
Abstract
This study proposes an integrated model for capacity and production planning in a hybrid production system with manufacturing and remanufacturing facilities. The manufacturing facility produces new products from raw materials, while the remanufacturing facility produces remanufactured products by disassembling, reprocessing and reassembling end-of-use/life products. The problem is to determine capacity requirements and production quantities at manufacturing and remanufacturing facilities, together with subcontracting quantities, to satisfy the demands over a given planning horizon. The objective is to minimize the sum of shutdown, production, inventory holding and subcontracting costs. In particular, this study considers the budget constraint that restricts the cost required to change manufacturing and remanufacturing capacities. An integer programming model is developed to represent the integrated problem mathematically, and then, due to the problem complexity, two linear programming relaxation–based heuristics, each of which fixes the binary variables using a systematic method, are suggested. Computational experiments were done on a number of test instances, and the test results show that the heuristics give near-optimal solutions.
Introduction
Remanufacturing, an ultimate form of recycling, is a production process in which end-of-use/life products are restored to like-new conditions, that is, recycling by manufacturing new products from end-of-use/life products. In other words, end-of-use/life products are reprocessed in such a way that their qualities are as good as new in the aspects of appearance, reliability and performance. Compared with the repair process, the criterion as good as new is the critical factor in defining remanufacturing process. 1 In summary, remanufacturing is an industrialized process, not a simple mechanical work, with an overall restoration to like-new conditions after end-of-use/life products are disassembled. See Lund 2 and Steinhilper 3 for the differences between repair and remanufacturing.
The remanufacturing process can be briefly described as follows. An end-of-use/life product is disassembled into its components, and usable ones are reprocessed and put into inventory. Then, the like-new product is produced by reassembling both old and, where necessary, new components to produce a unit fully equivalent and sometimes superior in performance and expected lifetime to the original product. Remanufacturing is being applied to various product types, ranging from small automobile parts to large aircrafts. According to Lund, 2 remanufactured product types can be classified into four categories: automotive parts, industrial equipment, commercial products, and residual products. Among them, automotive parts, such as engines, starters and transmissions, account for two-thirds of the remanufacturing industry. 4 In addition, various cases have been reported on other product types, such as computers, copiers, toner cartridges, mobile phones, medical equipment and office furniture.5–11
Among various decision problems in remanufacturing systems, this study focuses on capacity and production planning. (See Ilgin and Gupta 12 for other operational problems in remanufacturing systems.) More specifically, this study considers the two problems at the same time in a hybrid system with a manufacturing facility that produces new products from raw materials and a remanufacturing facility that produces remanufactured products from disassembling, reprocessing and reassembling end-of-use/life products. The integrated problem is to determine capacity requirements and production quantities at manufacturing and remanufacturing facilities, together with subcontracting quantities, to satisfy the demands over a given planning horizon. In general, the hybrid systems can be found in various manufacturing companies that adopt remanufacturing facilities in parallel to the existing manufacturing facilities due to economic and environmental reasons.
Compared with other decision problems in remanufacturing systems, not many previous studies have been done on capacity planning. The beginnings were done by Guide and Spencer 13 and Guide et al. 14 Guide and Spencer 13 developed the modified bill-of-resources approach for rough-cut capacity planning, which takes into account the major stochastic elements inherent in the remanufacturing environment, and Guide et al. 14 suggested a capacity-planning model that takes into account material recovery rates and stochastic routings. Kim et al. 15 considered the multi-period capacity-planning problem that determines collection, disassembly and refurbishing capacities over a planning horizon and suggest a linear programming (LP) model that maximizes the cost saving subtracted by the maintenance cost. Also, some other researchers adopted the system dynamics approach that provides the policies to improve the system performances by specifying how physical processes, information flows and managerial policies interact to create the dynamics of interesting variables. For example, Vlachos et al. 16 analyzed the capacity expansion policies in a closed-loop supply chain with remanufacturing. See Georgiadis and Vlachos, 17 Georgiadis et al., 18 Georgiadis and Athanasiou 19 and Wang and Murata 20 for other system dynamics approaches.
Unlike the ones for remanufacturing systems, there are some previous studies on the capacity-planning problem in hybrid systems with manufacturing and remanufacturing facilities. Rubio and Corominas 21 suggested a multi-period capacity-planning model that determines manufacturing and remanufacturing capacities and return/use rates of end-of-use/life products, and analyze the capacity transfer decision between manufacturing and remanufacturing lines. Later, Benedito and Corominas 22 considered a single-period, static capacity-planning problem that determines manufacturing and remanufacturing capacities to satisfy stochastic and constant demands over a planning horizon and suggest the optimal capacity decision policies with and without an alternative supplier. Recently, Georgiadis and Athanasiou 23 suggested a simulation-based system dynamics optimization approach for the long-term capacity-planning problem that determines manufacturing and remanufacturing capacities in the reverse channel of a two-product, closed-loop supply chain.
This study was motivated from the need to develop a method for capacity and production planning when a manufacturing firm adopts a remanufacturing facility due to economic and environmental reasons, which is the basic difference compared with the ones that consider capacity planning only. To the best of the authors’ knowledge, there is no previous study that considers the two hierarchical decisions at the same time for hybrid systems with manufacturing and remanufacturing facilities. Note that the integrated approach suggested in this study has a substantial benefit in that it pursues the global optimum by searching larger solution space. In particular, unlike the existing capacity-planning models for hybrid systems with manufacturing and remanufacturing facilities, this study considers the budget constraints explicitly, together with making the production planning decision more specifically. In summary, this study is the first one that suggests an integrated capacity and production planning model for hybrid systems with manufacturing and remanufacturing facilities.
