
Abstract
The poor machinability of titanium alloys results in the serious wear of the rake face of a ball-end milling tool. Previous studies indicated that the mesoscopic geometric characteristics of the tool can effectively improve the wear resistance. Therefore, in this thesis, a milling force model and a milling temperature model of a ball-end milling tool were established to verify the effect of the blunt and negative chamfer tool edges. Setting up a test platform for milling titanium alloy, the influence of mesoscopic geometric characteristic parameters on cutting performance of the ball-end milling tool was analyzed. In addition, based on the support vector regression and genetic algorithm, the optimal mesoscopic geometric characteristic parameters were obtained, which were under the four evaluation indices, such as mechanical–thermal characteristics, tool wear, and surface quality of the workpiece. It was verified experimentally that the tool life of the optimized micro-textured tools with the blunt and chamfer tool edges were improved by 33% and 25%, respectively, and the surface roughness was reduced by 26% and 23%, respectively, which were compared to the non-optimized tools. This thesis provides a reference for improving the processing efficiency and the quality of titanium alloys.
Keywords
Introduction
Titanium alloy has high specific strength and poor thermal conductivity, which results in high cutting temperature, large cutting force, severe cold hardening, and easy tool wear. With the continuous increase in the tool wear, the cutting force and cutting temperature will continue to increase, which seriously deteriorate the processing conditions and results in a poor-quality processing environment.1,2 Relevant research shows that micro-textures can change the length ratio of the bonding zone to the slip zone in the chip contact zone and then reduce the friction of rake face. At the same time, the micro-textures can capture the little abrasive particles in the process. 3 When the cutting depth is relatively small, the area where the rake face of the tool participates in cutting decreases, and the area near the tool edge will undertake the primary material removal operation. The stress and heat of the tool during the process are primarily concentrated at the tool edge. The tool edge has a significant effect on the cutting process. At this time, the effect of the tool edge on cutting deformation and material removal cannot be ignored. Domestic and foreign investigations on surface micro-textured tools are still in the initial stage. The specific researches are as follows.
Qi Baoyun et al. designed and placed the micro-textures on the rake face of a turning tool. Under the conditions of a small amount of lubrication and dry cutting, the tool was used to process the Ti6Al4V. The results indicated that the grooved micro-textured tool on the rake face can effectively reduce the contact length between the tool and the chip, the friction of the tool-chip contact area, the cutting force, and cutting temperature. Moreover, cutting with a small amount of lubricant can effectively reduce the adhesive wear of the tool. In dry cutting, the tool with grooved micro-textures is also useful. 4 Imani et al. investigated the behavior of Inconel 738. Four levels for the two former input parameters and two levels for the two other, totally 64 experiments, were fulfilled and studied. Based on the experimental results, the effect of input parameters on the outputs, that is, cutting force and surface roughness, was investigated and then neural network for modeling and predicting and genetic algorithm for the optimization of the outputs have been utilized. The optimized artificial network, which was obtained in this research, is useful for prediction of machining force and surface roughness of milling based on the values of cutting speed, feed rate, and the axial depth of cutting, for wet and dry milling of Inconel 738. 5 Lu Jianan et al. proposed a method that allowed customization of constraint directions so that different manufacturing technologies may be catered for. In the proposed method, a modified solid isotropic material with penalization scheme is used for the topology optimization. To demonstrate the effectiveness and usefulness of the proposed method, a number of sample studies have been presented. Even though the proposed method is currently implemented only for two-dimensional (2D) case studies, it will be extended to three-dimensional (3D) applications in the future. 6 Yang Jun et al. used the method of differential geometric curvature analysis to establish the numerical expressions of the tool edge radius in the cutting plane, the normal section, and primary section in the cutting process. The relationship between the inclination angle and the blunt tool edge, and the law between the inclination angle and radius of curvature were analyzed. The results show that a relationship exists between the blunt tool edge and the inclination angle.7,8 Maruda et al. studied the influence of the cutting zone cooling method on the wear of a cutting tool made of sintered carbide P25, during the process of turning AISI 1045 steel. The following cooling variants have been considered: dry machining, minimum quantity cooling lubrication (MQCL) method, and MQCL + extreme pressure and antiwear (EP/AW). It has been found that during MQCL + EP/AW cooling, the tool wear decreases by 20% at the lowest cutting speed to 51% at the highest cutting speeds as compared to dry machining. In a scanning analysis of the tool point, it has been found that a thin layer of a tribofilm is formed on the wedge surfaces, which results in improvement of the machining process conditions. 9 Królczyk et al. studied on determining detailed identification of wear mechanisms occurring on the rake face and major flank in the process of turning the decision support system (DSS). The results of wear occurring on both the tool points were compared for the period of the steady-state wear of the tool point. Occurrences of various mechanisms have been proven, such as abrasive wear. Scanning electron microscopy (SEM) and optical device for 3D surface measurement of infinite focus have been used for the wear analysis. 10 Królczyk et al. examined the influence of cutting parameters, namely cutting speed, feed, and depth of cut onto tool life in DSS turning process. The study included developing a mathematical model to determine the tool life. Verification research has been carried out in computer numerical controlled (CNC) lathe; hence, the test plan has been adjusted to the possibility of programmable machines controlling GE Fanuc series 0-T. The comparison of results obtained from the given experimental plan was performed in industrial company. 11
All in all, the researches of the above scholars on micro-textured tools at home and abroad do not consider the effects of the tool edge on the cutting performance. The tool edge and micro-textures belong to the same order of magnitude, and the tool edge affects the process and direction of chip formation. Finally, the shape of the contact area is determined. Therefore, in this thesis, under the action of a blunt and a negative chamfer tool edge, the milling force and milling temperature models would be first established. Then, the optimal mesoscopic geometric characteristic parameters under the four evaluation indexes, such as the force and temperature characteristics of milling titanium alloys, the tool wear, and the surface quality of the workpiece, would be obtained, and subsequently the range for optimizing mesoscopic geometric characteristic parameters would be defined. The method of support vector regression machine would be used to optimize the sample data, and the method of exponential regression analysis would be used to establish the optimal models. Based on the genetic algorithm, the optimal value of mesoscopic geometric characteristics would be solved.
Physical properties model of titanium alloys milled by ball-end milling tool under the action of different tool edge
Mechanical models under the action of different tool edge
In Figure 1, the differential element dx is chosen along the tool edge of the ball-end milling tool, and the area dAz of the differential element is
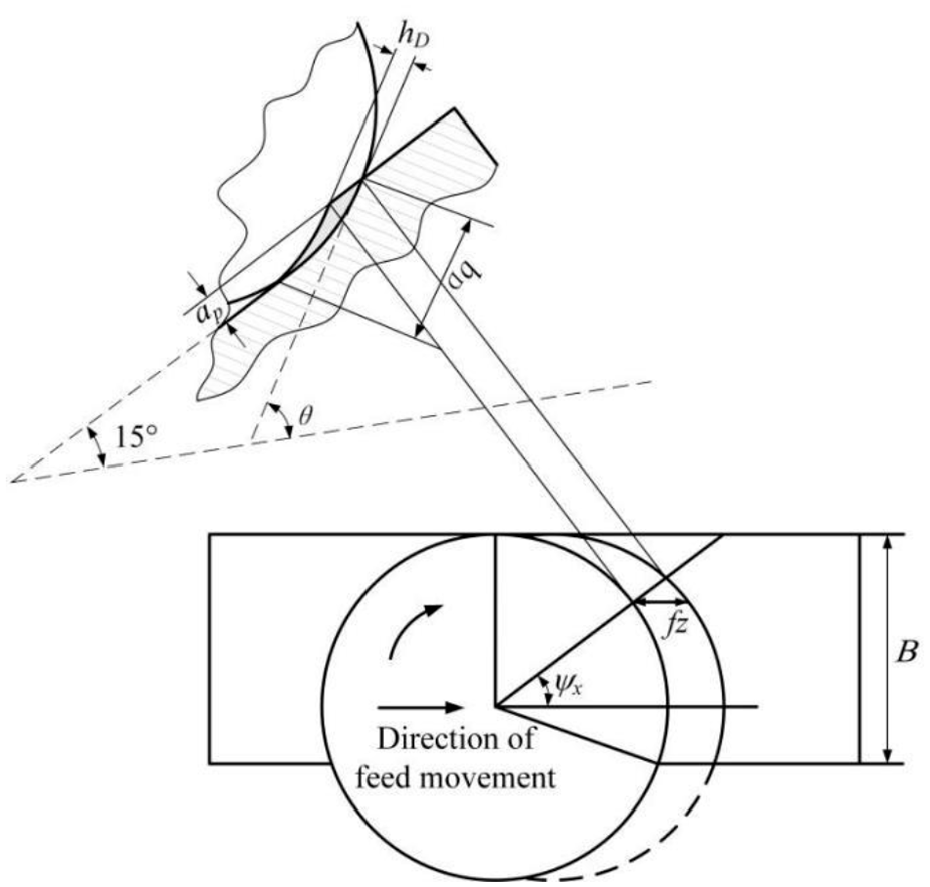
Schematic diagram of three elements of milling.
where hDx represents the cutting thickness, fz represents feed per tooth, ap represents the cutting depth, a represents the inclined angle, and
Within a cutting layer, the cutting width bD can be expressed as

