feed force (Fx) developed during the high-speed turning of AA7075 with uncoated WC and PCD-tipped carbide tools under dry and SQL environments are shown in Figure 2. Three trials for each condition were carried out and the average and standard deviation values are plotted. Cutting forces were much less than recorded under conventional domain of cutting speed (<300 m/min). 27 The graphical representation suggests that the usual trend of reduction of forces at higher velocity is substantial. This is due to thermal softening of the work material with the increase in temperature at higher cutting speeds, which prompted the serrated type chip formation and reduction in forces.35–37 At the lowest speed (500 m/min), uncoated WC tool recorded the highest force of 202 N among all the conditions. Although the BUE formation was not evident, the BUL formation caused the hindrance to the free flow of chip, thereby escalating the force level. The presence of cobalt in WC tool promotes the diffusion of aluminium. SQL aerosol injection in the cutting zone through twin nozzle system could reduce the cutting force and feed forces but to a mere 4% and 8%, respectively.
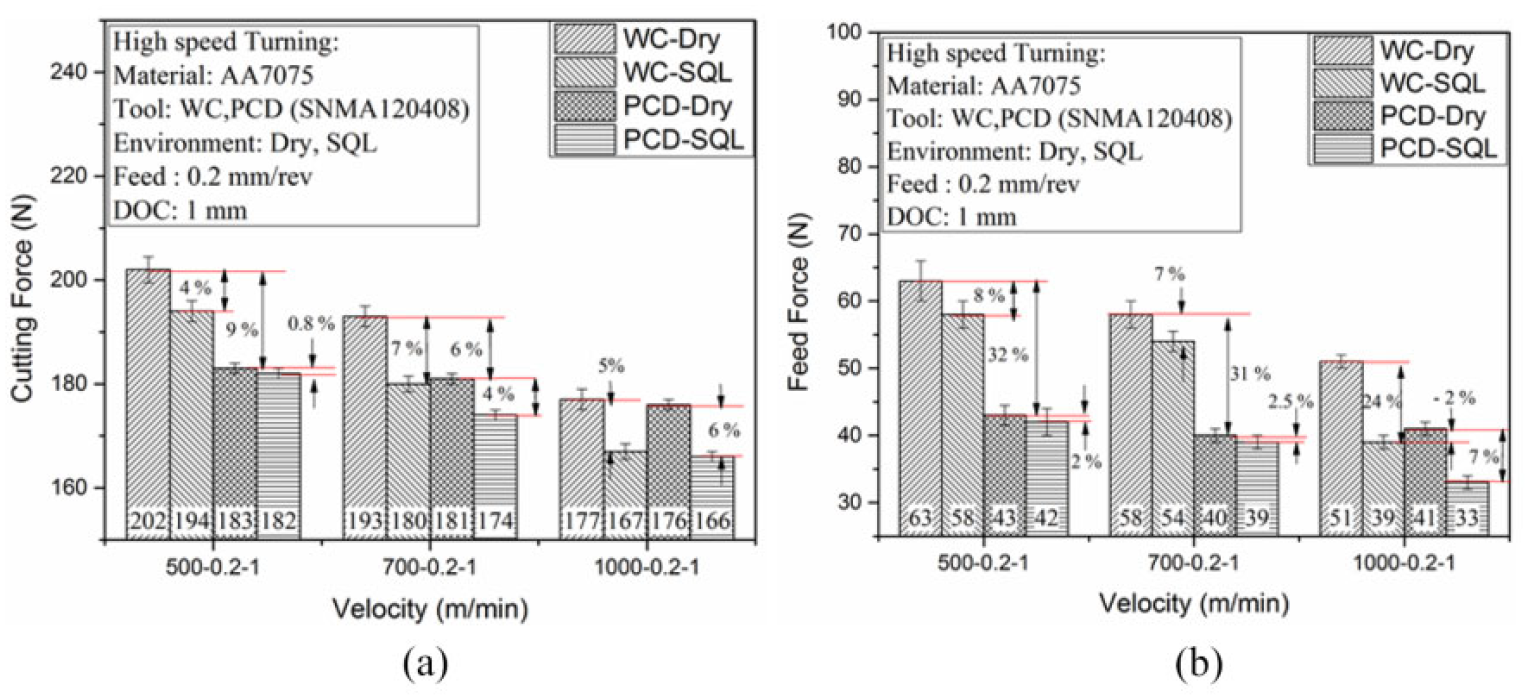
Plots indicating the variation of (a) cutting and (b) feed force values w.r.t. different machining conditions during high-speed turning under different environments.
The application of SQL aerosol jet is thus proved to be not-so-effective to penetrate and lubricate chip–tool interface because the chip exerts a very high pressure on the tool and slides at high velocity. The contact is intimate and continuous. The aluminium being soft, its plastic contact zone is supposed to be longer and the elastic contact length is comparatively insignificant. Thus, lubrication through capillary penetration and chemisorption of the oil finds less opportunity. Maximum order of reduction in the cutting forces was observed only at very high velocity condition, that is, 1000-0.2-1. The benefit was only 5% reduction of cutting force and 24% reduction of feed forces. At 1000 m/min, chips were discontinuous and more amount of heat was carried along with chip. Discontinuous chip formation was helpful in accessing the tool–chip interface. At 500 m/min, the chips were longer when compared with chips formed at 1000 m/min. The access of the tool–chip interface was thus difficult and there was BUE formation. However, cutting forces got reduced substantially when PCD tools were used in the place of WC tools under either dry or SQL condition. The order of reduction in cutting forces and feed forces was enhanced up to 9% and 32%, respectively, when compared with uncoated WC tools under dry environment. This was expected and due to chemical inertness of diamond towards the aluminium and its high thermal conductivity, which helped in arresting BUE/BUL formation significantly. However, tool wear mechanism alters due to more aggressive diffusion and chemical action at higher speeds due to high temperatures at the tool–chip interface. Consequentially, aluminium starts diffusing through the Co binder and weakens the PCD tools. To enhance the performance of the PCD tools, tests were extended under SQL environment. The SQL jets, however, could not help much in enhancing the performance of the PCD tool. The order of reduction in forces was mere 6%–7%.
Cutting forces analysis for high-speed milling
The beneficial effects of reduction in forces by the introduction of oils in SQL mode were observed in all the components of the cutting forces. Feed force (Fx) and transverse force (Fy) are principal components of resultant force (R) shown in Figure 3(a). Thrust force (Fz) force is considered not to be related significantly to the friction at chip–tool interface, although any reduction in force has an indirect influence on every component. Thrust force variation on the milling cutter in one revolution for 100 m/min-100 mm/min-0.5 mm condition is plotted in time domain in Figure 3(b). It clearly shows that the introduction of SQL aerosol has a beneficial effect even on the minor force component like thrust force. However, the subsequent discussion is focussed on feed force component. The maximum value of the feed force (along the direction of slot generation) was considered for comparison. Three trials for each condition were carried out and the average of the highest levels of feed force in three trials along with the standard deviation is plotted in the graph. The performance of uncoated carbide end mills under dry and SQL-sunflower oil environment is presented in Figure 4. Solid carbide WC-6Co end mills were found to receive substantial benefit upon application of SQL-sunflower oil environment. The order of reduction in feed forces was escalated to the range of 17%–35% among the different conditions when compared to dry environment. The maximum reduction in the feed forces was observed to be 33% and 35% at the low feed rate of 100 mm/min and high-speed combinations (300 and 400 m/min, respectively), when the uncut chip thickness is in the lower orders. Thus, it is evident that the film lubrication through aerosol injection was very much effective and in particular when lesser force at chip–tool interface was prevalent. Due to intermittence in the cutting, each cutting edge was able to regenerate a fresh layer of thick lubricious film of fatty acid molecule rich sunflower oil. An increasing trend of cutting forces was observed with either an increase in feed rates or decrease in cutting velocity. It was found that effectiveness of the SQL slightly was less at higher feed rates. It was also found that the feed forces decreased due to the reduction in the uncut chip thickness with an increase in velocity. The SQL application for end milling by uncoated carbide was so effective that it was not even required to use diamond-coated carbide tools. SQL application kept the cutting force appreciably low and helped in eliminating BUL formation, which is discussed later.
