
Abstract
In flexible manufacturing systems, disordered parallel machine scheduling may cause interruptions in the production line; thus, a reasonable scheduling plan benefits profits of manufacturing. In the literature, the operation sequence, the operation assignment, the tool scheduling, and the tool switching problems have been studied with unlimited resources. However, in practical manufacturing process, a scheduling problem along with these problems with restrained resources should be studied to make scheduling solutions more performable. There are a number of operations processed on a group of parallel machines, and each operation requires a set of tools where the tool copy number and tool service life are limited. The objective of this problem is to minimize the make-span with restrained resources. This article studies a parallel machine scheduling problem combining operation scheduling, tool scheduling and restrained resources, which benefit the real industry. A Tabu-Genetic Algorithm is proposed to find the optimal solution. In small size problem, the proposed method can achieve similar results whereas the mixed integer programming approach can obtain the exact solution. However, in large size problem, the latter cannot obtain the solutions within acceptable times, whereas the proposed method can find solutions within reasonable times. This algorithm performs better when compared to Tabu search algorithm and genetic algorithm in selecting local and global optima.
Keywords
Introduction
In flexible manufacturing systems (FMS), different operations should be processed on different machines with various tools required. An appropriate parallel machine scheduling plan can significantly contribute to the modern industry. Parallel machine scheduling problems (PMSPs) have attracted much attention from both academia and industry for many years. Pinedo 1 states that PMSP are worth greatly discussing to develop the practical techniques in theory. According to Tang and Denardo, 2 Roh and Kim, 3 processing on parallel machines have been used in many real-world environments.
The PMSP is a jobshop schedule issue, including operation sequencing, operation assignment and the tool scheduling problem. The operation sequencing problem is to determine an operation sequence in order to minimize the idle time. According to Paiva and Carvalho, 4 the operation assignment problem is to determine the machines that will process each operation. According to Ozpeynirci et al., 5 the tool scheduling problem involves scheduling the switching and loading of tools for a fixed operation sequence. The aim of tool scheduling problem is to change the tools on machines to make sure that the next operation in the sequence can be processed.
A large number of studies have paid attention to the PMSP considering each problem presented above because an unreasonable scheduling plan can cause extra machine, idle time, extra resource cost, profits loss, and ultimately, lower productivity. Fanjul-Peyro et al., 6 Villa et al., 7 and Beezo et al. 8 all present mathematical programming models and heuristic algorithms for PMSPs. Ozpeynirci et al. 5 provide a constraint programming approach considering the resource management issues. Jahromi et al. 9 generalize that three policies can be used when tool roles are considered in dynamic scheduling system.
Several studies combine the PMSP and the resource allocation problems that occur mostly in FMS. Novas and Henning 10 provide a review of FMS with constrained resources. Xu et al. 11 consider a variation of the classical single machine scheduling problem with tool changes. Moreover, the PMSP can be easily solved to optimality when compared to several algorithms. Later Zhang et al. 12 introduce and compare several decomposition strategies. Beezo et al. 8 solve the PMSP by sequencing a set of operations with specified processing times and tool requirement on a set of identical parallel machines with tool constraints. Chen et al. 13 determine the scheduling of a constant number of operations, and handle the scheduling of remaining operations by formulating it as a 0-1 integer programming model. In above studies, tool scheduling problems have been combined into the PMSP to make the jobshop schedule issue more practical. Therefore, the tool scheduling problem also becomes one research field, and an optimal tool scheduling plan can reduce the tool resource cost, which benefits the practical manufacturing process.
A small number of studies consider the combined PMSP with more complex constraints to make it similar to practical processing of manufacturing. Li et al. 14 propose an energy-saving method for permutation flow line scheduling problem. Kumar et al. 15 consider simultaneous loading and part and tool scheduling for FMS, and they proposed a modified genetic algorithm (MGA) method. Woo and Kim 16 consider the PMSP with time-dependent deterioration and multiple rate-modifying activities (RMAs). Zheng and Ling 17 consider the PMSP with additional resource constraints. They proposed a two-stage adaptive fruit fly optimization algorithm to solve the problem. Cheng and Huang 18 formulate an unrelated PMSP as a mixed integer programming (MIP) model and develop a modified genetic algorithm. Reddy et al. 19 consider simultaneous scheduling of machines, tools and many other resources to generate optimal sequences by using a symbiotic organisms search (SOS) algorithm. In conclusion, different kinds of algorithms are improved, and fusion algorithms are also proposed to solve these hybrid scheduling optimization problems. Some good results are gained, but optimization objectives are not comprehensive enough to consider operation sequence, operation assignment, tool loading, and tool scheduling simultaneously.
Recent studies have solved the PMSP considering loading and scheduling problems sequentially. Zeballos 20 proposes a constraint programming model that takes into account machine loading, scheduling, and tool allocation. Zeballos et al. 21 consider a variety of constraints found in the PMSP, such as machine eligibility and upper limits on costs. Recent research direction is making these constraints of PMSP more complex and developing a more practical scheduling model with restrained resources.
From the above studies, it can be understood that operation sequence, operation assignment, tool loading, and tool scheduling are studied either separately or sequentially, due to the increased complexity of the NP-hard problem with more variables. But in practical manufacturing systems, the PMSP should consider all these problems together and propose a more effective and performable solution. In the literature, according to Gökgür et al., 22 there are several ways to solve these combined machine scheduling problems, which are categorized generally into two methods: (1) mathematic models, such as MIP model; and (2) heuristic approach algorithms, such as Tabu search algorithm and genetic algorithm (GA). They all have their own merits and demerits. The two methods are combined to solve combined machine scheduling problems efficiently. Morillo et al. 23 provide a new model and meta-heuristic approach for the resource-constrained scheduling problem. Lin et al. 24 use a mathematical model and a novel multi-objective heuristic algorithm to deal with scheduling problems considering variable machining parameters. Liu et al. 25 use MIP model and GA in ultra-flexible jobshop (uFJS) to improve the energy efficiency. And Liu et al. 26 also proposed a heuristic-based two-stage approach to solve energy-efficient integration of process planning and scheduling. However, major constraints such as tool copy number and tool service life should be well considered in the models so as to reduce tool resources cost.