In order to solve the main cutting force Fc, the differential element of the main cutting force along the length dx is

In Figure 2, we can get

Section area of cutting layer of cylindrical milling tool in milling.
Then

where kc is the unit cutting force.
When the cutting thickness decreases, the unit milling force decreases and then

where C1 represents the coefficient depending on the metal species and the processing conditions and y is the index depending on the workpiece material and the degree of the tool wear, which is between −0.2 and −0.4.
Then

From formulas (2) and (7), we can get
Integrating along the tool edge, the main cutting force is as follows

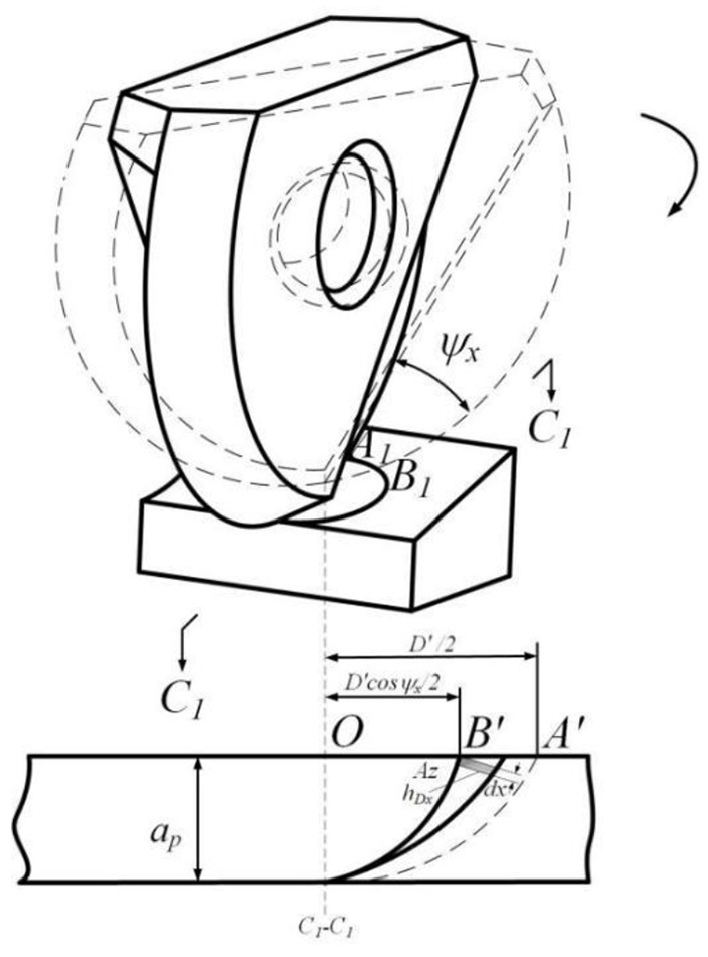
When considering the blunt tool edge radius of the ball-end milling tool, which causes the actual radius to reduce in the initial stage of milling, as shown in Figure 3

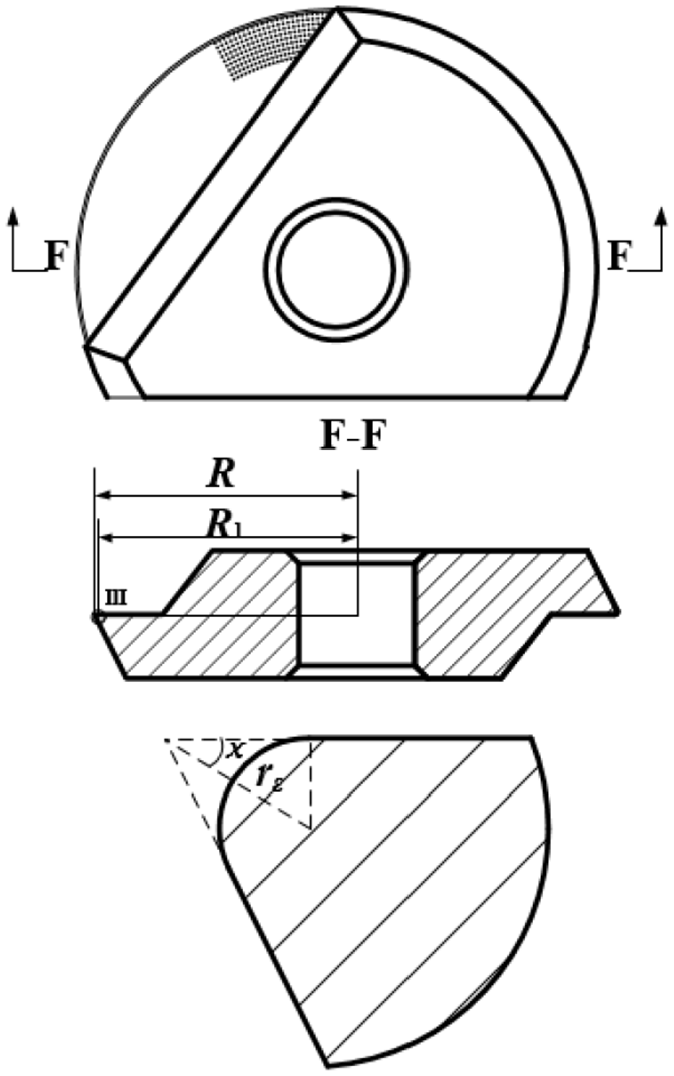
Schematic diagram of the blunt tool radius edge of the micro-textured ball-end milling tool.
where R is the theoretical cutting radius, R1 is the actual cutting radius, rε is the blunt tool edge radius, and
From Figure 3, it can be seen that when the radius decreases,
As shown in Figure 4, the maximum cutting radius is smaller than that of the milling tool without chamfer tool edge. The relationship between the theoretical cutting radius R and the actual cutting radius R1 is

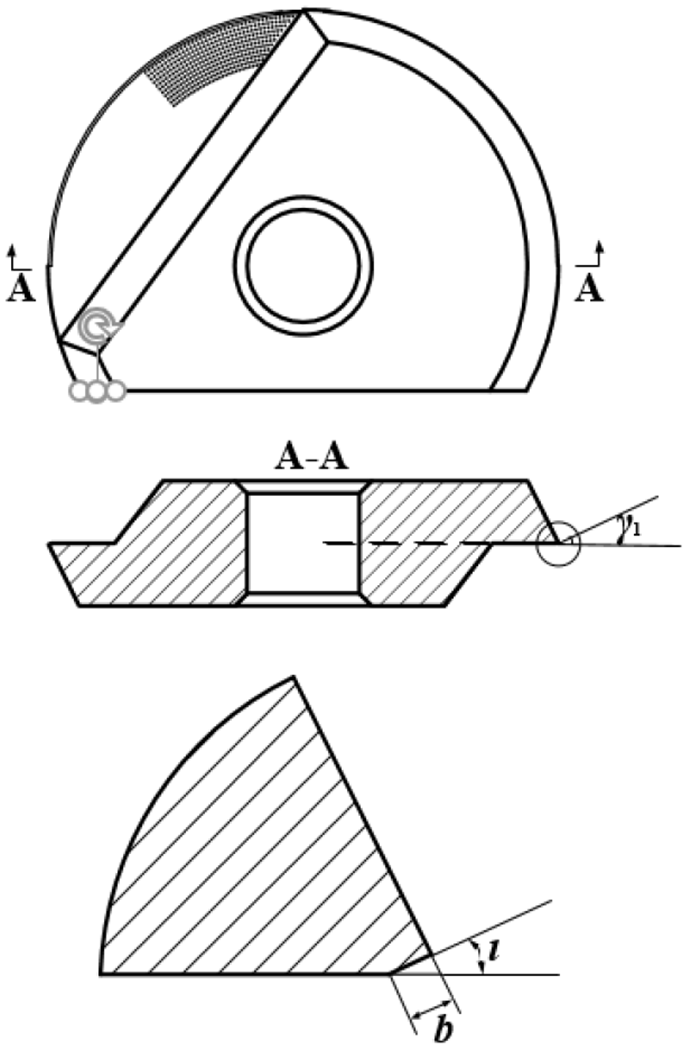
Schematic diagram of chamfer tool of micro-textured ball-end milling tool.
where b is the width of the negative chamfer tool edge, ι is the angle of the negative chamfer tool edge, and γ1 is the angle between the rake face and draft surface.
Formula (11) shows that Fcx increases continuously with the increase in b and sin ι. In summary, the insertion of the blunt or the chamfer tool edge will theoretically affect the milling force and then affect the tool wear and the surface quality of the workpiece. Therefore, it is necessary to study the cutting performance of ball-end milling tool combined with the tool edge and the micro-textures.
Milling temperature models under the action of the different tool edge
The tool edge affects the milling force of the micro-textured ball-end milling tool when milling titanium alloys, which inevitably results in a change in the milling temperature. In the milling process, each cutting differential element can be integrated to obtain the models of the cutting temperature. As shown in Figure 5, when considering the blunt tool edge, it is divided into two parts at the split point O. The part above the split point O primarily rubs with the chip. Therefore, it will be classified as the rake face of the tool and the length between the tool and the chip becomes