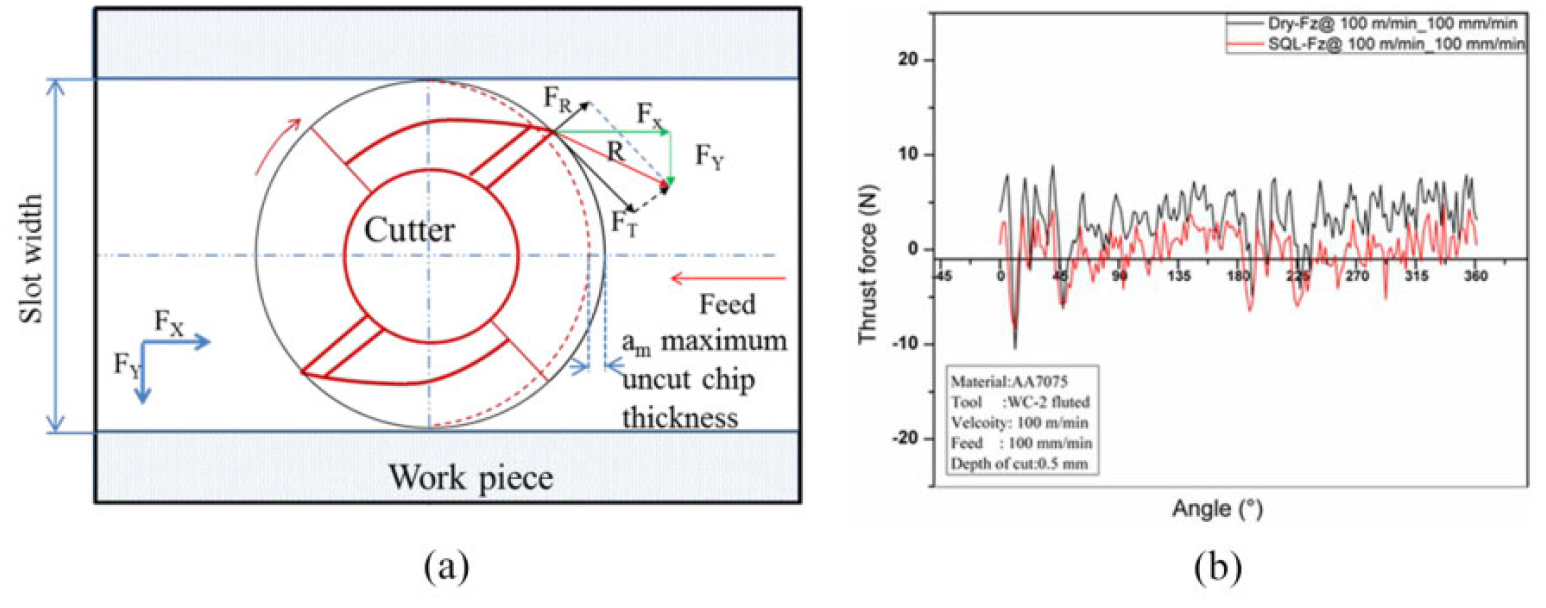
Forces in milling (a) schematic view of the principal component forces FT, FR, Fx and Fy and (b) dynamic variation thrust force (Fz) for one single rotation of the cutter under dry and SQL environments for the 100 m/min-100 mm/min-0.5 mm condition.
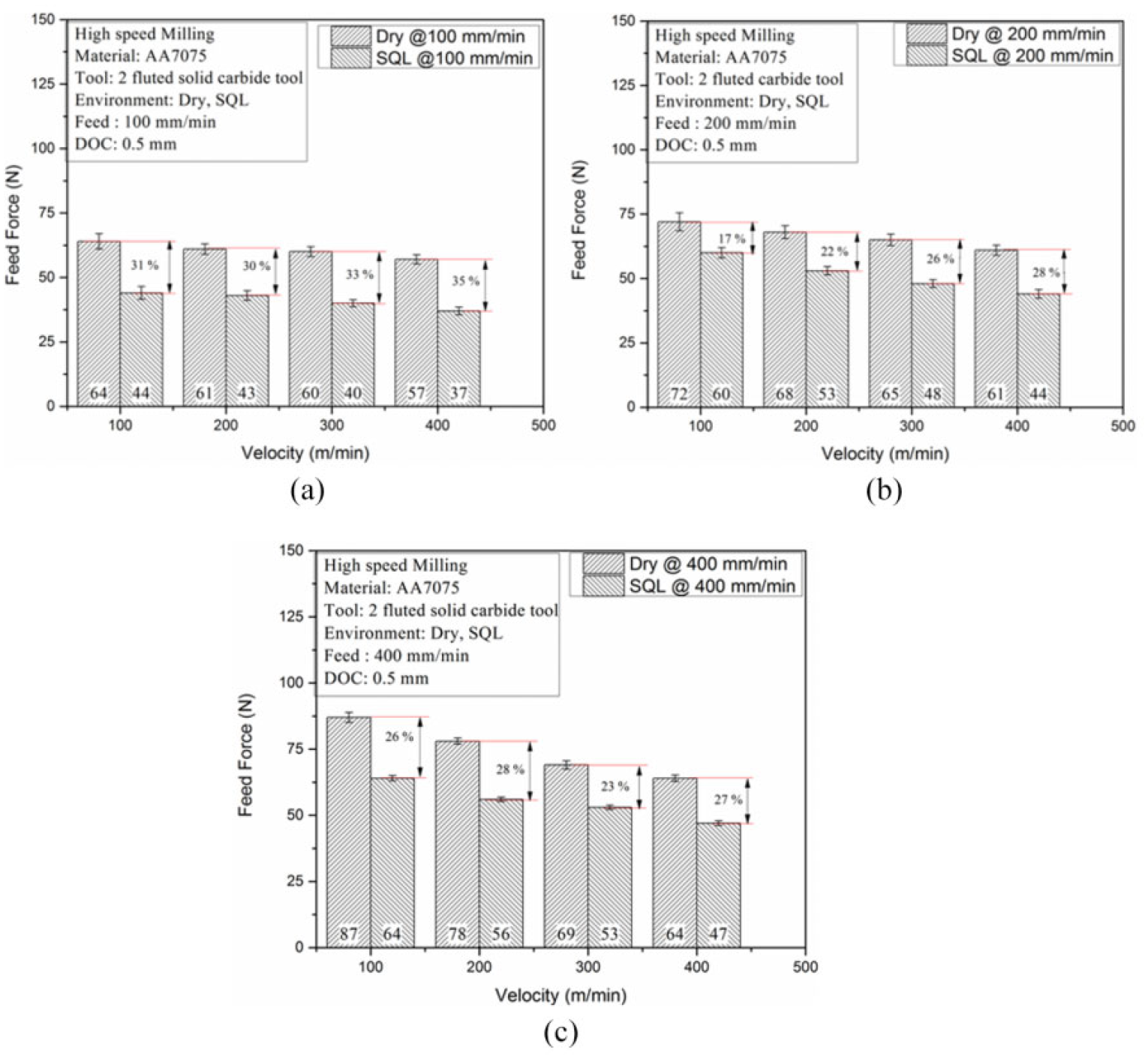
Variation of feed force values in high-speed milling operation at different feed rate values of: (a) 100 mm/min, (b) 200 mm/min and (c) 400 mm/min.
On specific energy
Evaluation of specific energy for high-speed turning and slot milling
Environmental and energy conscious machining is the future of the machining industry. 38 Machining is a complicated thermo-mechanical process. The total energy consumed during machining in ductile regime of machining (continuous and serrated chip formation) majorly comprises of plastic deformation energy located in the primary shear zone, the friction work between the tool–chip interface and the chip kinetic energy. In brittle regime of machining, it mainly comprises of local kinetic energy of fragments and fracture surface energy. 39 In the selected regime of speed (<1000 m/min), ductile mode of shearing (short continuous and serrated type chip formation) is observed. The total specific energy is evaluated by taking into consideration of experimentally measured cutting forces in both the process.
Specific energy evaluation for turning

where Fz is the cutting force (N), which is major (peripheral) component of the cutting forces, Vc is the cutting speed (m/min), Fx is the feed force (N), and Vf is the feed velocity (m/min)

where So is the feed (mm/rev), and N is the rotational speed of job (rev/min).