In this article, therefore, the operation sequence, the operation assignment, and the tool scheduling problems will be combined into one model of the PMSP. A uniform PMSP with constraints such as tool service life, tool conflicts, and the number of tool copies is studied. There are numbers of operations; each one must be processed on one machine, and requires a set of slots for tool loading on the machine in advance. The number of tools available in the system is limited for reasons such as economic restrictions. Due to the complex constraints and the difficulty of NP-hard problem, mathematic models and fusion heuristic approach algorithms are employed to solve this combined PMSP mentioned above. And the robustness, efficiency, and accuracy of each method are compared based on the experiments with different scales of problem size.
The article is organized as follows: Section “Problem definition” presents the definition of this problem. Sections “Mathematic model” and “Tabu-GA search algorithm” describe the mathematic models based on MIP and heuristic approach algorithms (Tabu-GA), respectively. In “Conclusion,” concluding remarks are presented.
Problem definition
Traditional machine scheduling problem defines that n workpieces should be processed on m parallel machines. The processing sequences of each operation are arranged so as to minimize the production make-span time Cmax, where the operation number of each workpiece, the operation sequences of each workpiece, and the processing time of each operation are fixed. There is no order constraint between the processes of each operation, and each machine can only process one operation at the same time.
The PMSP differs from other methods on the following points:
Each workpiece need only one operation, and the operation can be assigned to exactly one machine with no processing stop.
The processing sequences are unfixed.
There is no part movement between machines, hence no buffers are required.
Every operation can be assigned to all machines, but the processing time of one operation on different machines may vary.
The tool scheduling time from one machine to another is ignored.
There are c tool types, and rk tool copies of type k are available. Due to economic restrictions, the number of tool copies available may be smaller than the number of machines, which means
Each operation consumes at most one copy of each tool.
A more reasonable PMSP should contain tool service life constraints and tool resource completion. The problems define as follow:
There are competitive relationships of tool use between parallel machines at the same time.
The tool cannot be used beyond its tool service life as its service life is limited.
The assumptions about the PMSPs in this article are given below:
The tools that are loaded on machines cannot be scheduled until one operation processing is stopped.
Tools are delivered to cutting tool magazine (CTM) or other required machines immediately when processed operation is completed, which means the delivery time is negligible.
Tool magazines of the machines are initially empty.
Each tool occupies one tool slot.
Each tool is subject to wear, and has a finite tool service life.
All operations are available in time zero.
The tool magazine capacity of the machines is limited.
Automated guided vehicles (AGVs) are used to convey tools and operations to machine. Each AGV is fitted with a manipulator arm which is designed to load and unload tools or operations. And the loading, unloading, and waiting time of tools are fixed and have little effect on completion time.
An operation must be processed by at most one machine with tools required at the same time.
When the same tool copy is required by two machines, there is a tool conflicts problem.
The processing time include the waiting time of tool buffer, which means the waiting time is not considered in this model.
Tool wear is proportional to tool service time, and the processing time of each tool copy cannot exceed its tool service life.
Tool service life varies among different tool types, but different tool copies of the same tool type have the same tool service life.
Along with other PMSPs, operation sequences and tool usage priority are also considered to minimize the cost and make-span of all workpieces. Additional practical constraints, such as limited tool service life and competitive relationships of the tool usage, are also studied. Therefore, this problem can be studied by several sub-objectives, such as reducing process conflicts, making full advantages of each tool service life, minimizing completion time, and so on.
Mathematic model
In this section, the models considering those vital elements will be established to obtain the closed-form solutions by the MIP method. Then, an example is used to illustrate the method.
Model
First, the indices, parameters, and decision variables used in the MIP model are defined.
Indices:
i, q: processing operation of different workpiece, i, q = 1,…,n
j: different parallel machine, j = 1,….,m
k: type of different tool, k = 1,…,t
hk: different tool copy of the same tool type k, hk = 1,…,rk
Parameters:
pij: time machine j process operation i need
rk: tool inventory quantity of tool type k
l(i): set of tools that machines process operation i required
Rkh: tool service time of copy h of tool k
ST: tool resource competition table that different operations require the same tool type when processing at the same time
Decision variables:
Cmax: completion time of the last workpiece
Ci: completion time of operation i on different machines
Sij: start time of operation i when processed on machine j
Wikh: 1, if operation i processed by tool type k copy number h; 0, otherwise
Uiq: 1, if the start time of operation i precedes the start time of operation q when they both require the same tool type; 0, otherwise
Xij: 1, if operation i is processed on machine j; 0, otherwise
Yiqj: 1, if the completion time of operation i precedes the start time of operation q on machine j; 0, otherwise
The objective function and the constraints of MIP model are given below

s.t.




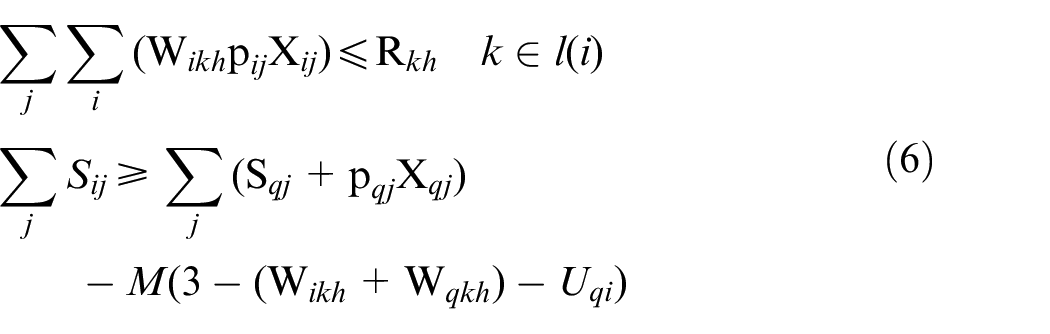













The objective function (1) minimizes the completion time of production. Constraint (2) ensures that the completion time of production is the completion time of the last workpiece. Constraint (3) defines that the completion time of production is calculated by each operation, their starting time, and their processing time. Constraint (4) demands that the production item starts off only when tools required for processing are assigned. In constraint (5), an operation can be processed at only one machine at a time. Constraint (6) guarantees that tools are not used beyond their tool service life. Constraints (7)–(9) guarantee that two operations cannot be processed at the same time when they both need the same tool copy of one tool type. The two operations must be processed in sequence. Due to constraints (10)–(12), there is processing sequence relationship between two operations when they are processed on the same machine. The starting time of one operation must be greater or equal to the completion time of the another one. Finally, constraint (13) make sure that, at one time, a certain operation at a machine only use one copy of tools required for processing, and constraints (14)–(20) are set constraints.