To represent the problem mathematically, an integer programming model is developed for the objective of minimizing the sum of shutdown, production, inventory holding and subcontracting costs. Then, due to the problem complexity, two LP relaxation–based heuristics, each of which fixes the binary variables using a systematic method, are suggested. To show the performances of the two heuristics, computational experiments were done on various test instances, and the test results are reported.
This article is organized as follows. In the next section, the system and problem are described in more detail, together with the integer programming model. The LP relaxation–based heuristics are presented in section “Solution algorithms,” and section “Computational results” reports their test results. Finally, section “Concluding remarks” gives the conclusions with possible areas for further research.
System and problem descriptions
This section explains the system considered in this study. Then, the problem is described in more detail, together with the integer programming model.
In the hybrid system, there are three product supply channels that satisfy customer demands: manufacturing, remanufacturing and subcontracting. It is assumed that there is no difference in quality among manufactured, remanufactured and subcontracted products. First, in the manufacturing channel, new products are produced using raw materials and then sent to the serviceable inventory point where the products serviceable to customer are temporarily stored. Second, in the remanufacturing channel, remanufactured products are produced by disassembling end-of-use/life products, reprocessing their components and reassembling the reprocessed components. Upon returning from customers, end-of-use/life products are inspected and remanufacturable products are stored at the remanufacturable inventory point. Note that the returned products are disposed of if they are not remanufacturable after inspection. As in the manufacturing channel, the remanufactured products are also sent to the serviceable inventory point. Finally, if the serviceable inventory level is not sufficient to satisfy customer demands, the shortages are satisfied from purchasing products from alternative suppliers, that is, subcontracting. Figure 1 shows the three product supply channels of the hybrid production system considered in this study.
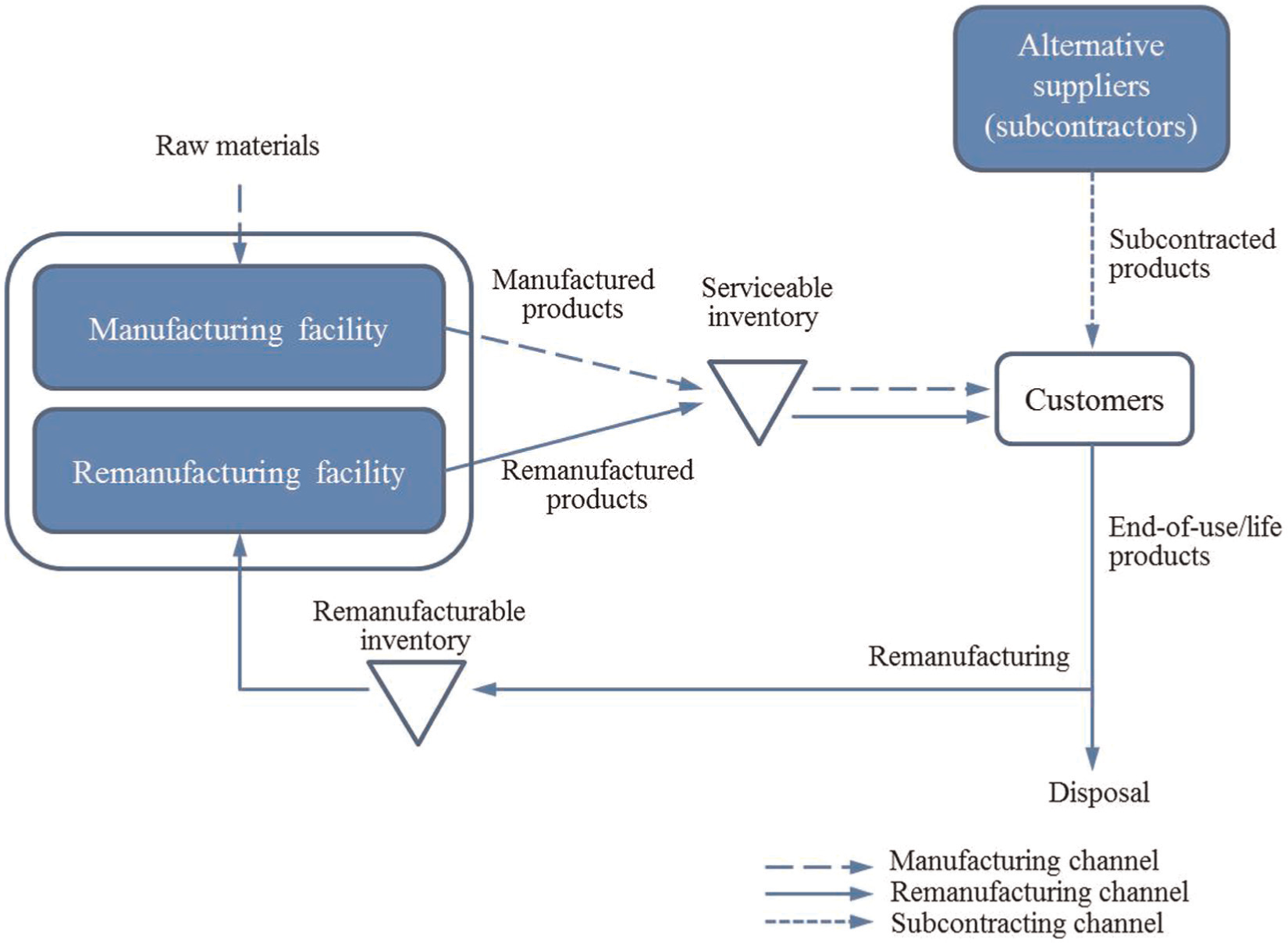
Product supply channels of the hybrid production system.
