
Abstract
To provide guidance for the tool materials selection in the machining of high-strength steels, this article outlines the application of fuzzy comprehensive evaluation method for the cutting performance evaluation of cemented carbide tools, ceramic tools, and cermet tools. The results indicate that cermets with the best comprehensive cutting performance are chosen as the optimum tool materials for the machining of high-strength steels. Moreover, the severe adhesion wear characteristics of cemented carbide tools are detrimental to the surface quality of workpieces. The obvious crater wear and furrow-like scratches caused mainly by abrasive wear, as well as adhesive wear can shorten the life of ceramic tools. The sharp cutting edge and good wear resistance of cermet tools are not only beneficial to the machined surface quality of workpieces, but also prolong the tool life. The analysis of tool wear proves the reliability and accuracy of fuzzy comprehensive evaluation method.
Keywords
Introduction
With the development of equipment manufacturing industry, high-strength steels have been widely used in the national defense, aerospace, automotive, chemical industries, and so on, because of their high strength and good mechanical properties. 1 However, due to the high strength and hardness, and the low thermal conductivity, high-strength steels have poor machinability and belong to difficult-to-machine materials with problems of high cutting resistance, high cutting temperature, difficulty in chip breaking, and severe tool wear. 2
At present, the tools used in the machining of high-strength steels mainly include cemented carbide tools, coated cemented carbide tools, ceramic tools, and cermet tools. However, Noordin et al. 3 and Stanford et al. 4 observed that there were problems such as severe tool wear and breakage, small cutting speed, low processing efficiency, and cutting liquid pollution in the machining of high-strength steels with cemented carbide tools. For the coated cemented carbide tools used in the machining of high-strength steels, Noordin et al. 5 and Suresh et al. 6 found that the high cutting temperature caused coating to crack and led to adhesive wear, followed by the oxidation wear and diffusion wear. Wang et al. 7 reported that Al2O3-based composite ceramic tools exhibited better surface finish and processing efficiency in the semi-finishing and finishing of high-strength steels, due to the higher hardness and heat resistance than those of cemented carbide tools. However, Garcia Navas et al. 8 revealed that adhesive wear occurred on the ceramic tools used in the high-speed machining of high-strength steels, due to the accumulation of cutting heat caused by the lower thermal conductivity. With hardness and heat resistance approaching those of non-metallic ceramic materials, cermet materials show better oxidation resistance and wear resistance than those of cemented carbide materials and have higher transverse rupture strength and fracture toughness than those of non-metallic ceramic materials. 9 Then, cermet materials are used as cutting tools in the semi-finishing and finishing of high-strength steels10,11 and have filled the gap between cemented carbide materials and non-metallic ceramic materials. 12
As mentioned above, in the current research on the machining of high-strength steels, cutting tools are often selected according to experiences. The studies on the matching between tool materials and workpiece and the comprehensive evaluation of tool cutting performance are lacked. How to select tool material to match with workpiece and evaluate their cutting performance are important for the machining of high-strength steels. However, it is difficult to use a single indicator to evaluate tool cutting performance, because the evaluation indicators affect each other. 13
In 1965, American scholar Zadeh 14 put forward the fuzzy set theory to express the uncertainty of things. Fang and Jawahir 15 developed a methodology to give the quantitative assessments of the total machining performance in finish turning using the integrated fuzzy set models of machinability parameters. Al-Ghamdi et al. 16 demonstrated the development and utilization of the fuzzy knowledge-based system for optimizing the machining process and predicting its performance measures against various combinations of predictors in the machining of AISI 4340 and Ti-6Al-4V. Ramesh et al. 17 described an application of fuzzy rule-based modeling for the prediction of tool flank wear, surface roughness, and specific cutting pressure in the turning of titanium alloy. Based on the fuzzy set theory, the fuzzy comprehensive evaluation method can make a general evaluation of the objects affected by multiple factors. And according to the membership degree theory of fuzzy mathematics, it can achieve the purpose of scheme optimization for the fuzzy concept under different criteria by transforming qualitative evaluation into quantitative evaluation. With clear results and strong systematicness, the fuzzy comprehensive evaluation method can effectively solve various non-deterministic problems, which are fuzzy and difficult to quantify. Thus, the fuzzy comprehensive evaluation method can be used for tool selection. 18
In this research, the workpiece is 42CrMo high-strength steel (AISI 4140/4142 steel), which is typically used as forged gears and shafts, spindles, fixtures, jigs, and collars because of the high fatigue and torsional strength, abrasion and impact resistance, and toughness. Based on the fuzzy comprehensive evaluation theory and experimental data, the cutting performance of tools with different materials was comprehensively evaluated with considerations of multiple evaluation indicators, and the optimum tool materials with the best cutting performance were selected. Furthermore, to verify the reliability and accuracy of fuzzy comprehensive evaluation method, the wear mechanisms of different tools were also analyzed. This research can cover the shortage of qualitative measurement of tool cutting performance only by a single evaluation indicator such as tool wear, and accomplish the comprehensive evaluation and quantitative evaluation of tool cutting performance. It can also provide reliable theoretical guidance and technical support for the tool materials selection in the machining of high-strength steels.