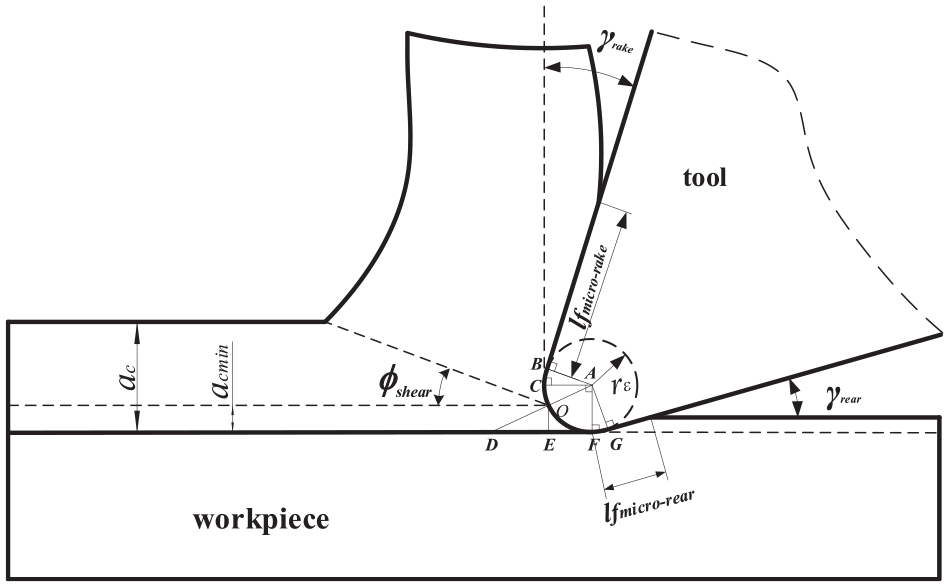
Milling temperature model under the action of the blunt tool edge. 13
where acmin is the ultimate cutting thickness,
Considering the effects of the blunt tool edge on the cutting performance of the tool, the percentage
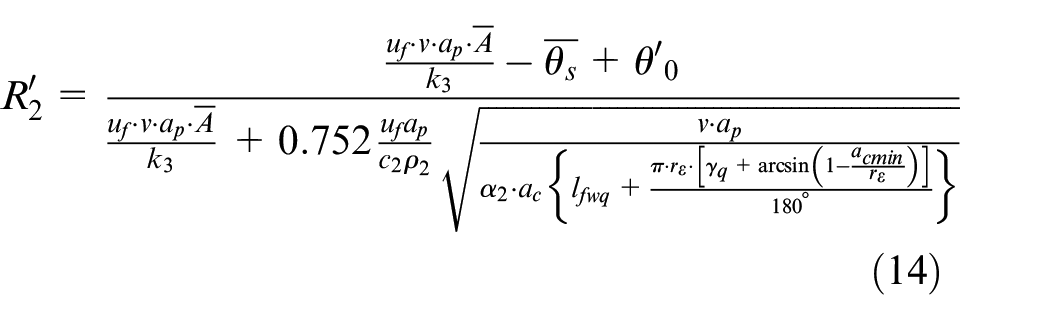
where uf is the friction work of the chip when cutting,
where Ffa is friction force of the flank face (N); V is the cutting speed (m/min), ae is the cutting width, k5 (w/(m k)) is the thermal conductivity when the temperature of the tool material is the average of
Analysis shows that with the increase in rε, lOF and lOCB increase, thus causing
The chamfer tool edge primarily affects the contact between the rake face and the chip. As shown in Figure 5, considering the effects of the chamfer tool edge, we can get
With the increase in b and ι,
Milling temperature model under the action of the chamfer tool edge. 13
In summary, different tool edge can affect the milling temperature when milling the titanium alloys with the ball-end milling tool. Therefore, when studying the cutting performance of the tool, the effect of the tool edge should be fully considered.
Experimental study on milling titanium alloys with micro-textured ball-end milling tool under the action of different tool edge
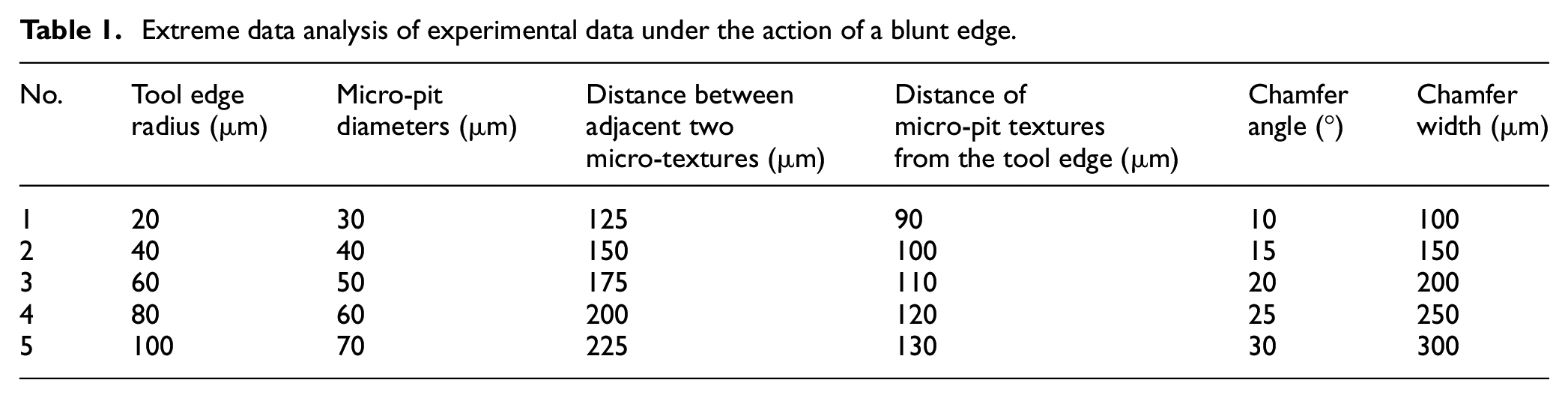
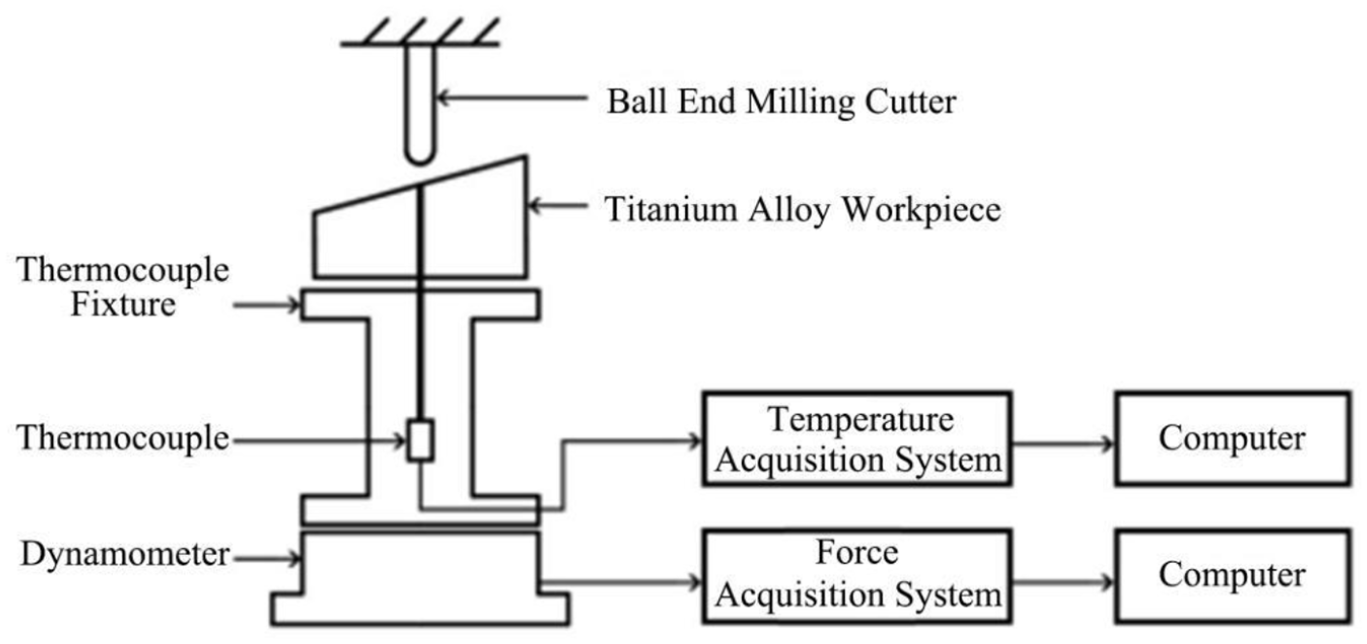
The material of the workpiece was Ti6Al4V, and the rectangular dimension of the workpiece was 160 mm × 22 mm × 85 mm. The study revealed that when the oblique angle of the workpiece was 15° and the machining method was down-cut, the tool achieved its best cutting performance. 14 The diameter of ball-end milling tool is 20.5 mm. The rake angle is 11° and the relief angle is 0°. The cutting tool has no coating. Micro-textures are in the contact area between the tool and the chip. Geometric dimensions of a cutting tool are shown in Figure 7. In this experiment, 25 sets of experiments were designed and the factors are shown in Table 1. 15 VDL-1000E three-axis vertical milling machine is used in this process. Kistler 9257 dynamometer is used to collect milling force in the milling process and E12-3-K-U thermocouple is selected to collect the milling temperature. It is located in the center of the workpiece. The measuring principle of the milling force and temperature is shown in Figure 8, in which the dynamometer is connected to the force data acquisition box. The thermocouple is connected to the temperature acquisition box and then connected to the computer to collect the milling temperature in the milling process. After the experiment, the tool wear and the roughness of the workpiece are observed using ultra-depth-of-field microscopy and white light interferometer, respectively.
Micro-textured ball-end milling tool.