The integrated problem considered in this study can be briefly described as follows: for a hybrid production system with manufacturing and remanufacturing facilities, the problem is to determine the manufacturing and remanufacturing capacities for each product family as well as the manufacturing, remanufacturing and subcontracting quantities for each product in each period of planning horizon while satisfying the customer demands and the budget associated with changing capacities for the objective of minimizing the sum of shutdown, production, inventory holding and subcontracting costs. It is assumed that the product types are grouped into product families, that is, collection of products that are similar either in design or in manufacturing attributes, such as geometric shape, size and processing steps. For example, a Korean remanufacturing company produces 1020 automotive remanufactured part types that are classified into five part families: alternators, starter motors, constant-velocity joints, rack and pinions, and calipers.
There are two decision types: (a) manufacturing/remanufacturing capacities for product family, that is, capacity planning, and (b) manufacturing, remanufacturing and subcontracting quantities for product, that is, production planning. More specifically, capacity planning is done by determining the increase or decrease in the manufacturing/remanufacturing capacities for each product family in each period of the planning horizon, while production planning is done by determining the manufacturing, remanufacturing and subcontracting quantities for each product in each period of the planning horizon.
The integrated problem has two main constraints: demand requirements and budget limitation. The demand requirements are the production quantities to be produced in each period of the planning horizon, which are obtained from customer orders or demand forecasting. Also, the budget limitation is considered for capacity changes, that is, variable costs to increase or decrease manufacturing and remanufacturing capacities. Note that the fixed costs to change capacities are considered in the form of shutdown costs that will be explained later.
The objective function consists of shutdown, production, inventory holding and subcontracting costs, where the cost factors are general ones considered in ordinary capacity and production planning decisions and can be obtained from the accounting department. First, the shutdown costs at manufacturing and remanufacturing facilities imply the fixed costs incurred when the facilities are stopped due to capacity changes. Second, the production cost consists of setup and operation costs to produce products at manufacturing and remanufacturing facilities. The fixed setup costs occur in a period if any manufacturing or remanufacturing operation is performed in that period. Also, it is assumed that the variable operation costs are proportional to the labor or machine-processing times required for manufacturing or remanufacturing operations. Third, the inventory holding costs are the ones incurred to carry over remanufacturable and serviceable product inventories over the planning horizon. Finally, the subcontracting cost, which is assumed to be greater than the corresponding production cost, is the one incurred by purchasing products from alternative suppliers.
