
Abstract
Multiphase ferrite–bainite–martensite microalloyed steel produced through a two-step cooling followed by annealing route and a ferrite–pearlite steel obtained through air-cooling after forging were subjected to turning operation. The influence of process parameters such as cutting speed, feed and depth of cut on surface roughness on both materials was compared. The results show that the multiphase microalloyed steel exhibited high surface finish than air-cooled steel. The analysis of variance shows that the contribution of cutting speed and depth of cut on surface roughness are insignificant for both ferrite–bainite–martensite and ferrite–pearlite microstructures.
Introduction
Microalloyed steels find applications in automotive sectors such as connecting rod, crankshaft, suspension components and tubular components. 1 In order to improve the mechanical properties, the multiphase ferrite–bainite–martensite (FBM) microalloyed steel was produced after finish forging through a two-step cooling followed by annealing. The improved mechanical properties are obtained in multiphase microalloyed (MMA) steel compared to quenched and tempered (Q&T) steel. 2 It is important to study the surface quality of the produced MMA steel during machining process due to its application in automotive industries. Several investigations on surface roughness were carried out on high-strength low-alloy steels such as AISI 4340, AISI 4140 and AISI 1045 with coated and uncoated carbide inserts as cutting tool.3–6 A study was also conducted on high-alloy white cast iron and also with steels, for example, AISI H11, AISI 304, AISI 52100 and MDN250. The results show that the feed influences more on surface roughness (Ra) than cutting speed and depth of cut (DOC).7–9 The influence of cutting force and machinability of MMA steel was studied and found that MMA steel promotes less cutting force as compared to high-strength low-alloy steels, for instance, AISI 5140 and AISI 1045.10,11 In the present investigation, the surface finish of MMA steel is compared with a conventional ferrite–pearlite (FP) microstructure of same material composition.
Experimental procedure
The thermomechanical processing sequence to obtain multiphase (FBM) and FP steels is shown in Figure 1. The samples were polished and etched with 2% nital to reveal the microstructure. The experiments were conducted in a conventional high-speed lathe with SNMG120408 uncoated carbide inserts as cutting tool. For both the multiphase and FP steels, the same cutting conditions were used to compare the results of surface roughness. The hardness of the MMA and air-cooled (AC) steels were 330 and 290 HV, respectively.
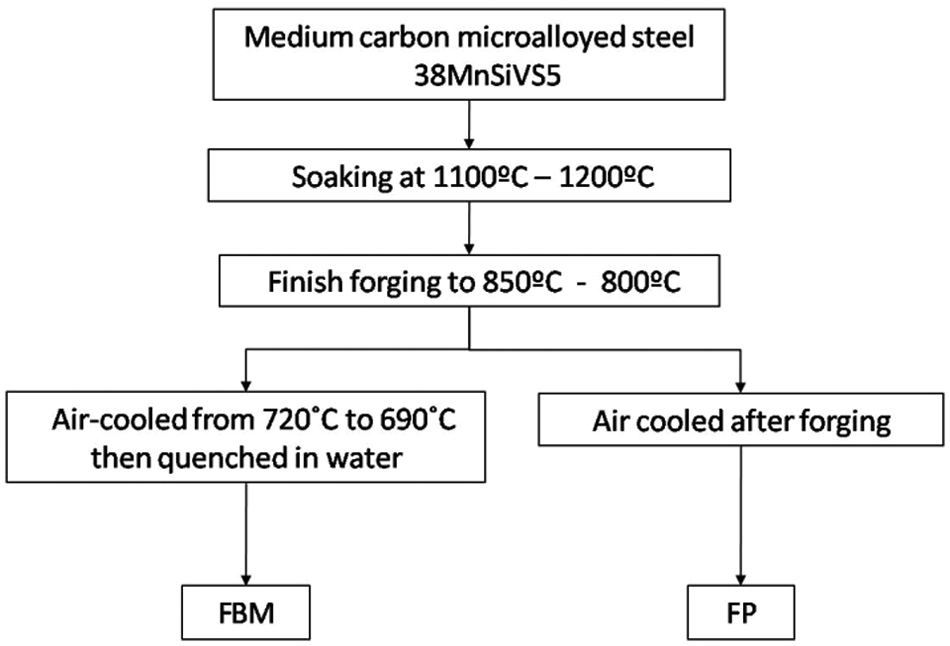
Thermomechanical processing sequence.
