
Abstract
The quality of process planning could directly affect product quality, machining efficiency and cost. In small batch production such as machining aircraft structural parts, human experience is dominant in the process planning of those parts with great variability. Inferior planning of the machining process directly leads to low efficiency and quality, which has serious impact on the lead time of aircraft structural parts. To address these problems, different from the existing process knowledge reuse method by estimating the geometric similarity, a more reliable process planning method based on fuzzy comprehensive evaluation via historical machining data is proposed in this article. As long as machining resources are determined, a feature-based historical machining data model can be built, and the similarities between new machining features and the features in the database are estimated accordingly. Machining strategy, which contains tool path strategy and machining parameters, can then be identified according to the evaluation results of the similar features based on entropy weight method. A prototype system is developed and successfully applied to the typical aircraft structural parts.
Keywords
Introduction
Aircraft structural parts form the skeleton of aircraft. High quality numerical control (NC) machining is demanded due to high machining accuracy requirement, while the process planning of these parts are very difficult because of the geometric complexity such as thin wall, deep cavity, narrow area and changeability during the machining process. Aircraft parts are mostly of large variety and small batch, the efficient and stable process planning cannot be obtained using the iterative approach for aircraft structural parts. On the contrary, the machining process is unpredictable due to the complexity of aircraft structural parts and uncertainty during the machining process. Therefore, advanced process planning is indispensable to realize high efficiency machining of aircraft structure parts.
Process planning is a typical nonlinear fuzzy problem, which is heavily based on human–computer interaction with human experience. Under existing mode, the low efficiency and the quality stability of process planning has serious impact on the lead time of aircraft structural parts. For example, the ratio of the process preparation cycle of aircraft structural parts to the machining time can reach as high as 10:1 and while the production yield is less than 50%.
The repeated occurrence of historical issues can be avoided by analyzing the historical machining data. A reliable process planning method based on fuzzy comprehensive evaluation method incorporating the historical machining data is proposed in this article to address the issues mentioned above. The machining strategy can be obtained by the proposed method under the premise of allocated machining resources, which is determined by the resource allocation in our earlier finding. 1 The machining strategy contains tool path strategy and machining parameters such as feed rate, spindle speed, cutting depth and cutting width. Machining features can not only represent the geometric information but also have the ability to express machining knowledge, and furthermore, large historical machining data could be obtained based on machining features so as to ensure the acquisition of optimized process plans. Therefore, the historical machining data are accumulated by machining feature in this article.
The rest of this article is organized as follows. Section “Literature review” reviews the related work. Section “Overall idea of the proposed process planning method” describes the overall idea of the process planning method. Section “Feature evaluation considering the machining resource” introduces the evaluation of feature considering the machining resource. Section “Reuse of the historical machining data considering machining effects” explains the reuse of the historical machining data. Section “Implementation and discussion” explains the implementation of the proposed method. Section “Conclusion” summarizes the article and discusses future work.
Literature review
Process planning method
Process planning is an important part of manufacturing, whose quality will directly affect the final machining quality of the parts. In order to improve the machining efficiency and quality, a lot of research work has been done in process planning. Much important progress has been made.
Rule and algorithm based method
Li et al. 2 developed a new active learning genetic algorithm based method to facilitate the integration and optimization of the process planning system and scheduling system. Pawar et al. 3 presented a teaching–learning–based optimization algorithm to find the optimal combination of process parameters of the considered machining processes. Bhushan 4 optimized the machining parameters such as cutting speed, feed rate, depth of cut and nose radius by multi-response considerations, namely, power consumption and tool life through the response surface methodology. Wang 5 developed an Internet- and Web-based service-oriented system for machine availability monitoring and process planning, which can enable real-time machine availability and execution status monitoring during metal-cutting operations, both locally or remotely. Liu et al. 6 used the ant colony optimization algorithm to cut down the total cost for machining process. Nishida et al. 7 proposed a method of the process planning for five-axis machine tools, which can design efficient multiple process plans for the machining operation. Guo et al. 8 proposed an operation sequencing optimization for five-axis prismatic parts using a particle swarm optimization approach. Xu et al. 9 proposed an optimum selection of tool materials for machining of high-strength steels based on fuzzy comprehensive evaluation method.
Feature-based method
Amaitik and Kili 10 presented an intelligent process planning system using STEP features for prismatic parts, which can produce the machining operations without using a complex feature recognition process. Waiyagan and Bohez 11 proposed a new intelligent feature–based process planning system for five-axis mill-turn parts, which can generate process plan fast and accurate. Deja and Siemiatkowski 12 proposed a methodical approach to optimally solve for process planning problems, which consists in the identification of process alternatives and sequencing adequate working steps. Wang et al. 13 developed a pilot feature–based process planning system, which adopts the branch-and-bound algorithm to sequence the same type sub-machining features to minimize the non-cutting tool path. Liu et al. 14 proposed an operation planning method for 2.5-axis numerical control machining of complex structural parts based on dynamic feature. Liu et al. 15 developed an approach to map machining feature to manufacture feature volume for process planning.