As a beginning study on integrated capacity and production planning in hybrid manufacturing and remanufacturing systems, this study considers the deterministic version of the problem. In other words, all the data, such as demands, costs and budget, are deterministic and given in advance. Other assumptions made for the problem are the following: (a) end-of-use/life products can be obtained whenever they are ordered; (b) all returned products are remanufacturable, that is, disposing lower quality products are not considered; (c) serviceable and remanufacturable inventory points have no capacity limits; (d) new products can be purchased from alternative suppliers whenever they are ordered; and (e) backlogging is not allowed.
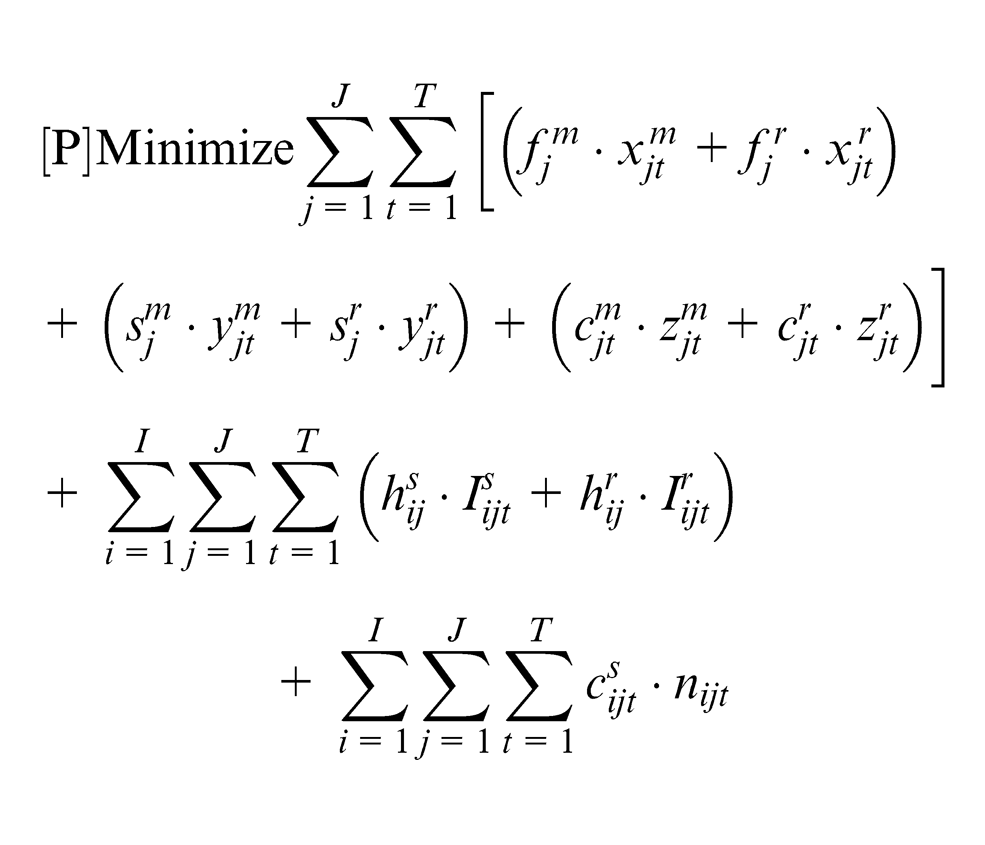
The problem can be formulated as the following mixed integer programming model
subject to
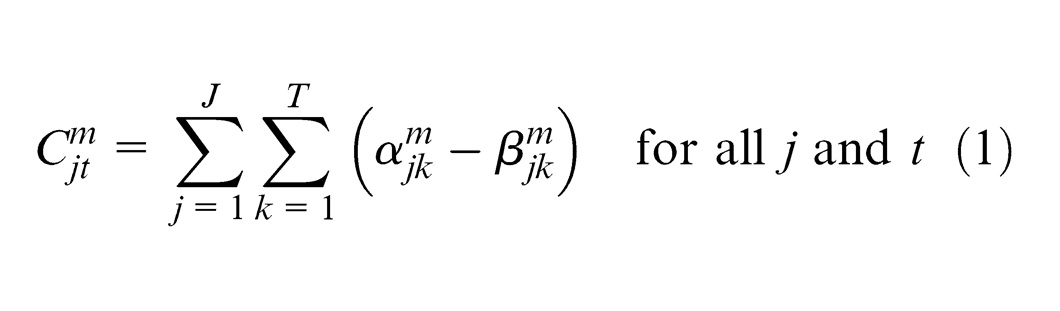
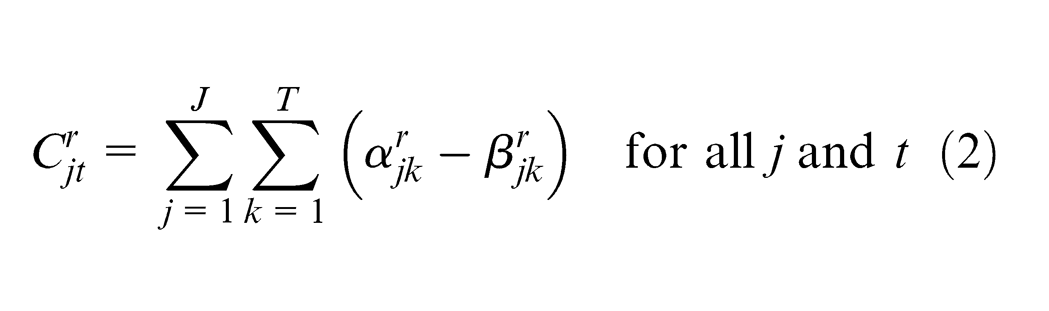

The objective function denotes minimizing the sum of shutdown, production, inventory holding and subcontracting costs over the planning horizon. Constraints (1) and (2) specify manufacturing and remanufacturing capacities for each product family in each period. Constraints (3), (4), (5) and (6) represent capacity increases or decreases at both facilities in each period. Constraint (7) represents the budget constraint. Constraints (8) and (9) represent the capacity constraints for each product family in each period, where the capacities are specified by constraints (1) and (2). Constraint (10) ensures that the remanufacturing quantity in a period be less than or equal to the corresponding remanufacturable inventory at the start of the period. Constraints (11) and (12) represent that a setup in a period occurs whenever at least one manufacturing and remanufacturing operation is performed in that period. Constraint (13) specifies the amount of subcontracting in each period. Constraints (14) and (15) represent the serviceable and the remanufacturable inventory balances, respectively. In particular, the demand requirements are represented by constraint (14). Finally, the other constraints represent the conditions of decision variables.
The problem can be solved directly using a commercial software package. However, this requires an excessive amount of time. In fact, the problem considered in this article is non-deterministic polynomial-time hard (NP-hard), which can be easily seen from the fact that the mathematical formulation has the knapsack constraints and binary decision variables. (Test results on using a commercial software package will be given in section “Computational results.”)
Solution algorithms
This section presents the two heuristics based on the LP relaxation technique, each of which fixes the binary variables using a systematic method.
LP relaxation heuristic—type 1
The first heuristic, denoted by LP-R1, is a simple fixing and checking procedure. The procedure works as follows.
First, the relaxed problem is solved after setting all binary variables, that is,
The detailed procedure of the LP-R1 is given below.
Procedure 1 (LP-R1)
Step 1. Solve the relaxed problem after setting all the binary variables to real values between 0 and 1, that is,
Step 2. Fix the binary variables with positive real values to 1 and the others to 0.
Step 3. Solve the LP problem under the fixed binary variables. If a feasible solution is obtained, stop the algorithm. Otherwise, go to Step 4.