Extreme data analysis of experimental data under the action of a blunt edge.
Acquisition principle diagram of each physical quantity in milling process.
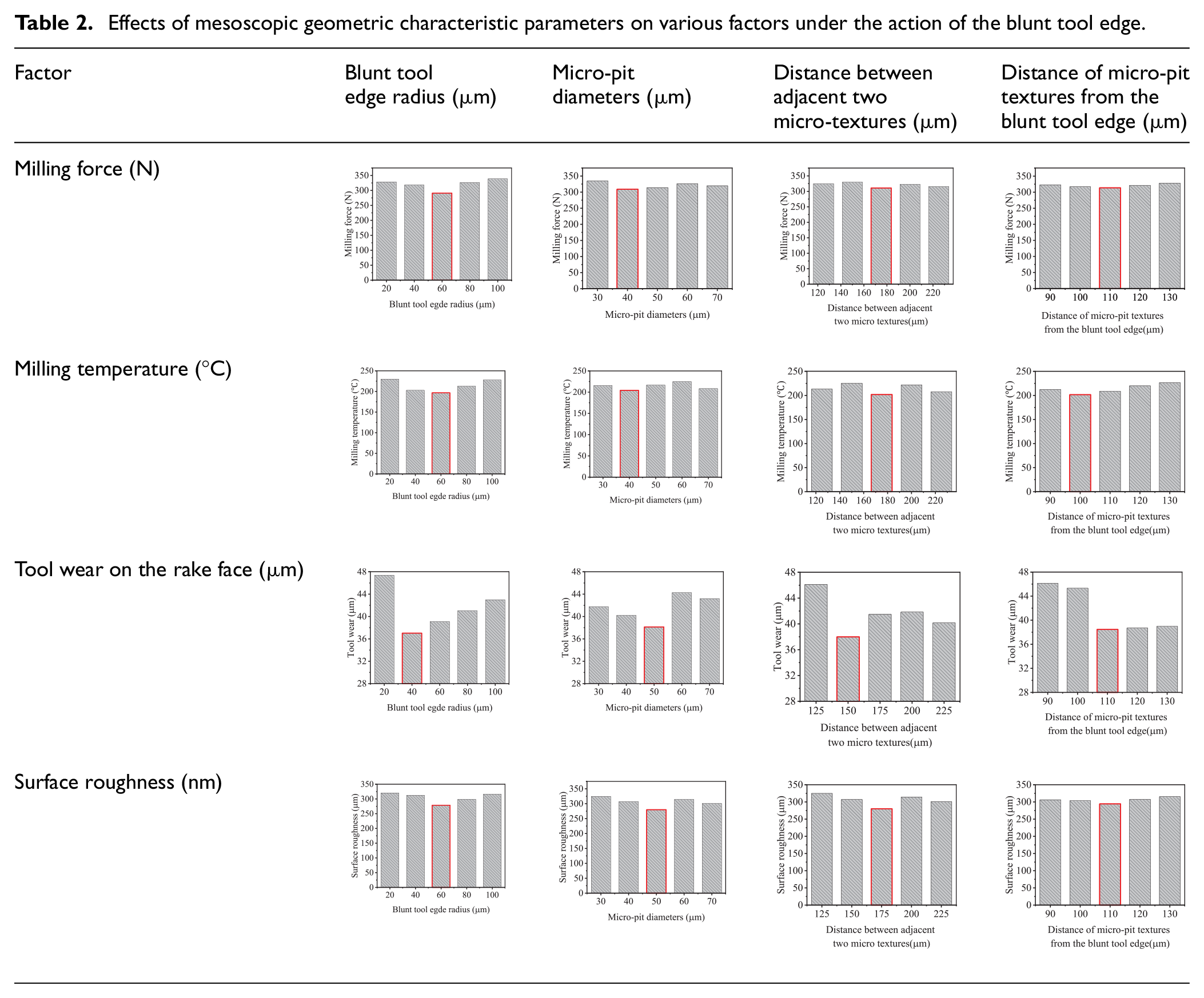
By the range analysis, effects of mesoscopic geometric characteristic parameters on various factors under the action of blunt tool edge are obtained, as shown in Table 1. Using the milling force as an example, reasons for the law of change were analyzed. When the tool edge radius is 0.2 μm, it is relatively sharp, and the tool wear is serious, which results in chipping. When the radius increases gradually, the structural strength of the tool edge increases gradually, the wear resistance of the tool increases, and the milling force reduces significantly.
When the micro-pit diameter increases, the effect of micro-pit textures on trapping the chip and abrasive particles becomes increasingly obvious. The abrasive wear of the tool decreases and then the milling force is reduced. When the diameter increases to a certain extent, the phenomenon called “secondary cutting” between the chip and the tool is serious, thus causing increase in milling force. When the diameter continues to increase, the shape of the micro-textures becomes closer to the plane, and “secondary cutting” gets weakened. Therefore, the milling force continues to decrease.
When the distance between adjacent two micro-textures is short, the micro-textures in the tool-chip contact area become more, and the surface roughness of the tool is large. At this time, the milling force reduced by the effect of anti-wear and anti-friction of the micro-textures is much smaller than the friction generated by the rough surface of the tool, thus the average milling force increases. When the distance increases to a certain value, the roughness of the rake face is reduced, the effects of the anti-wear and anti-friction fully exerts, and the average milling force decreases. When the distance continues to increase, the micro-textures in the tool-chip contact area become fewer, and the effect of the anti-wear and anti-friction is reduced. Therefore, the milling force increases. When the distance is continuously increased, the micro-textures in the tool-chip contact area become fewer and fewer, the roughness of the rake face is reduced, and the milling force is slightly reduced compared with the previous one.
As the distance from the tool edge increases, the average milling force decreases first and subsequently increases. However, the overall variation is small and has little effect on the milling force. As can be seen from Table 2, the part of the red box is the minimum value under each influence factor. Based on these date, the parametric range of the mechanical model of milling titanium alloys under the action of the blunt tool edge is defined, which is 40 μm ≤ rε ≤ 60 μm.
