
Abstract
On-line detection and measurements of tool wear is important to assure manufacturing accuracy, enhance manufacturing efficiency, and reduce manufacturing costs. In this research, adaptive neuro-fuzzy inference systems are utilized in conjunction with features extracted from three-axis cutting force data for the on-line detection and measurements of tool wear for precision boring of titanium components. Cutting force data were measured for carbide tools during the boring of titanium parts. At the end of every boring process, the average flank wear width was measured to determine the cutting tool conditions. Measurements were accomplished with the aid of a toolmaker’s microscope. In total, 14 features were obtained from the cutting force data. Euclidean distance measure was utilized to determine which features showed the best indication of cutting tool conditions. This approach can reduce the number of features for on-line detection and measurements of tool wear for precision boring of titanium parts. The selected two most prominent features were kurtosis of longitudinal force and average of the ratio between tangential force and radial force. On-line detection of boring tool wear obtained excellent results, using a 2×2 adaptive neuro-fuzzy inference systems, of being able to predict tool conditions on-line with 100% reliability. On-line measurements of boring tool wear also produced exceedingly successful results with a minimum error for a 1×10 adaptive neuro-fuzzy inference systems of 0.87%.
Introduction
To remain viable in today’s global economy, companies need to continually enhance the accuracy and quality of manufacturing processes and eliminate machine down time. A method of particular importance is known as condition-based maintenance (CBM). Through the use of CBM, continuous improvements can be realized in any modern manufacturing facility.
An important part of CBM for machining operations is tool condition monitoring (TCM). The tool condition significantly influences component accuracy. TCM also impacts manufacturing efficiency and manufacturing cost greatly. However, the reliability of TCM has yet to be improved since on-line detection and measurements of cutting tools are always based upon indirect indexes and the relationships are extremely complex.1–3
The applications of artificial neural networks and fuzzy systems have obtained exceedingly successful results. 4 So far, TCM research has used different indirect indexes including cutting forces, vibration, accelerations, acoustic emissions, and temperature measurements for various machining operations.5–22
Adaptive neuro-fuzzy inference systems (ANFISs) and cutting force features have been used in this work for on-line detection and measurements of tool wear for the boring process of titanium components. Titanium is a widely used material in various industries including aerospace industry and aircraft industry since it has high temperature resistance, high strength-to-weight ratio, and high corrosion resistance. Titanium is difficult to machine, and thus on-line detection and measurements of cutting tools are essential to assure component accuracy and quality, to enhance manufacturing efficiency, and to reduce manufacturing costs. This is especially important for the boring process because it is used to make precision holes.
Section “Experimental setup and DAQ” describes experimental setup and data acquisition (DAQ). Section “Feature extraction and feature selection” explains feature extraction and feature selection. ANFIS is discussed in section “ANFIS.” On-line detection and measurements of tool wear for the boring process of titanium components are illustrated in section “On-line detection and measurements of tool wear.” In the section “Conclusions” our conclusions are given.
Experimental setup and DAQ
The raw material for the boring process had an inside diameter of 38.1 mm (1.5 in), an outside diameter of 116.84 mm (4.6 in), and a length of 57.15 mm (2.25 in). 10 The work material was Titanium 6Al4V with a hardness of Rc 28. The material was bored from an inner diameter of 38.1 mm (1.5 in) to 88.9 mm (3.5 in).
Kennametal TNMG-332 triangular C-2 carbide inserts, which were mounted on a Kennametal A16-DTFNR3 boring bar, were used on a Lodge and Shipley automatic lathe to perform the boring process. The cutting speed of the boring process was 1193.8 mm/s (235 fpm), the feedrate was 0.3048 mm/rev (0.012 ipr), and the depth of cut was 2.54 mm (0.100 in).
After each boring process, the tool wear was measured by a DoAll toolmaker’s microscope. The average flank wear width was used to indicate the seriousness of the tool degradation, with an average flank wear width over 0.300 mm to indicate a worn-out boring tool based upon the threshold set by International Standard Organization. 23
A Montronix FS13CXPX three-axis dynamometer, installed within the lathe tool mount, was utilized for the acquisition of the three cutting force components: the radial force, the longitudinal force, and the tangential force. A Montronix TSA203-1 miniature three-axis charge amplifier was utilized for the initial amplification of the force signals and a customized module was added to provide additional amplification and filtering of the force signals. The filter was an anti-aliasing low-pass filter with a cutoff frequency of 415 Hz. After being amplified and filtered, the conditioned signals were digitized and stored on a designated computer for further computation. The digitization was performed, at a sampling frequency of 1 kHz, by a DAQ board within the computer. LabVIEW software was utilized to facilitate DAQ. The schematic diagram of the experimental setup for machining is shown in Figure 1. The photograph of the experimental setup for machining is shown in Figure 2.
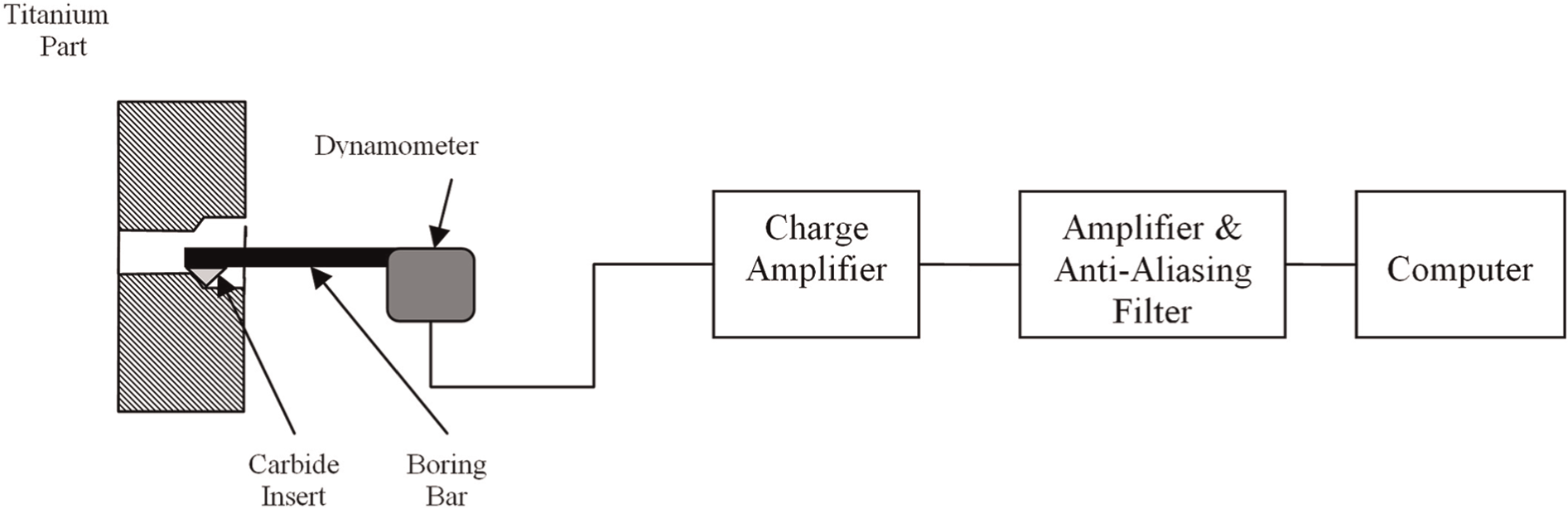
Schematic diagram of the experimental setup for machining.
Photograph of the experimental setup for machining.
Data were acquired, over the usable range, for 10 triangular carbide inserts. The average flank wear measurements for these inserts were recorded for values up to the 0.300 mm usability threshold. In boring experiments, 54 data sets were acquired.
The conditions of the machining process can be indicated by three parameters: cutting speed, feedrate, and depth of cut. The cutting conditions influence the cutting forces of the machining process. This work demonstrates the feasibility of using real-time cutting force measurements for the on-line detection and measurements of tool wear.
Feature extraction and feature selection
Feature extraction
Feature extraction is the process of obtaining important parameters from the measured force data.10,24,25 Since the tool wear is measured at the end of every boring process, the force data measured on-line/in-process represents the respective tool wear measurement.
In total, 14 features were extracted from the raw cutting force data for on-line detection and measurements of boring tools. These 14 features are listed in Table 1 and are described in the following paragraphs.
Fourteen features extracted from cutting forces.
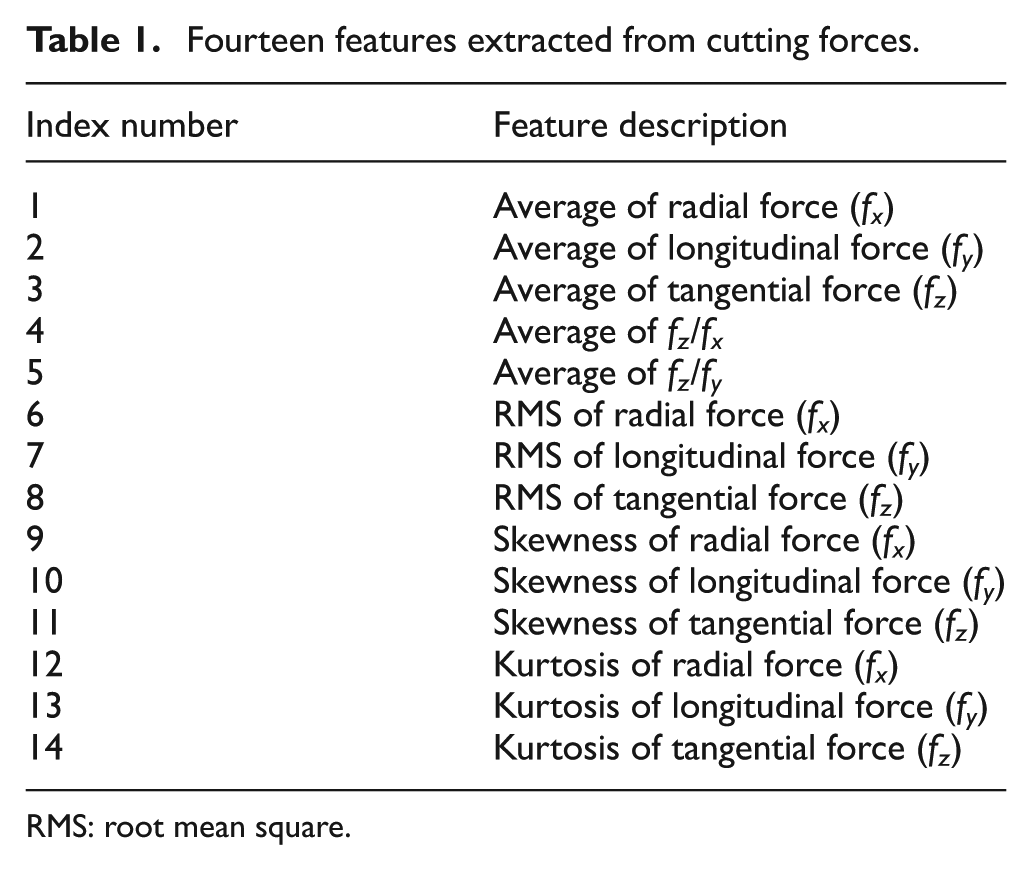
RMS: root mean square.
Average of the radial, longitudinal, and tangential forces
The average values of radial, longitudinal, and tangential forces are calculated from the beginning point to the end point of the boring process. The values are defined as follows