Reuse of process knowledge and machining data
The process knowledge and the machining data are the fundamental data to realize intelligent manufacturing, which are the precious wealth for manufacturing enterprise. How to realize the reuse of the above data is a research hotspot.
Reuse of knowledge
Ricardo et al. 16 proposed a knowledge framework to make interoperable intelligent manufacturing systems a reality, which proposes to use semantically enriched international product data standards. Zhu et al. 17 proposed a knowledge representation method, which contains the idea of ontology for process planning of mechanical parts to support knowledge sharing and reuse. Naranje and Kumar 18 described a knowledge-based system (KBS) developed for process planning of axisymmetric deep drawn sheet metal parts, whose technical knowledge is acquired from different sources of knowledge acquisition. Zhu et al. 19 proposed a STEP-based machining data model for autonomous process generation of intelligent computer numerically controlled (CNC) controller, which can provide necessary workpiece information for intelligent process planning functions based on knowledge base. Huang et al.20,21 established a process knowledge database with existing manufacturing model by data mining; the similarity assessment of machining features was carried out for process reuse, while the geometrical similarity is kind of strict.
Reuse of historical machining data
Brecher et al. 22 carried out the experimentation to obtain the machine data information to be modeled with artificial neural networks for surface roughness average parameter predictions. Liu et al. 23 adopted an ontology-based method to represent relevant information of dynamic machining features, which can speed up process decision and facilitate process optimization. Zhou et al. 24 defined the Chromatographic Point Cloud of Interpolation using the in-process machining data to analyze the machining process effectively. Chang et al. 25 proposed a mechanism for retrieval of process planning cases, which retrieves a relevant case of process planning similar to a new desired part and then adapts the retrieved case to meet the new requirements. Liu et al. 26 proposed a machining feature definition approach using two-times unsupervised clustering based on historical data.
In summary, a lot of research work for process planning has been done, and a series of technical achievements have been formed. In terms of the reuse of process knowledge and machining data, a series of data models have been built, which can provide data base for the knowledge-based process planning. In addition, the researches of machining parameter decision and machining strategy planning provide more approaches for process planning. But there also exist some problems while the methods above are used in the manufacturing of aircraft structural parts which include complex geometrical structures: (1) the process knowledge expression and integration methods based on parts are not applicable to aircraft structural parts in the production mode of large-variety varieties and small batch, and (2) the historical machining data are underutilized in the existing methods, thus high quality and high efficiency process planning cannot be obtained without closed-loop process control. This article deals with the two issues.
Overall idea of the proposed process planning method
In order to improve the machining quality and efficiency of aircraft structural parts, the closed-loop control of the whole manufacturing process will be realized using the historical machining data, so the recurrence of historical machining problems can be effectively avoided. The overall idea of the proposed process planning method is shown in Figure 1.
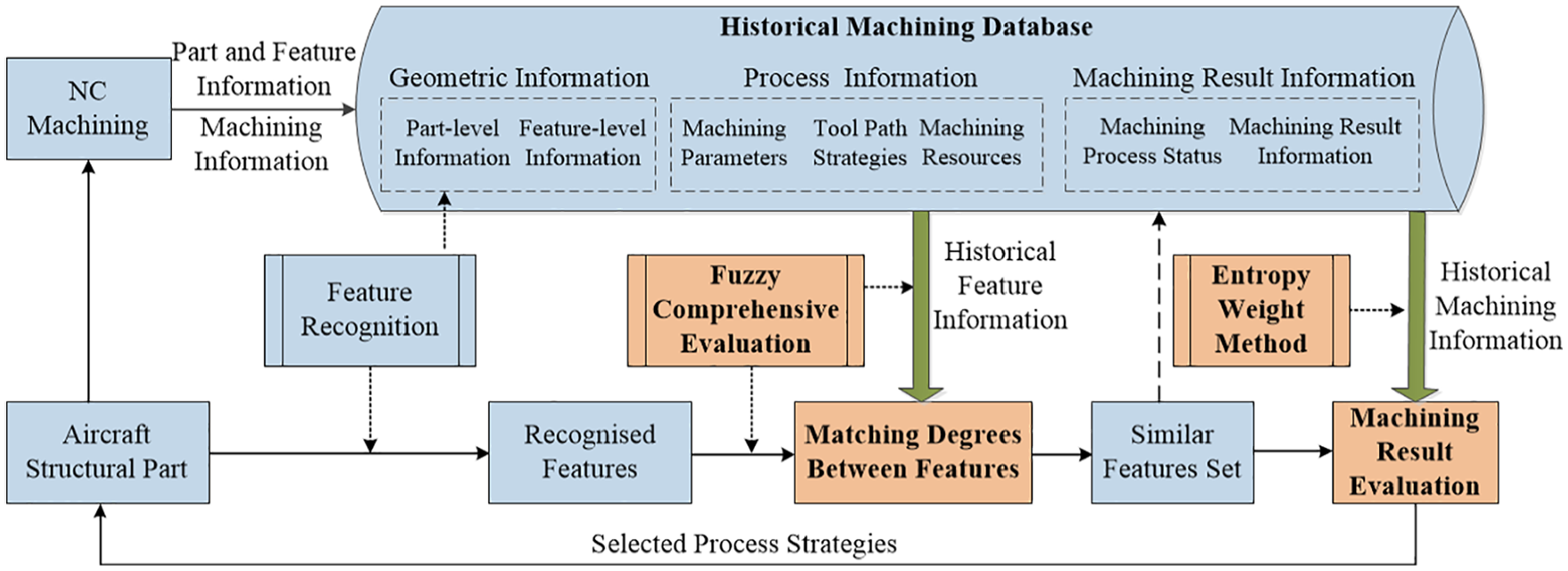
The overall idea of the proposed process planning method.
First, the feature-based historical machining database is established, which contains three types of information, namely, the geometric information, process information and the machining result information. The geometric information includes the part-level information and the feature-level information which are extracted through the feature recognition method based on attribute adjacency graph proposed by our team. The process information containing the machining parameters, tool path strategies and the machining resources is recorded in accordance with machining features. The actual machining feedback can be obtained using monitor and inspection methods.
Next, the matching degrees between the features in the database and those on the part to be machined can be obtained by calculating the evaluation values of the features based on fuzzy comprehensive evaluation. Then the feature set is obtained, which contains the features whose matching degree is greater than 0.9 by comparing to the features on the part to be machined. Thus, the machining strategies and historical machining data corresponding to the features in above feature set are obtained based on the historical machining database.
Similarly, the evaluation value set of machining effects for the features in above feature set can also be obtained using fuzzy comprehensive evaluation method. Then the most suitable feature can be obtained according to the evaluations of the machining effects based on entropy weight method, and the corresponding historical process strategy is chosen as the technology project for the similar feature on the part to be machined.
Finally, the geometric information, the technology project, the machining process and result data of machining features to be machined will be also stored in the historical machining database so as to provide data support for process planning.
Feature evaluation considering the machining resource
Influencing factors for feature evaluation
The comprehensive evaluation results of machining features are influenced by many factors. In this article, geometric structure, machinability, machine tools and cutting tools are considered for the evaluation of feature based on both literature and machining experience in manufacturing industry.
The geometric structure and machinability are selected as the evaluation factors, which can directly affect the calculation of similarity between different features. In addition, when different machining tools and cutting tools are used for the same feature, the final machining results will be greatly different. Therefore, the resource information used in feature machining should be taken into account in the comprehensive evaluation of features. The influencing factors for comprehensive evaluation of features are shown in Figure 2, which includes four factors. Each factor consists of a series of sub-factors. The evaluation of feature can be represented as follows

