
Abstract
Burrs are undesirable materials beyond the work piece surface during drilling or other machining processes, thus this should be as less as possible during manufacturing. The experimental study has been conducted according to the full factorial design method. A total of 27 experiments were conducted by drilling on an Aluminum 6061T6 plate by choosing three factors and three levels of process parameters like drill diameter, point angle and spindle speed. In this research article, two predictive models, namely, adaptive neuro-fuzzy inference system and support vector regression, are developed using experimental data to estimate burr height and burr thickness. Then, these predictive models have been used to find out optimum process parameters for minimum burr height and burr thickness using genetic algorithm. It has been found that both the models are able to predict burr size and thickness with good accuracy, while the adaptive neuro-fuzzy inference system performs better than support vector regression.
Keywords
Introduction
In manufacturing industry, drilling operation is performed to produce holes. In the drilling process, generally two types of burrs are formed: exit burr and entry burr. Exit burr is greater than entry burr, and most of the burr formation–related research is based on exit burr. The presence of burr generates many problems like interference, jamming and misalignment during assembly of different parts, while sharp edges of burr make it difficult to handle machine parts. Debris of burr may cause short circuit in electrical components. Deburring process can solve the burr-related problem, but it increases the total manufacturing cost by 15%–20%. Also, these processes increase production time. 1 It is also difficult to remove burr from inside cavity. 2 Minimization of burr height and thickness is a major challenge in burr-related research. Many researchers worked on burr-related problems like finding out the mechanism of burr formation and experimental investigation of the drilling parameters, such as spindle speed, feed rate, point angle and tool geometry for formation of burr, analytical modeling of burr and so on. Nakayama and Arai 3 investigated on the burr formation mechanism in the drilling process to improve surface quality of hole. The drill bit geometry–based analytical model was developed to minimize burr formation.4,5 Saha and Das 6 conducted experimental study for minimization of burr formation in a vertical milling machine in aluminum work piece on dry condition using exit edge bevelling. They observed that at 15° exit edge bevel negligible amount of burr formed.
Thakre and Soni 7 used response surface methodology to find out optimum process parameters in drilling of an aluminum silicon carbide composite material. Scanning electron microscope (SEM) was also used to understand the burr formation mechanism. Kim et al. 8 investigated on two different materials, stainless steel and low alloy steel using high-speed steel (HSS) twist drills, and drilling parameters like feed rate and spindle speed environment condition for several drill diameters based on drilling control charts. Many researchers investigated the stress deformation pattern in finite element method (FEM) to understand burr formation, and they developed a suitable chart to choose different cutting parameters to minimize burr formation. 9 Gaitonde et al. 10 carried out drilling experimental study to minimize burr height and thickness. Optimum drilling process parameters were found out utilizing the Taguchi design optimization technique using a multiobjective membership function (MF). Minimization of burr height and thickness using the response surface method (RSM)-based model was developed from experimental data by using different drilling parameters like cutting speed, feed rate, drill dia., point angle and clearance angle. Finally, burr minimization was performed by genetic algorithm (GA) of the RSM model by Kundu et al. 11 and Gaitonde et al. 12 Experimental study was also conducted to minimize burr height by changing cooling conditions, coating conditions and by changing drill geometry and pilot holes by Rubio et al.13–14 and Rezende et al. 15 Lekkala et al. 16 carried out Taguchi-based full factorial design (FFD) experiment to minimize the burr height with backup support in aluminum alloy. It was observed that small burr was formed at low-to-moderate cutting speed and low feed with water as cutting fluid. Srenivasulu and Srinivasa 17 conducted drilling experiments following Taguchi-based design to minimize burr size. Gaitonde and Karnik 18 experimented on optimization of burr height and thickness using artificial neural network (ANN) and particle swarm optimization (PSO) from FFD-based experimental data. Delamination analysis in high-speed drilling was performed by developing an ANN model with spindle speed, feed rate and point angle as the affecting parameters. The ANN model was validated with a new set of experiment and then to analyze the delamination behavior using these models of interaction effect plots by Karnik et al. 19 The plasma etch process was modeled in the following two ways: empirical RSM and ANN. They observed that the neural network model was the superior than the other methods by Himmel and May. 20 Dey et al. 21 developed the ANN model from experimental data. Experimental results showed close matching with the developed ANN model. The experimental study was carried out in face milling to minimize burr formation and to compare experimental results with the ANN model values, and process parameters were optimized using the Taguchi method.22,23 Niknam and Songmene 24 conducted experiments in slot milling of aluminum alloys and studied on minimization of burr height and thickness to obtain optimum process parameters like cutting tool, feed rate and depth of cut. Murthy and Rajendran 25 performed drilling experiments under minimum quantity lubrication (MQL) condition for multiple characteristics like hole diameter, burr height, burr thickness, chip thickness, cutting power consumption and surface quality. They developed the ANN model from experimental data and compared the predicted ANN results with experimental results. A fuzzy logic–based burr formation model was also developed in the drilling process under MQL condition.26,27 Vipindas and Jose 28 developed a mathematical model of burr thickness in micro-end milling of Ti6Al4V materials. The proposed model was validated through experimental results. Ding et al. 29 found that feed per tooth had significant effect on burr formation in the micro-end milling process. Huan et al. 30 developed two models for prediction of forces needed: one was the back propagation (BP) neural network and another was genetic algorithm optimizing back propagation (GA-BP) neural network on a titanium composite material. They observed that the GA-BP model had better prediction accuracy with respect to other model. Hence, the use of computational-based predictive modeling in machining operation had become an emergent field of study among researchers. Recently, several researchers used computation-based predictive modeling through the artificial intelligence approach to investigate the relationship between machining parameters like spindle speed, feed rate, deep of cut, cutting tool geometry and so on and the response parameters like surface finish, material removal rate, tool life, burr height, burr thickness and cutting force.18–33
Numerous studies were done on artificial intelligence techniques to develop predictive modeling; limited studies were done on optimization through these techniques. In this research work, an attempt has been made not only to develop predictive modeling through the artificial intelligence technique but also to optimize the response parameter using the developed predictive modeling.
Materials and methods
The present research work was conducted experimentally, and then analytical approach was used to minimize burr height and burr thickness within the domain of this investigation. Drilling experiments were conducted according to the FFD method in an Aluminum 6061-T6 alloy work piece. Next, predictive models using two types of artificial intelligence techniques, namely, adaptive neuro-fuzzy inference system (ANFIS) and support vector regression (SVR), were developed to find burr height and burr thickness from the following three input machining process parameters: drill diameter (D), point angle (P) and spindle speed (N). Then, the ANFIS and SVR prediction models were optimized using GA to find out the optimum machining process parameters for minimum burr height and burr thickness. The chemical composition of the work piece materials is given in Table 1. Overall methodology for the present research is described in Figure 1. The details of the proposed methodology and required theoretical prerequisite for this work are discussed in the following sections and subsections.
Chemical composition (wt%) of Aluminum 6061-T6 work piece.