Example results
An example with a small scale of data is given to illustrate the problem environment and to visualize the solution structure on a Gantt chart. The example defines that there are 10 operations to be processed on 3 uniform parallel machines with 8 different types of tools. Processing times of each operation on different machine, tool requirements of each operation, and the tool service time of each tool type are given in Tables 1–3, respectively.
Processing times of operations on each machine.

Types of tools required by each operation.

Tool service life of each type of tools.

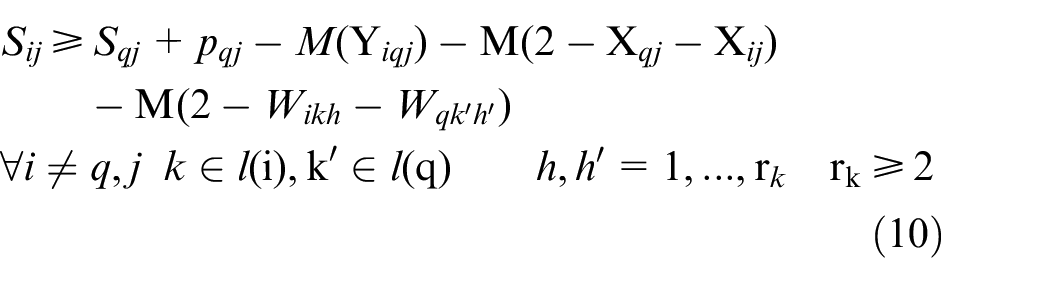
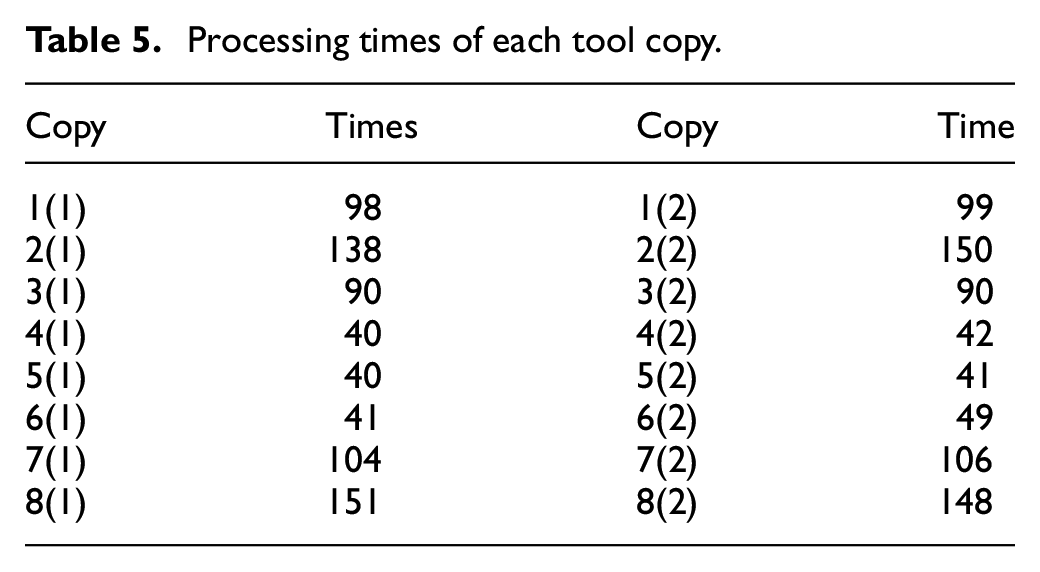
The completion time of production is found to be 201 min. The results of scheduling, the processing times of tool copies, and the Gantt chart are given in Table 4, Table 5, and Figure 1, respectively. As can be seen in the Gantt chart, there are expected times with demand of factors that each tool copy should not be beyond its tool service life and the limited number of tool copies.
Expected scheduling results of the example.