The power consumption caused in the feed direction is neglected40,41 due to


where t is the depth of cut (mm)
Specific energy evaluation for slot milling

where T is the torque (N m), and N is the rotational speed of end mill (rev/min)

where FT is the average tangential force,

where d is the depth of cut (mm), w is the width of slot (mm), and f is the table feed (mm/min)
Comparison of specific energy for high-speed turning versus milling
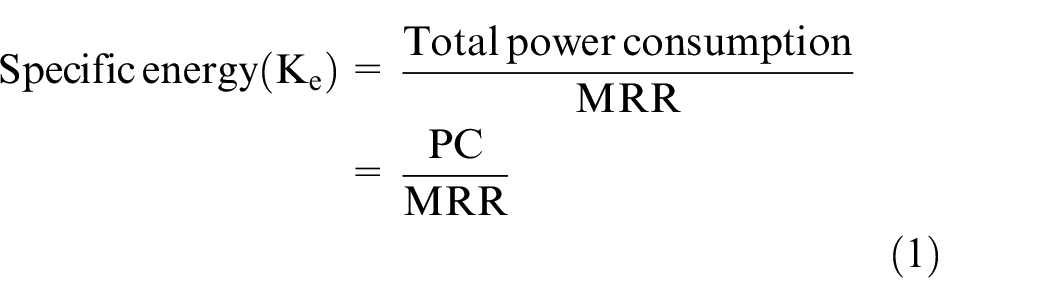
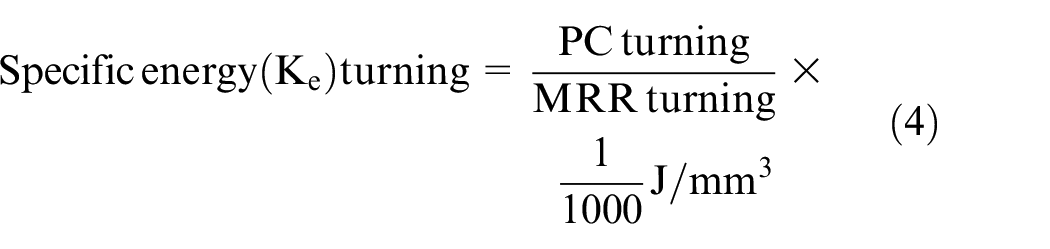
The order of benefit of SQL application was independently very much conclusively distinguishable for the both turning and milling processes. However, there were differences in material removal rates (MRRs). Specific energy (Ke) often gives a clearer picture as it nullifies the differences in MRR. The specific energy for both processes was calculated using equations (4) and (6), respectively. Figure 5 represents the variation of the specific energy for both turning and milling under dry and SQL environments. The results indicate that the introduction of aerosols has shown more beneficial results in the intermittent process like milling than a continuous process turning. In the case of high-speed turning, PCD tools have recorded less specific energy when compared to WC tools. However, introduction of SQL aerosol has shown much beneficial results when machined with WC tools. Maximum beneficial results were observed at a very high speed, that is, 1000 m/min, where discontinuous chips were formed. Since it was able to arrest the adhesion of aluminium significantly by forming a thin lubrication film at tool–chip interface. Although the specific energy in milling process is higher when compared to turning, the percentage reduction of the specific energy observed by the introduction of SQL aerosols at the tool–chip interface was also substantially higher than in turning. This is due to the arresting of diffusion aluminium at tool–chip interface through superior access of chip–tool interface by the lubricant aerosol.
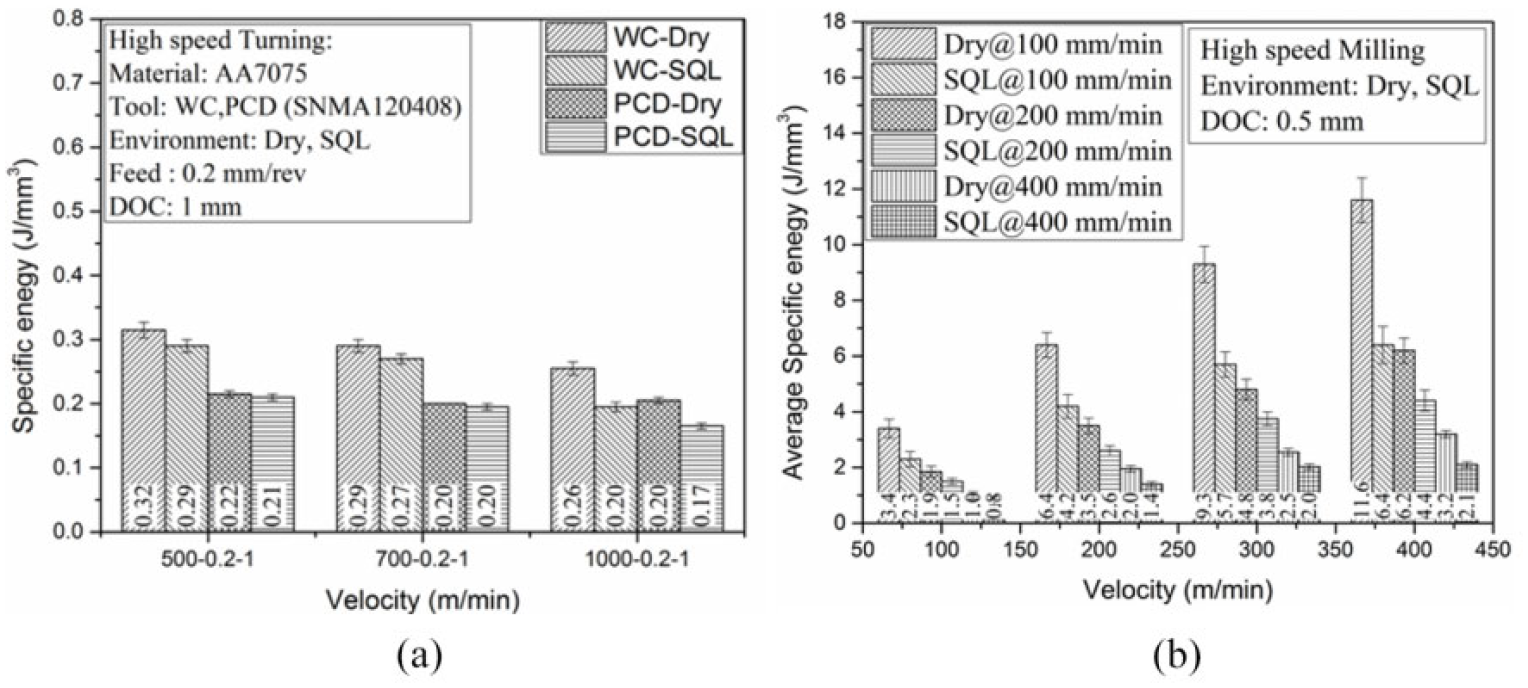
Variation of specific energy in (a) high-speed turning and (b) high-speed milling.
Post-machining condition of the tool
SEM images of the post-machining condition of turning inserts and end mills are displayed in Figure 6. The images and the energy-dispersive spectroscopy (EDS) analyses justify the arguments presented to explain the trend of force results. Post-machining condition of cutting edges has been presented for the conditions in which machining time was approximately equal, 1000-0.2-1 condition of turning (4.38 s of machining time) and 300-200-0.5 condition of milling (4.5 s of machining time per tooth). Interestingly, the beneficial effect of SQL was realized to the maximum level at these conditions. The 1000-0.2-1 condition in turning refers to the combination of a cutting velocity of 1000 m/min, longitudinal feed of 0.2 mm/rev and depth of cut of 1 mm. In milling, 300-200-0.5 condition refers to the combination of the cutting velocity of 300 m/min, longitudinal feed rate of 200 mm/min and axial/down feed of 0.5 mm. It can be seen that there is significant adhesion of work material on the rake face of the uncoated inserts as shown in Figure 6(a) and (b). The EDS probing analysis was conducted arbitrarily on the marked areas to ensure that the visible patches (under SEM) were the adhered layers of the aluminium. The EDS results confirmed that adherence was present under both dry and SQL environments. Thus, it is evident that the SQL jets could not help much in arresting BUL formation. On the contrary, SQL aerosol stream was much effective for the intermittent operation like milling. Figure 6(c) and (d) displays the SEM images of the post-machining condition of solid uncoated carbide end mill rake surfaces under dry and SQL environments, respectively. Microscopic observation of rake face and EDS analyses suggest that uncoated carbide end mills received adhesion of work material under dry environment. In Figure 6(d), under SQL environment, there was no apparent adherence of aluminium layer. Thus, the tool tip was selected to be probed by EDS as that is the area most prone to carry any trace of aluminium. However, there were negligible traces of work material on the tools under SQL environment, depicting that SQL jet could help in arresting BUE/BUL formation.