Step 4. Select additional p% of zero-valued binary variables in the order of
LP relaxation heuristic—type 2
The second heuristic, denoted by LP-R2, is different from the LP-R1, in that the zero-valued binary variables are selected using the bisection search method with a priority rule.
As in the LP-R1, the relaxed problem is solved after setting all the binary variables to real variables between 0 and 1. Then, the positive-valued binary variables are sorted in the non-increasing order of rounded-up values at the qth decimal point, where ties are broken with a priority rule. In this study, q was set to 2 from preliminary experiments on the test instances, for example, 0.023 rounded-up to 0.1. Also, the following priority rules to break ties are tested in this study. (Table 1 shows an example for sorting the binary variables.)
Sorting the positive binary variables: example.
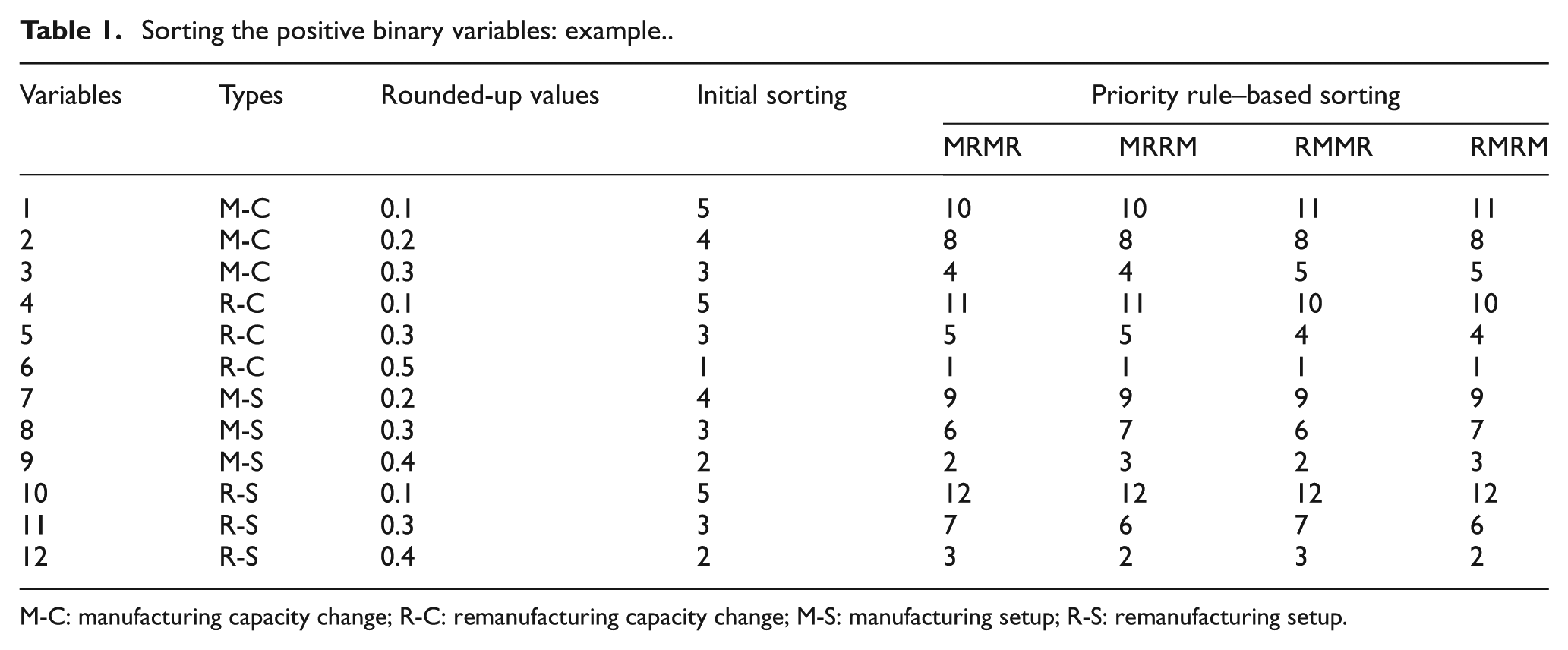
M-C: manufacturing capacity change; R-C: remanufacturing capacity change; M-S: manufacturing setup; R-S: remanufacturing setup.
MRMR sort the binary variables in the order of manufacturing capacity change, remanufacturing capacity change, manufacturing setup and remanufacturing setup, that is, order of
MRRM sort the binary variables in the order of manufacturing capacity change, remanufacturing capacity change, remanufacturing setup and manufacturing setup, that is, order of
RMMR sort the binary variables in the order of remanufacturing capacity change, manufacturing capacity change, manufacturing setup and remanufacturing setup, that is, order of
RMRM sort the binary variables in the order of remanufacturing capacity change, manufacturing capacity change, remanufacturing setup and manufacturing setup, that is, order of
Finally, according to the sorted list of the positive-valued binary variables, the ones to be fixed to 1 are selected using the bisection search method. Let U and R denote the total number of binary variables and the number of binary variables to be fixed to 1, respectively. (Therefore, the remaining U − R binary variables are fixed to 0.) The bisection search method works as follows. (Let N denote the number of iterations, initially N = 1.) The initial number of binary variables to be fixed to 1 is set to U/2 N , that is, R = U/2 N . If a feasible solution can be obtained from solving the LP problem after fixing the R binary variables according to the sorted list, the number of binary variables to be fixed to 1 is decreased to R − U/2 N+1. Otherwise, it is increased to R + U/2 N+1. Here, the feasible solution improves the current best one, the solution is updated. This is done for a pre-specified number of the iterations.