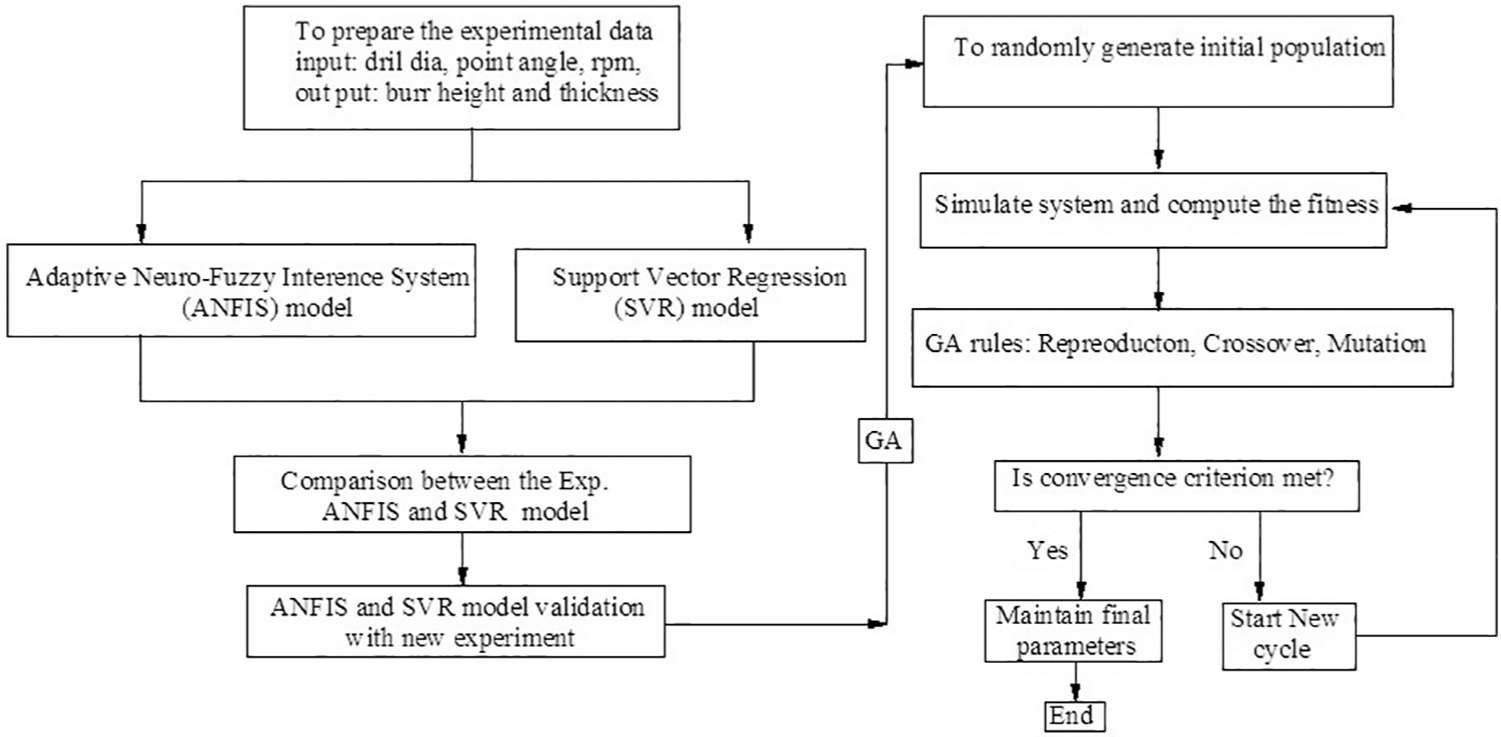
Flow chart of the present investigation methodology.
Experiment details
The experiment is carried out in a radial drilling machine (Pathak Industries Tools Pvt. Ltd.) under water cooled condition. The experimental study has been conducted in the laboratory of institute (Jalpaiguri Govt. Eng. College). Three different HSS twist drills were chosen of diameters 8.65, 9.50 and 11.45 mm drill material and the work piece material was flat aluminum 6061T6 bar. The work piece was of length 150 mm, width 40 mm and thickness 12 mm. Burr size is characterized by burr height and thickness. These two are found out in this research work. The schematic view of experimental setup is shown in Figure 2.
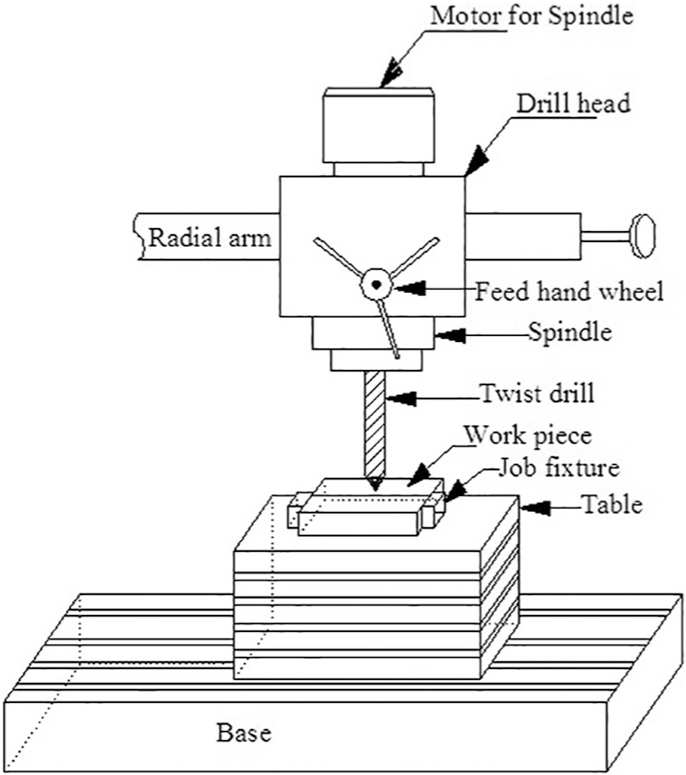
Schematic view of experimental setup.
Experimental procedure and measurement method
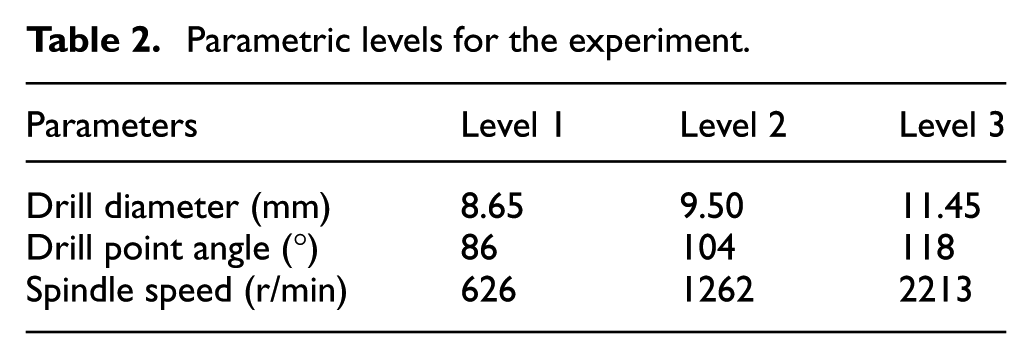
The flat aluminum work piece was initially punched at an equal distance on both sides of the bar. The job of the work piece was firmly fixed in the vice. A pilot drill whose diameter is smaller than the actual drill diameter was used to pre-drilling of aluminum work piece for accurate drilling operation. The exact rotation of the spindle speed was measured in a digital tachometer. In this experimental work, three drilling parameters and three different levels according to FFD were chosen. During the experiment, point angle has been made and checked using a universal bevel protractor. Burr height and thickness are measured using a Digital Vernier Caliper. Measuring maximum value at three locations and then averaging are done. The parameter level variation in the experiment is given in Table 2.
Parametric levels for the experiment.
The experiment design
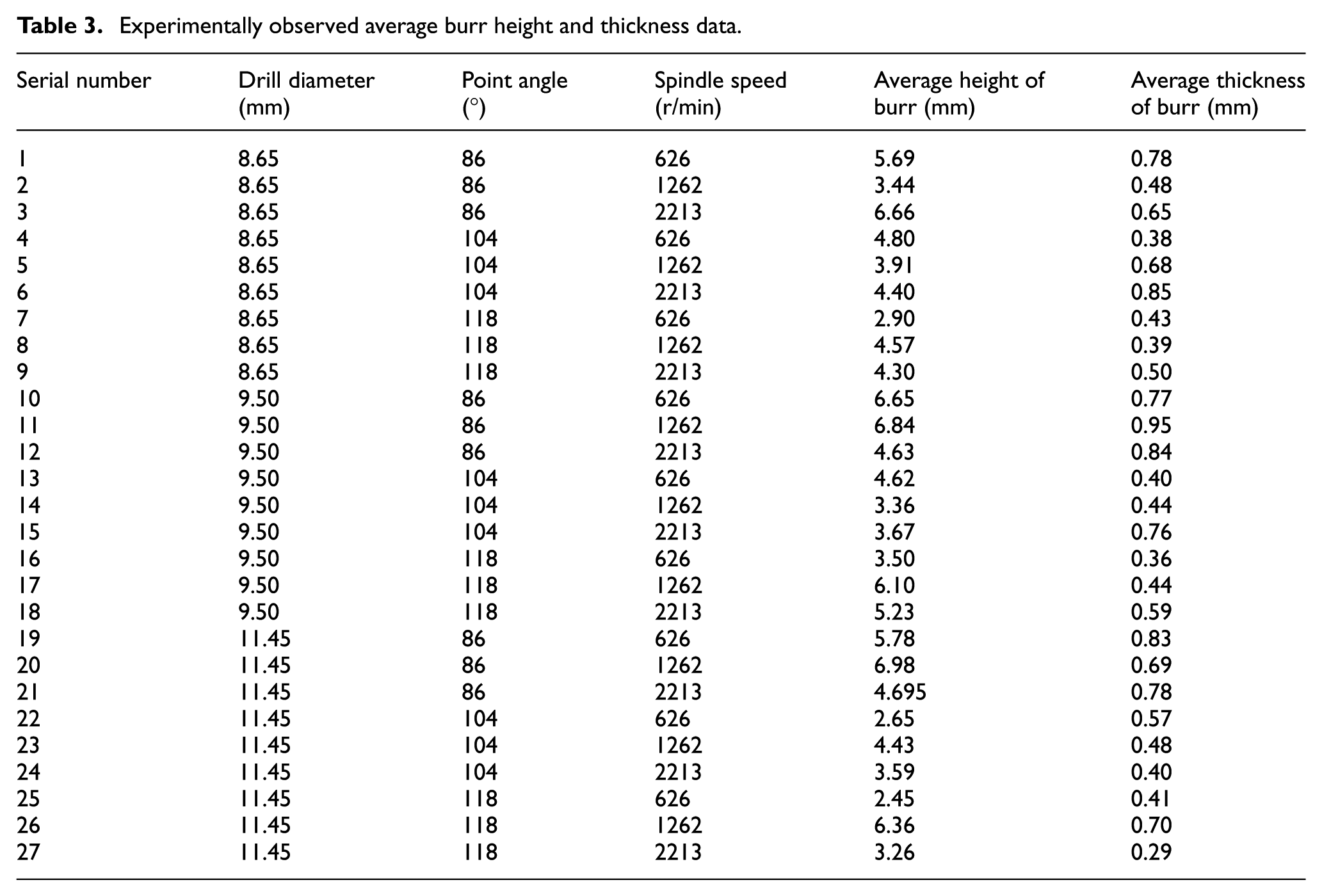
Drilling experiments were conducted according to FFD, and total 27 sets of experimental data were obtained as shown in Table 3. Corresponding photographic view of the work piece after drilling is shown in Figure 3.