where EFeature represents the evaluation of feature, EGeo represents the evaluation of geometric structure, EMac represents the evaluation of machinability, EMTool represents the evaluation of machine tool and ECTool represents the evaluation of cutting tool.
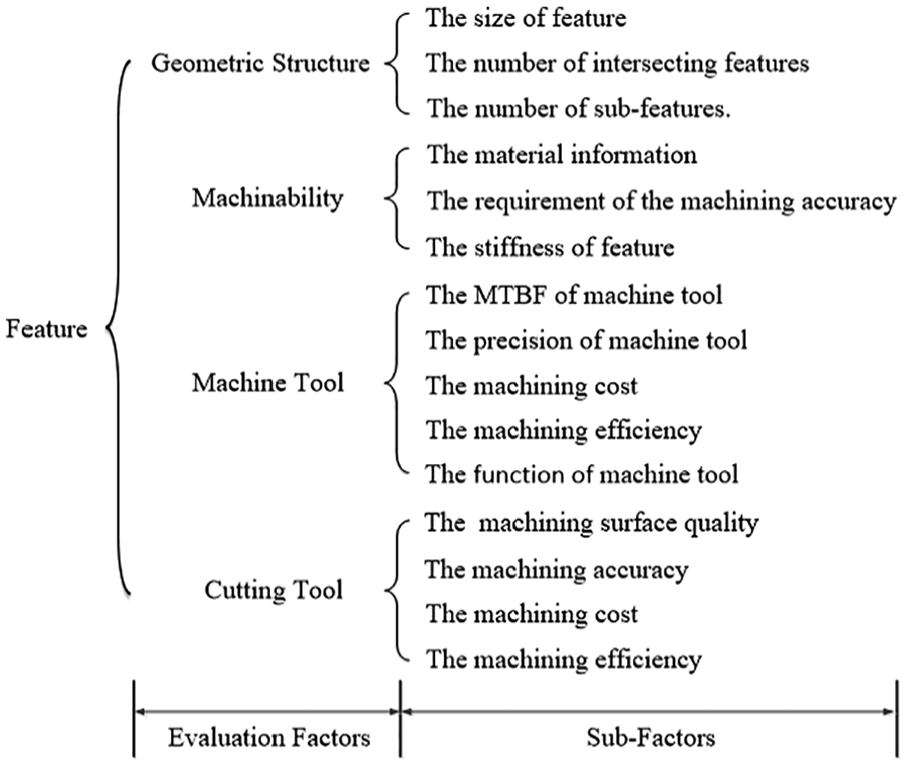
Influencing factors for comprehensive evaluation of features.
Three evaluation levels are set by experts for the sub-factors that affect the evaluation results of features, which are shown in Table 1.
The evaluation levels for the sub-factors of the feature.
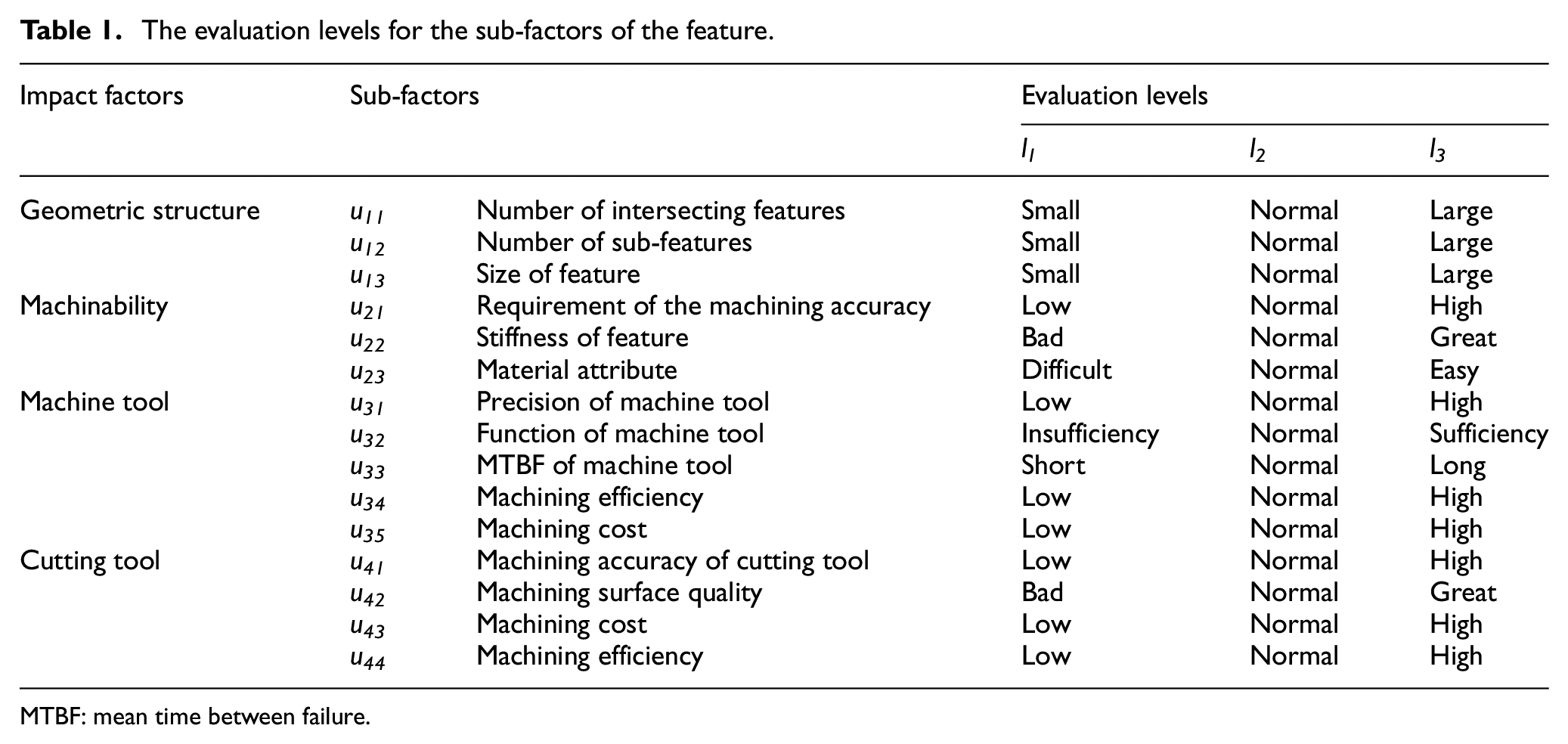
MTBF: mean time between failure.
Fuzzy comprehensive evaluation method
The membership functions and the evaluation index weights should be initially confirmed when using fuzzy comprehensive evaluation method.