Effects of mesoscopic geometric characteristic parameters on various factors under the action of the blunt tool edge.
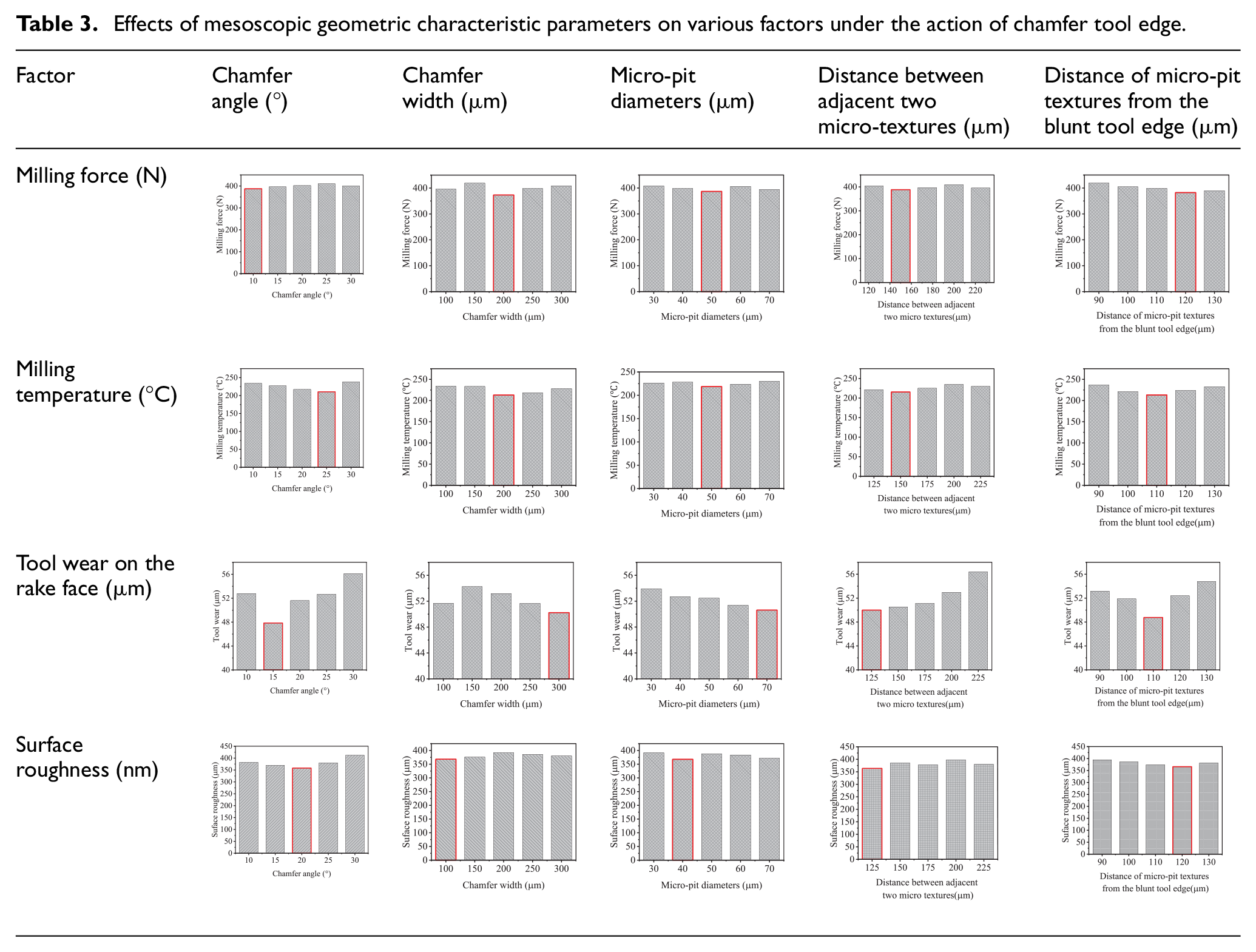
Effects of mesoscopic geometric characteristic parameters on various factors under the action of chamfer tool edge are shown in Table 4. When the width of the negative chamfer tool edge is between 100 and 150 μm, the degree of chip curling becomes larger owing to the change in the length between the tool and the chip, and the milling force increases. When the width of the negative chamfer tool edge is between 150 and 200 μm, the friction between the tool and chip becomes larger, and the milling temperature increases, which cause the metal to soften. Simultaneously, the built-up edge on the negative chamfer tool edge is softened and subsequently removed by the chip. Finally, the milling force is reduced significantly. When the width of the negative chamfer tool edge continues to increase, the negative chamfer tool edge is equal to the rake face, the length between the tool and the chip remains continuous growth, and the milling force tends to increase slowly.
When the negative chamfer angle increases from 10° to 25°, the wedge angle of the tool edge and the chip deformation both increase; therefore, the milling force increases. When the negative chamfer angle increases from 25° to 30°, the cutting force decreases because the cutting is primarily concentrated in the area of the negative chamfer tool edge. When the negative chamfer angle increases, the contact area between the tool and workpiece increases, which results in a large amount of thermal energy between them and increases the speed and degree of softening the metal. Therefore, the milling force tends to be smaller.
Variation trend and reasons of other factors affecting the milling force are the same as those under the action of the blunt tool edge. As can be seen from Table 3, the part of the red box shows the minimum values under each influence factor. Parametric ranges of the mechanical model under the action of the negative chamfer tool edge are defined, and the ranges of the width of the chamfer tool edge b and the angle of the chamfer tool edge ι are 100 μm ≤ b ≤ 200 μm and 10° ≤ ι ≤ 20°, respectively.
Effects of mesoscopic geometric characteristic parameters on various factors under the action of chamfer tool edge.
Regression analysis models of mesoscopic geometric characteristic parameters under different tool edge based on support vector machine
Loss function of support vector regression machine
Establishing regression analysis models with data optimized by support vector machine has higher precision. The most important part of the support vector regression model is the loss function. The functions is