Experimental procedures
The workpiece material was 42CrMo high-strength steel and its chemical compositions are listed in Table 1. The workpiece was a bar with a size of φ110 mm × 500 mm, and the hardness of this workpiece was in the range of 32–36 HRC after quenching and tempering treatment. The turning experiments were conducted on the CKD6150H numerical control lathe. The cutting was performed under constant cutting speed of 250 m/min, cutting depth of 0.4 mm, and feed rate of 0.1 mm/r, and the operation was continuous dry turning.
Chemical compositions of 42CrMo high-strength steel (wt%).

Three kinds of tools made of different materials, namely cemented carbide tools, ceramic tools, and cermet tools, were used in the turning of 42CrMo high-strength steel. After tools were clamped, the obtained geometric parameters of tools are shown in Table 2. In this article, only the finish machining of high-strength steels was researched; thus, the time from the beginning of cutting until the surface roughness of the machined workpiece increased to 1.6 µm was recorded as tool life.
Geometric parameters of tools.

In the cutting process, the surface roughness of the machined workpiece was measured with a handheld roughness tester (Model TR200), the flank wear values of tools were measured by a handheld tool microscope (Model AM413ZT), and the worn tools were observed using a scanning electron microscope (Model JSM-6510LV).
Fuzzy comprehensive evaluation of cutting performance of tools
Determination of factor set and evaluation set
As we all know, the surface roughness of the machined workpiece, which can reflect the matching between tool material and workpiece material, is an important factor to measure the tool cutting performance. The tool flank wear, which affects both of the tool life and surface quality of workpieces, reflects the tool wear resistance. And tool life is also an important indicator to evaluate the tool cutting performance. Therefore, in this article, the surface roughness of the machined workpiece (Ra) at initial cutting stage, the average flank wear of tool (VB) which reached rejection criterion and the tool life (t) were selected as evaluation indicators to measure the tool cutting performance. Then, the factor set was defined as follows

where u1 is the surface roughness of the machined workpiece at initial cutting stage, u2 is the average flank wear of tool which reached rejection criterion, and u3 is the tool life.
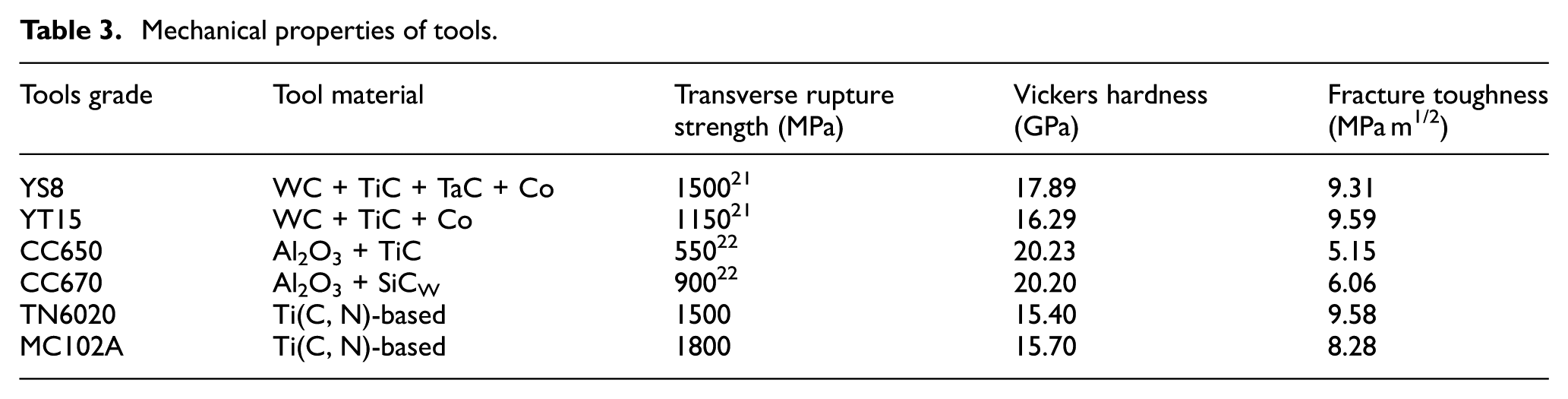
For each kind of tool material, two grades of inserts were used in the turning of 42CrMo high-strength steel, namely YS8 and YT15 cemented carbide tools, CC650 and CC670 ceramic tools, and TN6020 and MC102A cermet tools. The mechanical properties of tools are shown in Table 3, and the hardness of cemented carbide tools and cermet tools was measured with a load of 294 N, and that of ceramic tools was measured with a load of 196 N. The fracture toughness of cemented carbide tools and cermet tools was obtained by indentation method using the formula derived by Shetty et al., 19 and that of ceramic tools was obtained using the formula derived by Evans and Charles. 20 The transverse rupture strength of TN6020 and MC102A was obtained from the cutting tool suppliers.