where n is number of data points and fi is the value of cutting force for the ith data point.
Average of cutting force ratio (fz/fx and fz/fy)
The pair of ratios between two cutting forces is expressed by


where
RMS of radial, longitudinal, and tangential forces
RMS of the radial, longitudinal, and tangential forces is defined as follows

where fi is the value of cutting force on the ith point and n is total number of data points.
Skewness of radial, longitudinal, and tangential forces
Skewness characterizes the degree of asymmetry of a distribution around its mean. Positive skewness indicates a distribution with an asymmetric tail extending toward more positive values and negative skewness indicates a distribution with an asymmetric tail extending toward more negative values. The equation for skewness is defined as

where s is the sample standard deviation, n is the total number of data points,
Kurtosis of radial, longitudinal, and tangential forces
Kurtosis characterizes the relative flatness of a distribution as compared with the normal distribution. Positive kurtosis indicates a relatively peaked distribution and negative kurtosis indicates a relatively flat distribution. Kurtosis is defined as
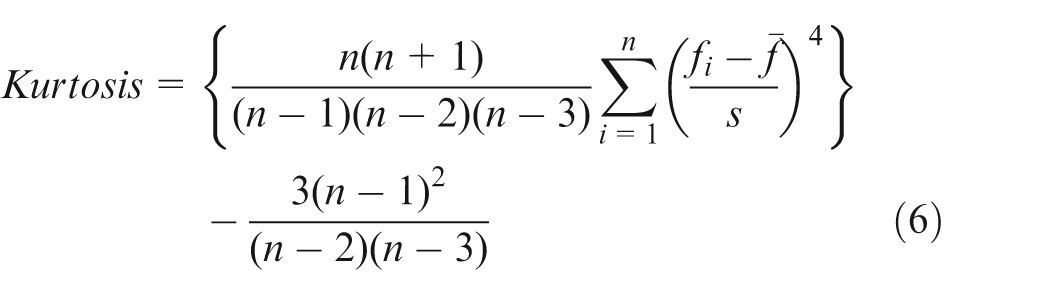
where s is the sample standard deviation, n is the total number of data,
Feature selection
To determine which of the 14 features produce higher sensitivity to tool wear and lower sensitivity to noise, the following feature selection technique is utilized based upon the Euclidean distance measurement and sequential forward search (SFS) algorithm.
The minimum number of training samples needed, for the following feature selection technique, is defined as25,26

where N is the number of training samples and d is the number of features. This is extremely important in order to conduct the training process adequately. With 14 features being evaluated and 54 sets of training data, this requirement is satisfied.
This technique takes a D dimensional measurement vector and chooses the d features which maximize a criterion representing the signal-to-noise ratio of these features. For this process, the concept of the Euclidean distance measurement is used. The formula used in the work for the feature selection is

where Sw is the within-class scatter matrix, Sb is the between-class scatter matrix, and J represents the signal-to-noise ratio of the feature vectors.
The scatter matrices Sw and Sb are defined as follows