Normal distribution membership functions
The normal distribution membership function is selected as the membership function for the evaluation method because the historical machining data used in this article conforms to the normal distribution rule.
Three assessment levels are defined in this article for the evaluation factors, which are the low level, normal level and high level. Then, the distribution membership functions can be represented by the following formulas for different evaluation intervals
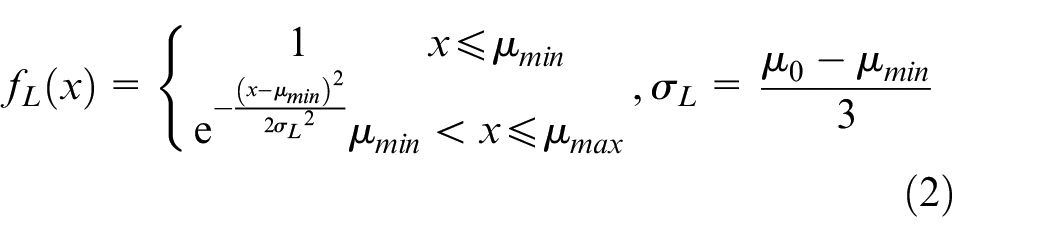
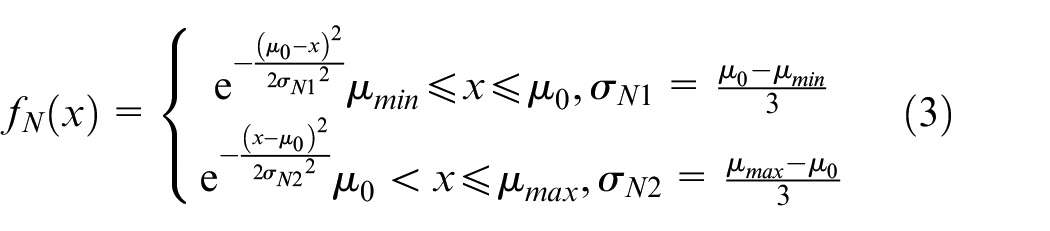
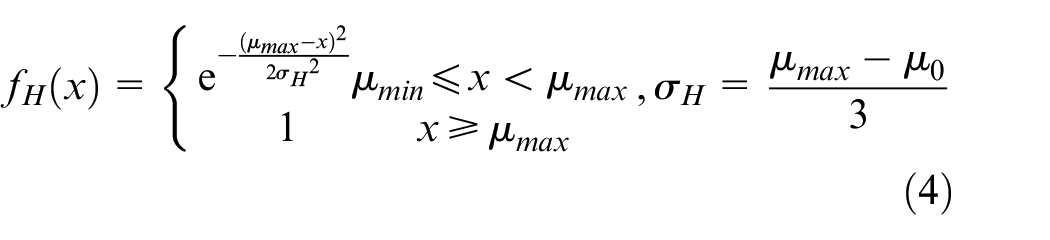
where x represents the estimated value of a factor,
Evaluation index weights
The consistent fuzzy matrix is used to calculate the evaluation index weights in this article. The fuzzy matrix