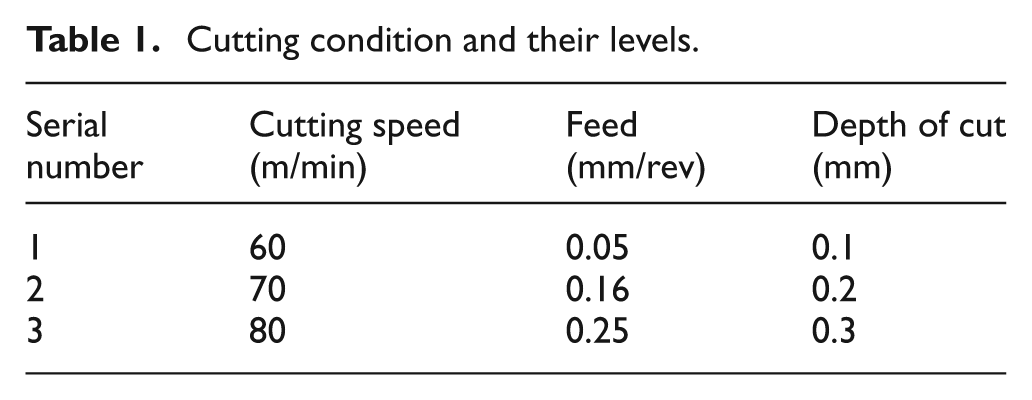
The arithmetic average of the measured surface roughness profile (Ra) was obtained by Mahr Perthometer. The measurements were taken at three different locations and the average of the measured values was recorded. The cutting conditions such as cutting speed, feed and DOC used for the experiments are shown in Table 1. To minimize the number of experiments, Taguchi L9 orthogonal array was used. Smaller the better signal-to-noise (SN) ratio was selected to predict the main effect plot.
Cutting condition and their levels.
Result and discussion