Mechanical properties of tools.
The cutting performance of each kind of tool was evaluated and the evaluation set can be expressed as

where v1 are cemented carbide tools, v2 are ceramic tools, and v3 are cermet tools.
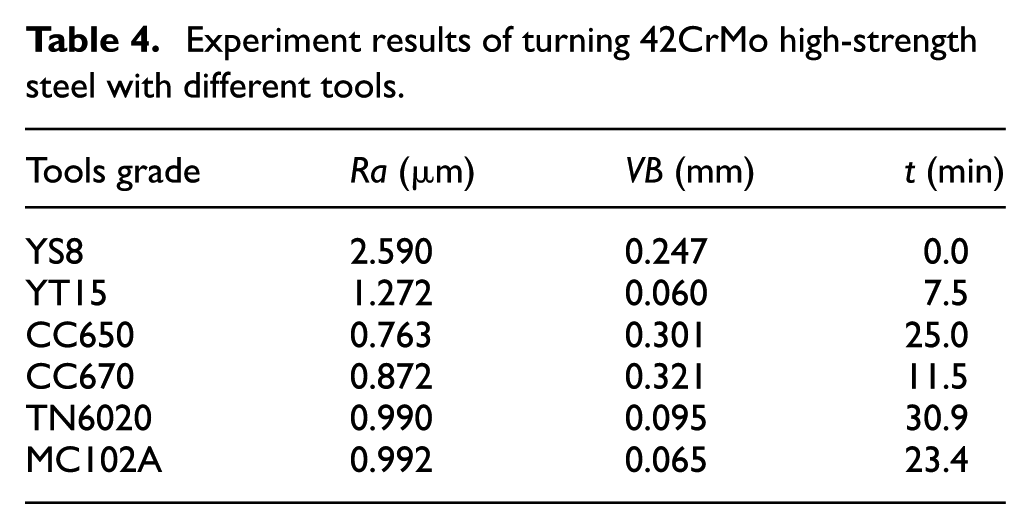
The experiment results of turning 42CrMo high-strength steel with different tools are shown in Table 4. In addition, for the YS8 tool, the measured surface roughness of the machined workpiece was 2.590 µm exceeding 1.6 µm in the initial cutting stage, and the tool was worn badly with VB of 0.247 mm, so it was not suitable for the finish machining of high-strength steel, and the tool life was recorded as 0.0 min.
Experiment results of turning 42CrMo high-strength steel with different tools.
Establishment of fuzzy judgment relation matrix
Step 1: calculation of average values of evaluation indicators
For each evaluation object, the average values of evaluation indicators qij can be calculated as follows

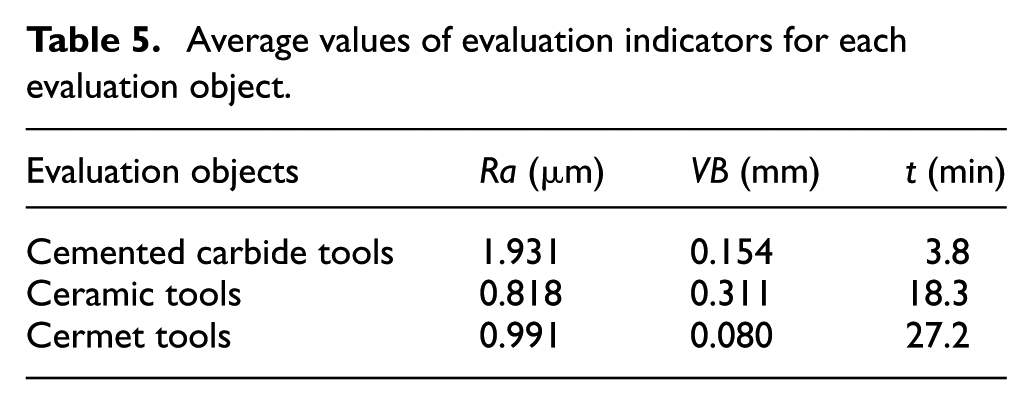
where uij(k) is the experiment datum of the kth insert on the jth evaluation indicator for the ith evaluation object. Table 5 shows the average values of evaluation indicators for each evaluation object.
Average values of evaluation indicators for each evaluation object.
Step 2: fuzzification of evaluation indicators
The average values of evaluation indicators in Table 5 were fuzzily processed using the following equation
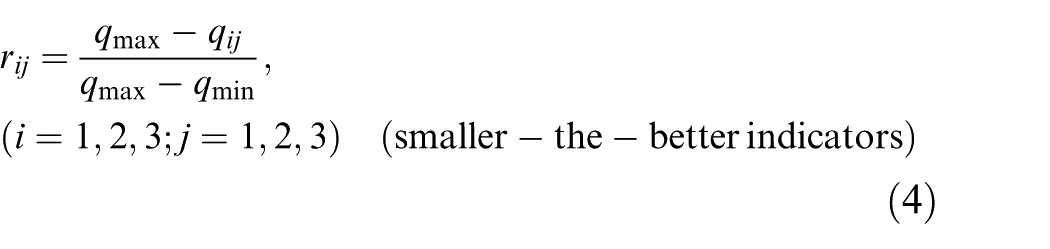

where rij is the optimal membership degree of the jth evaluation indicator for the ith evaluation object, and qmin and qmax are the minimum and maximum values of each evaluation indicator, respectively.