Then F is transformed into a consistent fuzzy matrix


The weight of each factor can be obtained and normalized by the following formula


Then, the weight
Evaluation of the feature similarity
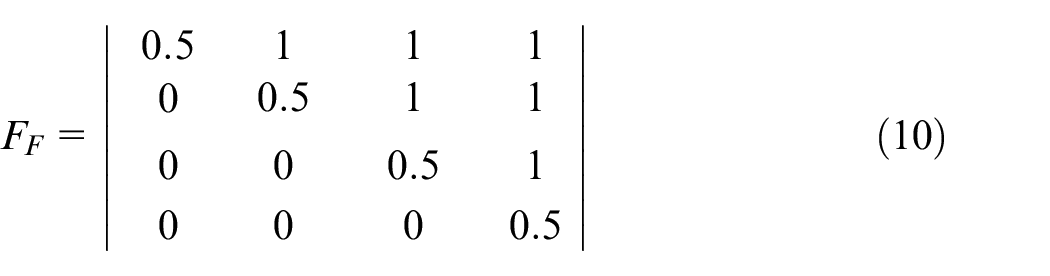
The feature similarity is evaluated by considering the main factors, which can be expressed as UF according to the importance, UF = (UG, UM, UMT, UCT) = (geometric structure, machinability, machine tool, cutting tool). The fuzzy matrix FF can be built as follows
Then, the weight of each factor can be calculated and normalized as following

The evaluation result of feature can be calculated as following

Take the geometric structure as an example to explain the calculation process. The geometric structure can be evaluated by considering the size of feature, the number of intersecting features and the number of sub-features. According to the significance, the factor set UG can be expressed as UG = (u11, u12, u13) = (the number of intersecting features, the number of sub-features, the size of feature). The weight of each factor can be calculated and normalized as following in the same way

The number of intersecting features can be obtained using the feature recognition technology which is proposed by our team. 27 Then, the comparison will be made between the actual value and the expected value, and the membership degree will be calculated according to the normal distribution membership function, which is shown as follows

Similarly, the membership degrees of the number of sub-features and the size of feature can also be obtained. Therefore, the evaluation matrix of fuzzy relationship of the geometric structure is represented as follows

Finally, the comprehensive evaluation of the geometric structure for the feature can be calculated using the blurring operation, which is shown as follows

Thus, the evaluation result of feature can be obtained via equation (12). The S is noted as the score set for the final evaluation

Then, the eigenvalue of the feature E can be calculated as follows

Finally, the matched-degree D between the features in the historical machining database and the feature to be machined can be calculated by following equation. Please note that the matched-degree is calculated for the same type of feature

where EData represents the eigenvalue of the feature in the historical machining database, and EMachine represents the eigenvalue of the feature to be machined.
Therefore, the features will be found in the historical machining database, whose matched-degree is greater than the expected value.
Reuse of the historical machining data considering machining effects
The machining effects of the features in historical machining database will be evaluated using fuzzy comprehensive evaluation method. The historical machining strategies will be selected as the technology projects for the features to be machined based on entropy weight method.
Evaluation of machining effect
Influencing factors for evaluation of machining effect
The quality of the technology project of feature is evaluated according to the machining effect. The machining process and result information should be considered when evaluating the machining effect of feature. In this article, the final machining quality, machining effectiveness and the machining process status are considered for the comprehensive evaluation of machining effect based on both literature and machining experience in manufacturing industry. The influencing factors for machining effect of feature are shown in Figure 3. The sub-factors for each influencing factors is provided. The evaluation model of machining effect can be represented as follows