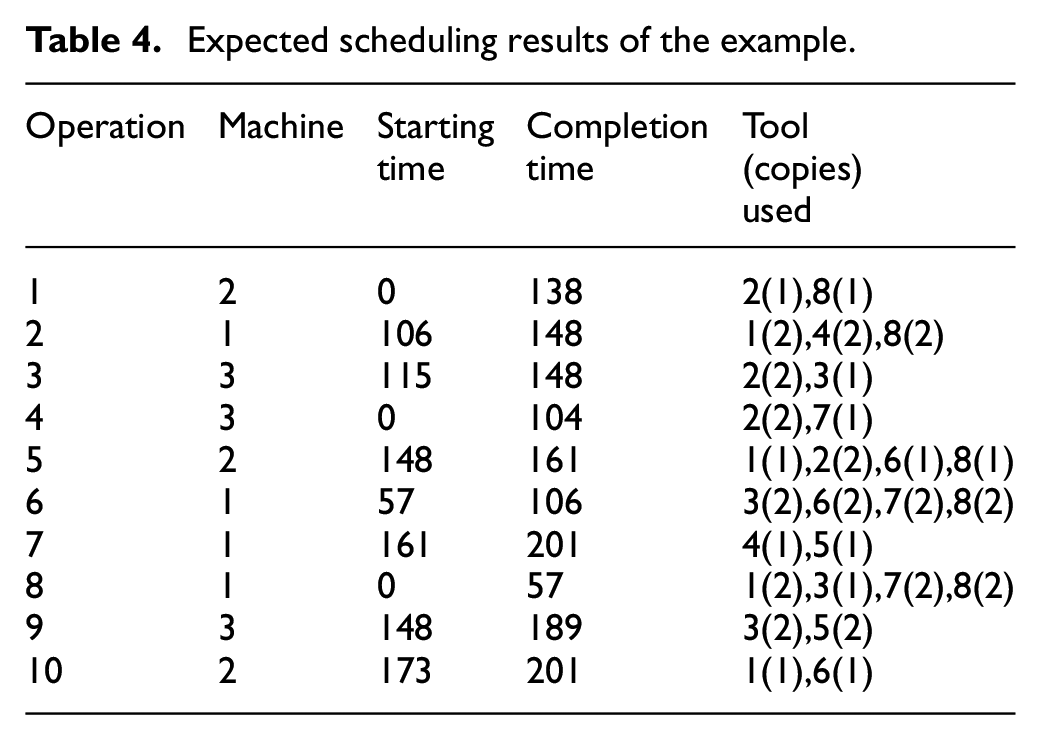
Processing times of each tool copy.
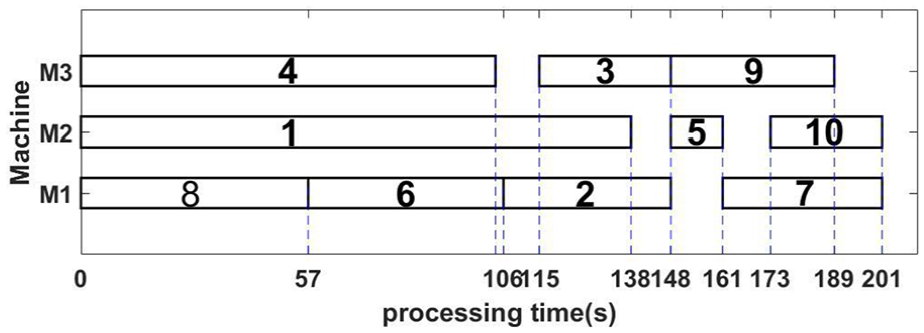
Gantt chart of the expected scheduling results.
A new example, which does not consider the tool resource constraints (tool service life and tool copy numbers), is also carried out. The results of the new example show that the make-span is 193 (as shown in Figure 2) while the number of tool copy is more than 3. When results from the two examples are compared, it is clear that the deviation of the make-span from the two examples is less than 5 percent, which is acceptable. However, solutions of the new mathematic model need much more tool copies, which may cause a huge cost. Therefore, considering the constraints of tool service life and tool copy numbers, the optimal scheduling results obtained by MIP could be more efficient while the deviation of expected make-span is reasonable.
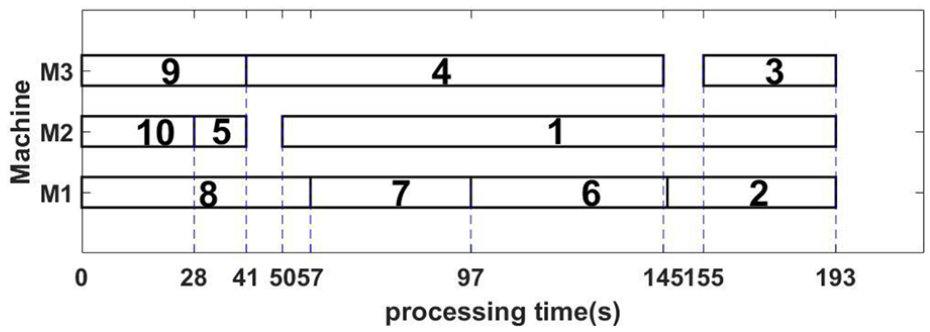
Gantt chart of the unconstrained scheduling results.
Although the scheduling problem can be solved by MIP, it will be impossible to solve the problem instances when there are much more operations. Therefore, for the large size scheduling problem, it is definitely necessary to propose an efficient algorithm which could find near-optimal solutions in a reasonable time.
Tabu-GA search algorithm
Tabu search is one kind of meta-heuristic method introduced by Glover. 27 This algorithm starts with an initial feasible solution and develops to another solution in the defined neighborhood of the current one at each iteration. The solution which has the diversity of objective function is to be selected. It is forbidden to repeat a move for a specified number known as the Tabu tenure during the process of iterations. The Tabu tenure is a table that records the improved process, and is the best solution in a memory-based strategy; it can prevent the algorithm from getting the locally optimal solution.
The Tabu search algorithm has a good ability to move to the neighborhood intensive solution of current one but the algorithm jumps to a solution in a different neighborhood when the inner loop has terminated. Then a generation method of initial population using GA is critical for the diversification of solutions because the generation method of GA includes the optimal gene of last solution.
Detailed information about Tabu search and GA can also be found in Glover 27 and Golberg. 28 Sivaram et al. 29 also use the hybrid GA to explore the process of selecting optimal generation along with their weights and fusion function. However, this method suffers a setback of slow convergence. The convergence rate can be improved by merging Tabu search—a best local search—with the GA. Li and Gao 30 have proposed an algorithm which combines the global search and the local search by using GA and Tabu to solve flexible jobshop scheduling problem. The Tabu-GA is used to solve the PMSP in the article. The details of the algorithm are presented below.
Initial solution
The initial solution is found by a greedy heuristic algorithm that selects the operations according to a priority rule, similar to the one used by Roh and Kim. 3 The stepwise description is given below, and the pseudo-code of greedy heuristic method is provided.