Experimentally observed average burr height and thickness data.
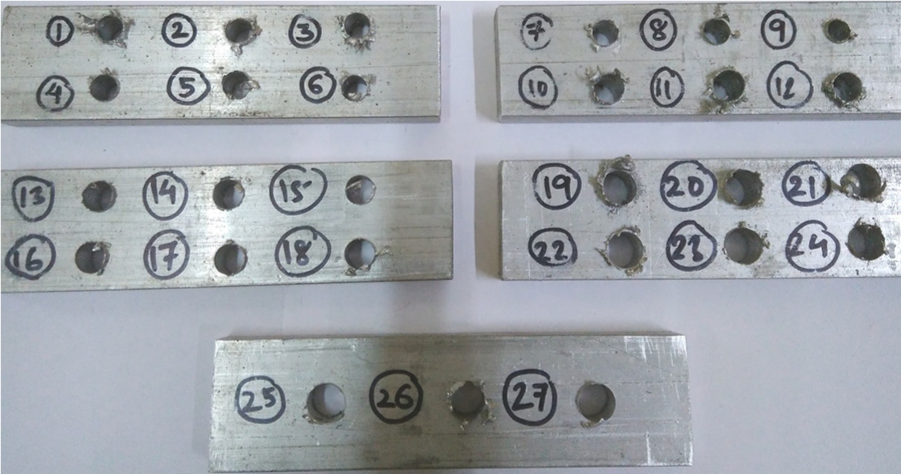
The photographic view of the work piece after drilling.
Predictive model
In this research work, two types of predictive model burr height and burr thickness have been developed, namely ANFIS and SVR, using experimental data presented in Table 3. These details of the two models are described in the subsequent subsections.
ANFIS
ANFIS can be considered as a combination of both ANN and fuzzy logic. 34 The ANN is an information processing system inspired by biological neural network, able to process large, complex and nonlinear information. The fuzzy logic is similar to the feelings of human beings that can be able to handle linguistic knowledge and numerical data at the same time. A rule-based fuzzy interface system (FIS) is used to transform linguistic data to numerical data with the help of MFs. The robustness of fuzzy logic depends on types, number of MFs and the fuzzy rules used in the FIS. Hence, several adjustments of MFs and fuzzy rules are required to get optimum FIS. On the contrary, ANN is adaptive and it can learn from environment. So, the combination of ANN and FIS can automatically adjust the MFs and fuzzy rules with minimum error.
The fuzzy rule is based on the Takagi–Sugeno fuzzy-neural model,35,36 where each rule’s output is a linear combination of input and final output that can be obtained from the weighted average of each rule’s output. Considering, two inputs x1 and x2, and one output f, two fuzzy rules of Takagi–Sugeno type may be described as follows35,36


where p1, q1, r1, p2, q2 and r2 are the linear parameters, and A1, B1, A2 and B2 are non-linear parameters (MFs of each input x1 and x2). The system has five layers. They are described as follows.
In this study, the ANFIS toolbox in MATLAB was used for predicting burr height and burr thickness. General ANFIS architecture is shown in Figure 4, and the ANFIS model has been developed using the experimental data seen in Table 3.
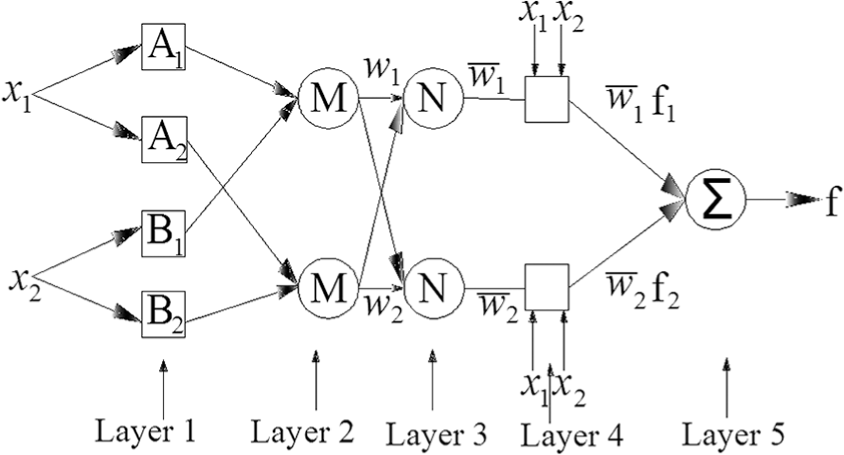
ANFIS architecture.
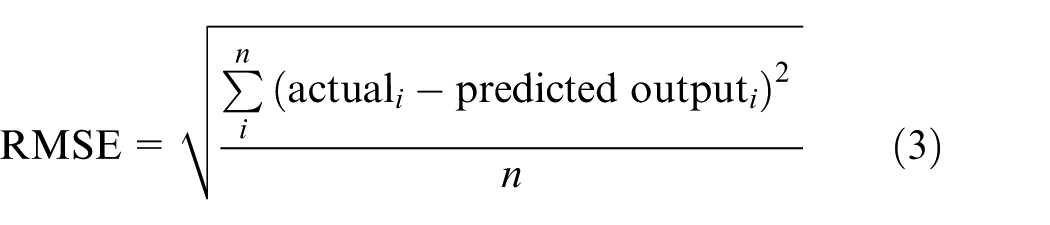
The quality and performance of training for the ANFIS model are measured by the root mean square error (RMSE) as follows
SVR
The SVR is the application of support vector machine (SVM) in regression-related problems. SVM is a part of supervised learning and it works on the principle of learning and prediction. During the learning phase, it is trained using training data consisting of input and output. After limited number of training example, it is aimed to predict the results of new input samples. SVM- and SVR-based artificial intelligence have been documented in various engineering disciplines.37,38
Let us consider a training data set of (xi, yi), i = 1, …, n, where xiϵRk and yi is the actual output value. As per Kecman 39 , the SVR model can be expressed as follows

where the function ϕi is called the feature which is nonlinearly mapped from the input space x. w is the weight and b is the bias

where C is the cost function, ε is the insensitive loss function and

Optimization using GA
In this section, optimization of drilling process parameters to minimize burr height and burr thickness has been performed using GA based on the two predictive models: ANFIS and SVR. Here, details of the GA are described. The GA is a population-based optimization process that is based on the principles of natural genetics and natural selection.40,41 In the GA search procedure, the basic elements of natural genetics—reproduction, crossover and mutation—are used. The optimization process of GA starts with some randomly selected population or chromosomes represented as strings of binary variables. Then, these chromosomes are evolved to new chromosomes by crossover and mutation methods. The performance of old and new chromosomes is evaluated by calculating fitness value of the objective function. Then, the best chromosomes are kept, whereas the others are discarded. This process continues until the best fitness value is achieved.