The chemical composition of the microalloyed steels is given in Table 2. The microstructures of multiphase (FBM) and FP steels are shown in Figure 2. The surface roughness for different cutting conditions for both multiphase and AC steels is given in Table 3.
Chemical composition (wt%).

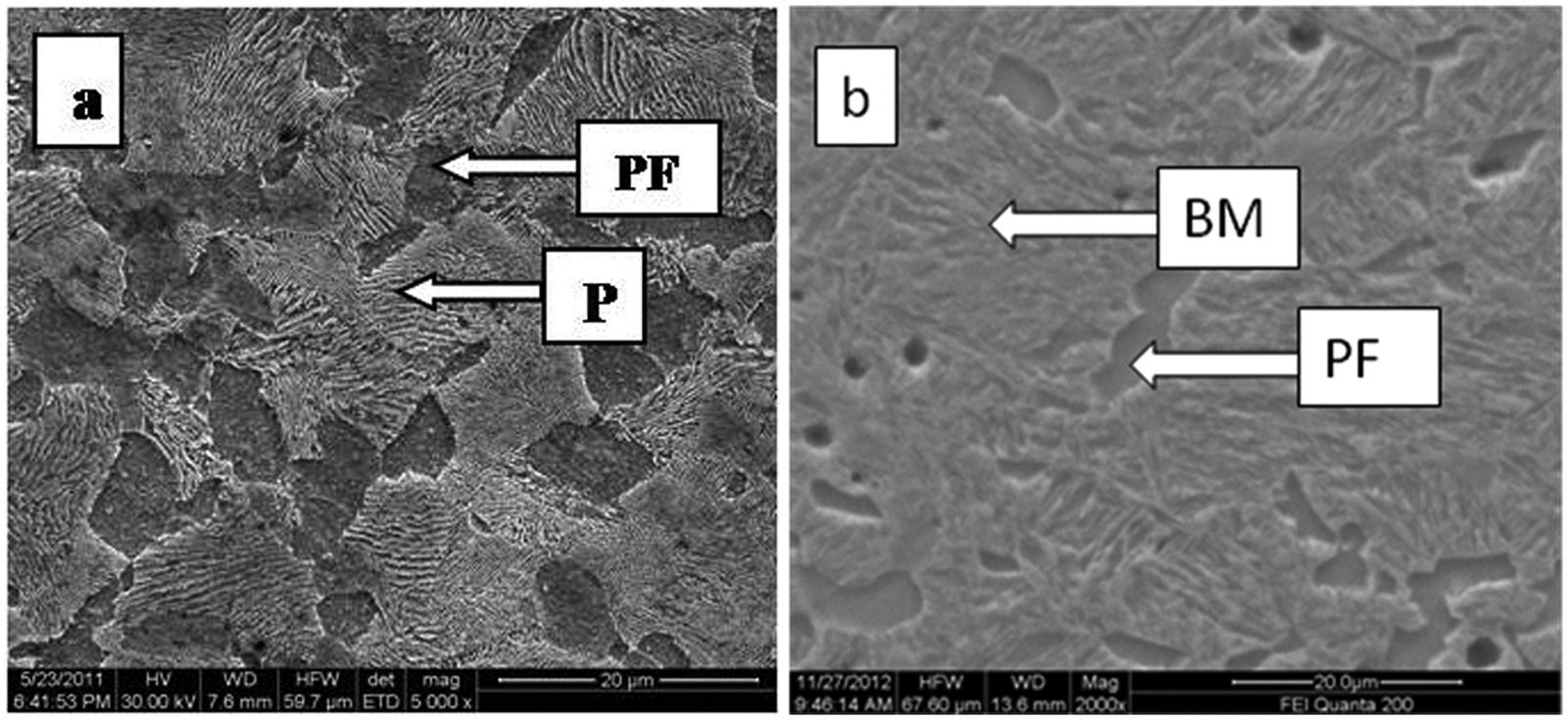
SEM image showing: (a) air-cooled (PF) and (b) multiphase (ferrite–bainite–martensite).
Surface roughness for FBM and FP steels.
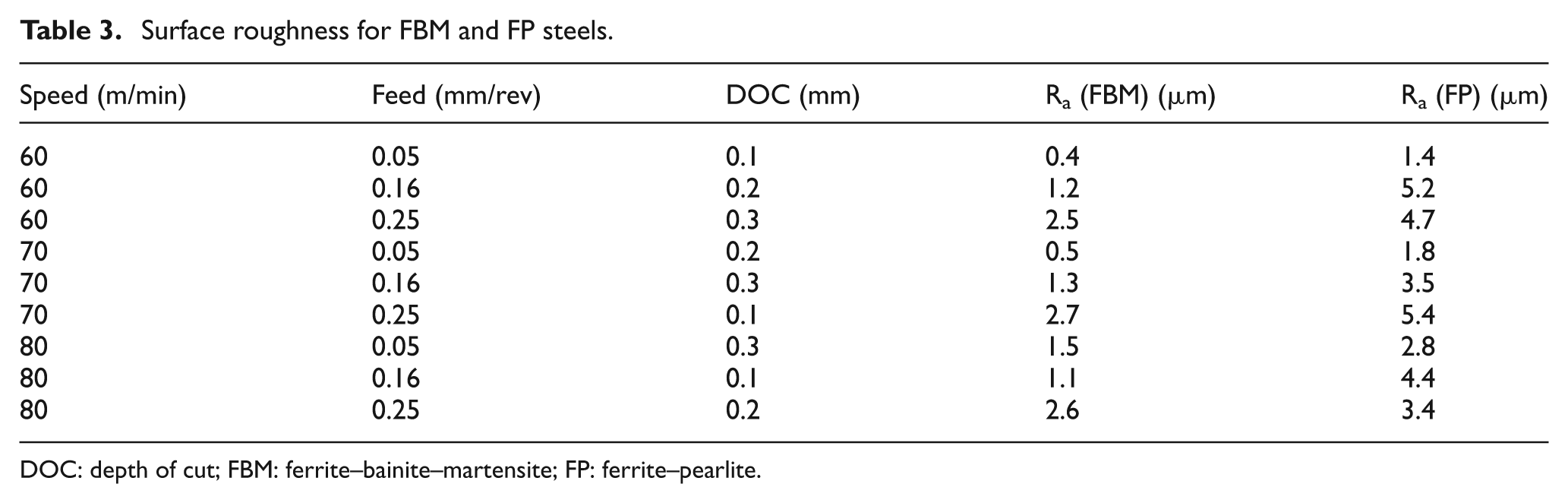
DOC: depth of cut; FBM: ferrite–bainite–martensite; FP: ferrite–pearlite.