Let J0: set of operations that have not been assigned to any machine; Mj: set of operations that have been assigned to machine j; L0: set of tool copies available at one processing time,

where
As can be seen from the equation, the operation that has shorter processing time and that demand fewer additional tool copies has a lower priority value and is more important than any other operations. As an operation cannot start processing without tool copies required, the starting time of operation needs to be delayed until the tool copies become free. Hence, the completion time is affected by bij. The square of bij is used to increase the priority value of those operations since it plays an effective role.
List all priority values and select the operation–machine pair with the minimum priority value in the list. Make operation i to be processed on machine j.

Solution code and generation method
The sample solution representation of operations sequence is given below:
Machine 1: Operation8—Operation4—Operation6—Operation10 (which translate into code M1 = (8,4,6,10)
Machine 2: Operation5—Operation9 (which translate into code M2 = (5,9)
Machine 3: Operation3—Operation1—Operation2—Operation7 (which translate into code M3 = (3,1,2,7)
The neighborhood of a solution is generated in two ways:
Switch two operations randomly without considering resource competition relationship.
Move an operation to another position.
Iteration and diversification phases
In the iteration phase of the algorithm, all the possible neighborhood of the current solution will be generated and compared with priority values. They will move to the optimal solution which is feasible. This allows us to search the local area of the current solution. When iterating to a certain number, the inner loop stops.
To avoid getting the local optimal solution, the search moves to diversification phases. In this phase, another different initial pollution is created by generation of GA.
As the efficiency of the algorithm is highly depended on their quality, the fitness value to evaluate its performance, which is similar to Zhou et al., 31 is used. After the generation of new solution, fitness value of each move is calculated by Fg. The fewer the fitness value, the better the performance of Tabu search. Hence, solution with fewer fitness values has more chances to survive. Because the objective function is to minimize the make-span with constrained tool and tool service life, fitness value can be obtained using the following function

where
1. Calculate selection probability of each Tabu search for next initial solution

2. Generate cut points, S(g)

3. Generate N random number uniformly distributed between 0 and 1,
4. For each
5. List the S(g) selected and make the best one with highest selection probability and lowest fitness to be the next initial solution of Tabu search.
Algorithm flow description
First, parameters are defined as follows
tl: Tabu list that record the Tabu tenure and Tabu status
Then detail description of this search algorithm is provided as follows
Step 0: Set
Step 1: Set
Step 2: Generate all neighborhood of the current solution using two ways described in section “Solution code and generation method.”
Step 3: Select the local optimal solution due to the fitness values.
a) If
b) If
i. If
ii. If
Step 4: Decrease the time that feasible solutions are Tabu by one ttij − 1 and then consider local optimal solution as the current one. Set
a) If
b) If
i. If
ii. If
The flow chart of algorithm is shown in Figure 3.
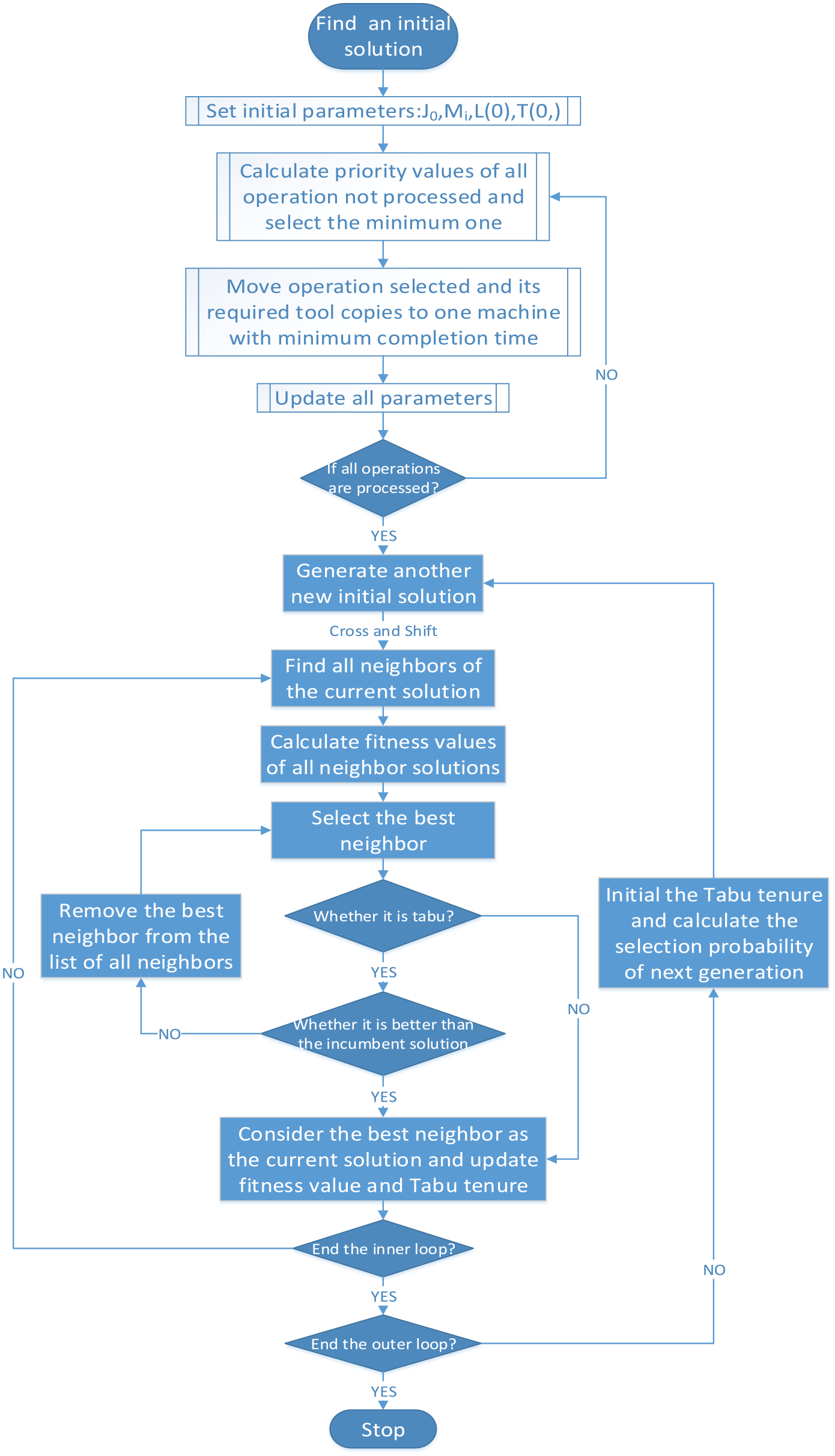
Tabu-GA search algorithm.