where
The insensitive loss function balances the function of smoothing degree and the error items and increases the degree of application of the function. Two insensitive functions used in this thesis can be expressed as
Models of support vector regression machine
In this thesis, the method of data optimization is a nonlinear regression analysis. In the high-dimensional characteristic space, the calculation process of a nonlinear regression model is the inner product among the parameters. The kernel function
In the sample capacity, the sample data is the support vector

bz in the formula is expressed as
Kernel function
The kernel function is the core function of the support vector machine (SVM) algorithm. Defining the characteristic space

Set

The kernel function is solved.

The function

The function that satisfies formulas (23) and (24) is called the kernel function of the inner product

where xi is the center of the kernel function and the σ1 is the parameter of the width.
The design parameters of the micro-textured ball-end milling tool are optimized using support vector regression machine with MATLAB. The type of SVM is selected as support vector regression (SVR) and the type of kernel function is Gaussian kernel function. The gamma function in the kernel function is 0, the penalty coefficient is 106, the parameter of v-SVR is 0.5, the loss function in e-SVR is 0.1, the memory size is 100 MB, and the allowable termination error is 0.001. The data optimized by the SVR for design parameters of micro-textured ball-end milling tool under the action of different tool edge are shown in Table 4.
Optimized design data by support vector regression of micro-textured ball-end milling tool with different tool edge.
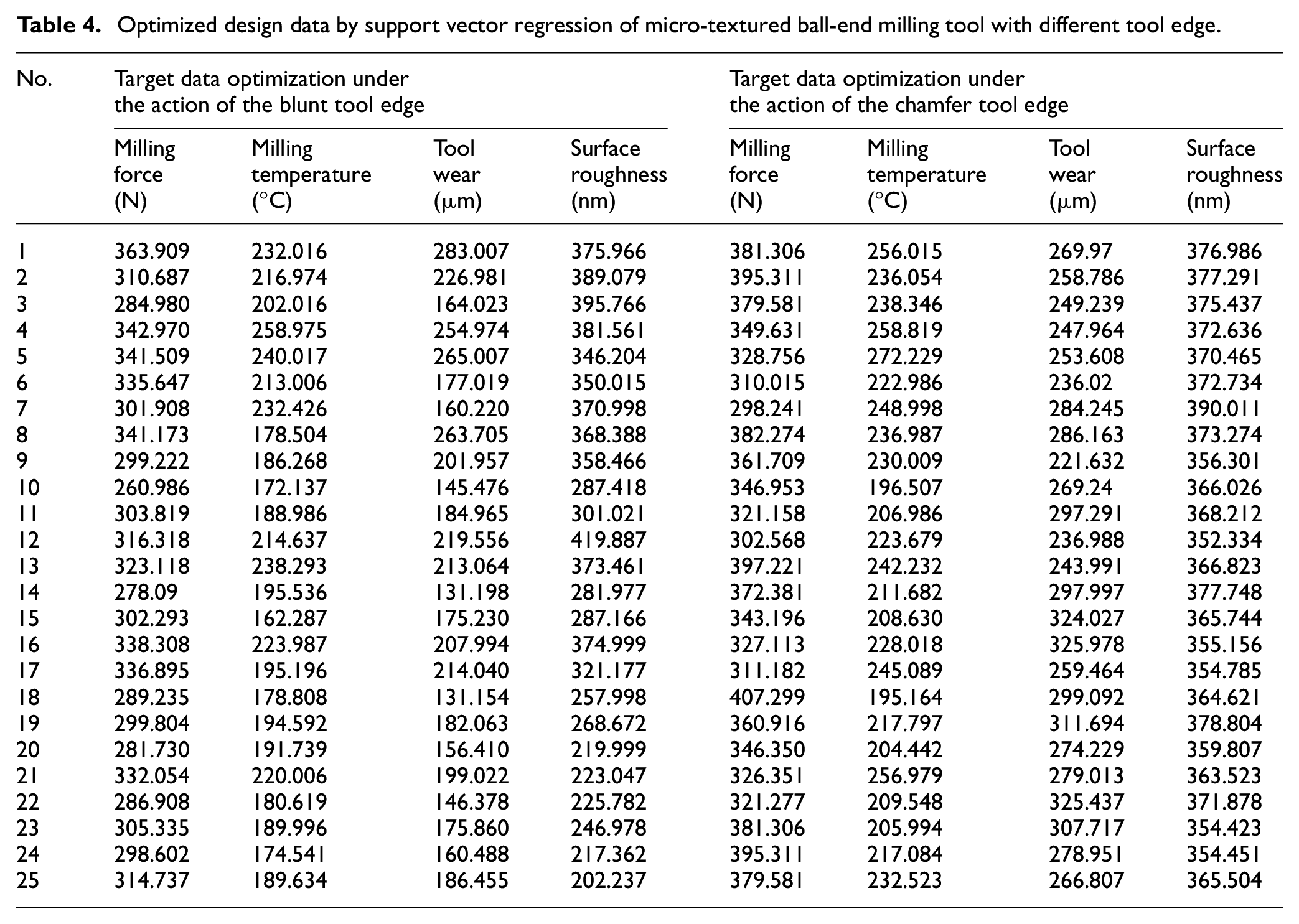
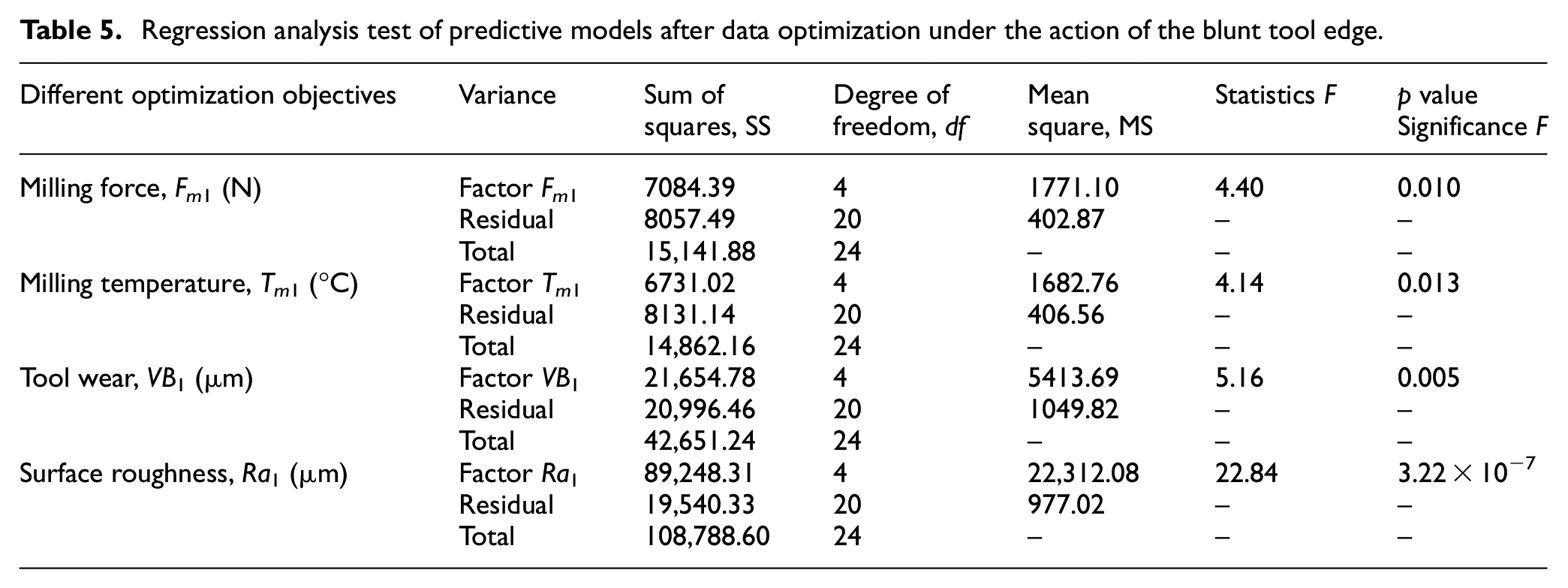
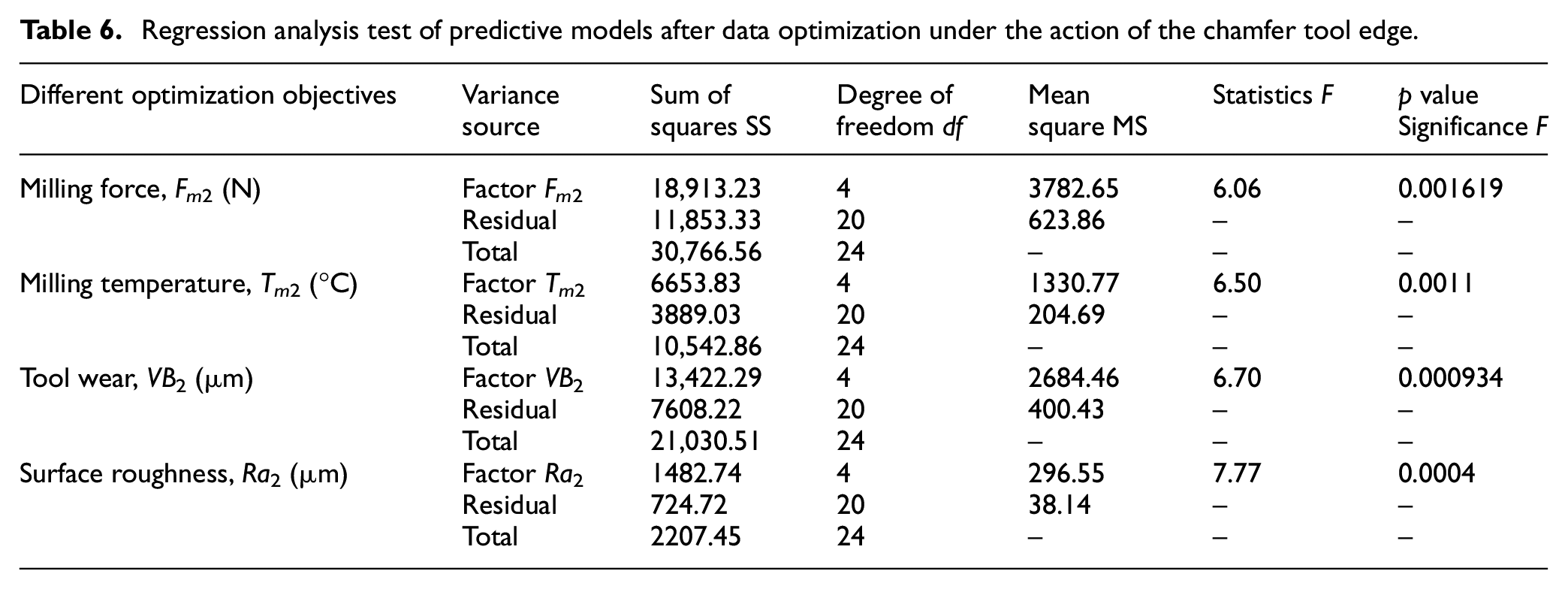
The blunt tool edge radius rε, micro-pit diameter D, and the distance between two adjacent micro-textures l1 and a row of micro-pit textures distance from the tool edge l are variables, which are used to establish multivariate regression models with different optimization objectives. 16 The mathematical models are shown in formulas (27)–(30). The number of test is n = 25, the number of independent variables is 4, and the significance level is 0.05. The statistic F(m, n – m + 1) = F0.95(3, 21) = 3.07. When the significance level of a model is less than 0.05 and the statistic F is greater than 3.07, it is considered to be significant. As shown in Table 5, it can be concluded that the predictive models established with optimization data of SVR machine under the action of the blunt tool edge are significant. The predictive models under the action of the chamfer tool edge are shown in formulas (31)–(34). In Table 6, it can be concluded that the predictive models established are significant