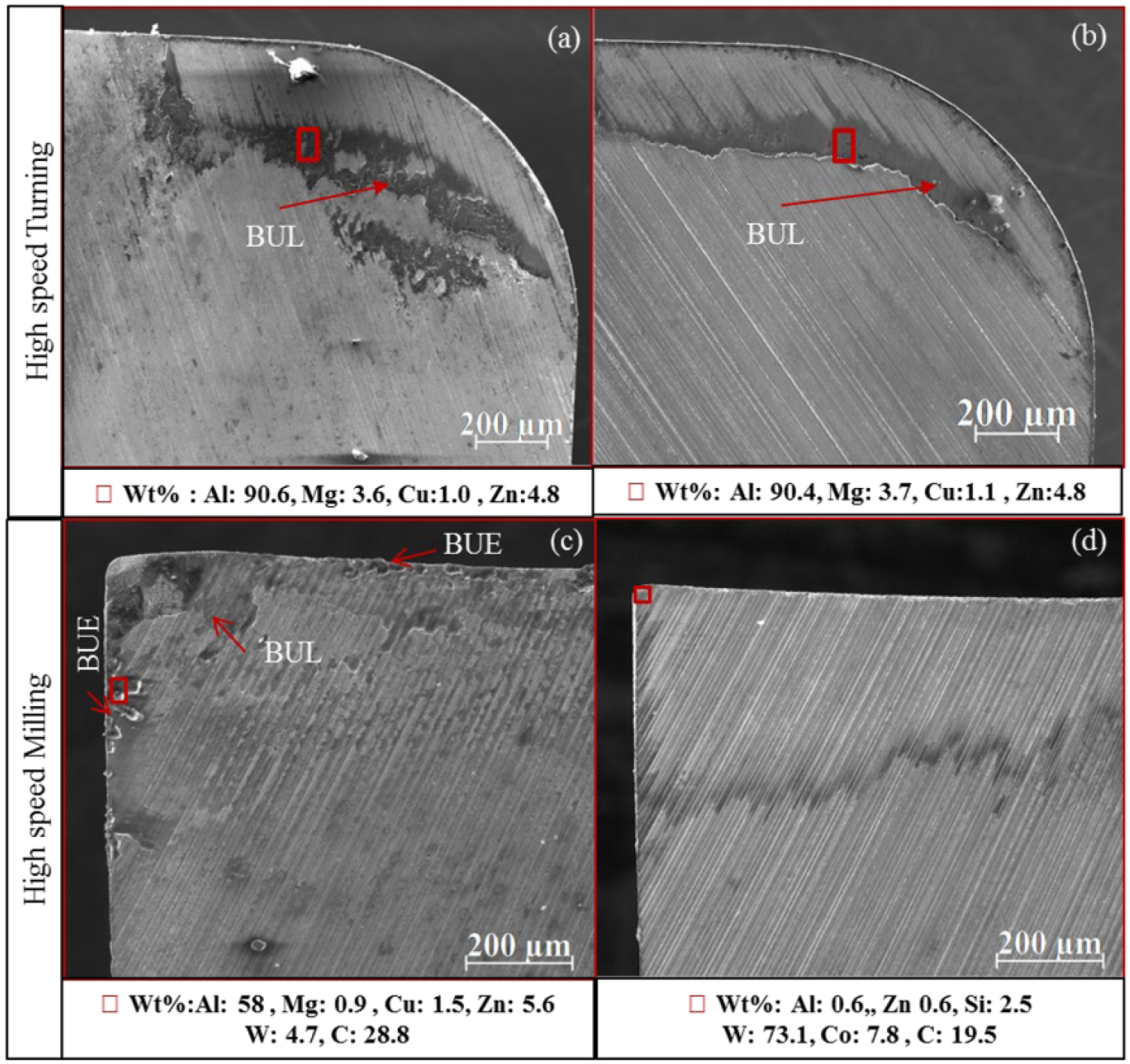
Post-machining condition of WC inserts in (a) dry and (b) SQL environments at Vc: 1000 m/min, So: 0.2 mm/min and t: 1 mm. Post-machining condition of end mill cutters in (c) dry and (d) SQL environments at Vc: 300 m/min, f: 200 mm/min and ap (depth of cut): 0.5 mm.
On surface roughness
Surface roughness evaluation for high-speed turning
Figure 7 represents the roughness values (Ra and Rz) of the machined surfaces produced by high-speed turning. Surface roughness values were observed to be significantly less than those usually recorded in conventional domain of cutting speed (<300 m/min). 42 This is due to thermal softening of the material and change in the chip formation pattern to short length, which helped in avoiding the rubbing of the newly generated machine surface. SQL-sunflower oil conditions could not help uncoated tools much in arresting BUL formation in most of the machining condition. Beneficial results under SQL environment were only realized at the highest speed condition, that is, 1000-0.2-1. However, the order of reduction was only 10%–13%. The PCD tools (images are shown later) outperformed in arresting the BUE/BUL formation under dry environment when compared with uncoated tools. It was reflected, expectedly, in terms of surface roughness. Ra and Rz values were reduced by 34% and 21%, respectively. The aerosol seemed to find better access to chip–tool interface at higher cutting velocity. Figure 8 portrays the sample 2D-surface roughness profiles produced at 1000-0.2-1 condition. It is evident that the machined grooves generated by uncoated carbide tools have occasional piling of work material surrounding the groove due to BUL transfer which escalated the roughness under dry environment. Since PCD is more chemically inert, its performance under dry was satisfactory and thus the beneficial effect of SQL application was not realized to a significant extent. However, the uniformity in surface profile was improved under SQL environment for both uncoated and PCD-tipped carbide tools.
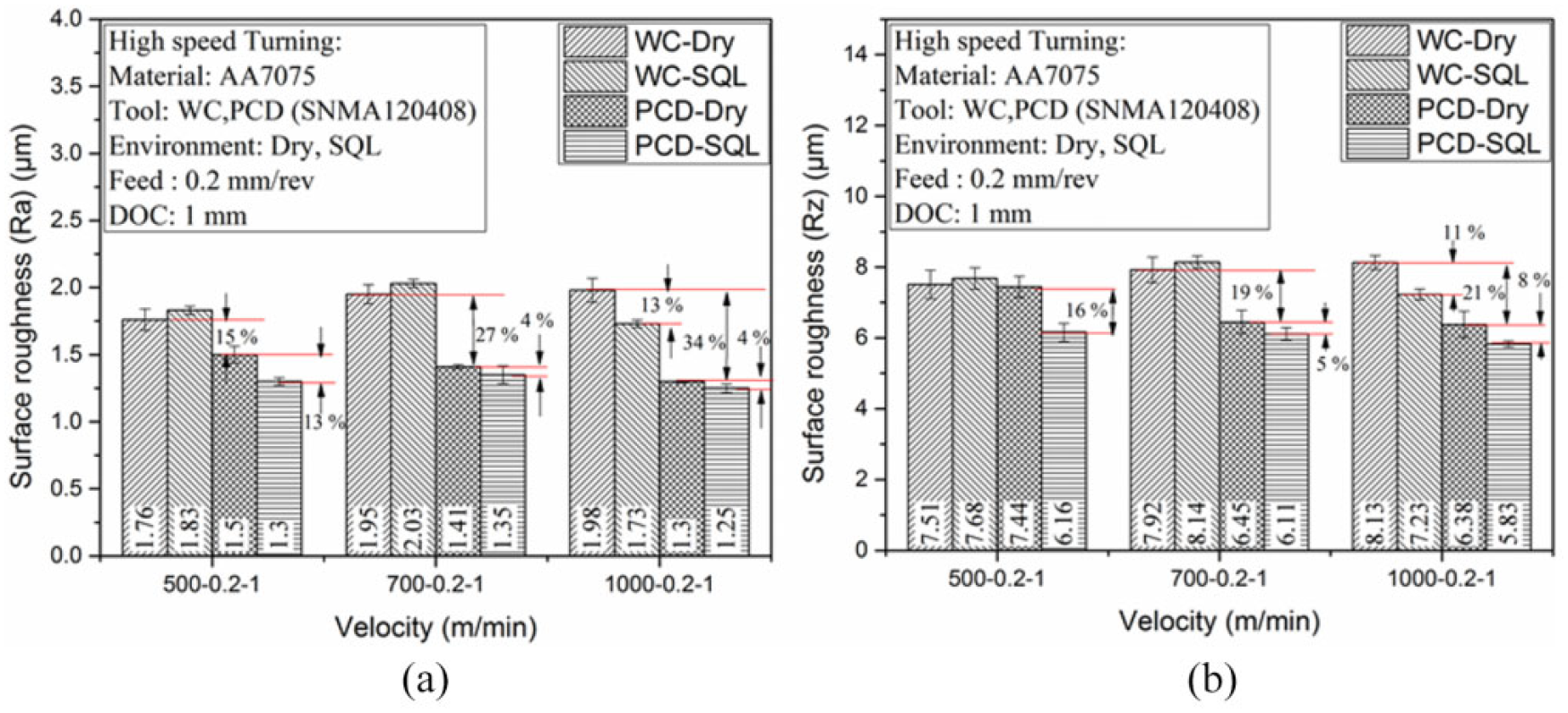
Variation of surface roughness (a) Ra and (b) Rz during high-speed turning of AA7075 alloy with WC and PCD tools under dry and SQL environments.