Comparison of experimental results
The example is defined in section “Mathematic model” and in some other cases similar to it. The number of iteration and diversification phase are set as 80 and 20, respectively. A total of 1600 iterations are performed for each problem instance. The Tabu-GA search is coded in the MATLAB® 2016(b) with tool boxes yalmip and lpsolve using Intel® Core™ i5-3470 CPU @ 3.20 GHz 3.60 GHz and 4 GB RAM.
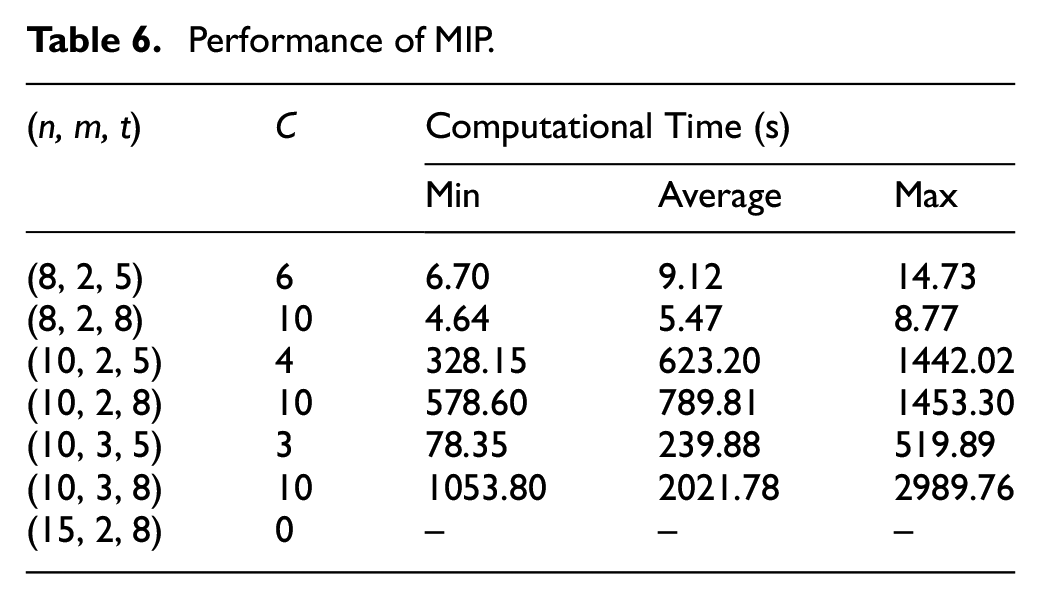
There are several problem instances that n operations are processed on m machines with t kinds of tool types to be illustrated in this case. Compared with the results of MIP shown in Table 6 and in Table 7, the results are shown for the Tabu-GA search heuristic: the number operations, machines and tools (n, m, t); the number of optimal solutions found (C); the minimum, average, and maximum computational time in seconds (computational time).
Performance of MIP.
Performance of Tabu-GA.
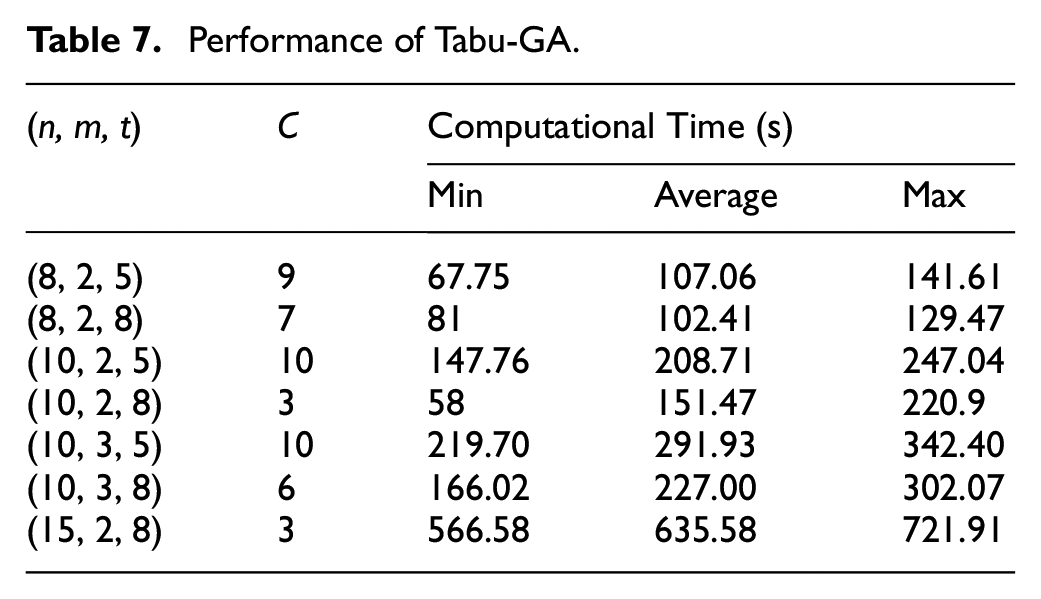
Comparing Table 6 with Table 7, the computational time of each model with different sizes of problem instance are shown in Figure 4. From Figure 4, it can be concluded that the MIP model can gain optimal solutions in small size problem instances, but as the size increases, this model need much more computational time and it cannot gain optimal solutions within reasonable time. However, the efficiency of Tabu-GA model is better than the MIP model as the problem size increases.