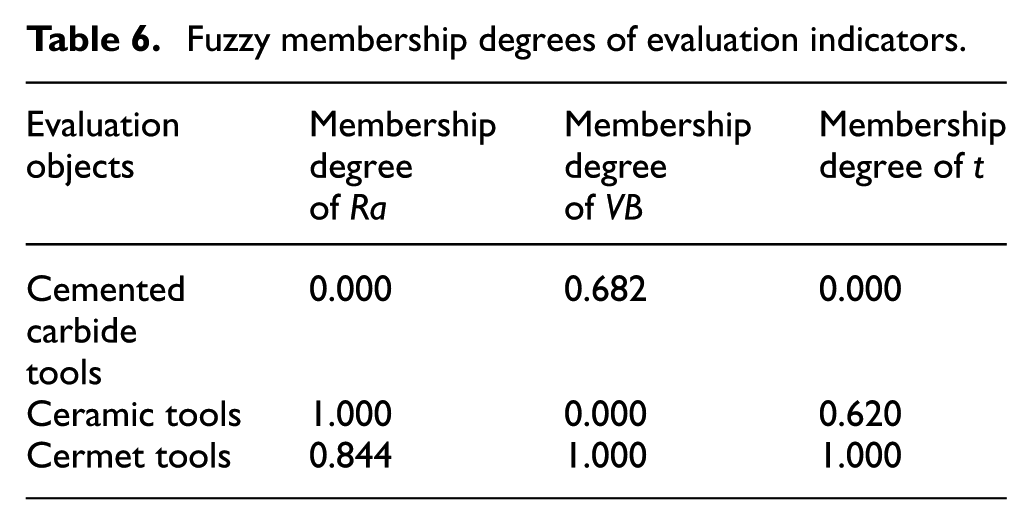
According to the principle of merit, Ra and VB were calculated using equation (4), and t was calculated using equation (5). After that, the fuzzy membership degrees of evaluation indicators for each evaluation object are shown in Table 6.
Fuzzy membership degrees of evaluation indicators.
Step 3: fuzzy evaluation relationship matrix
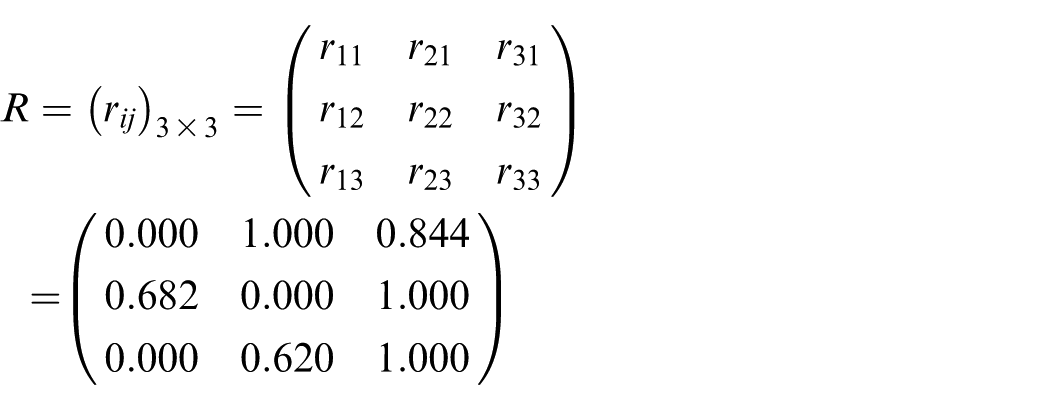
From Table 6, the fuzzy evaluation relationship matrix R can be obtained as follows
Determination of weight vector
In fuzzy comprehensive evaluation, the key to an accurate evaluation is the reasonable weight determination of each evaluation indicator. In this article, the entropy method23,24 was used to determine the weight vector for the evaluation indicators of tool cutting performance as follows.
Step 1: calculation of proportion of evaluation indicator value
The proportion of evaluation indicator value pij was calculated by the following equation

where qij is the average value of evaluation indicators.