The multiphase (FBM) microalloyed steel exhibits a lower surface roughness when compared to the AC (FP) steel. The surface finish is high as the cutting velocity, feed and DOC are lower and also as the feed increases the surface roughness increases. For AC steel at lower cutting speed, the surface roughness becomes high for a feed of 0.16 mm/rev than 0.25 mm/rev. If the speed is further increased, the surface roughness becomes lower for a feed of 0.16 mm/rev compared to 0.25 mm/rev, as shown in Figure 3. This is mainly due to the thermal softening of the material at higher cutting speeds.
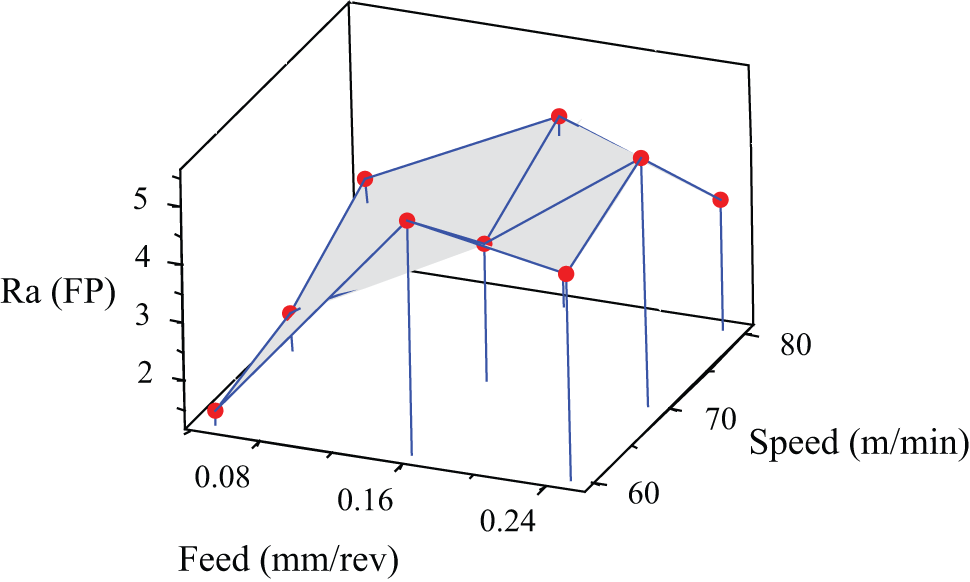
Surface plot of surface roughness for air-cooled steel for different speeds and feeds.
For a constant cutting speed and DOC as the feed increases, the surface roughness increases for both AC and multiphase steel, as shown in Figure 4. The magnitude of the surface roughness is more for AC compared to multiphase steel for all cutting conditions. In other words, the multiphase steel promotes better surface finish compared to AC steel. The better surface finish for multiphase steel is obtained due to the presence of higher fraction of polygonal ferrite and tough bainite in the steel. The analysis of variance (ANOVA) table given in Table 4 shows that the effects of cutting speed and DOC on surface roughness are very less compared to feed for both MMA and AC steels.