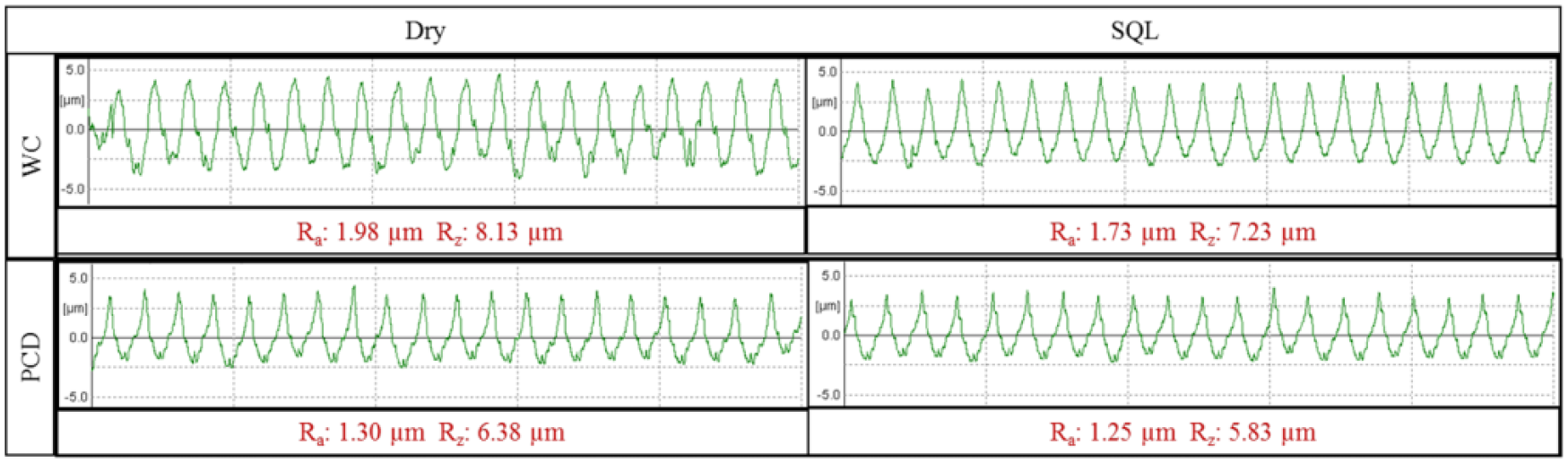
Surface roughness profiles of AA7075 alloy turned with WC and PCD tools under dry and SQL environments at Vc: 1000 m/min, So: 0.2 mm/rev and t: 1 mm.
Surface roughness evaluation for high-speed milling
Figure 9 displays the 2D surface roughness profiles generated during high-speed milling at different cutting velocities. The highly irregular profiles of machined surface produced by the uncoated tool under dry environment depict the prevalence of BUE/BUL formation. The redeposited material on the machined surface usually causes such abrupt changes on the profile. Interestingly, unlike in the case of high-speed turning, the machined surface was remarkably uniform under the application of SQL-sunflower aerosol. The performance of uncoated tools was so appreciable that the diamond-coated tools were not used for end milling. Due to severe irregularity in the profile, Rz values are only plotted for comparing the roughness under dry and SQL environments. Figure 10 compares the Rz values for all the high-speed milling experiments. WC end mills under SQL-sunflower oil environment have shown much beneficial results. The order reduction was 29%–44% at 100 mm/min feed rate. With the increase in feed rate, the reduction of Rz value under SQL application slightly got reduced. At 400 mm/min, the order of reduction was 9%–25%. In general, it is apparent that the SQL application draws more benefit when the uncut chip thickness is thinner, which primarily takes place when cutting velocity increases and feed decreases. Higher cutting velocities also cause the chip segmentation and chip curling which may sometimes make the SQL application more effective. In very few occasion, the trend was apparently reverse, which could be due to sudden entanglement of micro-chip debris between flank and finished surface. In the visual experience, all SQL-aided cuts were very clean. Figure 11 shows the SEM images of the sample surfaces produced by uncoated tool at the 400-100-0.5 and 300-200-0.5 conditions under dry and SQL environments, for which the beneficial effect of SQL application was maximum. It clearly suggests that the cutting action was not smooth under dry environment. Ploughing impressions and smearing of BUE/BUL marks within the grooves are evident. This can escalate or reduce the Ra/Rz values and hence can sometimes illusively depict in favour of dry machining. So are the cases assumed to be for couple of conditions when SQL effect was not apparently realized. Surfaces generated under SQL environment revealed clean grooves produced by uninterrupted shearing of work material. BUE/BUL free cutting edge of a tool can only lead to development of such profiles on the finished surface. It justifies previous arguments furnished for explaining cutting force reduction, surface roughness reduction and post-machining clean condition of tool under SQL environment.

Surface roughness profiles of AA7075 alloy high-speed milled with solid carbide tool under dry and SQL environments at Vc: 400 m/min, f: 400 mm/min and ap: 0.5 mm.
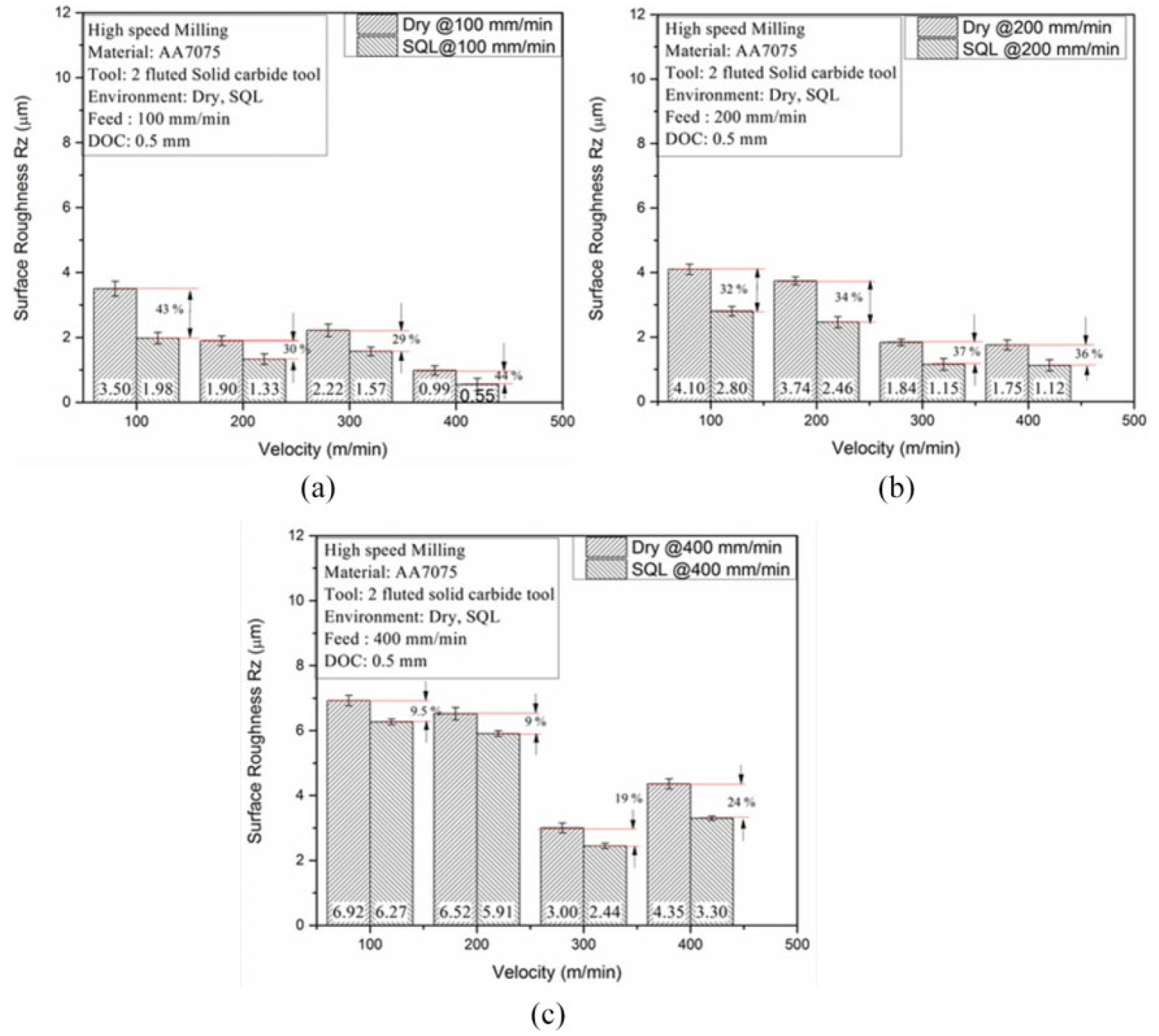
Variation of surface roughness (Rz) during high-speed milling of AA7075 at different feed rates (f) of (a) 100 mm/min, (b) 200 mm/min and (c) 400 mm/min.