Results and discussion
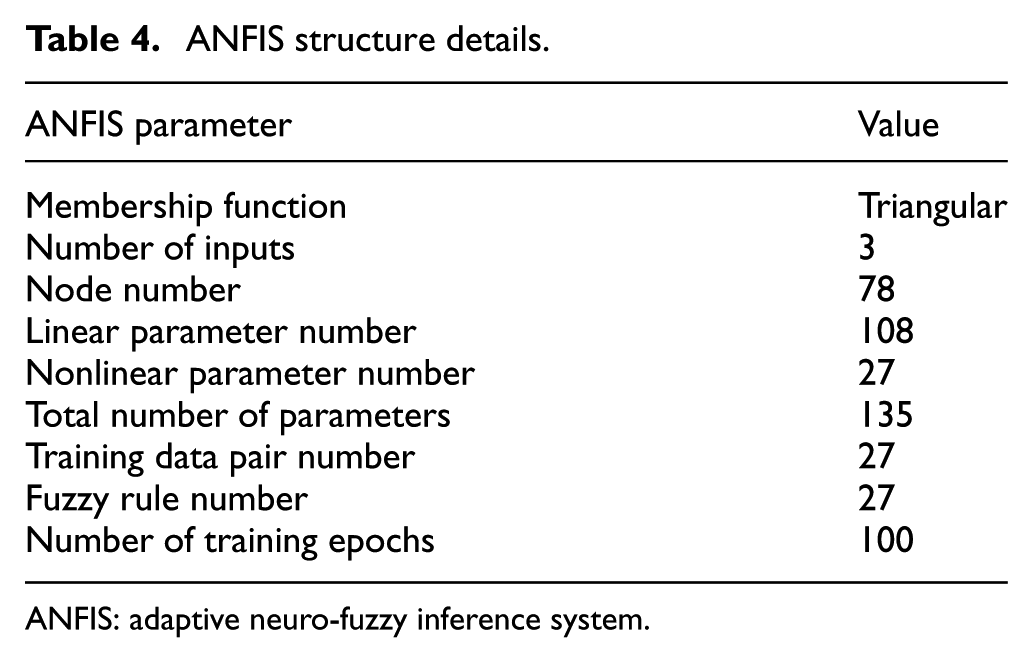
In this section, different results corresponding to the ANFIS and SVR models are presented, and then in the following subsections comparison study of two models of ANFIS and SVR and validation of new experimental data with ANFIS and SVR are addressed. Finally, the ANFIS and SVR models have been optimized using the GA at the end of the subsection. For each set of input parameters, the simulated outputs for ANFIS and SVR models are also calculated. Hence, the input data of drill diameter, point angle and speed were normalized between 0 and 1 before training in ANFIS to ensure effective training. The outputs for training were burr height and thickness. It has been observed that the RMSE for the ANFIS model decreases to several orders if the input data are normalized. Considering triangular MFs and normalized input data for the ANFIS predictive model of burr height and thickness, the training RMSEs were 2.65 × 10−6 and 3.4465 × 10−7, respectively, whereas training RMSEs were 1.12 × 10−3 and 1.26 × 10−4, respectively. The details of the ANFIS structure are given in Table 4. Different types of MFs like triangular, trapezoidal, generalized bell curve, Gaussian curve and Pi-shaped curve were tested in the ANFIS predictive model during training. It has been found that for triangular MF the training RMSE is minimum (Table 5). The error goal (RMSE) and maximum number of epochs during training were set to 0 and 100, respectively.
ANFIS structure details.
ANFIS: adaptive neuro-fuzzy inference system.
ANFIS RMSE.
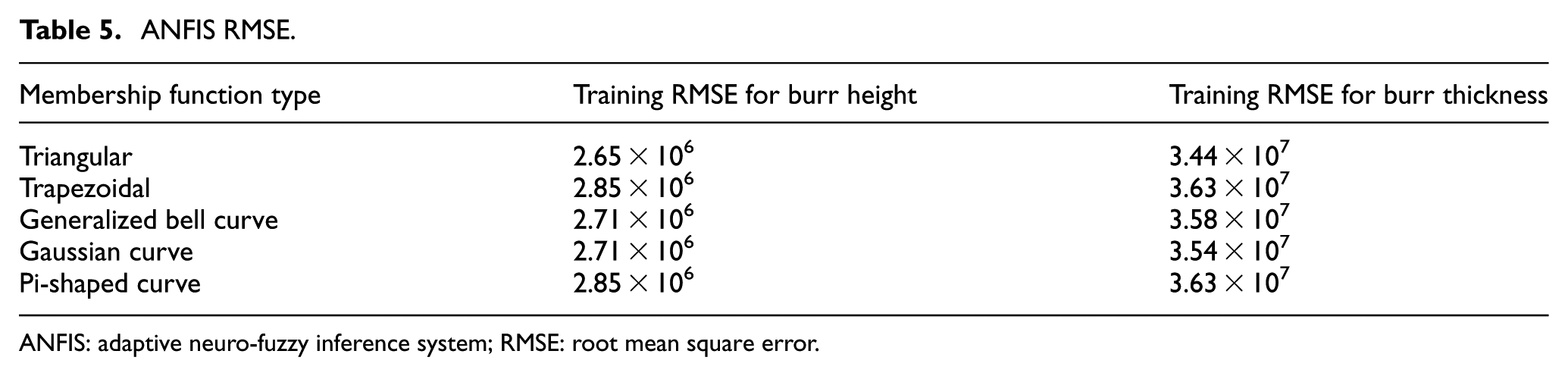
ANFIS: adaptive neuro-fuzzy inference system; RMSE: root mean square error.
The three-dimensional effects of surface plots and contour plot for the burr height and burr thickness with respect to different combinations of input parameters obtained from the ANFIS model are shown in Figures 5–7 for burr height and Figures 8–10 for burr thickness, respectively.
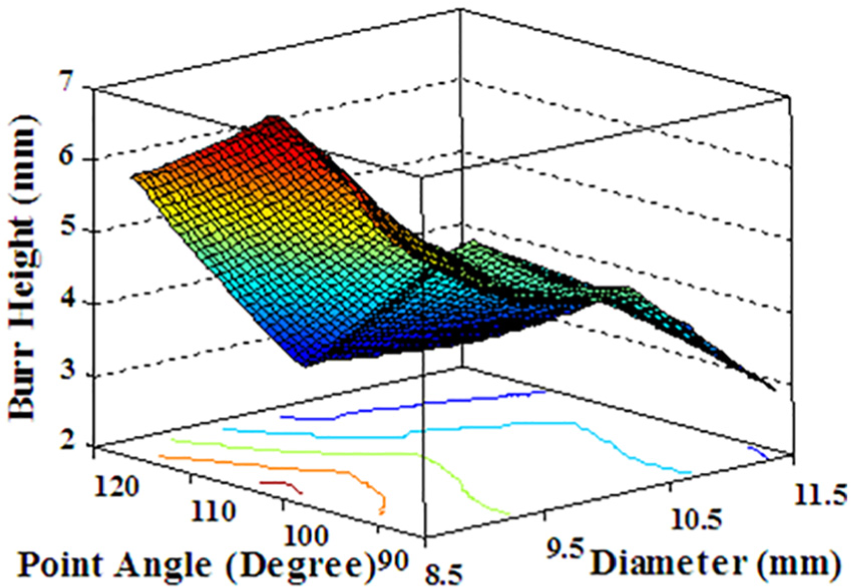
3D surface effect plots of drill diameter and point angle on burr height for the ANFIS model.
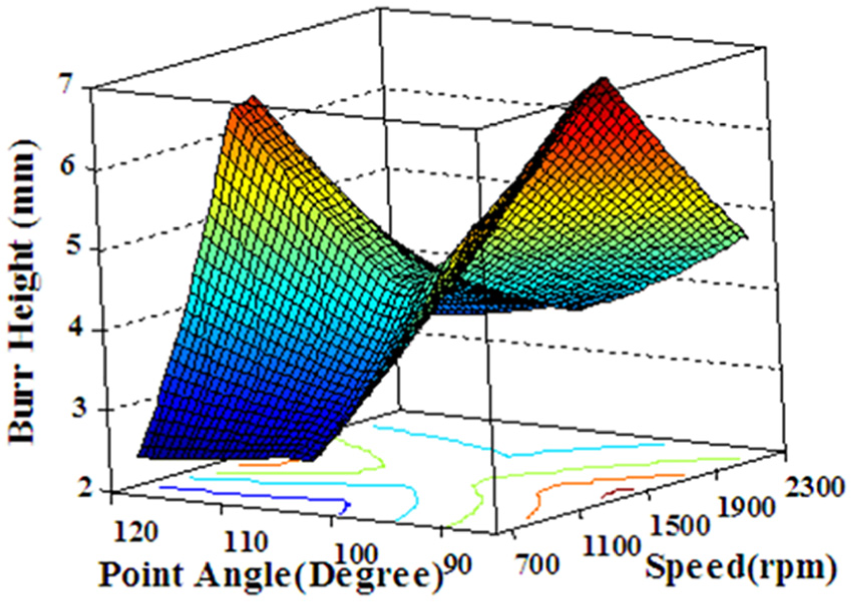
3D surface effect plots of speed and point angle on burr height for the ANFIS model.