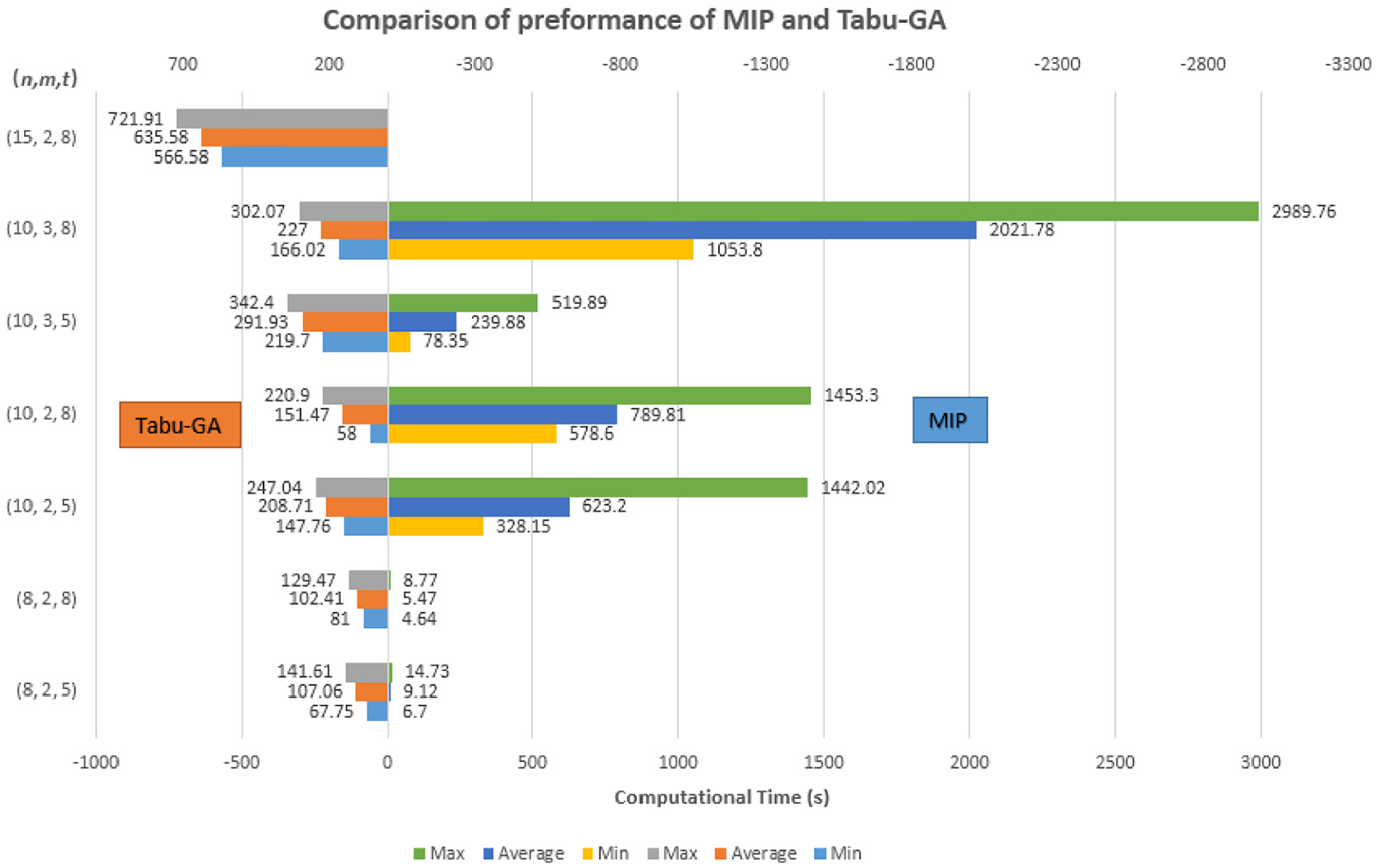
Tabu-GA search algorithm.
Table 8 shows the range of make-span deviations from the best optimal solution which can be found in MIP (Deviation), and “Deviation” can be defined by equation (25). These figures are shown to demonstrate that these models can gain optimal solutions with low-level deviation ranges of the make-span within a reasonable time.

where
Comparison of make-span deviation between MIP and Tabu-GA.
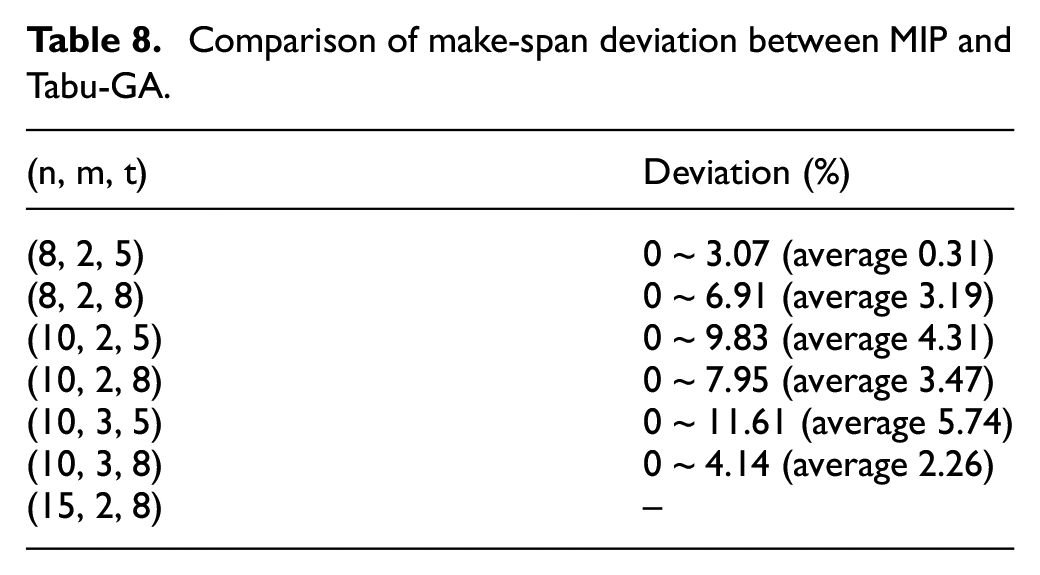
Tables 6–8 show that the Tabu-GA can search near-optimal solutions, and the problem size has no significant effect on the solution quality; however, the calculating times increase as the iteration numbers increase. MIP performs better when the number of operations is under a specified figure, but the Tabu-GA search can find more feasible solutions in reasonable times with the number of operations increasing.