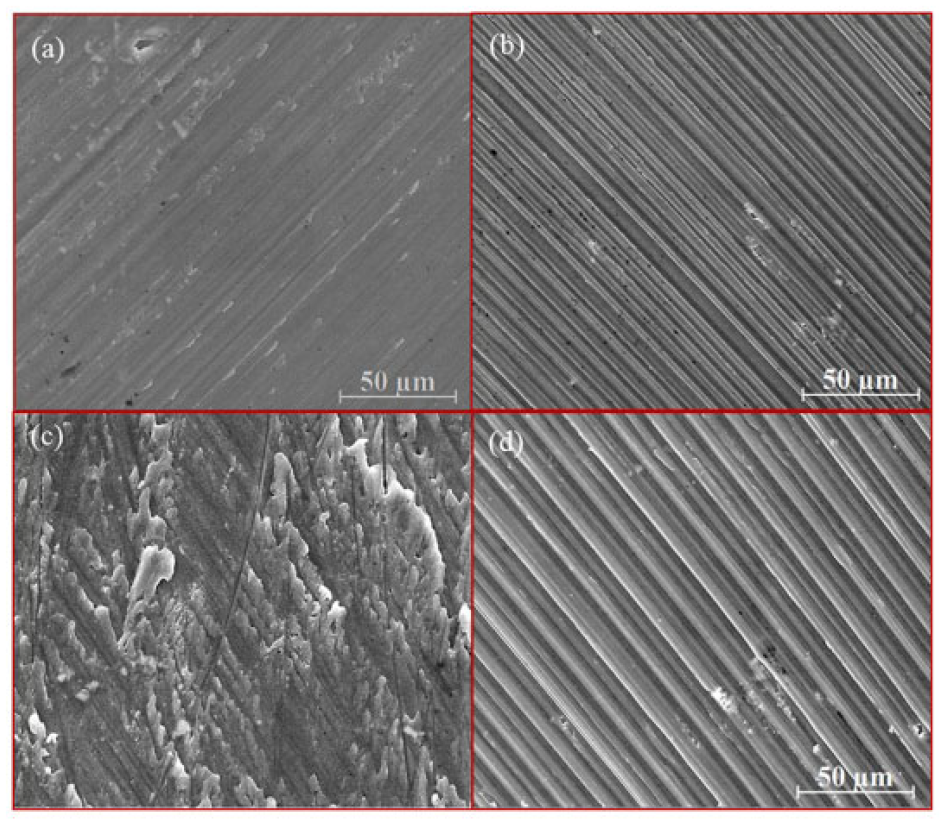
Micro morphology of high-speed milled surface under dry and SQL environments at different conditions (a) 400-100 dry (b) 400-100 SQL (c) 300-200 dry (d) 300-200 SQL (400-100 represents cutting speed (Vc) of 400 m/min and feed rate (f) 100 mm/min).
On chip morphology
Chip morphology for high-speed turning
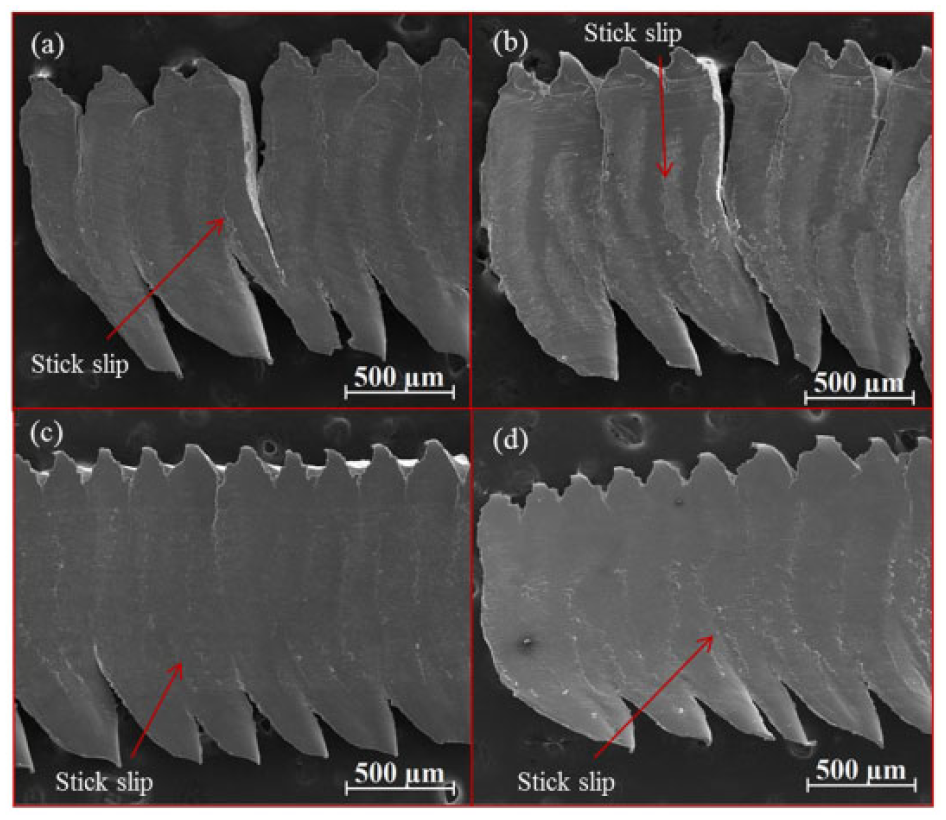
In the HSM process, chip morphology and its governing mechanisms are significantly influenced by cutting velocity, which has strong influence on the various factors like dynamic behaviour of material, cutting temperature, strain hardening and plastic to brittle transition. At lower cutting speeds (<300 m/min), chip formation generally takes place by isothermal compression and shear. In the selected regime of speed (<1000 m/min) of current work, there was no apparent plastic to brittle transition in the deformation behaviour of material during chip formation. However, a change in the chip formation mechanism was observed with further increase in the cutting speed. Thermal effects and degree of deformation seemed to play a role in alteration of chip formation mechanism from isothermal compression to adiabatic shearing, which promoted the formation of serrated chip.43–50 Both cutting speed and feed rate are the dominant influential factors of adiabatic shearing for a given workpiece material. The critical load for serrated chip formation is defined as the multiplication of cutting speed and feed rate per tooth. It was found that the critical load required for AA7075 material was 0.10 m 2 /(min tooth). 51 Figure 12 represents the sectional views of chips generated at 700-0.2-1 under dry environment (critical load 0.14 m 2 /(min tooth)). It is clearly evident from Figure 12(a)–(c) that shear is confined to a very thin plane. Saw tooth formation is visible and it appears more repetitive rather than periodic cracking. The chip sheared surface at high magnification (Figure 12(d)) clearly shows an elongated dimple kind structure, which is the characteristic signature of adiabatic shear.46,52,53
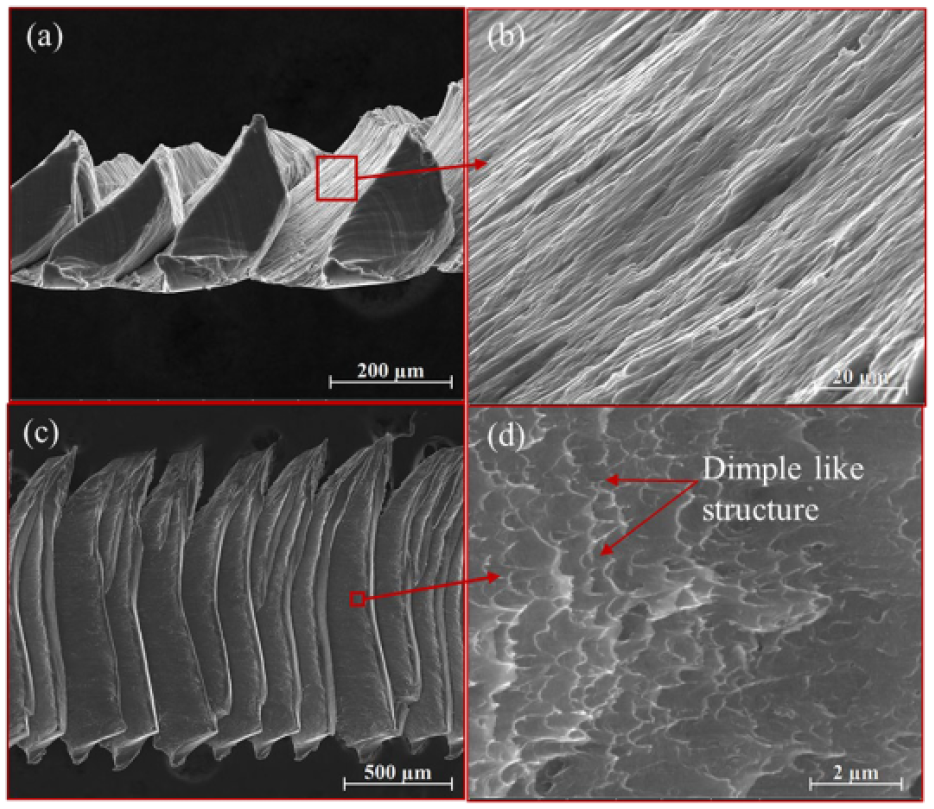
(a and c) Micrographs of chip machined at 700-0.2-1 under dry environment and (b and d) fracture morphology of the adiabatic shear band at higher magnification (700-0.2-1 represents Vc: 700 m/min, So: 0.2 mm/rev and t: 1 mm).