where Si is the within-class scatter of the ith class, mi is the mean vector of the ith class training patterns, ni is the number of training vectors of the ith class, xik is the training vector of the ith class, c is the number of classes, and m is the total mean vector.
The SFS algorithm is also used as part of the selection process.24,27 This algorithm works for the feature selection as described in the following:
Select the feature from D features in the measurement vector which maximizes J. Let us call this feature f 1.
Pair each of the remaining D − 1 features with f 1 and calculate J based upon equation (8) for all the pairs. The pair that maximizes J is selected.
Repeat the previous step until all d features have been selected.
The SFS algorithm cannot guarantee to find the best feature set. However, this algorithm is efficient and is capable of obtaining the feature sets whose signal-to-noise ratio is quite close to the optimum.
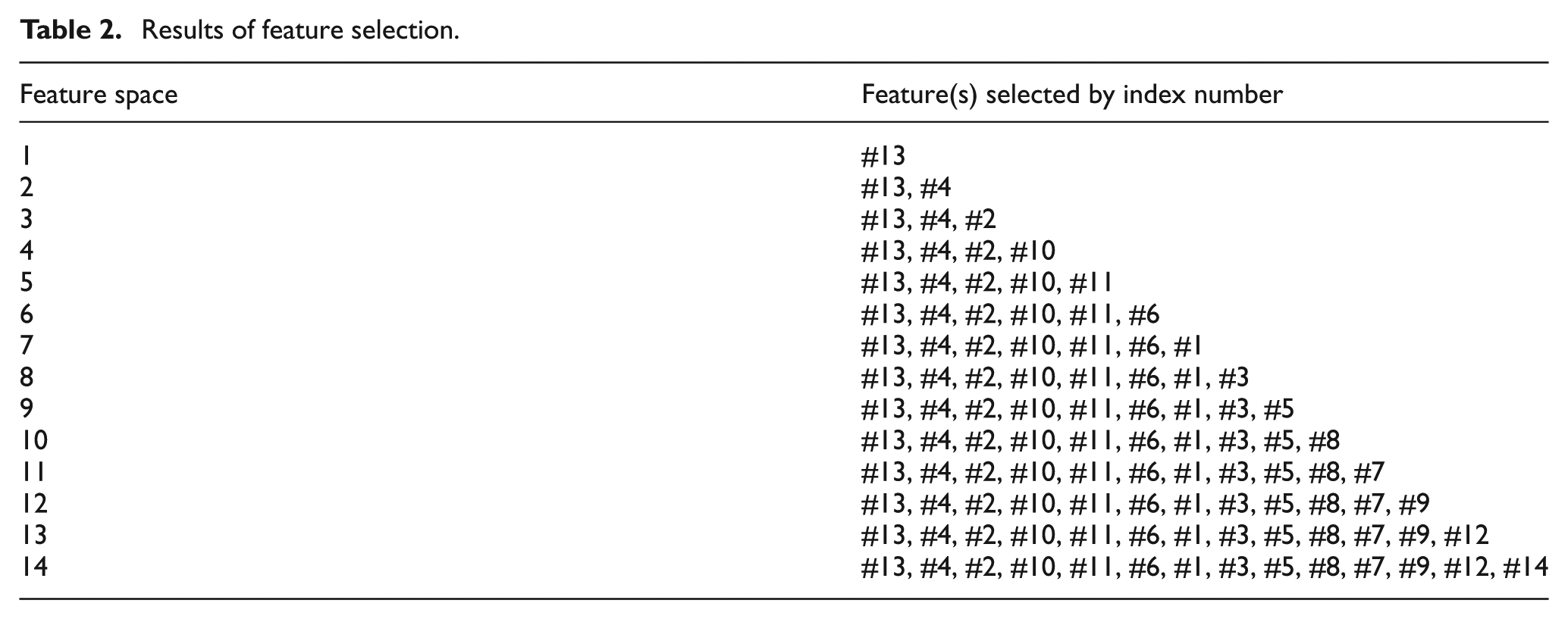
The results of the feature selection process for the 14 selected features are listed in Table 2. The feature combinations, which were utilized as inputs to ANFIS, are those in feature space 1–5 from Table 2.
Results of feature selection.
ANFIS
The ANFIS combines the features of the fuzzy inference system (FIS) with a learning capability similar to that of a neural network. In this work, the Sugeno-type FIS is utilized with adjustable variables defining the input and output membership functions (OMFs). The Sugeno-type FIS is computational efficient, and thus, it is very suitable for on-line applications.
ANFIS is made up of five layers. They are the input, the input membership functions (IMFs), the rules, the OMFs, and the defuzzification output.28–31 An ANFIS structure of two inputs and three membership functions (2×3) is shown in Figure 3.
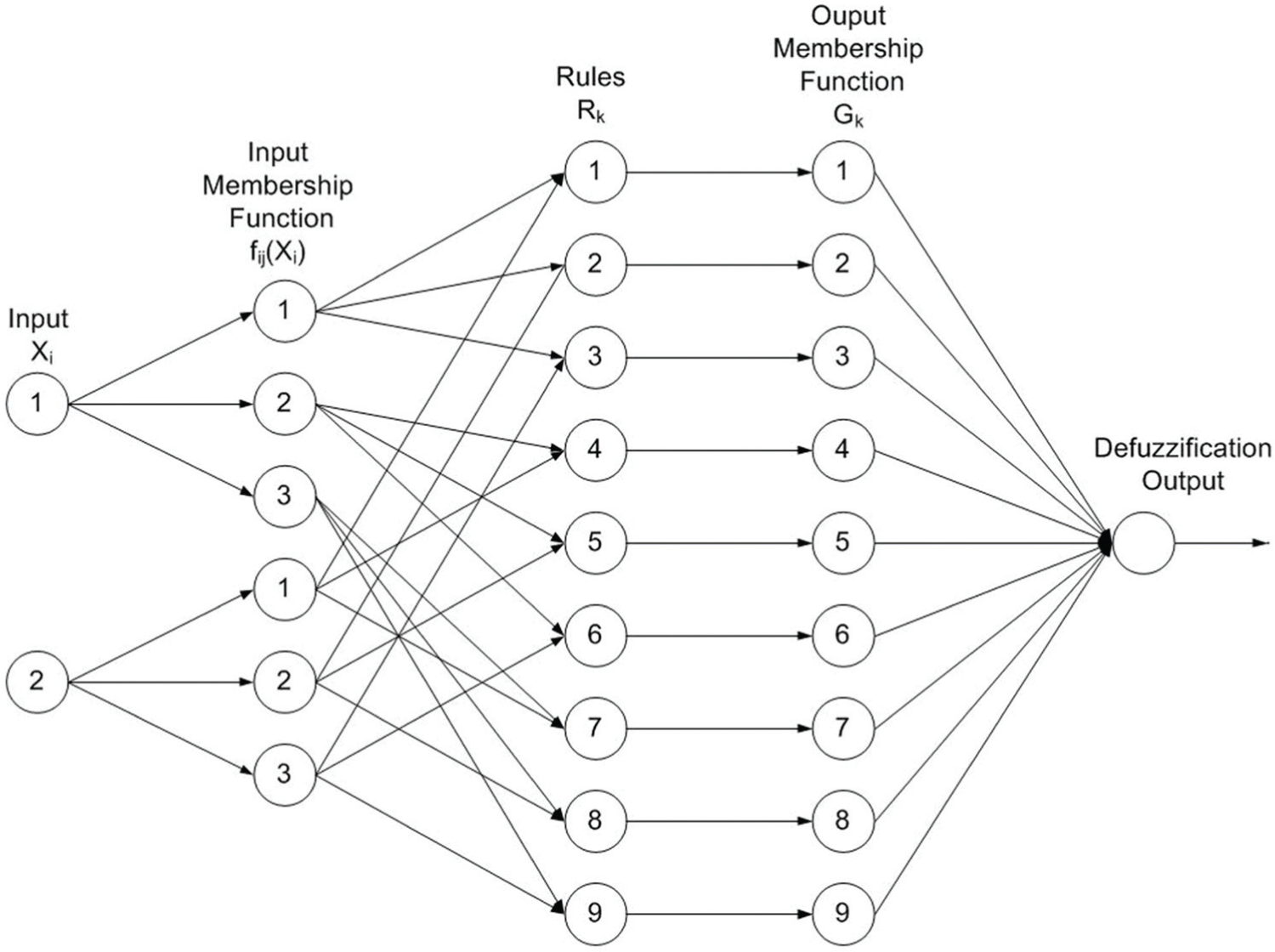
2×3 ANFIS architecture.
The functions selected for the input and output membership functions, as well as the quantity of IMF’s, are user-specified parameters. In this research, the IMFs are defined as one of seven possible functions. These seven IMFs are described in the following.
The generalized bell function (gbell) is represented by
where
The Gaussian distribution curve (gauss) is represented by