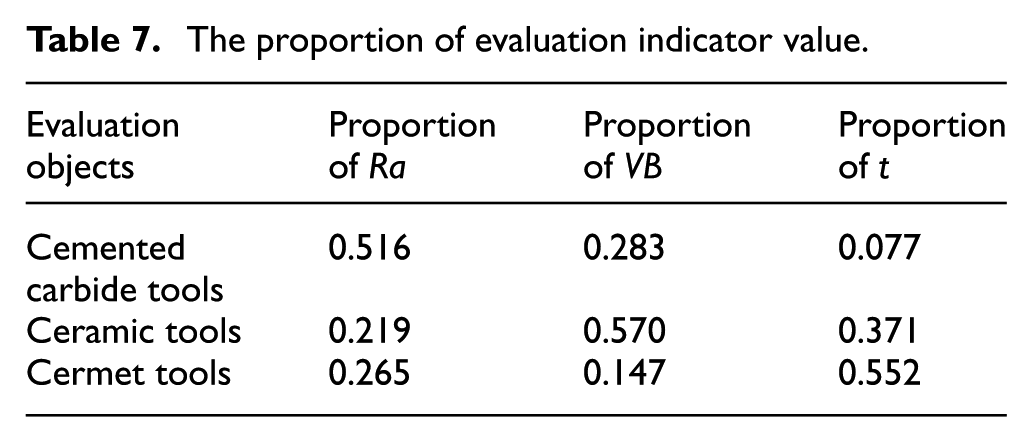
As shown in Table 7, the proportion of indicator value was derived from the data in Table 5 using equation (6).
The proportion of evaluation indicator value.
Step 2: calculation of entropy values of evaluation indicators
The entropy values of evaluation indicators ej can be calculated using the equation as follows

where k = 1/ln m, 0 ≤ ej ≤ 1.
Step 3: calculation of otherness coefficients of evaluation indicators
For a given uj, the smaller the otherness of qij is, the larger the ej; then the otherness coefficients of evaluation indicators gj can be defined as follows

Therefore, when the gj is larger, it means that the indicator is more important.
Step 4: calculation of weight values of evaluation indicators
The weight values of evaluation indicators wj can be calculated using the following equation

Based on the data in Table 7, the weight values of evaluation indicators can be obtained using equations (7)–(9), as presented in Table 8. Therefore, the weight vector of evaluation indicators of tool cutting performance A = (0.175, 0.334, 0.491).
Weight values of evaluation indicators of tool cutting performance.
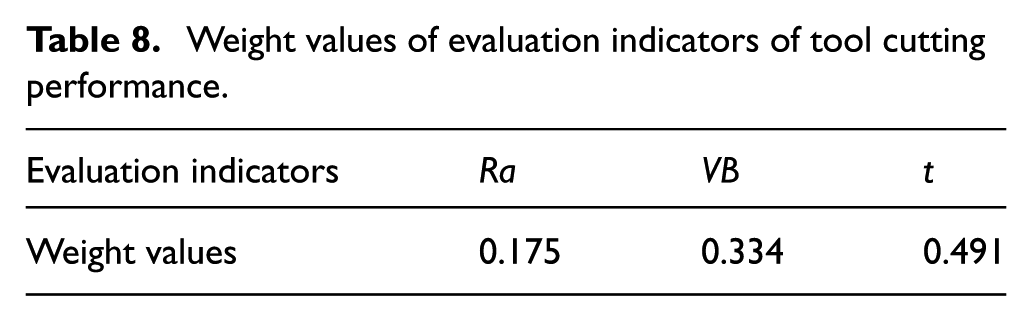
The calculation results showed that the weight of tool life was the largest, the weight of tool flank wear was the secondary, and the weight of surface roughness of the machined workpiece was the smallest, which indicated that tool material had a relatively smaller influence on the surface roughness of the machined workpiece.
Comprehensive evaluation
The results of fuzzy comprehensive evaluation can be derived from the synthesis of weight vector A and fuzzy evaluation relationship matrix R using Zadeh’s operator as follows
After normalized by equation (10), B = (0.228, 0.479, 0.973) can be converted into B* = (b1*, b2*, b3*) = (0.136, 0.285, 0.579)
Finally, the cutting performance of different tools was judged according to the principle of maximum membership degree. Because b3* > b2* > b1*, it can be concluded that the order of comprehensive cutting performance of tools was cermet tools > ceramic tools > cemented carbide tools, which meant that cermets with the best comprehensive cutting performance can be chosen as the optimum tool materials for the machining of high-strength steels.
Analysis of tool wear mechanisms
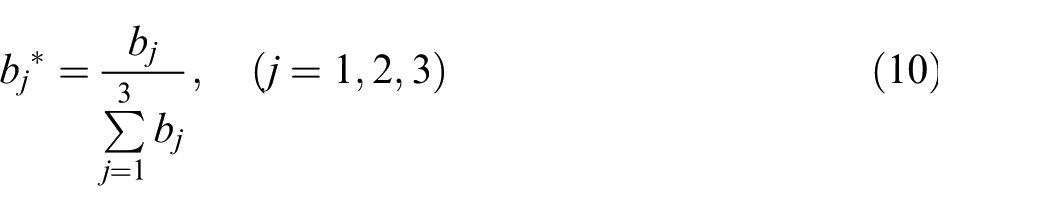
Figure 1 shows the wear morphologies of different tools which reached rejection criterion. It can be seen that for the tools with different materials, the different tool lives and wear mechanisms resulted in different wear degrees and wear morphologies. In order to reveal the wear mechanisms of tools with different materials, the EDS analyses of points on tools were obtained as shown in Figure 2, the chip obtained with the YT15 tool was observed as shown in Figure 3, and the microstructures and indentation crack propagation paths of tools were investigated as shown in Figure 4.