Regression analysis test of predictive models after data optimization under the action of the blunt tool edge.
Regression analysis test of predictive models after data optimization under the action of the chamfer tool edge.
Optimization of mesoscopic geometric characteristic parameters based on genetic algorithm
The genetic algorithm has unique encoding form, takes the function value of the optimization problem as the final search result, has parallel search ability, and optimizes the solution process with a certain probability. Herein, the mesoscopic geometric characteristic parameters of the micro-textured ball-end milling tool are selected as the design variables of the optimization models. The boundary conditions of the optimization are as follows:
The constraint condition of the micro-pit diameter under the action of the blunt tool edge is 40 μm ≤ Db ≤ 50 μm;
The constraint condition of the distance between adjacent two micro-textures under the action of the blunt tool edge is 150 μm ≤ l1b ≤ 225 μm;
The constraint condition of the distance of micro-pit textures from the blunt tool edge is 100 μm ≤ lb ≤ 120 μm;
The constraint condition of the blunt tool edge radius is 40 μm ≤ rε ≤ 60 μm.
The constraint condition of the micro-pit diameter under the action of the chamfer tool edge is 40 μm ≤ Dc ≤ 60 μm;
The constraint condition of the distance between adjacent two micro-textures under the action of the chamfer tool edge is 125 μm ≤ l1c ≤ 150 μm;
The constraint condition of the distance of micro-pit textures from the chamfer tool edge is 110 μm ≤ lc ≤ 120 μm;
The constraint condition of the width of the negative chamfer tool edge is 100 μm ≤ b ≤ 200 μm;
The constraint condition of the angle of the negative chamfer tool edge is 10° ≤ ι ≤ 25°.
The genetic algorithm toolbox was set, in which the size of population is 200, the crossover probability is 0.95, and the mutation probability is 0.01. The number of iterations is 51. Subsequently, the genetic algorithm toolbox was used to solve the optimal mesoscopic geometric characteristic parameters. The results are as follows: the blunt tool edge radius is 59.98 μm, the micro-pit diameter is 49.92 μm, the distance between adjacent two micro-textures is 150.00 μm, and the distance of micro-pit textures from the blunt tool edge is 120.00 μm. The optimal values of the mesoscopic geometric characteristic parameters under the action of the chamfer tool edge are as follows: the angle of the chamfer tool edge is 25°, the width of the chamfer tool edge is 199.78 μm, the micro-pit diameter is 60.03 μm, the distance between adjacent two micro-textures is 125.00 μm, and the distance of micro-pit textures from the chamfer tool edge is 110.39 μm. The variation of objective function during iteration process is shown in Figure 9.
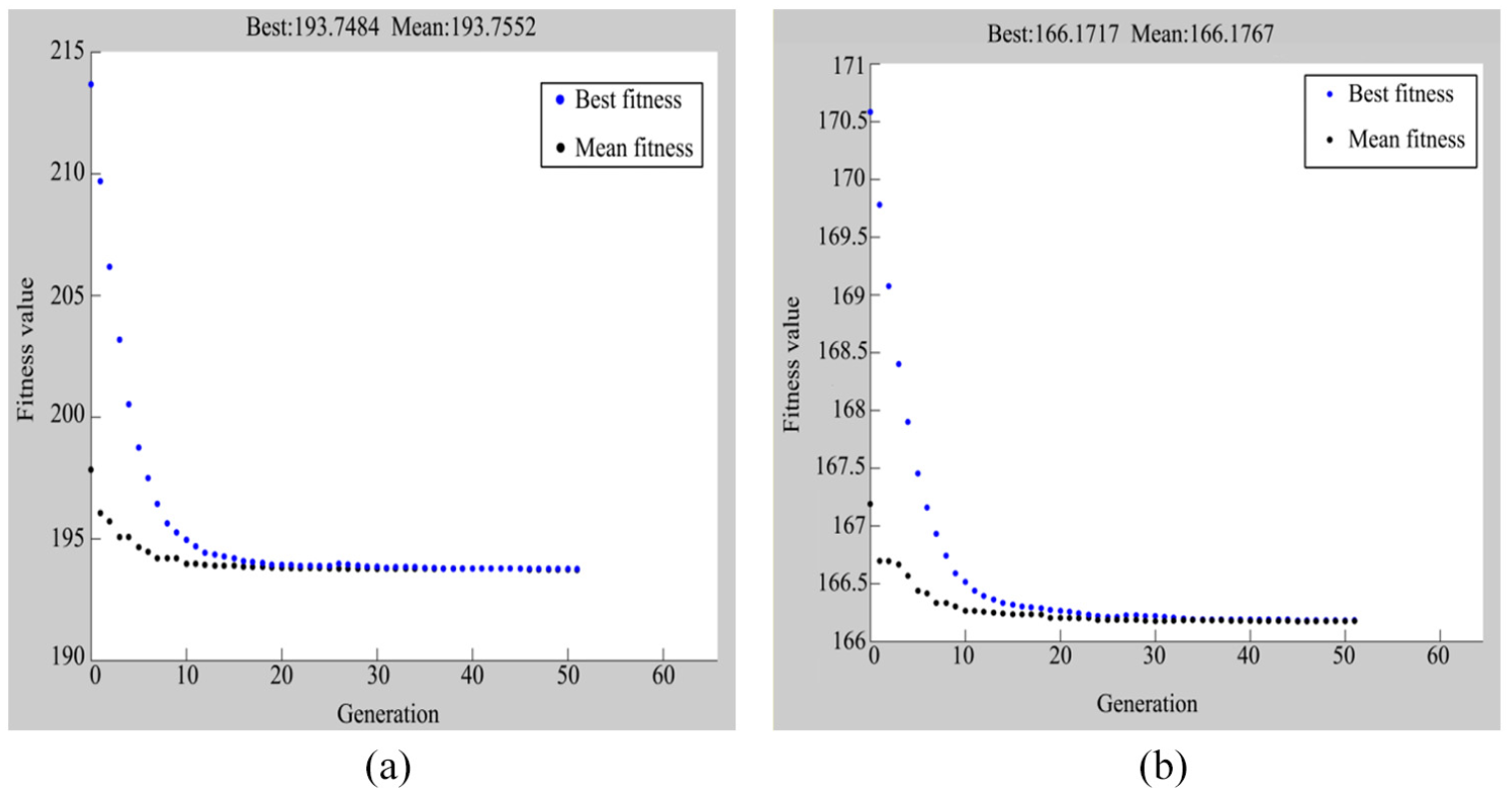
Variation of objective function during iteration process: (a) blunt tool edge and (b) chamfer tool edge.