The detailed procedure of the LP-R2 is given below.
Procedure 2 (LP-R2)
Step 1. Set N = 1 and R = U/2, where N denotes the number of iterations.
Step 2. Solve the relaxed LP problem after setting all the binary variables to real variables between 0 and 1, that is,
Step 3. Sort the positive-valued binary variables of the current LP solution in the non-increasing order of rounded-up values, where ties are broken with a priority rule.
Step 4. Solve the LP problem after fixing the R binary variables to 1 according to the sorted list of the positive-valued binary variables. (Set the others to 0.) If the solution is feasible, set R = R − U/2 N+1 and update the solution if it improves the current best one. Otherwise, set R = R + U/2 N+1.
Step 5. Set N = N + 1. If N = S, stop. (S denotes the pre-specified number of iterations.) Otherwise, go to Step 3.
Computational results
To show the performances of the two heuristics suggested in this study, computational experiments were done on a number of test instances, and the results are reported in this section. The two heuristics were coded in C++, and the test was done on a personal computer with an Intel core i5 processor operating at 2.8 GHz clock speed.
In the experiments, two performance measures are used. They are (a) percentage deviations from the optimal solution values or lower bounds and (b) central processing unit (CPU) seconds. The optimal solutions (for small-sized test instances) or lower bounds (for large-sized test instances) were obtained by solving the integer programming formulation [P] using CPLEX 12.1, a commercial software package. Here, the lower bounds were used if the CPLEX could not give the optimal solutions within 3 h. Also, a preliminary test was done to set the parameters of the two LP relaxation heuristics, that is, p (selection ratio) of LR-R1 and S (number of iterations for termination) were set to 10% and 5, respectively.
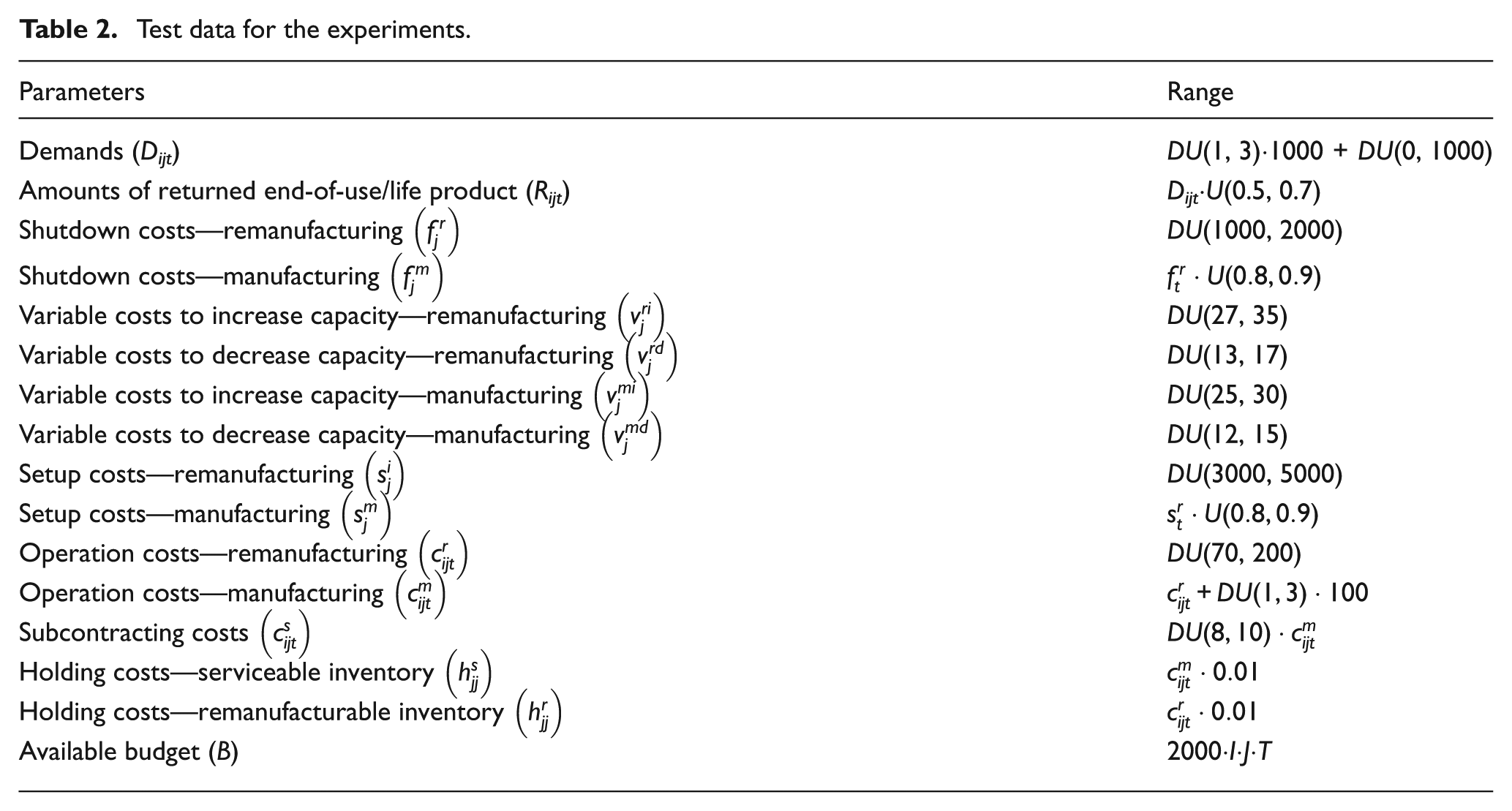
For the test, 10 instances were generated for each of the 12 combinations of 3 levels of the number of periods (6, 12 and 24), 2 levels of the number of product families (20 and 30) and 2 levels of the number of product types for each product family (5 and 10). The test data were generated using the method of Kim et al. 15 that reports a case study on remanufacturing capacity planning, which are summarized in Table 2. In the table, U(a, b) and DU(a, b) denote the uniform and the discrete uniform distributions with range [a, b], respectively.