Figure 13 represents the chips produced during high-speed turning of AA7075 with WC and PCD tools. With the increase in cutting velocity, size of chips length was decreased. At 500 and 700 m/min cutting velocities, chips were in ribbon form (serrated type). Chips were in arc-connected form (discontinuous type) at 1000 m/min.54,55 Discontinuous chip formation seemed to enhance the usefulness of the SQL jets, as it could access the machining zone better. Maximum reduction of forces and surface roughness was observed in such cases.
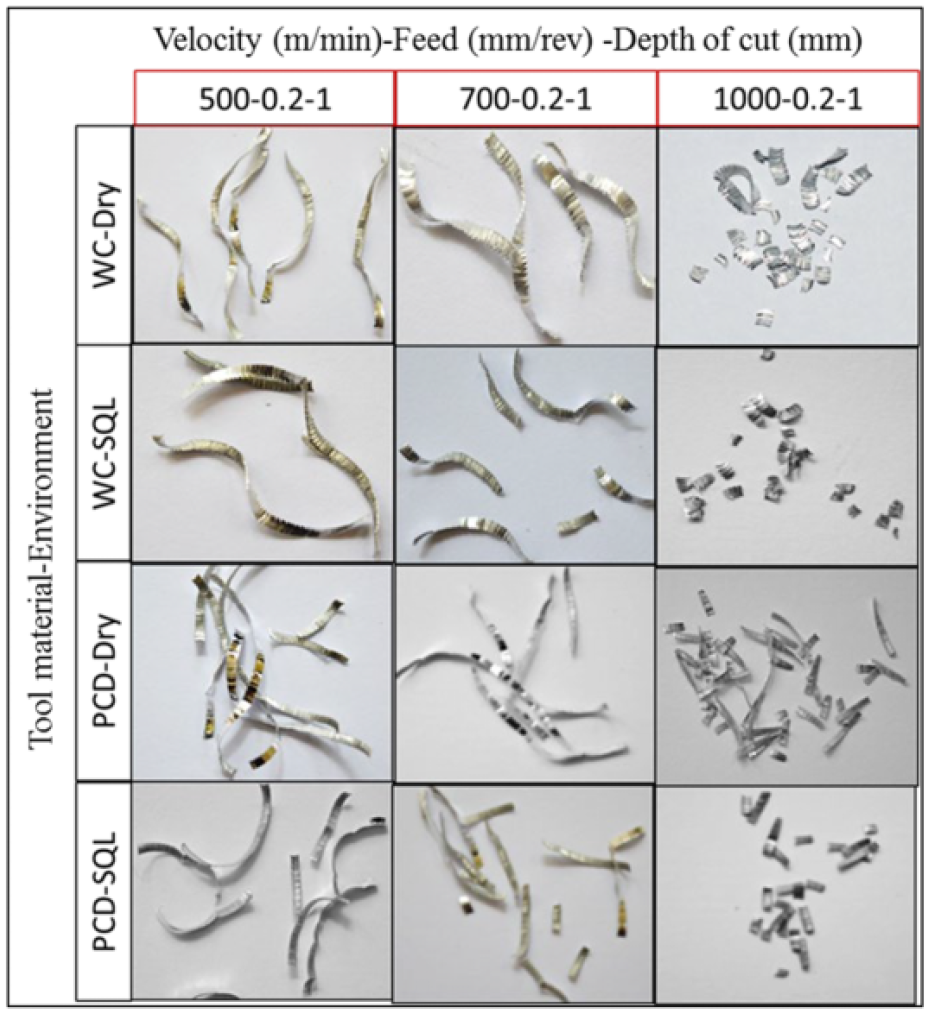
Chips generated during high-speed turning of AA7075 with WC and PCD tools under dry and SQL environments.
Underside of the chip carries the impression of BUE/BUL formation. Figure 14 compares underside of chips generated by WC and PCD tools under dry and SQL environments for the 1000-0.2-1 condition of turning. Chips produced by WC tools show stick-slip marks under both dry and SQL environments in turning. It depicts that SQL jets were not able to significantly arrest aluminium diffusion, which indicates inadequate penetrability of the SQL aerosol. However, the marks are finer for PCD tools as it could significantly arrest the BUE/BUL formation. No difference was observed when SQL jets were admitted, indicating the same inadequate penetrability.
Underside view of chips generated during high-speed turning with WC and PCD tools under dry and SQL environments: (a) WC-dry, (b) PCD-dry, (c) WC-SQL and (d) PCD-SQL (Vc: 1000 m/min, So: 0.2 mm/rev and t: 1 mm).
Chip morphology for high-speed milling
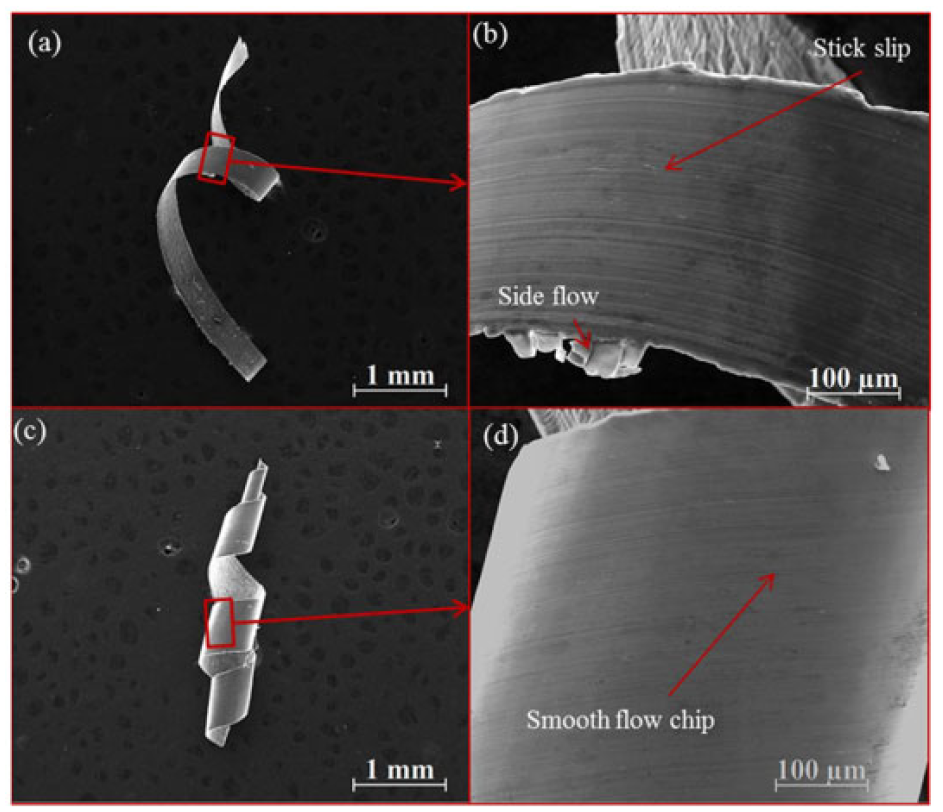
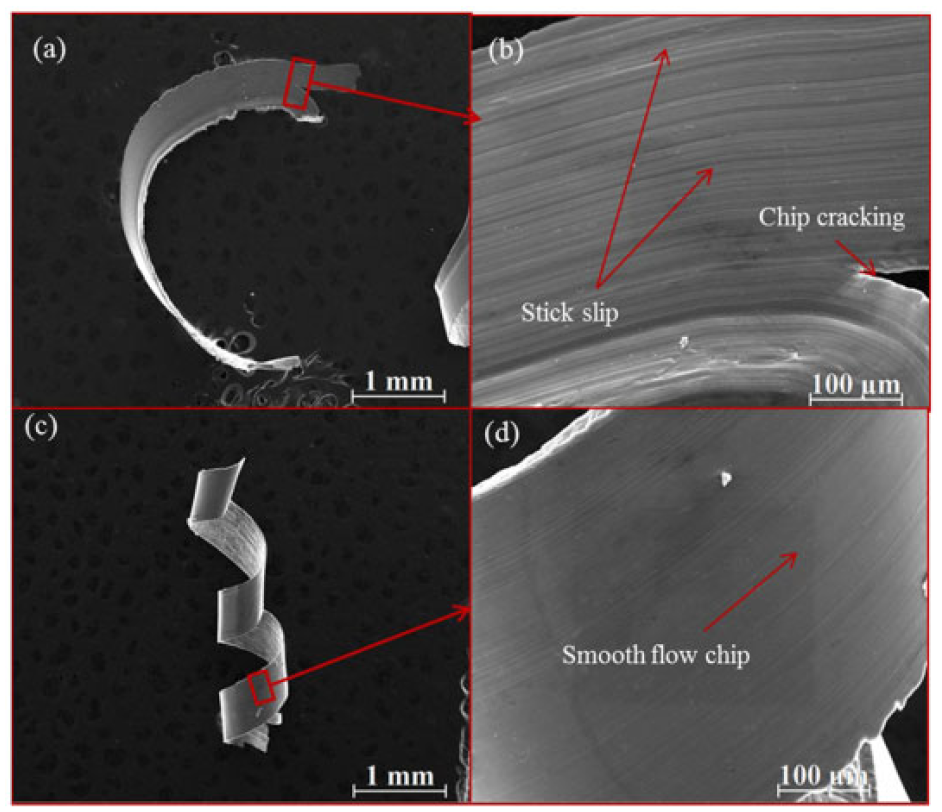
Figures 15 and 16 display morphology of chips collected at high-speed milling at 400-100-05 and 300-200-0.5 conditions, respectively. The macroscopic chip morphology suggests that chip curling happened under dry condition due to its thermal gradient along the chip thickness. The magnified views of the underside of chips produced under dry environment clearly revealed the traces of feed marks and ploughed/smeared out material due to sticking tendency of the chips on rake surface. Due to an increase in friction at tool–chip interface and temperature under dry environment, chips tend to crack (Figure 15(b)) or receive side flow of material (Figure 16(b)). However, the chips were curled more under SQL environment due to its combined effect of cooling–lubrication and hydrodynamic lift by aerosol jets. The magnified view of the underside of the chips at 400–100-0.5 and 300-200-0.5 conditions evidentially demonstrates no significant traces of stick-slip marks, depicting smooth flow of chips on rake surface (Figures 15(d) and 16(d)).