where
The difference between two sigmoidal functions (dsig) is represented by

where
The product of two sigmoidal functions (psig) is represented by

where
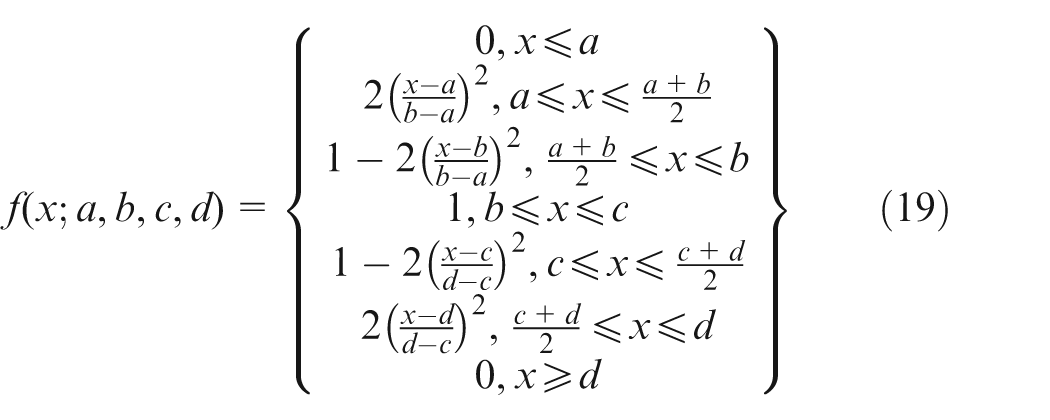
The trapezoidal function (trap) is represented by

where
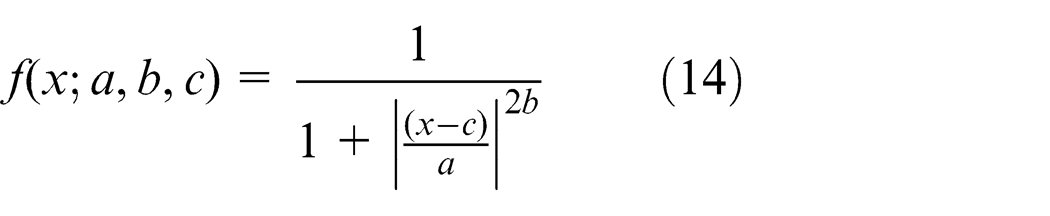
The pi curve (pi) is represented by
where
The triangular function (tri) is represented by

where
During data evaluation, the input layer accepts the input vector and routes the individual data components to the respective IMF. Using these input data, the IMFs calculate an output value
Within the rules layer, the

where


For example, the third rule, in Figure 2, would be defined as

The number of these rules is defined by the input neurons

There are nine (32) rules in the case of a two-dimensional input vector with three IMFs per input.
A constant (zeroth-order) equation is used for the output measurement function so that the output of the OMF layer is a weighted value of

where
The defuzzification output layer calculates a weighted average for rule outputs as follows
where the letter
The learning algorithm used for the training process is a hybrid type and is based upon the output error. This algorithm is a combination of both the backpropagation and least square methods. The IMF variables and the OMF constants are the parameters manipulated during training. The total number of IMF variables for the network is equal to