Test data for the experiments.
Test results are shown in Tables 3 and 4 that summarize the average percentage deviations from the optimal solution values (or lower bounds) and CPU seconds, respectively. It can be seen from the Table 3 that the LR-R2 heuristics (with different priority rules) are better than the LR-R1 heuristic due to their larger search space. Among the four priority rules of the LR-R2, the RMMR that sorts the binary variables in the order of remanufacturing capacity change, manufacturing capacity change, manufacturing setup and remanufacturing setup was slightly better than the others in overall average. However, there was no statistically difference among the four priority rules. Regardless of the algorithm types, the percentage deviations were below 0.2%, which implies that the two LP relaxation–based heuristics can give near-optimal solutions. Finally, as can be seen in Table 4, the LP-R2 heuristics take longer CPU seconds than the LP-R1 heuristic. However, the computation times of the LP-R2 heuristics were much shorter than those of CPLEX. In fact, the CPLEX did not give the optimal solutions within 3 h for the test instances with 12 periods.
Test results: solution quality.
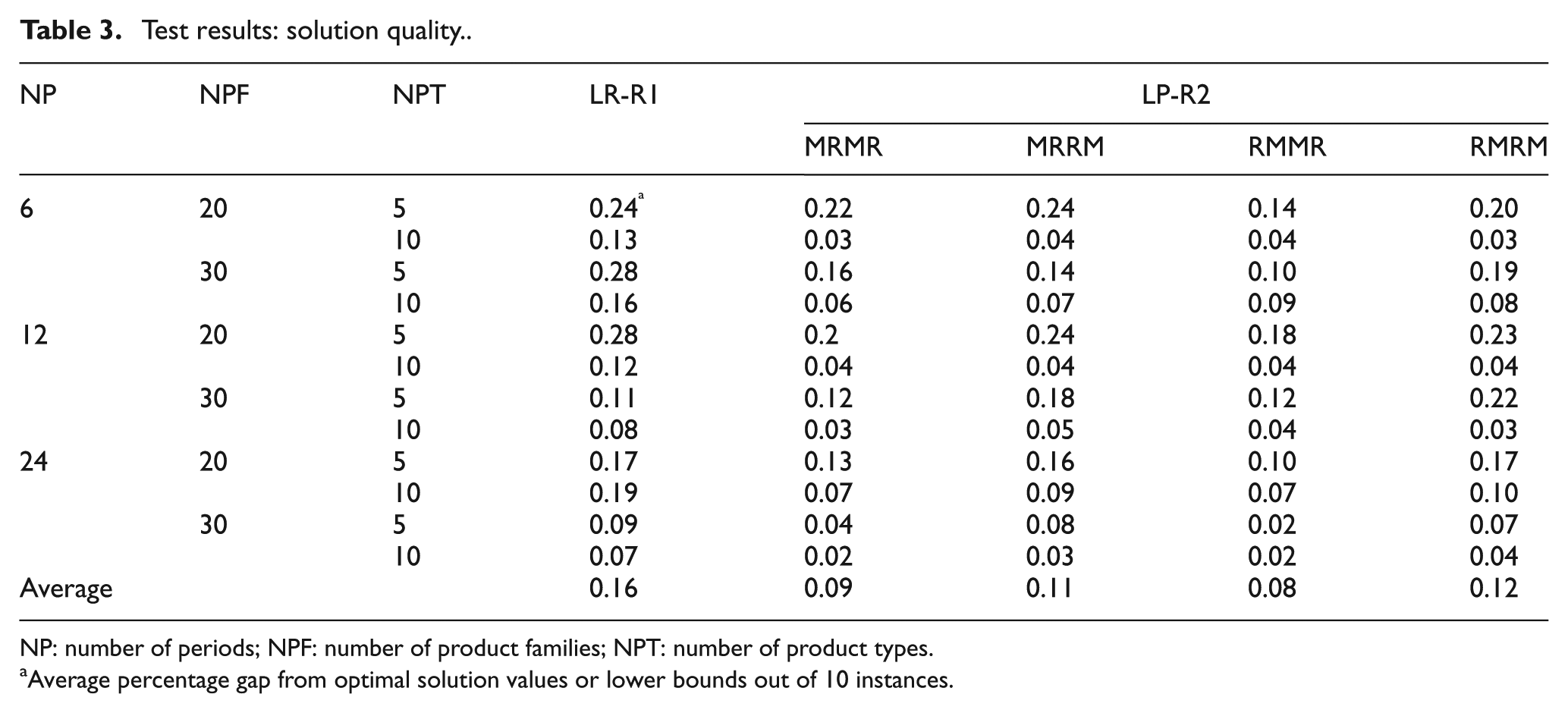
NP: number of periods; NPF: number of product families; NPT: number of product types.