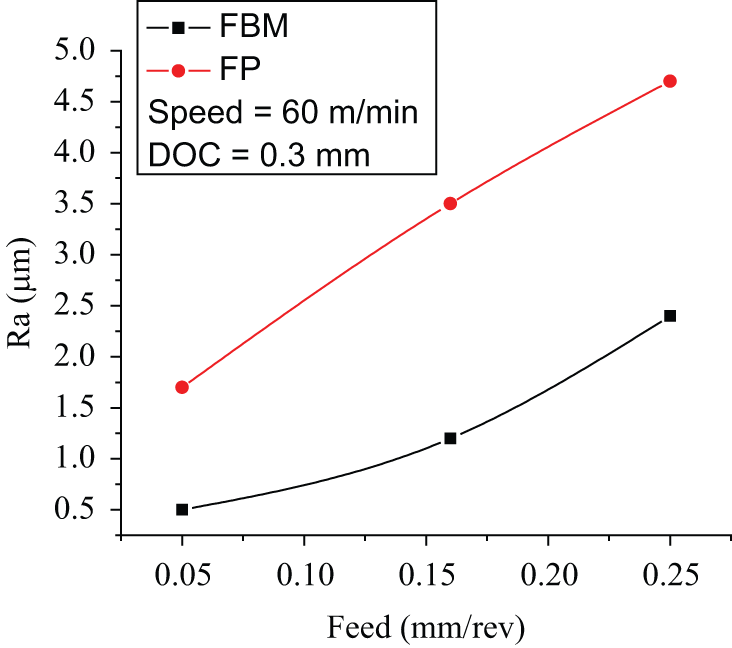
Surface roughness obtained for different feeds with constant speed and DOC.
Analysis of variance (ANOVA) for MMA and FP steels.
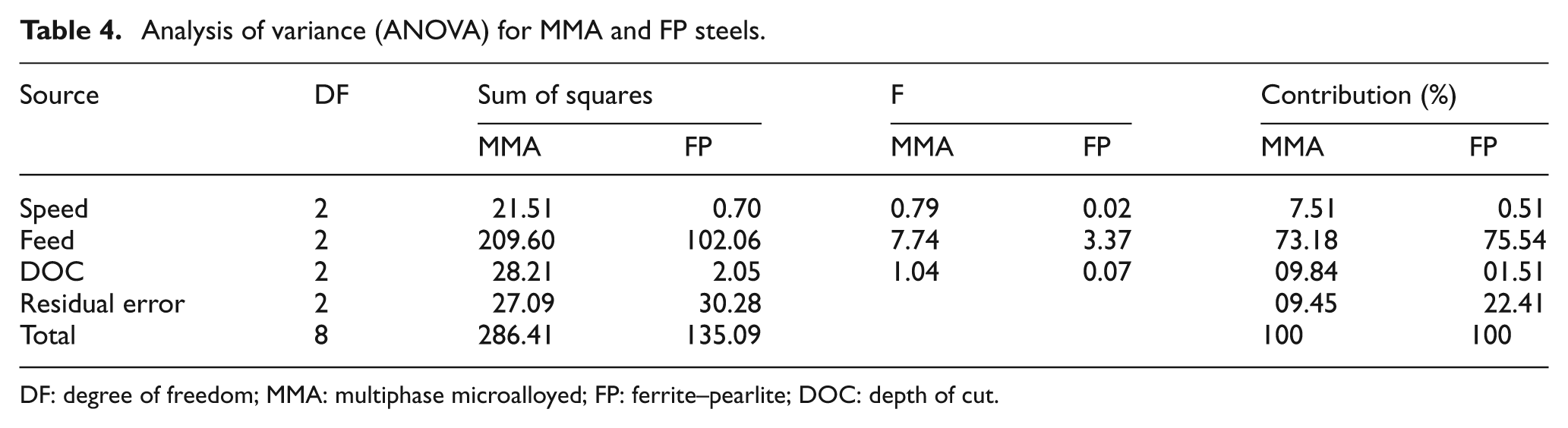
DF: degree of freedom; MMA: multiphase microalloyed; FP: ferrite–pearlite; DOC: depth of cut.
The main effect plot for multiphase and AC steel exhibits the optimized cutting condition and is shown in Figure 5(a) and (b). For MMA steel, the optimized cutting conditions are cutting velocity of 60 m/min, feed of 0.05 mm/rev and DOC of 0.1 mm. For AC, steel cutting velocity of 60 m/min, feed of 0.05 mm/rev and DOC of 0.2 are the optimized cutting conditions.