Performance analysis
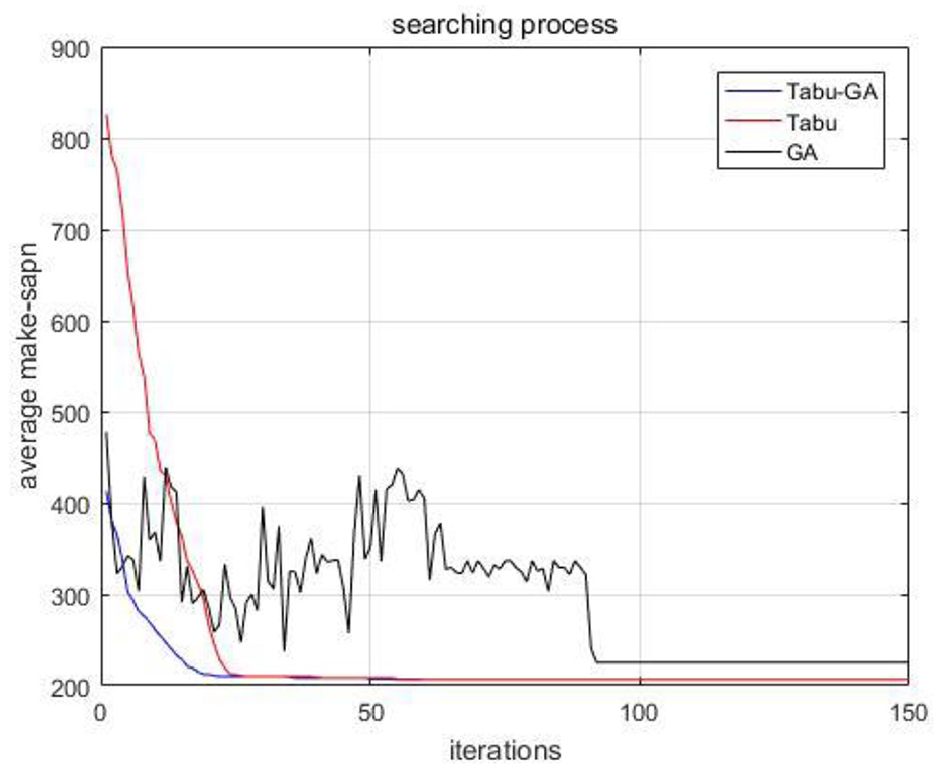
Compared with other algorithms, the superior performance of Tabu-GA search algorithm is demonstrated in Figure 5. The total generation number is 300, the population size is 30, and iteration process will be stopped to prevent extra computational cost when the optimal solution is found. The figure involves iterations and average make-span of all population in each generation, which represents the optimization performance of Tabu search algorithm, GA, and Tabu-GA search algorithm..
Performance comparison.
The results show the following:
The GA started from 478.4, and the optimal solution, which is 225, is found after generation 92
The Tabu search algorithm’s initial solution is 826.2 and the optimal solution 206.5 is found in the 60th generation
The Tabu-GA started from initial solution 413.1, and the near-optimal solution 206.5 is found when in the 55th generation. After that, iteration process is stable, but the optimal solution 202.1 is found after generation 258, which is ignored in Figure 5 because the deviation is subtle that cannot obviously reflect on the comparison figure.
It can be concluded that:
The GA has a better performance in selecting initial solution;
Tabu search algorithm needs less computational cost to find the optimal solution;
Tabu-GA search is an effective fusion algorithm that leverages benefits of both Tabu search algorithm and GA, which can also find better optimal solution than Tabu search algorithm and GA after a number of iterations.
To sum up, GA can perform better in global search and provide a great flexibility to ensure the effectiveness and efficiency of the algorithm. However, this method suffers a setback of slow convergence. Tabu search can improve the convergence and local search capability. Furthermore, the mapping relationship between initial solution and neighborhood can also be improved by GA. The Tabu-GA algorithm is proposed to combine the advantages of Tabu and GA. It has a great flexibility, and the convergence is fast. Therefore, the Tabu-GA is better than both Tabu and GA in global or local optima searching. Tabu-GA is used in solving PMSPs defined in the article, and it shows a better optimization performance in optima search and strong convergence compared to Tabu search algorithm and GA.
Conclusion
In this article, the scheduling problem to minimize the make-span with restrained tool resources on uniform parallel machines is studied considering operation assignment, operation assignment, and tool scheduling simultaneously. A Tabu-GA search algorithm is proposed to search the near-optimal solutions within an acceptable time and deviation. In small size cases, the results obtained by the proposed method are similar to those obtained by MIP, which can find the exact solution. However, MIP cannot solve the large size problem due to the difficulty of problem as the problem size increases, while the proposed method still works. In addition, compared to Tabu search algorithm and GA, the proposed method performs better in solving scheduling problems.
During practical machining process, magazine of each machine tool (such as lathe and machining center) has limited tool type, and the tool number for each type is also limited. Furthermore, tool service life will be varied with the machining process due to the effect of tool wear. In the proposed study, the limited tool resource and tool service life are considered in the PMSP. Therefore, the results generated by the proposed method are more realistic. In the future, tool loading problems such as switching time and transporting load, which are negligible in this study, will also be considered.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Key Technologies Research and Development Program of China (Grant No.2018AAA0101804), National Natural Science Foundation under Grant No.51635003, and Innovation Team Development Program of the Ministry of Education under Grant No.IRT 15R64.