where EResult represents the evaluation of machining effect, EQuality represents the evaluation of the final machining quality, EEffect represents the evaluation of machining effectiveness and EProcess represents the evaluation of the machining process status.
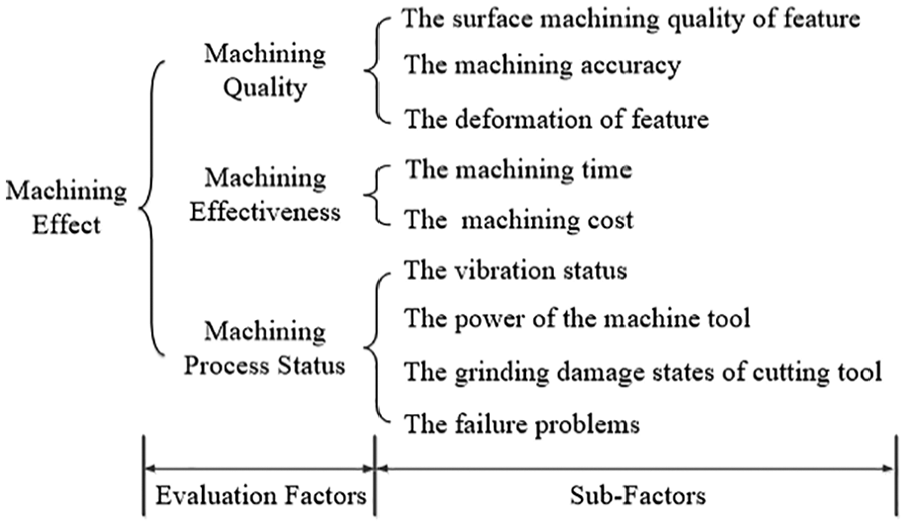
Influencing factors for machining effect of feature.
Three evaluation levels are set by experts for the sub-factors that affect the evaluation results of machining effect similar to feature evaluation, which contains bad, normal and great.
Evaluation of machining effect level
Similar to the evaluation of feature, the fuzzy comprehensive evaluation method will also be used to evaluate the machining effect, and the final machining quality, machining effectiveness and the machining process status will be considered. The evaluation of the machining effect can be expressed as UE, UE=(UMQ, UMP, UME)=(final machining quality, machining process status, machining effectiveness).
Then, the evaluation of machining effect can be calculated as follows

The weight set

The levels of machining effect.
Process planning based on the reuse of historical machining data
The matching degree and the machining effect of the historical machining feature should be considered in reusing of the historical machining data, which have an impact on the final machining result of the feature to be machined.
The entropy value can be used to evaluate the dispersion degree of the index and the weight of the index. Therefore, the entropy weight method is used to consider the influence degree of feature matching degree and historical machining effect on the final machining result comprehensively, which is an objective weighting approach. The excessive human factors in the process of weight evaluation can be avoided, and the final result will be more realistic and effective using the entropy weight method.
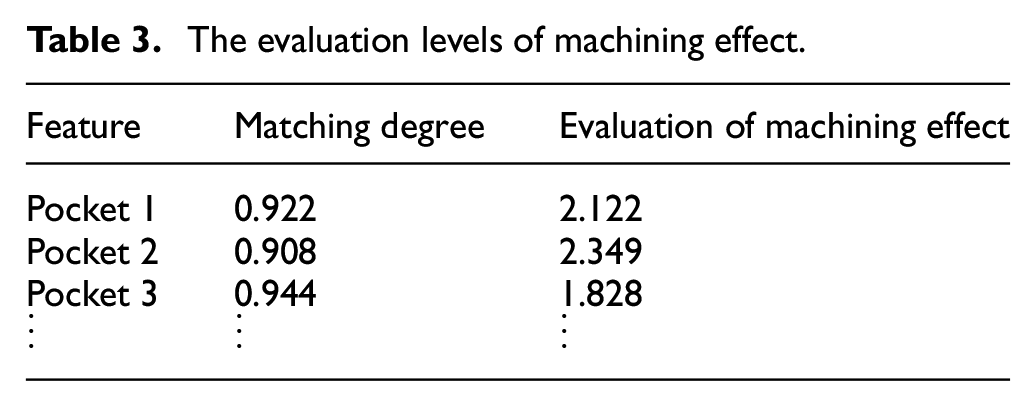
The feature set is obtained using the fuzzy comprehensive evaluation method, which contains the feature whose matching degree is greater than 0.9 by comparing to the features on the part to be machined, which can be seen in Table 3.
The evaluation levels of machining effect.
First, the matching degrees and evaluation results of the features in feature set are standardized using the following formula

where
Then, the comentropy of each index can be calculated using the following formula

where
Thus, the index weight can be calculated using the following formula

The final evaluation result of the feature in the feature set can be calculated using the following formula