Based on the optimized parameters, two kinds of ball-end milling tools were prepared for the experiment, as shown in Figure 9. When the damage value of the ball-end milling tool is 250 μm, the tool is considered as ineffective. The milling strokes of the two kinds of tools are shown in Table 7. As shown, the tool life of the micro-textured tool under the action of the blunt tool edge increases by 33.3% compared to the non-textured tool; the tool life of the micro-textured tool under the action of the chamfer tool edge increases by 25% compared to the non-textured tool.
Four types of tool failure and milling stroke.
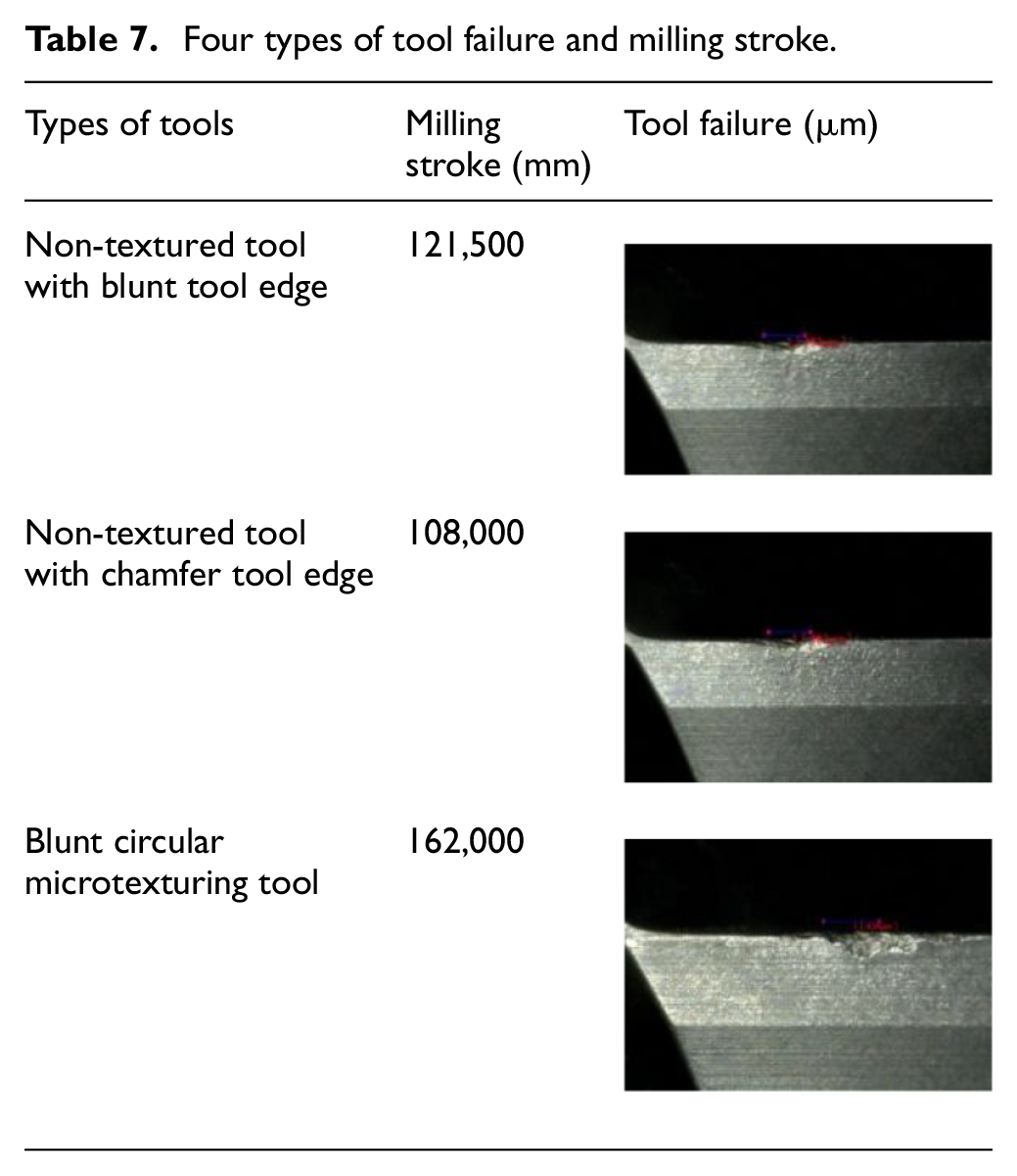
After milling the titanium alloys with the optimized micro-textured tools, the surface topography of the workpiece is measured by white light interferometer, as shown in Figure 10. The surface roughness of the workpiece milled by the micro-textured tool of the blunt tool edge is 0.189 μm and the surface roughness of the workpiece milled by the micro-textured tool of the chamfer tool edge is 0.264 μm, as shown in Table 7. After optimizing, surface roughness under the action of micro-textured tool with the blunt tool edge has a reduction of 26% and surface roughness under the action of micro-textured tool with the chamfer tool edge has a reduction of 23%, which is compared with the other tools in Table 1.
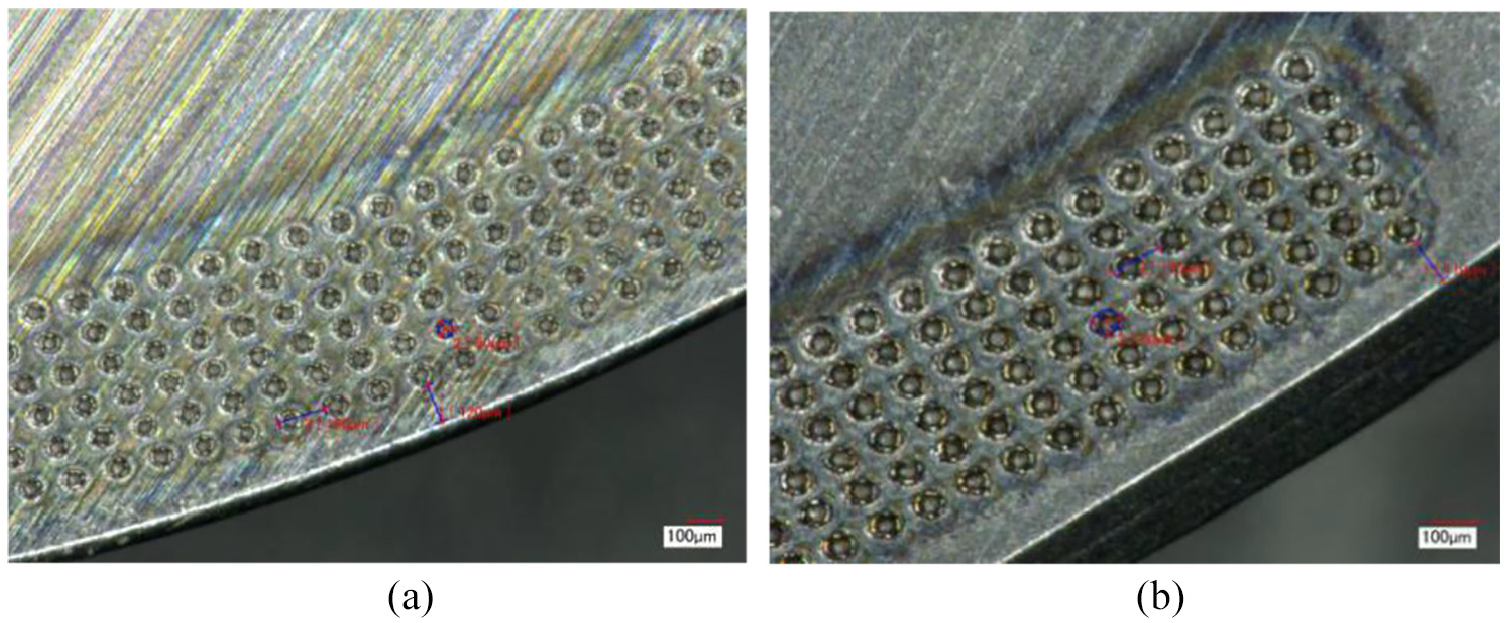
Two kinds of ball-end milling tool in the test: (a) blunt tool edge and (b) chamfer tool edge.
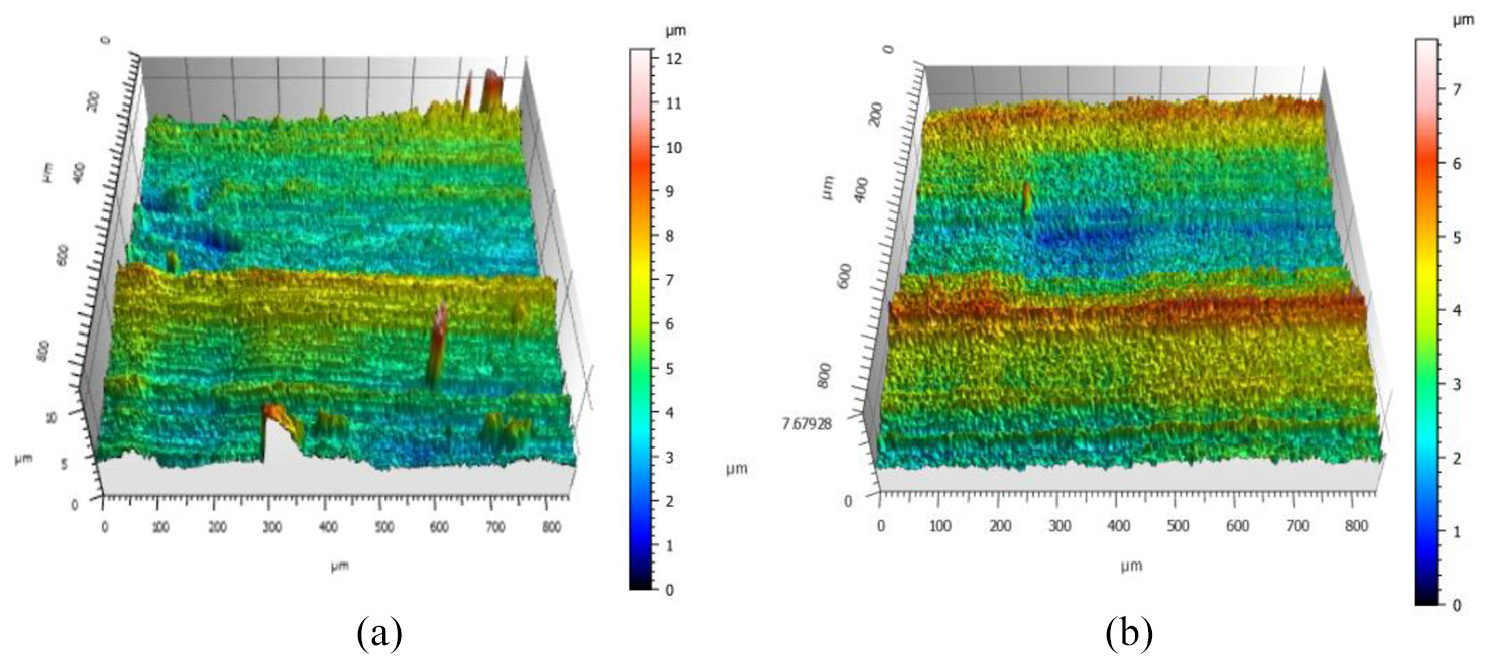
Surface roughness of the workpiece after optimization of the micro-textured tool: (a) surface topography of the workpiece (chamfer tool edge) and (b) surface topography of the workpiece (blunt tool edge).
Conclusion
By the mechanical and temperature models established under the action of different tool edge, it was found that the tool edge had influence on the milling force and the milling temperature. The reasons for changes in mechanical properties under various influencing factors were analyzed, and the optimal micro-textured and tool edge parameters considering the various influencing factors were obtained. This thesis considered the factors affecting the cutting performance of cutting tools comprehensively, compared with other studies on micro-textured cutting tools.
The optimal ranges of mechanical and the temperature parameters were defined. The blunt tool edge radius rε is 40 μm ≤ rε ≤ 60 μm; the ranges of the width and the angle of the chamfer tool edge are 100 μm ≤ b ≤ 200 μm and 10° ≤ ι ≤ 20°, respectively. These ranges were defined for laying a foundation for subsequent optimization of mesoscopic geometric features.
By the optimization data of the support vector regression machine, regression analysis models under different optimized targets were established. The optimal values of the mesoscopic geometric characteristic parameters were obtained by the genetic algorithm. Then it was verified experimentally that the tool life of the optimized micro-textured tools with the blunt and chamfer tool edge were improved by 33% and 25%, respectively, and the surface roughness was reduced by 26% and 23%, respectively, which were compared to the other micro-textured tools. In this thesis, a new optimized tool is used in the processing of titanium alloy, which improves the cutting performance of the tool and improves the processing status of the titanium alloy.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.