Wear morphologies of tools with different materials: (a) YS8, (b) YS8, (c) YT15, (d) CC650, (e) CC670, (f) CC670, (g) TN6020, (h) TN6020, (i) MC102A, and (j) MC102A.
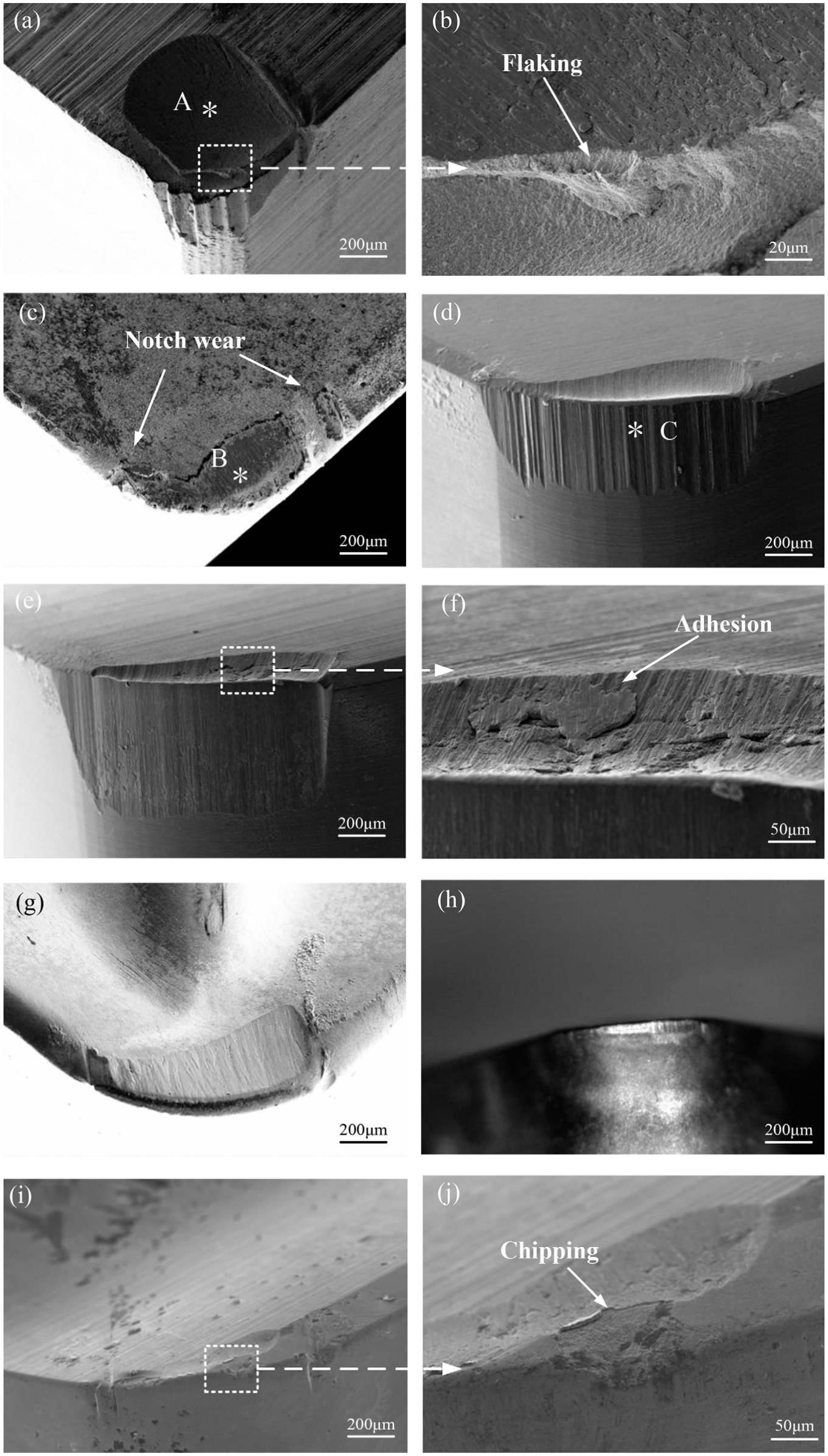
EDS analyses of (a) point A, (b) point B, and (c) point C (correspond to Figure 1).
Chip obtained with YT15 tool.