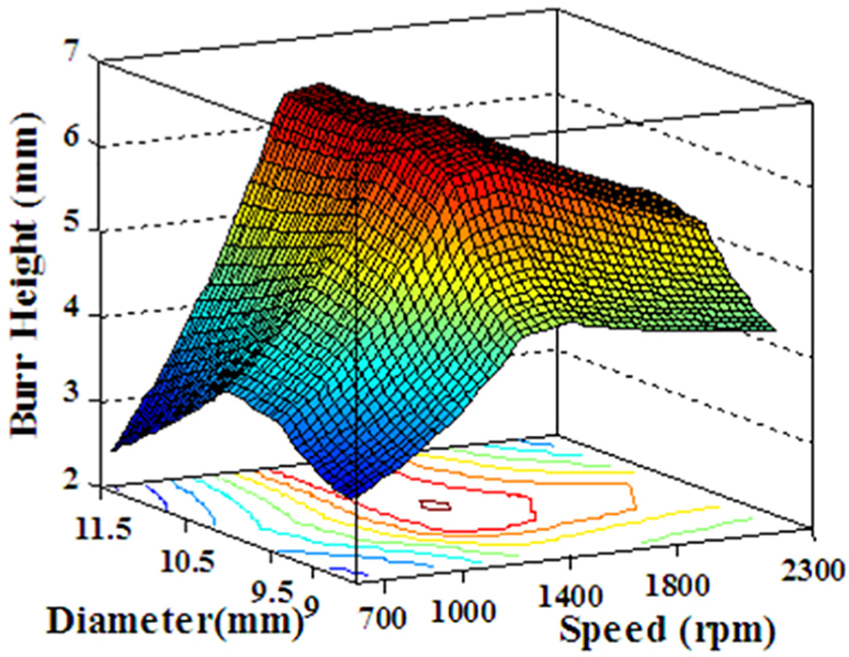
3D surface effect plots of drill diameter and speed on burr height for the ANFIS model.
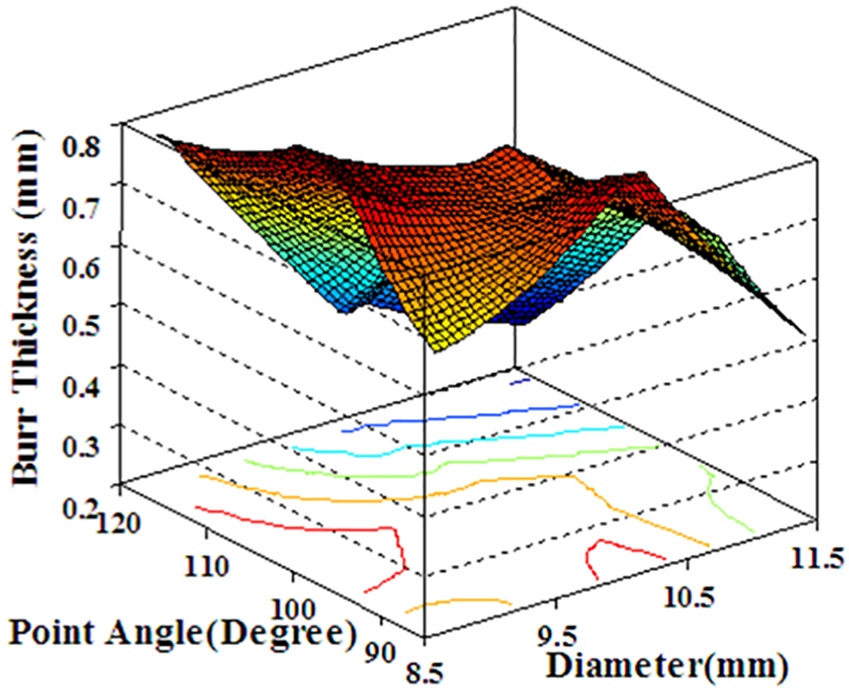
3D surface effect plots of drill diameter and point angle on burr thickness for the ANFIS model.
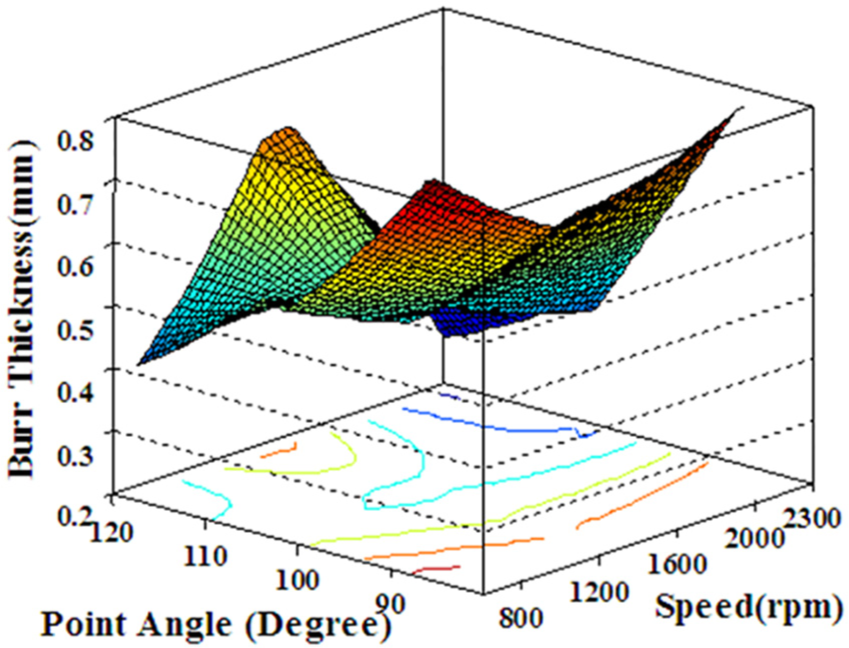
3D surface effect plots of speed and point angle on burr thickness for the ANFIS model.
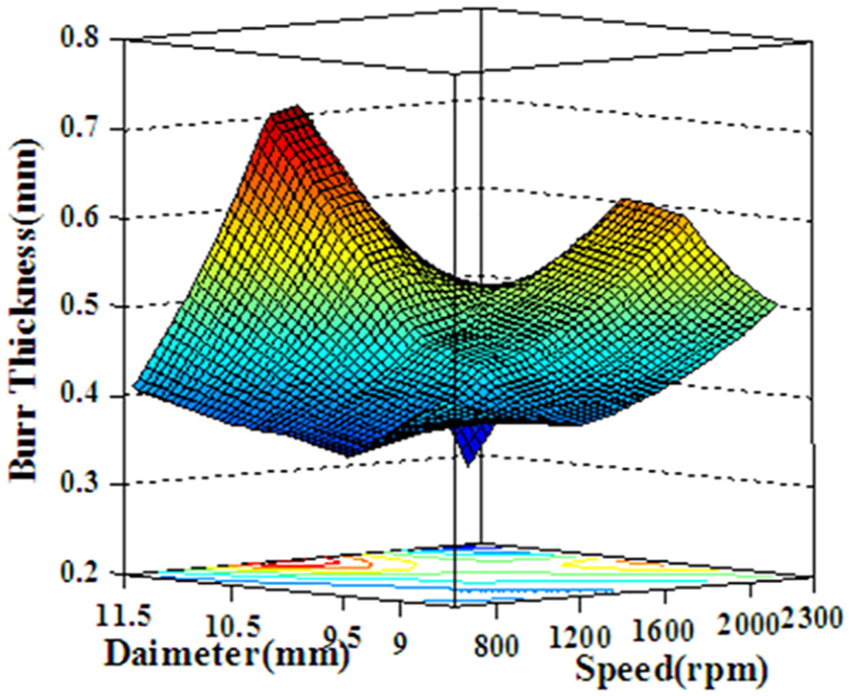
3D surface effect plots of drill diameter and speed on burr thickness for the ANFIS model.
Figure 5 shows that the low value of burr height occurs, in which the blue-shaded area is corresponding to low value of drill diameter and point angle.
From Figure 6, it can be observed that low value of burr height is attained in the blue-shaded area corresponding to large value of point angle and low value of speed.
Similarly, Figure 7 shows that small burr height is detected in the blue-shaded area corresponding to large value drill diameter and low value of speed.
From Figure 8, it can be observed that the minimum burr thickness is attained at the blue-shaded area corresponding to maximum value of drill diameter and point angle.
Figure 9 shows minimum burr thickness within the blue-shaded area, this corresponds to maximum value of point angle and speed.
Low value of burr thickness can be observed at the blue-shaded area corresponding to maximum value of diameter and speed as shown in Figure 10.