SEM images of chips produced by uncoated end mill cutters under (a and c) dry and (b and d) SQL environments for the condition of Vc: 400 m/min, f: 100 mm/min and ap: 0.5 mm.
SEM images of chips produced by uncoated end mill cutters under (a and c) dry and (b and d) SQL environments for the condition of Vc: 300 m/min, f: 200 mm/min and ap: 0.5 mm.
Although application domain of pure commercial grade of aluminium (AA1050) is very narrow, a few tests were carried out on this material to confirm if the SQL jets are useful for arresting BUE/BUL formation. Since it is aluminium which causes the BUE/BUL formation and the stream of SQL aerosol of sunflower oil has been proved to be effective for milling AA7075 alloy by arresting the diffusion of aluminium into tool material, the benefit was supposed to more in the case of AA1050 if the explained mechanism is true. Figure 17 shows the feed force (Fx) and surface roughness (Rz) values under dry and SQL at the 180-200-0.5 and 200-200-0.5 conditions for milling pure aluminium. 40%–50% reduction in feed force and 80%–90% reduction in surface roughness were recorded, which justify the aforesaid arguments in favour of the usefulness of SQL jets in an intermittent process like milling.
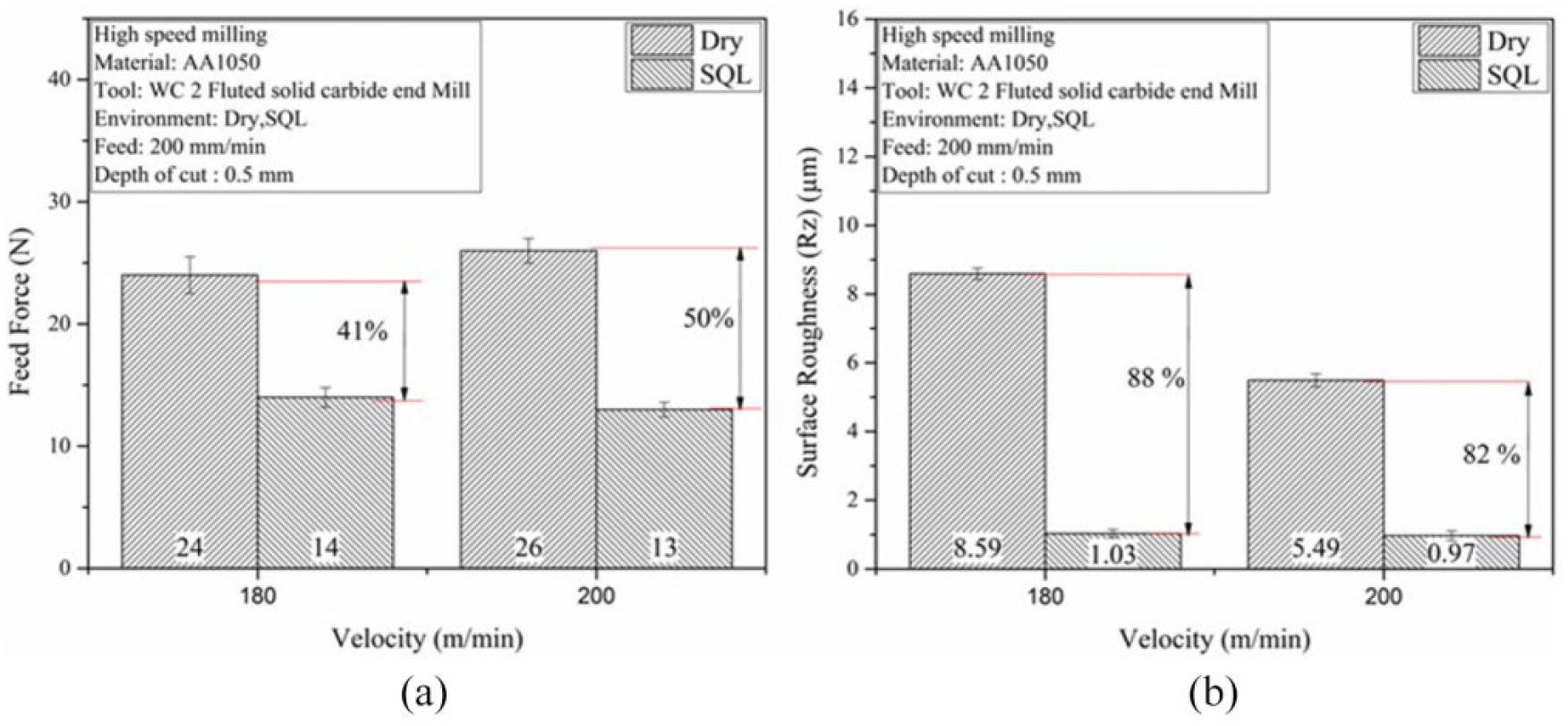
Variation of (a) feed force (Fx) and (b) surface roughness (Rz) values during end milling of AA1050 substrate with uncoated end mill cutter under dry and SQL environments at Vc: 200 m/min, f: 200 m/min and ap: 0.5 mm.
Conclusion
The study compares the effectiveness of sunflower oil aerosol in SQL application in high-speed turning and milling of AA7075. The salient conclusions are as follows:
Use of sunflower oil in SQL mode was found to be mostly ineffective for turning since the removal process is continuous. The benefit was negligible except at cutting velocity of 1000 m/min. The chips tend to be discontinuous at 1000 m/min, giving more room to the aerosol for lubricating chip–tool interface. In other velocities, chips were in ribbon form with serrated characteristics, having longer plastic zone contact with tool rake. Aerosol seemed to be unable to effectively penetrate the machining zone and subsequently could not offer any favourable outcome for high-speed turning application.
PCD turning tools exhibited acceptable performance during machining AA7075 under dry environment being reasonably able to arrest BUE/BUL formation. Diamond being inert, it restricts the formation of BUE/BUL on the surface of the cutting tool. A maximum of 9% and 32% reduction in cutting and feed forces, respectively, was noted with respect to the performance of uncoated tool. Moreover, the surface roughness (Ra and Rz) of the machined surface was also reduced by 20%–35%. Application of SQL technology also did not find scope of offering any significantly beneficial role.
Contrarily, the application of sunflower oil using SQL technology could bring in remarkable improvement for intermittent slot milling of AA7075 by uncoated carbide tools. At the feed rates ranging from 100 to 200 mm/min and cutting velocities ranging from 300 to 400 m/min, the cutting force was reduced by 30%–35% by SQL application. Similarly, the surface finish was improved by 30%–45% under same machining conditions. Cutting oil aerosol of 200 ml/h in turning was proven to be substantially less effective than even 100 ml/h in milling. The order of reduction in specific energy was also remarkable, compared to turning. Such improvement is ascribed to the intermittent cutting action, which helps the rake surface of every cutting tooth to receive the fresh aerosol before resuming every cutting action. The thin layer of the cutting fluid at chip–tool interface lifts up the chip by hydrodynamic pressure and prevents the formation of BUE/BUL by developing a separating layer of lubricating film at chip–tool interface.
Summarily, SQL technology is proved to be not so-effective for continuous cutting processes, but contrarily is highly beneficial for intermittent cutting processes. The SQL technology with vegetable oil is potentially capable of even replacing the use of diamond-coated tools by uncoated tools. The beneficial effect of SQL-vegetable aerosol was more pronounced for end milling of pure aluminium than its alloy form.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.