where
On-line detection and measurements of tool wear
Training process
For the training of ANFIS, the features extracted from the experimental data, as shown in Table 3, were used. Feature selection of this research was based on previous research for on-line detection and measurements of tool wear and the observation of the experimental data of this work.10,11 The values of the selected features were calculated from cutting force data using the equations described in section “Feature extraction and feature selection” and then used as inputs of ANFIS. There were 48 training sets for on-line detection of boring tool conditions and 39 training sets for on-line measurements.
Training data.
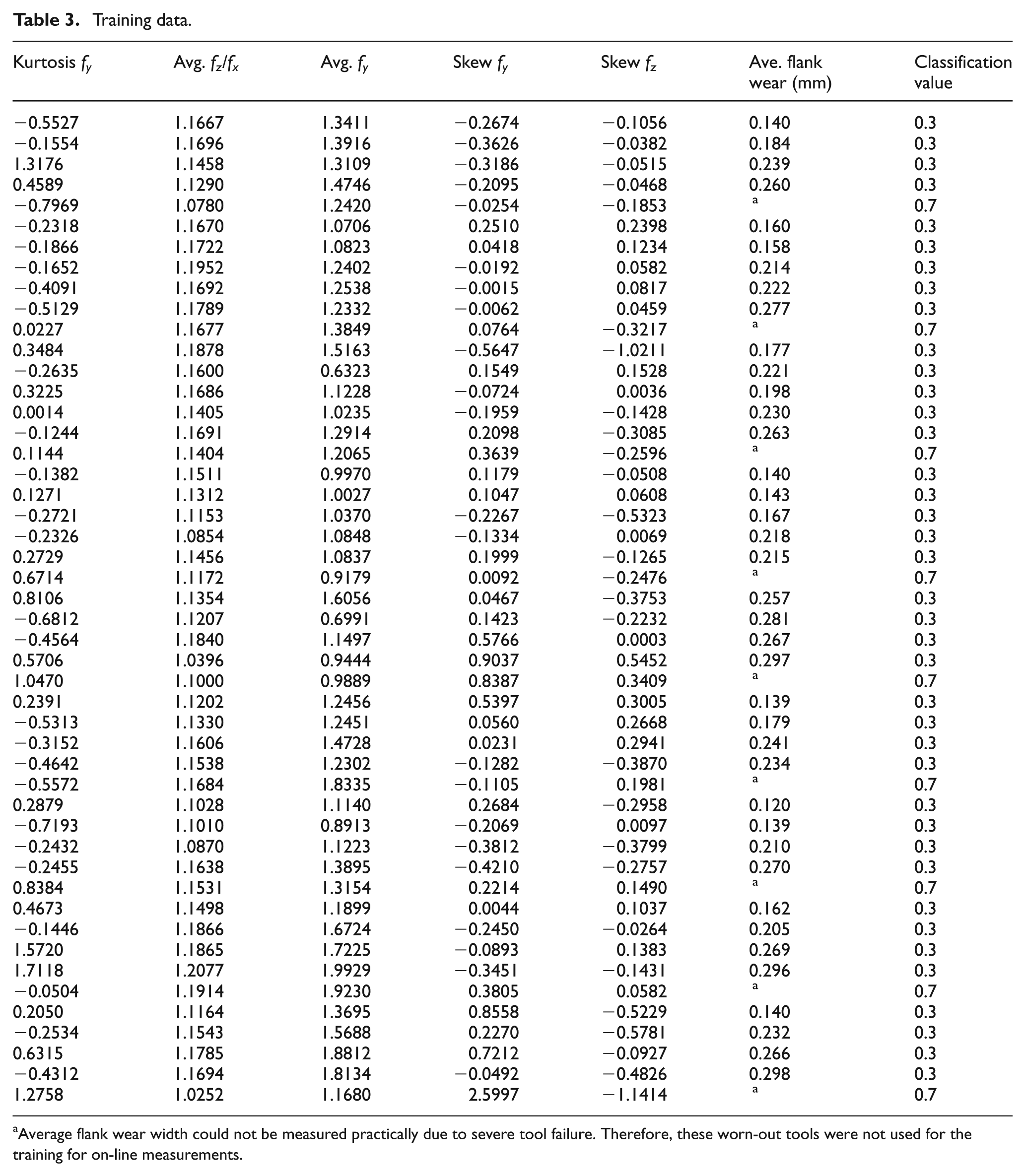
Average flank wear width could not be measured practically due to severe tool failure. Therefore, these worn-out tools were not used for the training for on-line measurements.
Linear interpolation was utilized by adding three linearly interpolated data between each of the original data sets. No interpolation data were added between the last and next to last data sets. In this manner, the number of data can be increased. There were a total of 138 training sets for on-line detection and 129 training sets for on-line measurements.
For the training of on-line detection, the boring tools were classified into two states: usable and worn-out tools. The output value for usable tools was set to be 0.3, while the output value for worn-out tools was set to be 0.7.
In all, 266 different ANFIS structures were used for both on-line detection and on-line measurements of boring tools. These were composed of seven different IMFs, 19 different structures, and two different rule “AND” functions. ANFIS utilized the hybrid training method, a constant OMF, and 50 training epochs.
On-line detection of tool states
On-line detection of tool states is essential for precision boring of titanium components. Inadequate tool detection can result in either a tool being replaced before necessary, resulting in additional tool cost, or the continual use of a worn-out tool with part quality degradation and the added risk of tool breakage. Therefore, to predict tool conditions with 100% reliability is needed for precision boring of titanium components.