Parrella 40 developed an Online SVR toolbox for SVR in MATLAB. The SVR predictive modeling for burr height and thickness has been developed using this MATLAB toolbox. The input parameters such as drill diameter, point angle and speed were normalized between 0 and 1 before training in SVR to ensure effective training. The outputs for training were burr height and burr thickness, and 27 sets of input and output data pairs from Table 3 have been used for training of the SVR model. The training parameters are taken as follows: cost function C = 1000; insensitive loss function (ε) = 0.01; kernel type = radial basis function (RBF); and kernel parameter = 30.
SVR checks whether Karush–Kuhn–Tucker (KKT) conditions are verified, and one by one sample data are added to the function and trained. The sample is added if the KKT conditions are verified or else the sample is stabilized using the stabilization technique. SVR parameters, cost function and insensitive loss function are changed dynamically during the stabilization technique to optimize the function values.
Comparative study of two predictive models
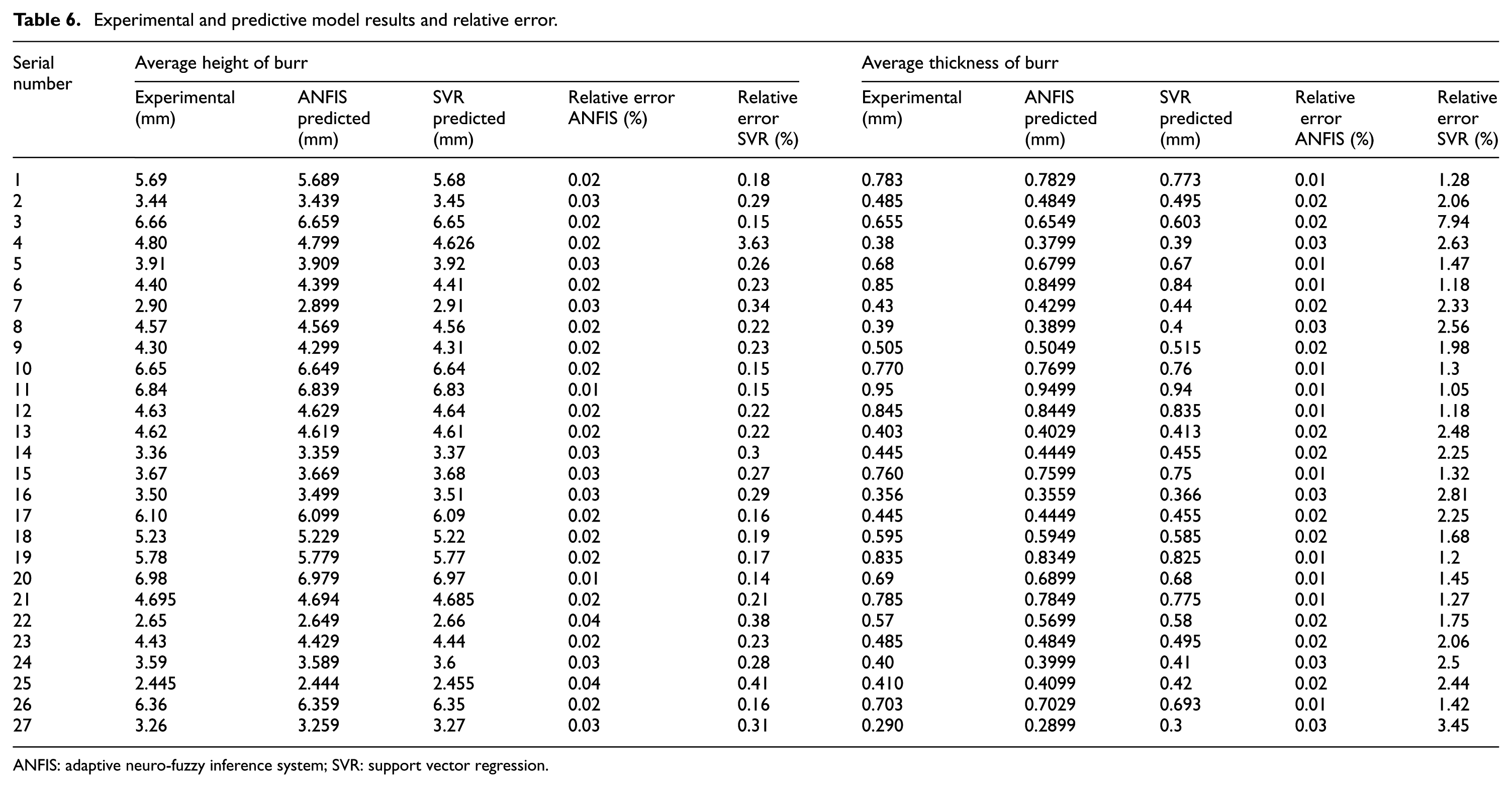
In this section, comparison study among the experimental results and two predictive models are (ANFIS and SVR) described. The results obtained from the ANFIS and SVR predictive models and relative errors are tabulated in Table 6. Then, the relative error of the two methods is computed as per the following formula
Experimental and predictive model results and relative error.
ANFIS: adaptive neuro-fuzzy inference system; SVR: support vector regression.
The relative error of burr height and burr thickness is plotted in Figures 11 and 12, respectively. From Figure 11, it can be observed that for ANFIS and SVR, burr height predictive model relative errors were well below 1% except for only the SVR model when a maximum error of about 3.63% according to Figure 11 at experiment number 4.
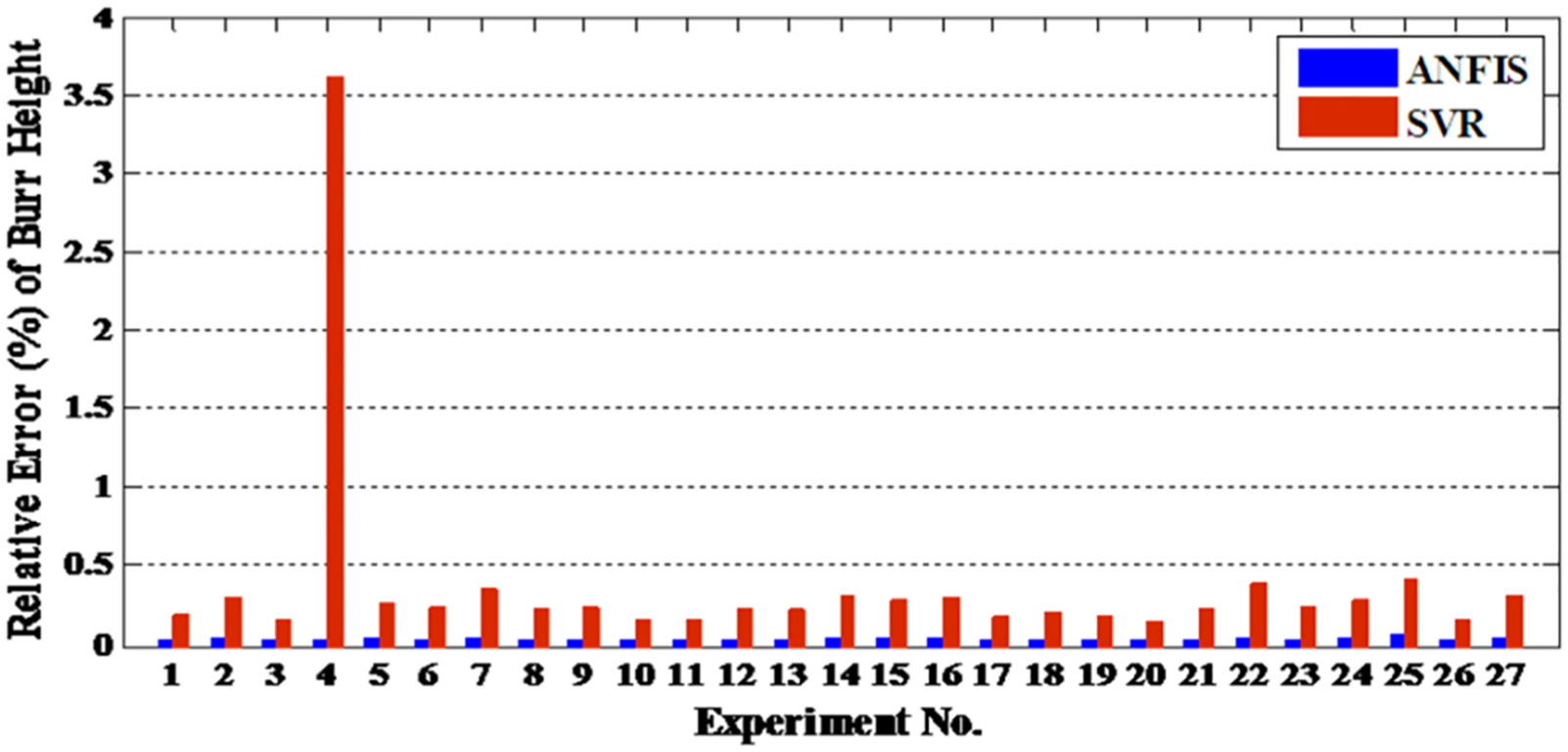
Relative error of average burr height for ANFIS and SVR.