Average percentage gap from optimal solution values or lower bounds out of 10 instances.
Test results: CPU seconds.
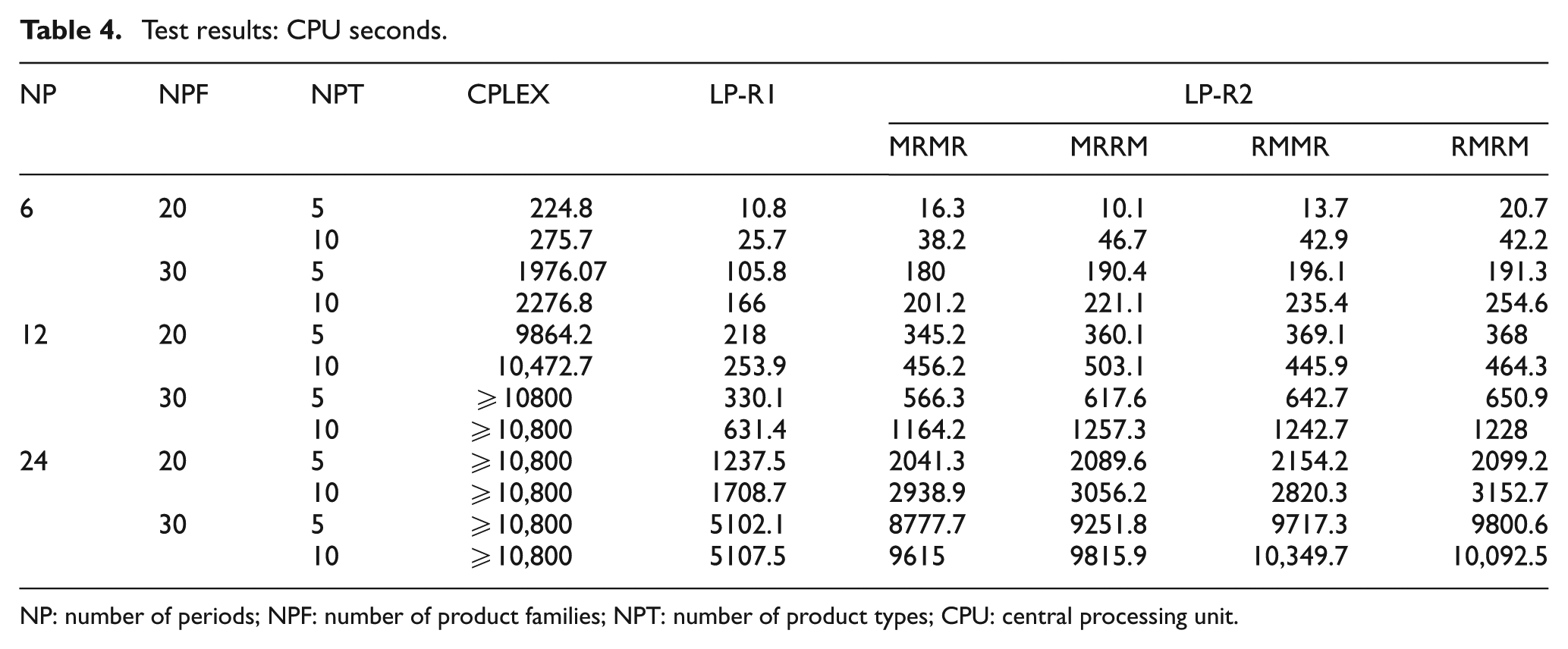
NP: number of periods; NPF: number of product families; NPT: number of product types; CPU: central processing unit.
Concluding remarks
This study suggested an integrated capacity and production planning model in a hybrid system with a manufacturing facility that produces new products from raw materials and a remanufacturing facility that produces like-new products by reprocessing end-of-use/life products. The decisions are capacity requirements for each product family and production/subcontracting quantities at manufacturing and remanufacturing facilities for each product to satisfy the demands under the budget constraint over a given planning horizon. The objective is to minimize the sum of shutdown, production (setup and operation), inventory holding and subcontracting costs. To represent the problem mathematically, an integer programming model was suggested. Since it is not practical to solve the model directly using a commercial software package, two heuristics were suggested based on the LP relaxation technique. Computational experiments were done on various test instances, and the test results showed that they gave near-optimal solutions for the test instances, that is, below 0.2% from the optimal solution values or lower bounds.
As a beginning study on capacity and production planning in hybrid systems with manufacturing and remanufacturing facilities, this study has some further research directions. In the theoretical aspect, it is needed to develop the optimal solution algorithms after characterizing the optimal solution properties. Also, in the practical aspect, the stochastic parameters, especially in the remanufacturing facility, are important considerations. Finally, a case study is needed to be performed to show the applicability of the model suggested in this study.
Footnotes
Appendix 1
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by the National Research Foundation of Korea (NRF) grant funded by Korean Government (Grant Code: 2011-0015888).