After ANFIS networks have been trained, on-line detection of tool conditions was performed with independent data sets to determine which networks demonstrated the on-line ability to classify tools as either usable or worn out with 100% reliability. Table 4 lists the independent data sets. For the evaluation of on-line detection results, network output values less than or equal to 0.5 designate a usable tool while values exceeding 0.5 are classified as unusable. Tables 5 and 6 display the on-line detection performance for the ANFIS network structures. Several ANFIS structures were able to classify boring tools with 100% reliability, thus demonstrating the viability of using ANFIS networks for the purpose of on-line tool detection.
Data for on-line detection and measurements of tool wear.
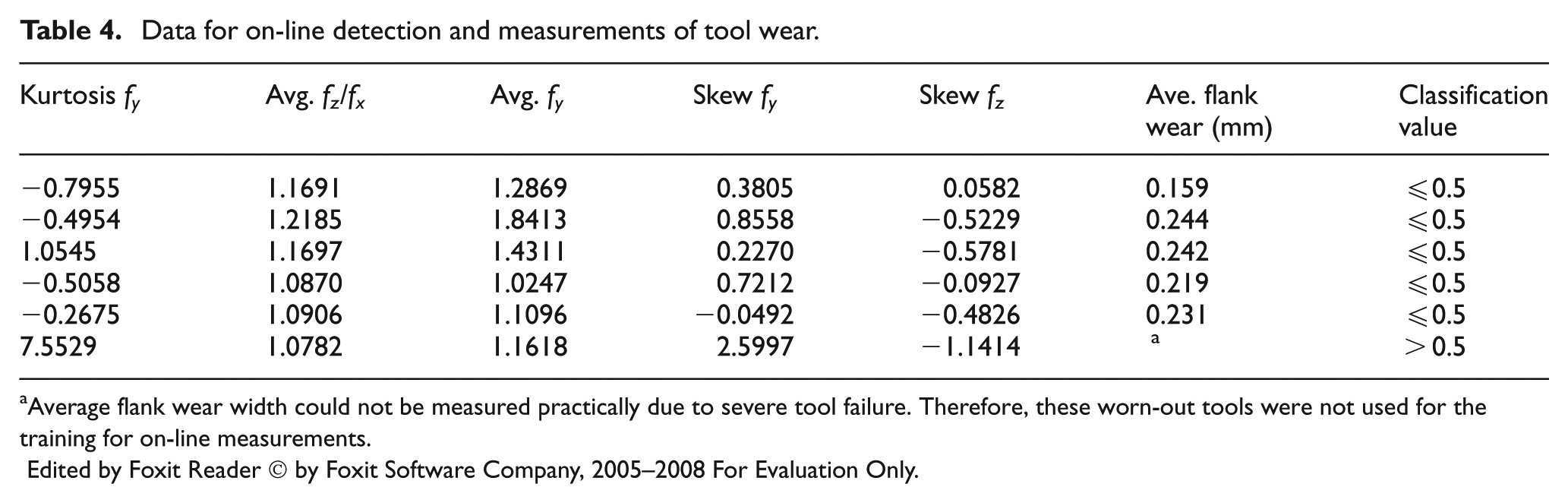
Average flank wear width could not be measured practically due to severe tool failure. Therefore, these worn-out tools were not used for the training for on-line measurements.
Edited by Foxit Reader © by Foxit Software Company, 2005–2008 For Evaluation Only.
ANFIS on-line detection success rate (using probabilistic “AND” in all the fuzzy rules).
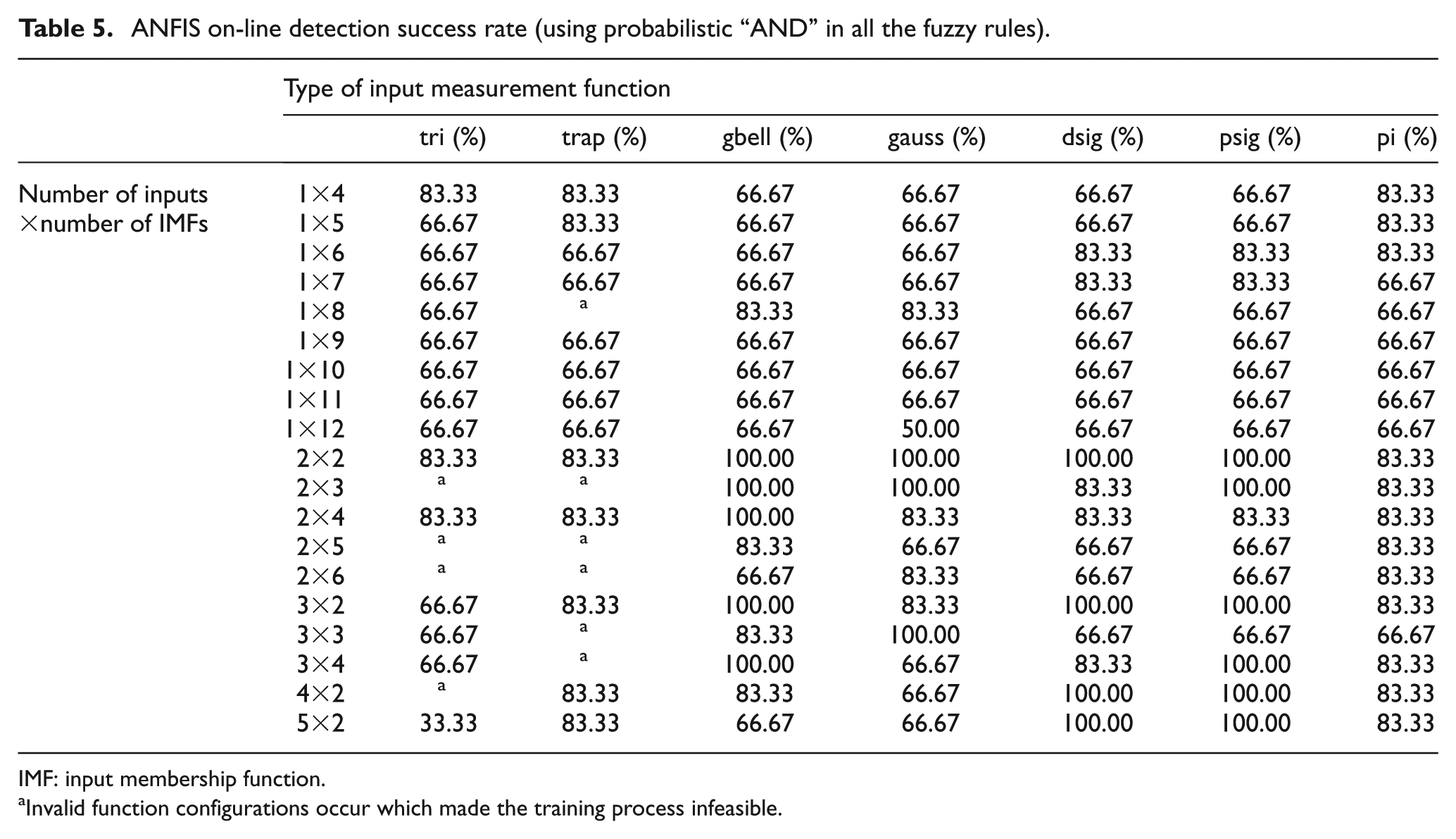
IMF: input membership function.
Invalid function configurations occur which made the training process infeasible.
ANFIS on-line detection success rate (using fuzzy “AND” in all the fuzzy rules).
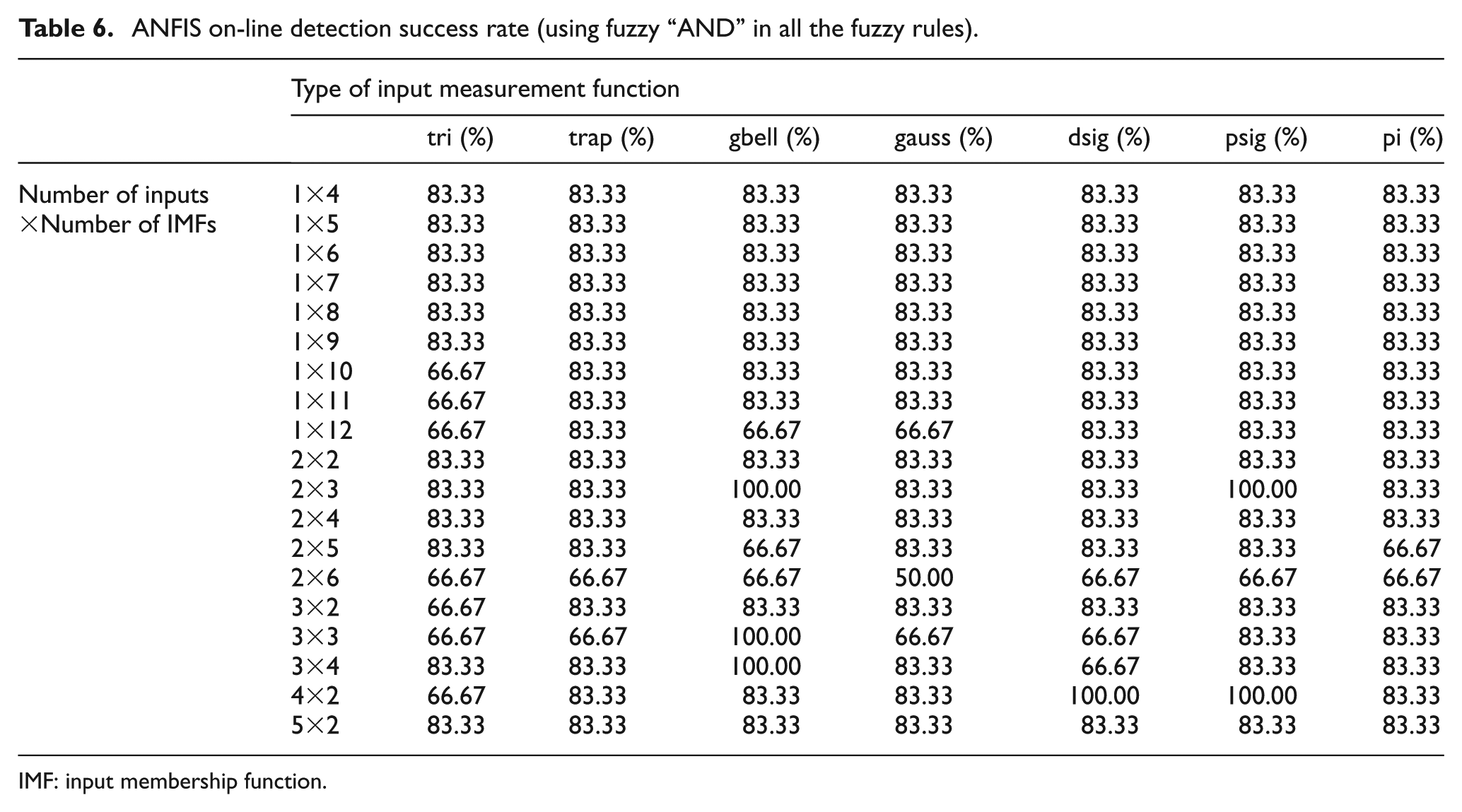
IMF: input membership function.
In order to minimize the computational requirements, the least complex network structure should be chosen to execute the on-line detection efficiently and effectively. ANFIS structures were able to predict a worn-out tool with 100% reliability using a minimum of two inputs (kurtosis of longitudinal force, average of the ratio between tangential force and radial force). The least complex structure was the 2×2 (gauss) ANFIS using probabilistic AND in all the fuzzy rules. The complete set of output data for this structure is shown in Table 7.
Outputs for the best on-line detection structure.
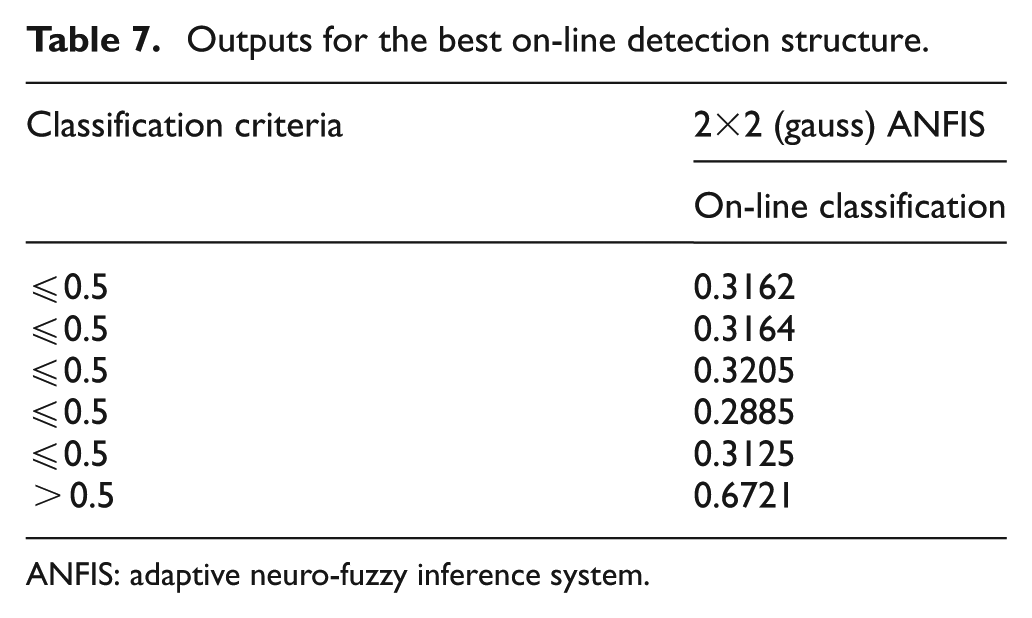
ANFIS: adaptive neuro-fuzzy inference system.
The best results for the ANFIS networks were produced by the “gbell,”“gauss,”“dsig,” and “psig” IMFs. These structures were able to handle the complex nature of the training data and deliver satisfactory results. However, the “trap,”“pi,” and “tri” IMFs were unable to predict a worn-out tool with 100% reliability. Some of these also encountered invalid function configurations during the training process, and hence, the training process became infeasible as shown in Table 5.