Then, the feature will be obtained, whose final evaluation result is the best, and the corresponding machining strategy in the historical machining database will be chosen as the technology project for the feature to be machined.
Implementation and discussion
Implementation
A reliable process planning system based on fuzzy comprehensive evaluation method incorporating historical machining data is developed using the component application architecture redevelopment technique, which contains the historical machining data maintenance module, feature recognition module, feature and the machining effect evaluation module and entropy weight evaluation module.
The benefit of the process planning proposed method in this article is illustrated by taking the typical aircraft structural parts shown in Figure 4 as an example, which contains multiple types of feature, such as pocket feature, rib feature, hole feature and other types. A total of 47 pocket features, 36 rib features and 8 hole features can be obtained by adopting feature recognition. The matching degree between above features and the features in historical machining database can be obtained using the fuzzy comprehensive evaluation method, as well as the evaluations of the machining effects for the features in the database. Then, the final evaluation results of the similar features in database can be calculated and the machining strategies of the features in historical machining database will be chosen as the technology projects for the features to be machined.
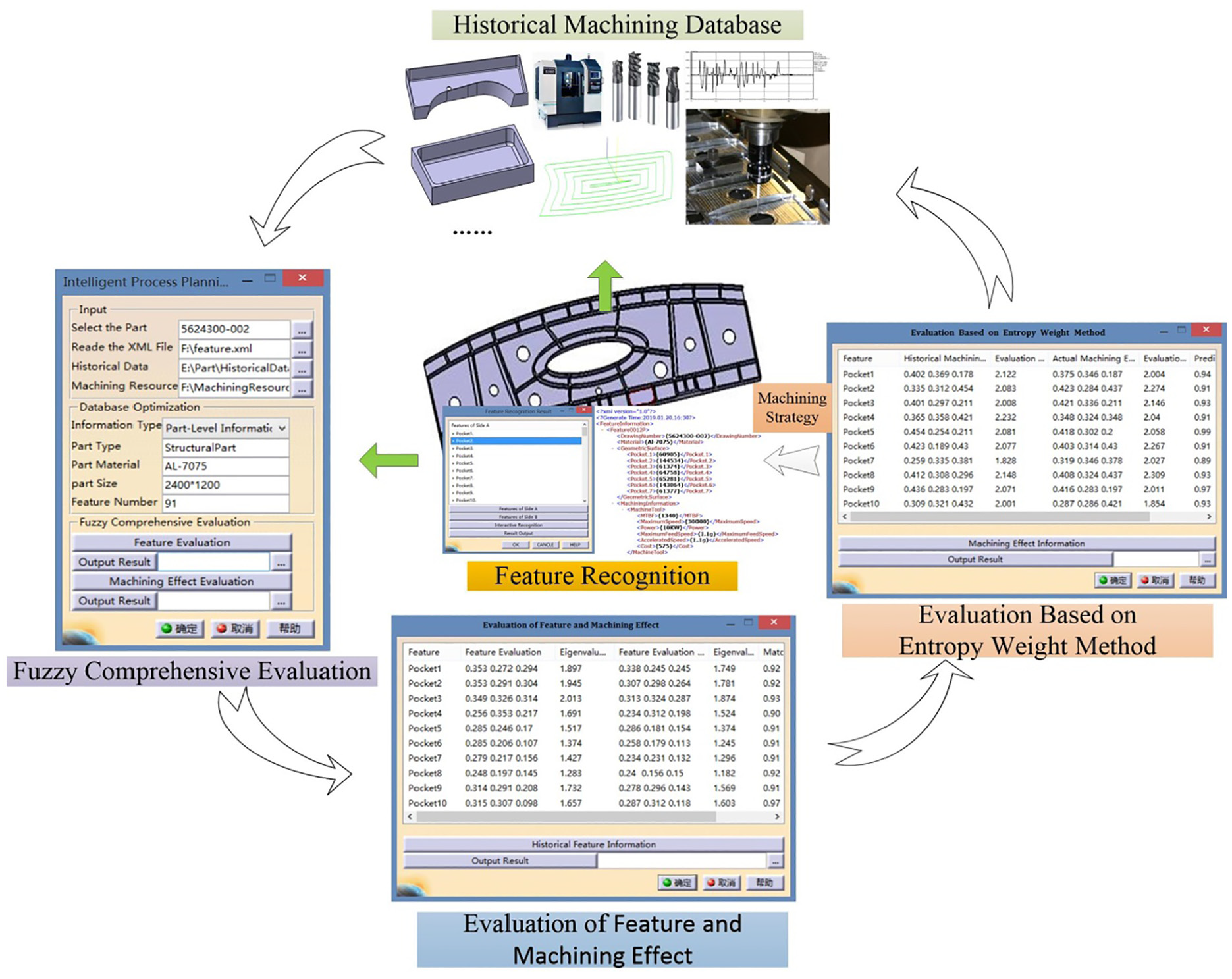
The development system for the proposed method in this article.
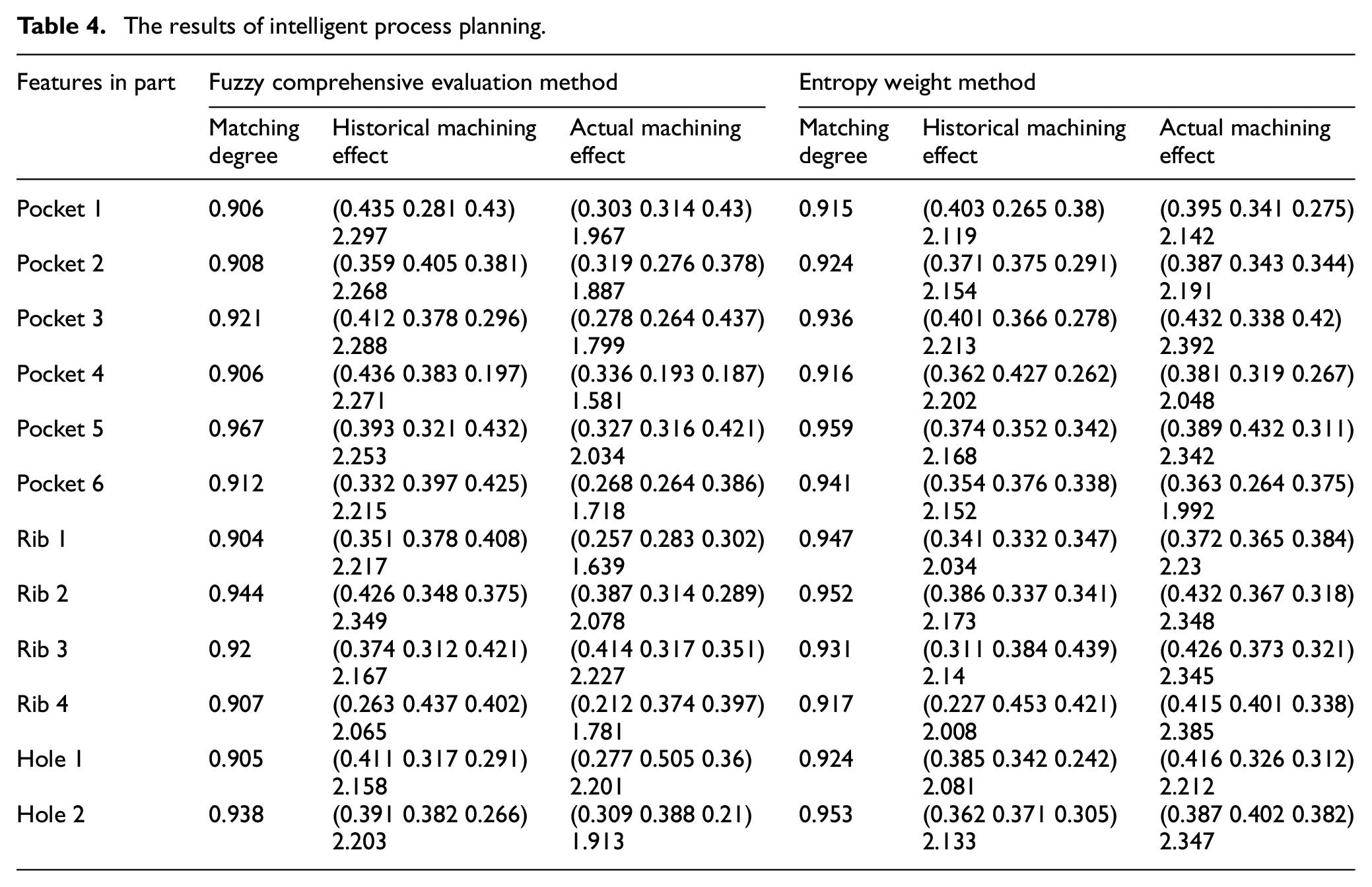
The results of process planning are presented in Table 4. The matching degrees between some features in aircraft structural parts and the features in machining database are listed in the table, as well as the expected and actual machining results of the features using the machining strategies obtained by the proposed method.
The results of intelligent process planning.
Discussion
The machining result using the machining strategy based on the entropy weight method proposed in this article beats the machining strategy by 15.4%, whose evaluation of historical machining effect is the best, corresponding to the similar historical feature on average. In addition, more than 90% of the machining results of the features reached the “Perfect” level. The example shows that reliable process planning can be achieved based on historical machining data.