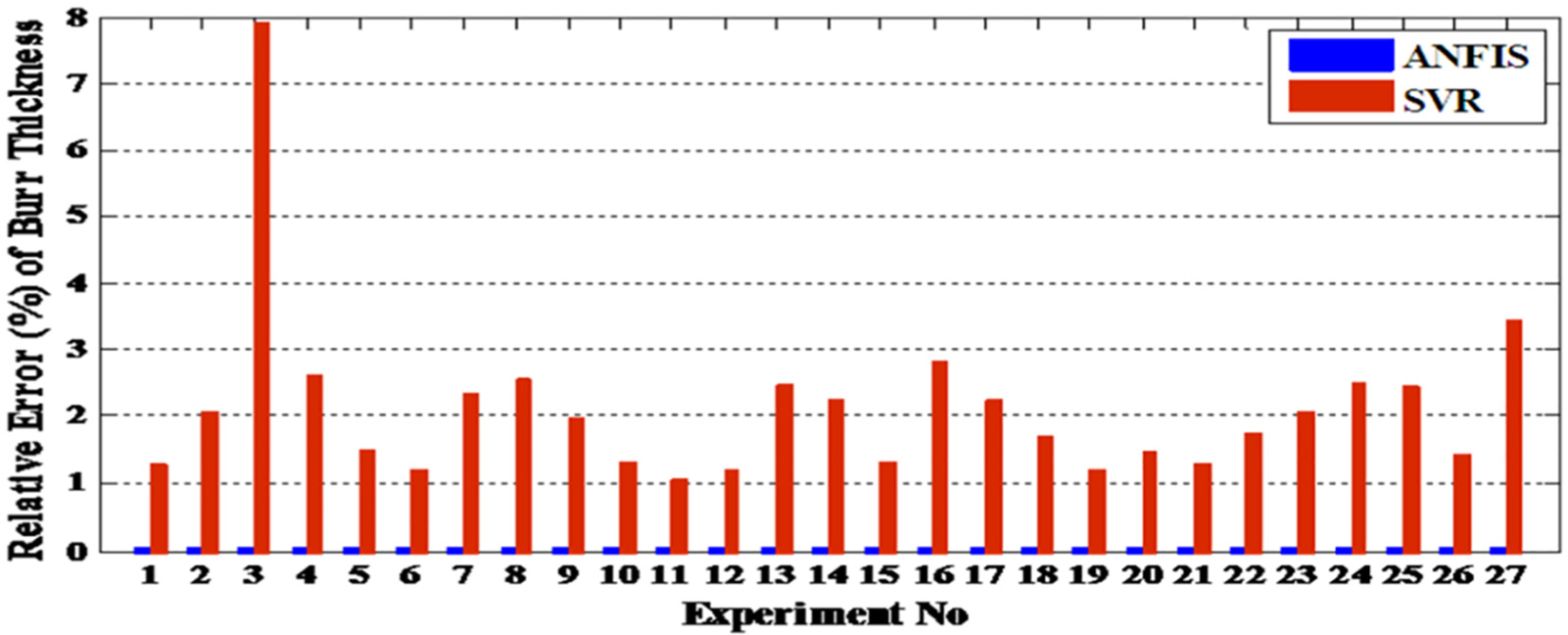
Relative error of average burr thickness for ANFIS and SVR.
From Figure 12, it can be seen that for ANFIS burr thickness model relative errors were well below 1%, but SVR model predictive error is always more than 1% and maximum error observing of 7.94% and 3.45% according to Figure 12 for experiment number 3 and 27 respectively.
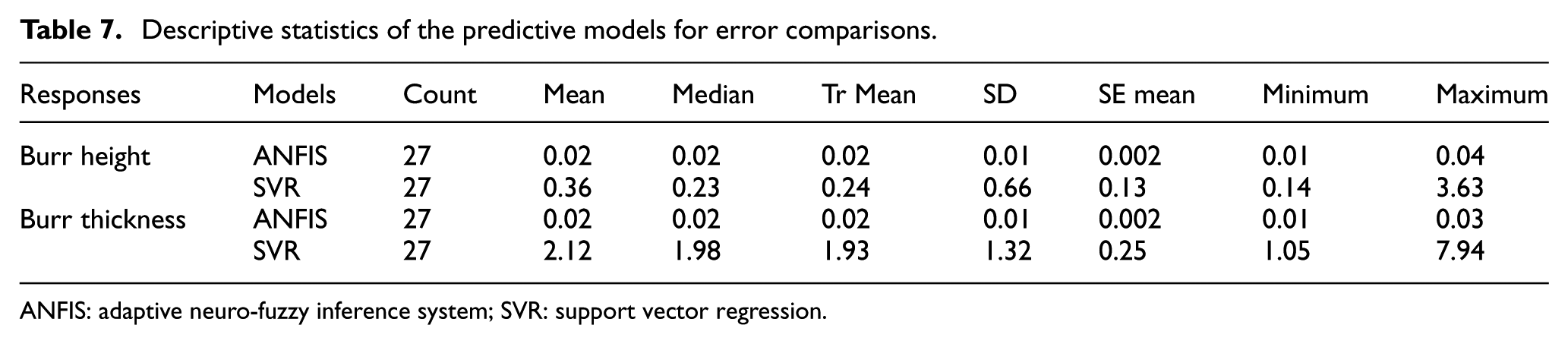
Descriptive statistics of relative errors are calculated for the two responses of predictive models shown in Table 7. The relative error mean, standard deviation, median, SE error, Tr Mean, minimum and maximum errors are shown in Table 7. This table shows that the responses of the ANFIS model are better compared to those of the SVR model.
Descriptive statistics of the predictive models for error comparisons.
ANFIS: adaptive neuro-fuzzy inference system; SVR: support vector regression.
Experimental validation of predictive models
To validate the developed predictive model using ANFIS and SVR to predict burr height and thickness in drilling operation, four more experiments have been conducted using different values of input parameters. The corresponding predicted burr height and thickness and percentage errors of two models are displayed in Table 8.
Comparison of measured and Predictive model for validation.
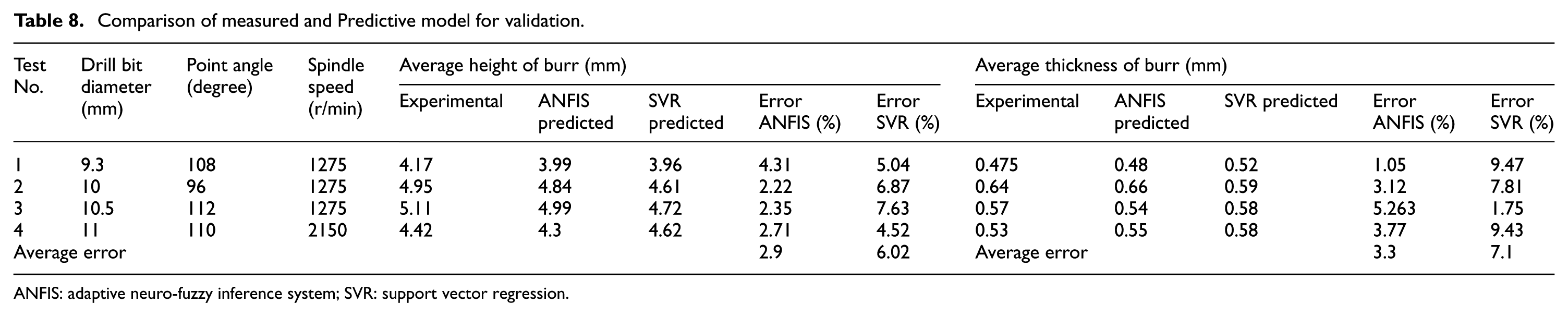
ANFIS: adaptive neuro-fuzzy inference system; SVR: support vector regression.
The graphical representation of ANFIS and SVR model validation with new experimental data is shown in Figure 13. As shown in Table 8 according to Figure 13, the predicted results are in good agreement with experimental results. Average relative errors for the ANFIS and SVR model to predict burr height were 2.9% and 6.02%, respectively, whereas there were 3.3% and 7.1%, respectively, to predict burr thickness.