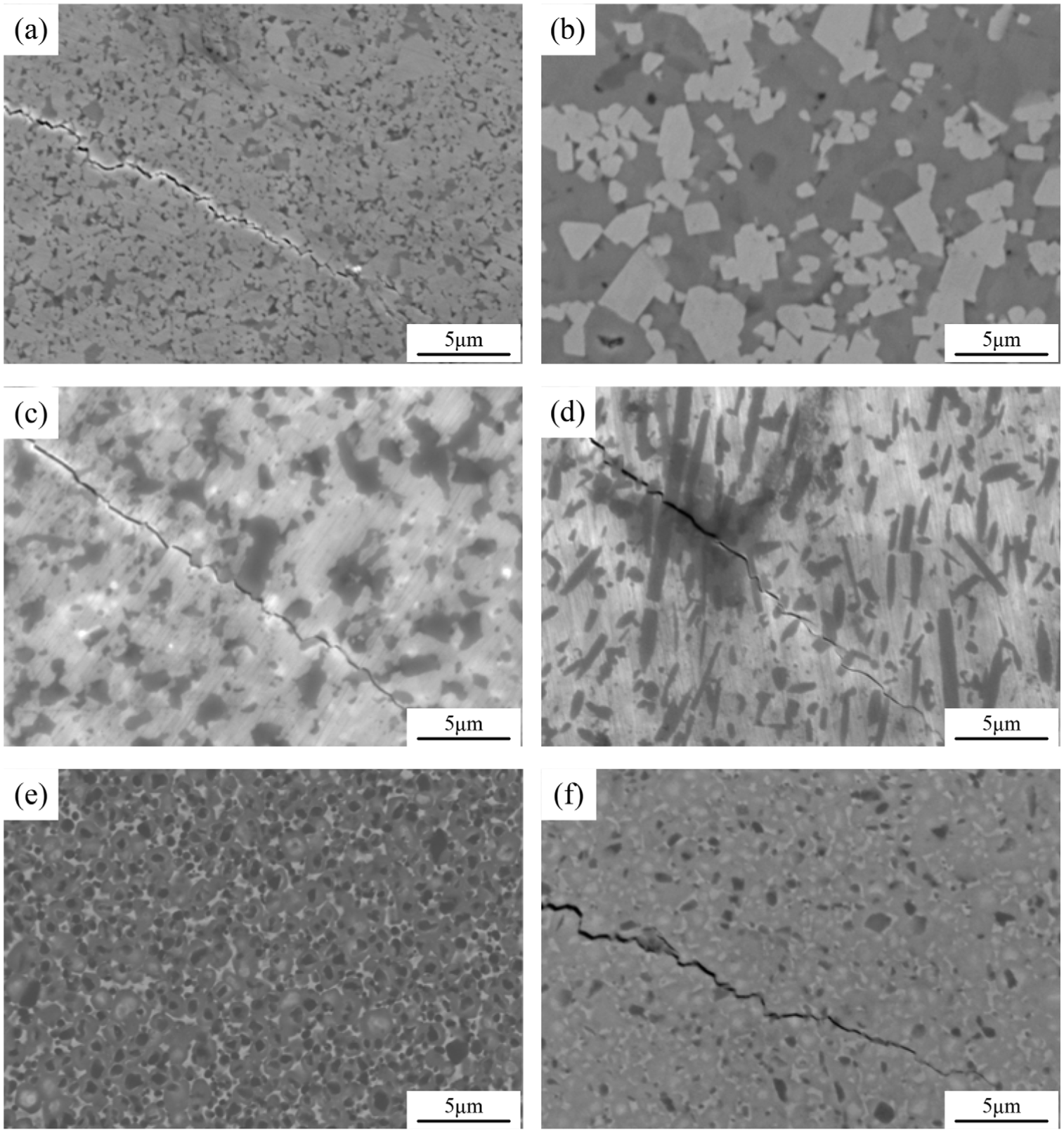
Microstructures and indention crack propagation paths of tools: (a) YS8, (b) YT15, (c) CC650, (d) CC670, (e) TN6020, and (f) MC102A.
It can be seen from Figure 1(a) and (b) that for the YS8 cemented carbide tool, severe wear with obvious grooves occurred on the flank face, flaking of surface layer happened on the rake face, and the cutting edge was badly damaged. This demonstrated that the friction between tool and workpiece was great and the wear mechanism was severe adhesion wear. This can be confirmed by the high content of Fe on the tool surface, which was from the workpiece as shown in Figure 2(a). Figure 4(a) shows the indentation crack propagation path of the YS8 tool, which tended to propagate mainly with intergranular fractures, due to the low binder content of Co. The intergranular fractures weakened the breakage resistance of tool material and were likely to result in flaking of tool material under the comprehensive effects of cutting force and severe adhesive wear.
As shown in Figure 1(c), the micro chipping on cutting edge and obvious notch wear were observed on the YT15 cemented carbide tool. It can be inferred that severe adhesion wear occurred between tool and workpiece in the cutting process, and this was confirmed by the high content of Fe in Figure 2(b). It can be seen from Figure 3(b) that the chip obtained with the YT15 tool was serrated and had burrs on both sides. Therefore, the reasons which resulted in the severe notch wear of YT15 tool can be attributed to the uninterrupted mechanical impacts to the cutting edge boundary from the burrs on chips and the aggravated boundary wear caused by the burrs on workpiece under the severe compression in cutting process. Moreover, as shown in Figure 4(b), the grains in YT15 tool were bigger and inhomogeneous, and they were easy to be broken and pulled out under the continuous impacts from chips and burrs. Thus, the micro chipping occurred on the cutting edge of YT15 tool.