However, the effectiveness of the proposed method is achieved based on one assumption that the historical machining data should be sufficient. In other words, the quality of process planning result depends on the data in historical machining database. In general, the proposed method has the following limitations:
When the data in the historical machining database is insufficient, the quality of the process planning result obtained using the proposed method cannot be guaranteed.
The feature types in this article cannot be applied to parts with customized features. When the type of the feature to be machined is not covered by the feature list defined in this article, the proposed method may lose its effect.
Conclusion
In order to address the issues of process planning for aircraft structural parts, the influencing factors for process planning are analyzed systematically. A reliable process planning method is proposed accordingly. The contributions of this article are as follows:
A feature evaluation method based on fuzzy comprehensive evaluation method considering the machining resource is proposed, which can evaluate feature more accurately.
A historical machining data reuse method based on the entropy weight method is proposed, which can evaluate the historical machining effect comprehensively.
The historical machining data can be fully utilized, the recurrence of historical machining problems can be avoided effectively and more than 90% of machining results of the features are qualified using the proposed reliable process planning method in this article.
The proposed method in this article has been applied successfully into aircraft structural parts, and the application results show the effectiveness of the method. However, the method still needs to be optimized in the future to overcome the aforementioned limitations.
The machining features used in this method are all defined manually. In the future, an intelligent definition method based on big data will be adopted to obtain machining features.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The results presented in this paper are part of the research project funded by the National Science and Technology Major Project of China (grant no. 2015ZX04001002).