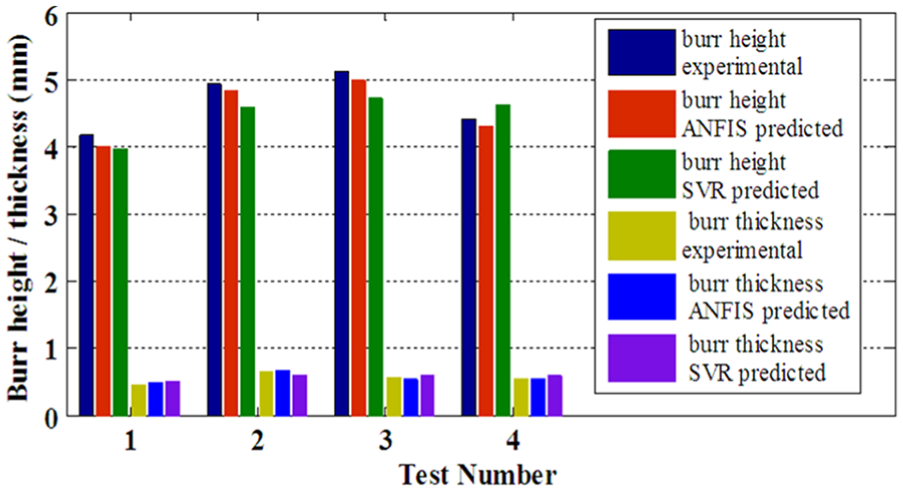
Validation of ANFIS and SVR models with test results.
Optimization of predictive models using GA
The developed ANFIS and SVR predictive models are optimized using GA to find out the optimum drilling process parameters to minimize burr height and burr thickness. In this study, an attempt has been made to obtain the best possible combination of three input drilling parameters (i.e. drill diameter, point angle and spindle speed) for which the burr is minimized. Here, optimization of input parameters is done with the help of GA taking output from the predictive model. In burr formation studies, the optimization process is summarized as follows
To find: drill diameter (D), point angle (P) and speed (N)
With the following lower and upper bounds of input parameters 8.65 mm ≤ D ≤ 11.45 mm; 86° ≤ P ≤ 118°; 626 rpm ≤ N ≤ 2213 rpm.
The parameters of GA are taken as follows: population size: 50, crossover rate: 0.8, mutation rate: 0.1 and number of generations: 1000. The convergence of the GA process for burr height and thickness from the predictive models are seen from Figures 14 and 15. It can be seen from these figures that for all the cases the best fitness or optimum value converge within 40 generations.
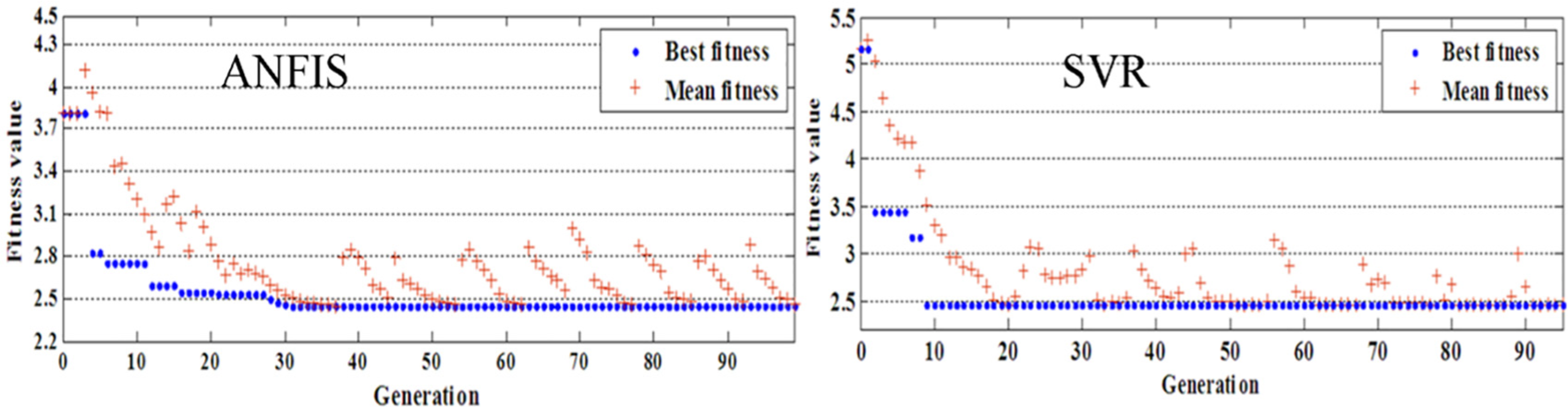
Fitness function burr height value in GA using ANFIS and SVR predictive models.
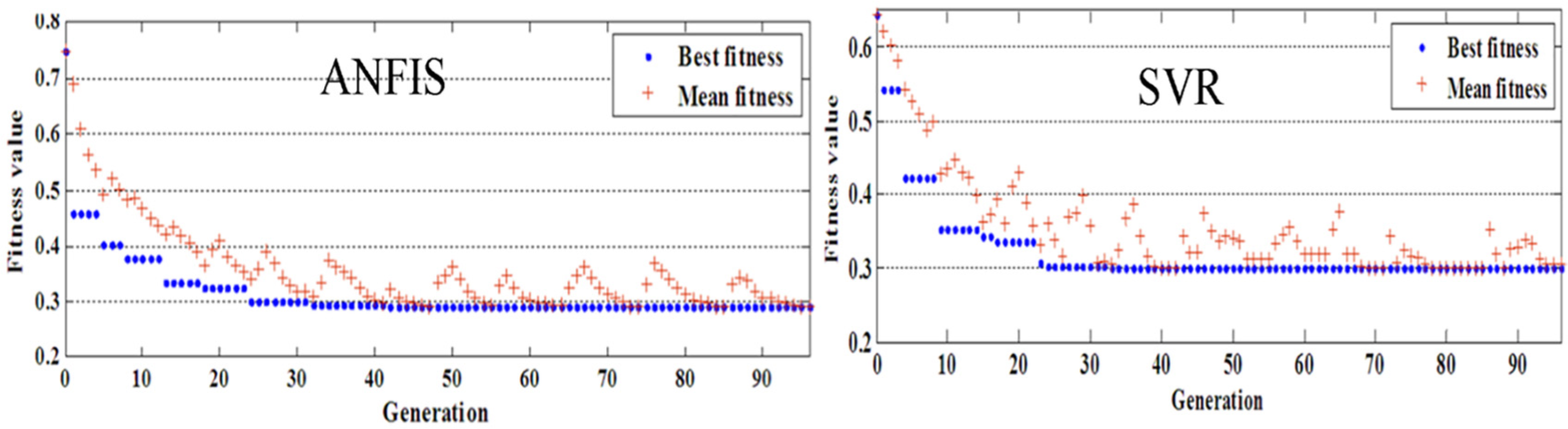
Fitness function burr thickness value in GA using ANFIS and SVR predictive models.
Conclusion
In this study, experiments are conducted according to the FFD method. Then, two predictive models, ANFIS and SVR, are developed to predict burr height and burr thickness from the experimental data. Both models are compared and validated. Following conclusions can be drawn from the present investigation.
Both the developed models can predict burr height and burr thickness with good accuracy.
The relative error of burr height predicted by the ANFIS model is always below 1% and the same predicted by the SVR model is below 1% except for experiment number 4 when the error percentage is 3.63%.
The relative error of burr thickness predicted by the ANFIS model is always below 1% and the same predicted by the SVR model is always above 1% with maximum error for the experiment number 3 (7.94%).
To validate predictive models new experiments are conducted, and it is observed that the relative error of burr height predicted by ANFIS and SVR models are 2.9% and 6.02%, respectively, whereas the relative error of burr thickness predicted by ANFIS and SVR models are 3.3% and 7.1%, respectively.
The developed ANFIS and SVR models have been optimized using GA. It has been observed that minimum burr height obtained by ANFIS-predicted GA model is 2.45 mm and the corresponding optimum process parameters are drill diameter 11.44 mm, point angle 117.9° and spindle speed 627 r/min. Minimum burr height obtained by SVR-predicted GA model is 2.44 mm and the corresponding optimum process parameters are drill diameter of 11.45 mm, point angle of 117.9° and spindle speed of 626 r/min.
Similarly, it has been observed that minimum burr thickness obtained by ANFIS-predicted GA model is 0.29 mm and corresponding optimum process parameters are drill diameters 11.45 mm, point angle 118° and spindle speed 2213 r/min. Minimum burr thickness obtained by SVR-predicted GA model is 0.3 mm and optimum process parameters are as follows: drill diameter of 11.44 mm, point angle of 117.9° and spindle speed of 2205 r/min.
Further studies can be done considering response surface regression analysis and comparing with ANFIS and SVR predictive models. Also, other process parameters like drill tool material, cutting fluid, feed rate, pilot drill diameter may be studied for the formation of burr.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.