For the CC650 and CC670 ceramic tools, there were obvious crater wear on the rake face and furrow-like scratches on the flank face as shown in Figure 1(d) and (e). In addition, Figure 2(c) shows the element of Fe was detected on the surface of CC650 tool, and Figure 1(f) shows there was adhesion of broken chips on the rake face of CC670 tool; these indicate that adhesive wear also occurred on the CC650 and CC670 tools. In virtue of the high strength of cutting edge without chip breaker, ceramic tools were difficult to be broken. However, the small rake angle increased the contact pressure between rake face and chips and led to bigger cutting force. Meanwhile, the poor thermal conductivity resulted in the higher cutting temperature. Thus, under high temperature and pressure, adhesive wear was likely to occur between the tool and workpiece. Moreover, as shown in Figure 4(c) and (d), the lack of binder phase in ceramic tools resulted in the straight propagation path of indentation crack. This indicated that the grains in ceramic tools were easy to be pulled out and broken when adhesive wear occurred between the tool and workpiece. And the pulled-out grains and hard points in workpiece also further aggravated the abrasive wear of ceramic tools. Then the wear mechanism of ceramic tools in the machining of high-strength steels is mainly abrasive wear, accompanied by adhesive wear.
As shown in Figure 1(g)-(j), the crater wear on rake face, flank wear, and notch wear were found on the TN6020 and MC102A cermet tools, and there was chipping on the cutting edge of MC102A tool. However, the wear degrees of cermet tools were obviously less than those of other material tools. Cermet tools had a small friction coefficient with steels because they contained TiN, which had a low affinity with iron-based materials. 25 Therefore, it was difficult to generate the sticking phenomenon with built-up edge on the rake face. Meanwhile, as shown in Figure 4(e) and (f), the Ti(C,N)-based cermets exhibited typical core-rim microstructures with black cores, white cores, and gray rims uniformly embedded into metal binder phases. And the larger binder mean free path in cermets can help to prevent grains from being pulled out with crack deflections on the propagation path of indention crack, as shown in Figure 4(f). Due to the above factors, the wear resistance of cermet tools was improved with mainly abrasive wear. As a result of the high wear resistance and good chip removal, the crater wear degrees on the rake face of cermet tools were small. It can be seen from Table 3 that the fracture toughness of MC102A tool was small, and it was detrimental to the tool impact resistance, which was responsible for the chipping on the cutting edge.
From the analysis of tool wear mechanisms, it can be concluded that the wear characteristics of cemented carbide tools, as a result of the higher chemical activity of cemented carbide tool material, were detrimental to the surface quality of the workpiece. And this can result in high surface roughness of the machined workpiece, so cemented carbide tools were not suitable for the finish machining of high-strength steels. In virtue of the high strength of cutting edge, the ceramic tools were difficult to be broken, which was beneficial to reduce the surface roughness of the machined workpiece. But the tool wear was severe, and the tool life was shortened. The sharp cutting edge and good wear resistance of cermet tools were not only beneficial to the machined surface quality of the workpiece, but also prolong the tool life. Although chipping on the cutting edge of MC102A tool occurred at the later cutting stage, its life still had a competitive advantage compared with other tool materials.
According to the above analysis of tool wear, it was concluded that cermet tools showed a competitive advantage over cemented carbide tools and ceramic tools in the machining of high-strength steels. This was consistent with the theoretical analysis and calculated results of optimum selection of tool materials based on fuzzy comprehensive evaluation method, and it also proved the reliability and accuracy of fuzzy comprehensive evaluation method. Furthermore, the optimum selection of tool materials based on fuzzy comprehensive evaluation method covered the shortage of qualitative measurement of tool cutting performance only by a single evaluation indicator, such as tool wear, and it accomplished the comprehensive evaluation and quantitative evaluation of tool cutting performance.
Conclusion
The cutting performance of tools with different materials in the machining of 42CrMo high-strength steel was comprehensively evaluated based on the fuzzy comprehensive evaluation method and the optimum tool materials were selected. The tool wear mechanisms were also analyzed to verify the reliability and accuracy of fuzzy comprehensive evaluation method. The conclusions can be drawn as follows:
Cermets with the best comprehensive cutting performance are chosen as the optimum tool materials for the machining of high-strength steels. Cermet tools have a competitive advantage over cemented carbide tools and ceramic tools in the machining of high-strength steels.
The severe adhesion wear characteristics of cemented carbide tools are detrimental to the surface quality of workpieces. Ceramic tool life is shortened due to the obvious crater wear and furrow-like scratches caused mainly by abrasive wear, as well as adhesive wear. For cermet tools, the sharp cutting edge and good wear resistance are not only beneficial to the machined surface quality of workpieces, but also prolong the tool life.
The optimum selection of tool materials based on fuzzy comprehensive evaluation method is reliable and accurate. It accomplishes the comprehensive evaluation and quantitative evaluation of tool cutting performance, and can provide reliable theoretical guidance and technical support for the tool materials selection in the machining of high-strength steels.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was sponsored by the National Natural Science Foundation of China (51475273).