On-line measurements of tool wear
On-line measurements of tool wear can indicate the degradation of the boring tool and offer detail information about tool conditions. The better the on-line estimation of the average flank wear width, the more reliably the tool degradation can be predicted. In this research, the average of the absolute output errors from the on-line measurement results is used to evaluate the ability of ANFIS network structures to predict the average flank wear width in order to evaluate the boring tool degradation.
After ANFIS networks have been trained, on-line measurements were performed with other independent data sets. Tables 8 and 9 display the on-line measurement results for the ANFIS approach using probabilistic and fuzzy logic “AND” operations. The fewer the number of features, the easier the training process can be performed. Also, in order to minimize the computational requirements, the least complex network structure should be chosen. Furthermore, on-line measurements need to be carried out accurately and precisely. Therefore, only one feature was used and the best performing structure was the 1×10 (gauss) ANFIS using a fuzzy logic “AND” operation. The average output error was 4.07%. The maximum and minimum errors for the 1×10 (gauss) ANFIS network were 11.15% and 0.87%. The complete set of output data for the 1×10 (gauss) ANFIS network is shown in Table 10 and Figure 4. These results clearly demonstrate the viability of using ANFIS for the purpose of on-line tool wear measurements.
ANFIS on-line measurement errors (using probabilistic “AND” in all the fuzzy rules).
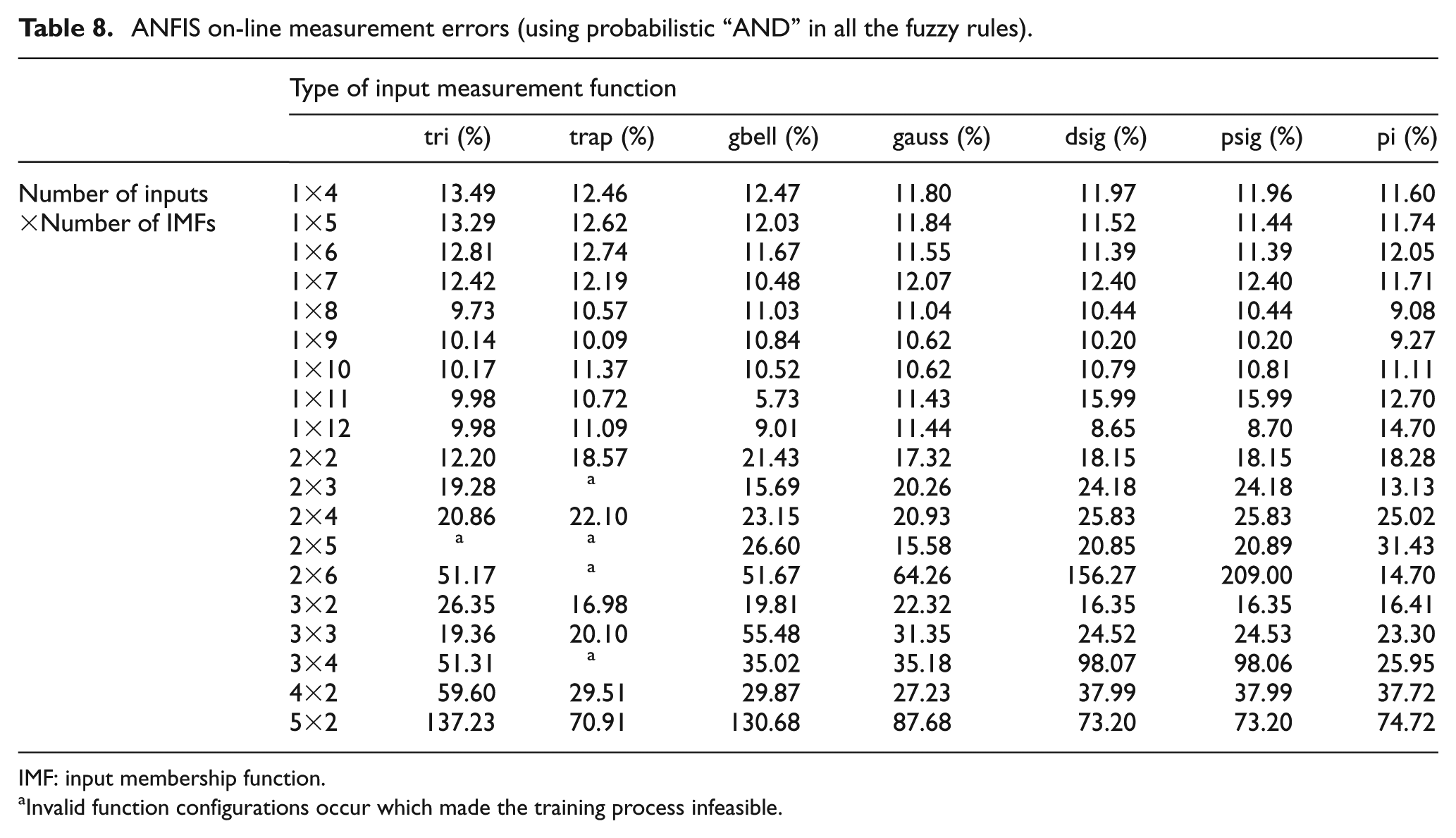
IMF: input membership function.
Invalid function configurations occur which made the training process infeasible.
ANFIS on-line measurement errors (using fuzzy “AND” in all the fuzzy rules).
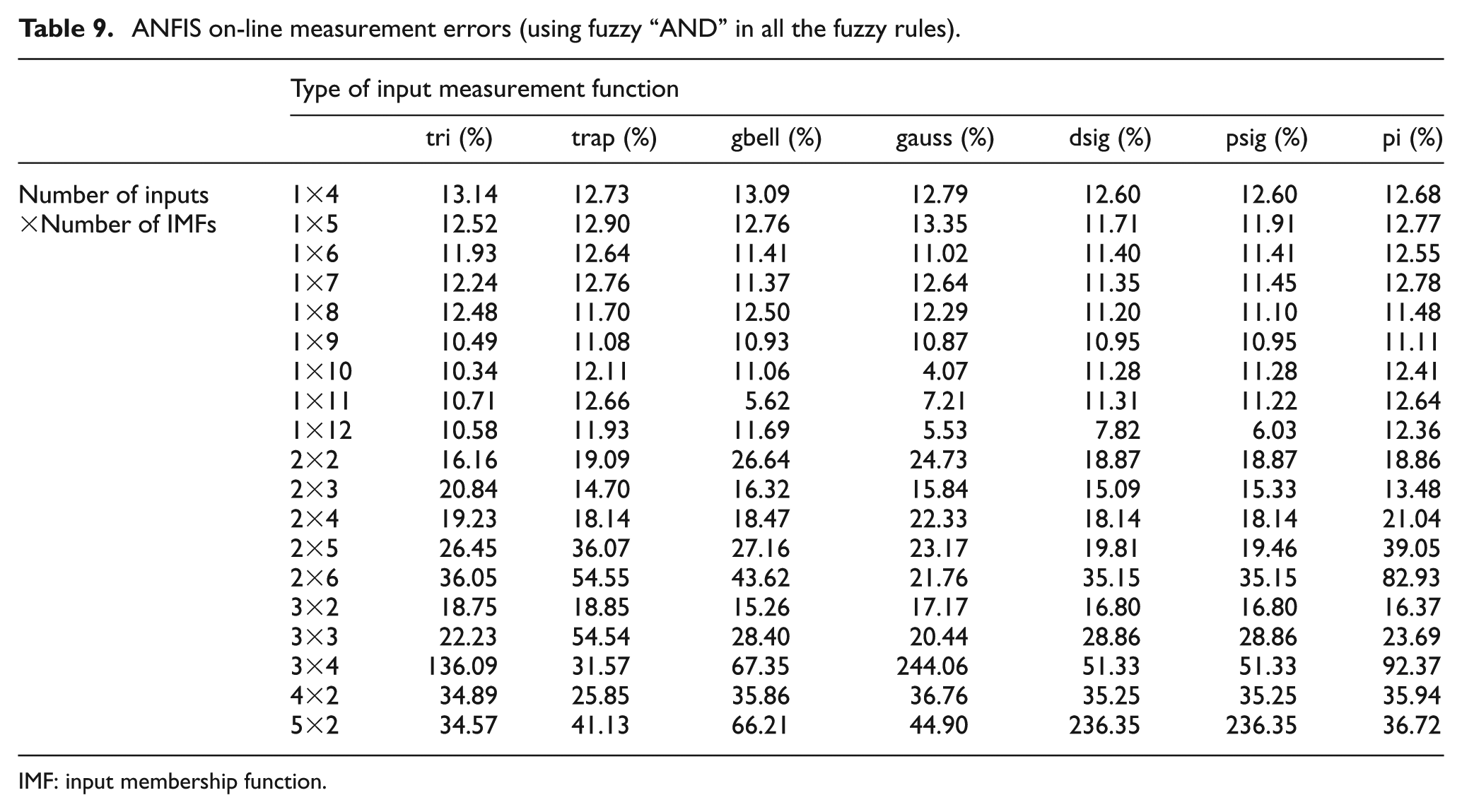
IMF: input membership function.
Best results for on-line measurements of tool wear.
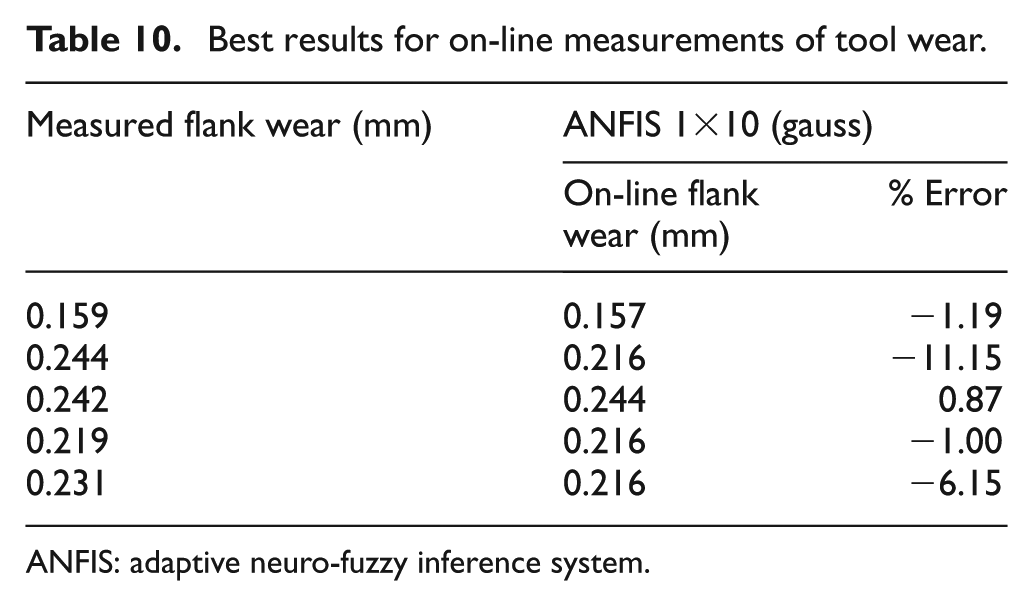
ANFIS: adaptive neuro-fuzzy inference system.
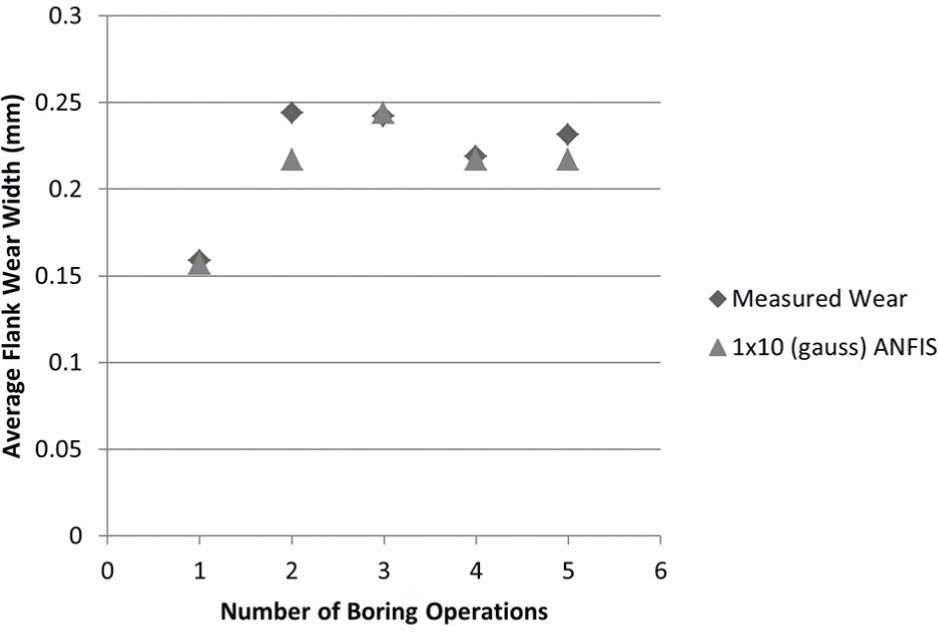
Comparisons of actual tool wear and on-line measurements.
Not all ANFIS structures were able to handle the complex nature of the training data. Some of the “trap” and “tri” IMF structures encountered training difficulties due to invalid function configurations in the training process as shown in Table 10. The preferred network would be the 1×10 (gauss) ANFIS with fuzzy logic “AND” operation as this network requires only a single input and has low average error and a minimum error of only 0.87%.