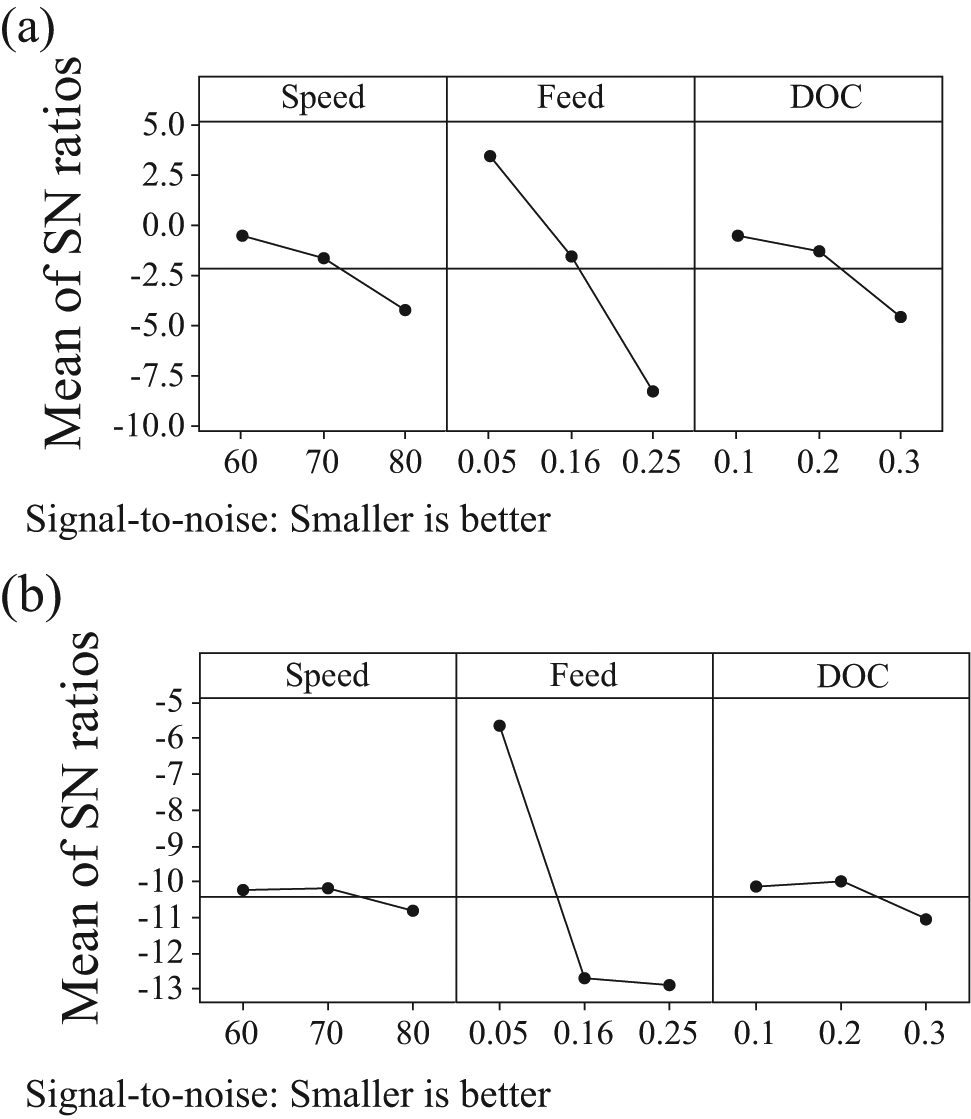
Main effect plot for SN ratios: (a) MMA steel and (b) FP steel.
Conclusion
The microalloyed steels with multiphase (FBM) and FP were subjected to turning operation to study the influence of cutting parameters such as cutting speed, feed and DOC on surface roughness (Ra). Based on the experiment, the following conclusions are drawn:
The surface roughness increases for both MMA steel (FBM) and AC steel (FP) as the feed increases. The surface finish is better for FBM compared to FP steel.
From the ANOVA, it is observed that the cutting speed and DOC do not influence more on surface roughness for both steels.
The increase in surface finish for FBM steel is due to the presence of high fraction of polygonal ferrite and tough bainite present in the microstructure, which promotes easy machinability.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.