The 1×10 (gauss) ANFIS can be used for on-line tool wear measurements for the evaluation of tool degradation up to the point where the average flank wear width approaches the 0.3-mm threshold. At this time, the 2×2 (gauss) ANFIS can be utilized to distinguish boring tool states to be either usable or worn out. The boring process can be stopped immediately once the tool condition is detected to be worn out. In this manner, component accuracy and quality can be assured, manufacturing efficiency can be enhanced, and manufacturing costs can be reduced.
Conclusions
We can draw the following conclusions:
Cutting forces can be measured on-line. The on-line cutting force measurements can be reliably and accurately correlated with the off-line measurements of boring tool wear. Therefore, cutting forces are excellent indirect indexes of the boring tool wear.
Based on the Euclidean distance measure, essential information of tool conditions can be obtained from the cutting force measurements while reducing the number of inputs of ANFIS. By doing so, boring tool wear can be detected and measured on-line much more efficiently and effectively.
ANFIS network structures can be trained, using features extracted from cutting force measurements, to successfully perform on-line detection of boring tools. Multiple structures were able to classify tool conditions with 100% accuracy, with minimal network complexities being the 2×2 (gauss) ANFIS.
ANFIS network structures can be trained, using features extracted from cutting force measurements, to accurately measure tool wear. Excellent results were achieved using a 1×10 (gauss) ANFIS structure with a minimum error of 0.87%.
Using ANFIS networks and only two features, an on-line system can be developed. A 1×10 ANFIS can provide continuous monitoring of cutting tool degradation while a 2×2 ANFIS can detect tool states on-line. This on-line system can assure manufacturing accuracy, enhance manufacturing efficiency, and reduce manufacturing costs.
Footnotes
Appendix 1
Acknowledgements
The authors would like to thank Y.C. Wang for the boring experiments. The authors would also like to thank C. S. Lyons and G. Liu for their help in software applications.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
Partial support of this work by Lockheed Martin Space Corporation is greatly appreciated.